
La chaudière, dont nous venons de terminer la description, est l'appareil générateur de la vapeur ; la machine proprement dite, c'est l'ensemble des appareils qui transforment la chaleur contenue dans la vapeur en travail de traction, c'est-à-dire qui transforment son énergie thermique en énergie mécanique.
Comme dans la machine à vapeur ordinaire à piston, nous retrouvons dans la machine locomotive :
Avant d'aborder la description détaillée de ces organes dans leur application à la locomotive, nous reprendrons quelques notions de mécanique.
On sait que, selon le mode d'utilisation de la vapeur, les machines à piston peuvent être :
Dans la locomotive, la machine sera toujours à détente et sans condensation, mais nous rencontrerons des locomotives :
Fig. 251.
Machine à vapeur ordinaire.
La vapeur prise dans le dôme de la chaudière, est introduite par le tuyau de livrance T (fig. 261) dans une chambre C appelée boîte à vapeur ou chapelle de distribution. De là, la vapeur se distribue par les lumières d'admission l et l’ alternativement à gauche et à droite du piston P, qui se meut d'un mouvement de va et vient dans le cylindre à vapeur G fermé à ses deux extrémités.
La fermeture et l'ouverture des lumières s'opèrent par une pièce mobile t, appelée tiroir ; c'est aussi le tiroir qui permet à la vapeur de se rendre à l'atmosphère par le conduit E appelé lumière de décharge ou lumière d'échappement. Les trois lumières l, l’, E débouchent sur une surface plane bien dressée appelée table de distribution ou glace du tiroir. Les intervalles pleins a et a' qui séparent la lumière d'échappement des lumières d'admission s'appellent bandes de la table.
Quant au tiroir, sous sa forme la plus ordinaire, c'est un parallélépipède creux comprenant le creux ou la poche p et les barrettes d et d'. Le tiroir est mû par un excentrique N, dont la barre b s'articule à la tige t2.
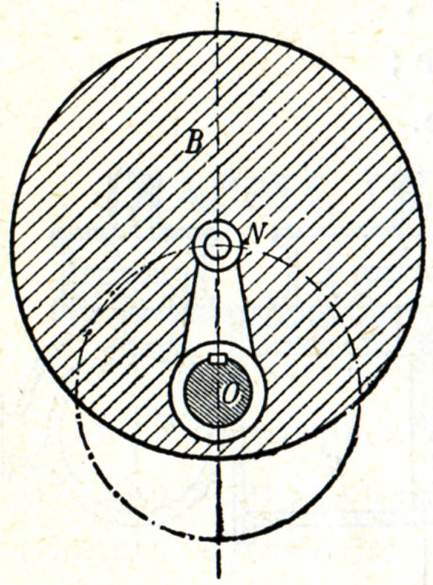
Fig. 252.
Excentrique.
On sait qu'on appelle excentricité, le rayon de l'excentrique, c'est-à-dire la distance ON du centre de l'excentrique à l'axe de l'arbre. Un excentrique OB, de rayon ON (fig. 252), n'est en somme qu'une manivelle ordinaire dont le bouton N est grossi au point d'embrasser complètement l'arbre moteur 0.
Par la suite, nous représenterons toujours un excentrique simplement par son rayon.
Quand le milieu m du tiroir (fig. 256) coïncide avec le milieu n de la longueur de la table de distribution, on dit que le tiroir est dans sa position moyenne.
Le mouvement rectiligne alternatif du piston P (fig. 251) se transforme en mouvement circulaire continu de l'arbre A par le système de la bielle B et de la manivelle OM. Quand la manivelle fait un tour, le piston parcourt une double course, la course du piston étant la distance parcourue par le piston quand il va d'une extrémité à l'autre du cylindre. On dit enfin que la manivelle motrice est à l'un de ses points morts, quand elle se trouve dans le prolongement de l'axe du cylindre.
Quand la manivelle OA (fig. 253) occupe une autre position que celle correspondant à l'un de ses points morts, la bielle AB au lieu d'être horizontale est oblique.
L'obliquité est d'autant plus forte que la bielle est plus courte. Cette obliquité produit sur le mouvement du piston le même effet qu'un raccourcissement momentané de la bielle.
En effet, si pour la position OA de la manivelle, la bielle AB était horizontale au lieu d'être oblique, le point B viendrait en B’, le piston se trouverait donc en P' alors qu'il est seulement parvenu en P.
La même particularité se présente pour la barre d'excentrique.
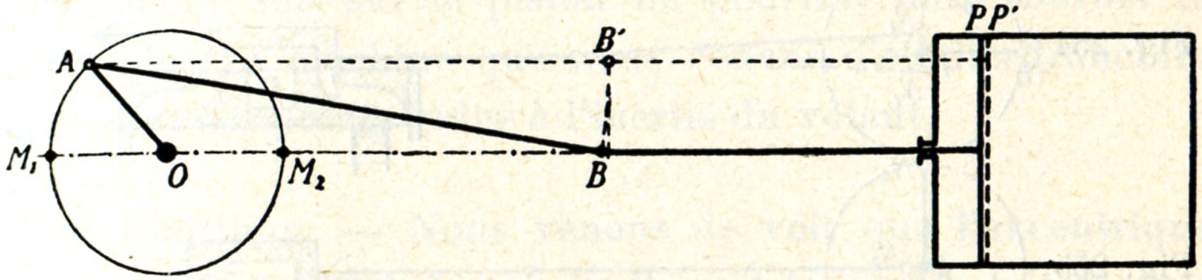
Fig. 253
Obliquité de la bielle motrice.
L'obliquité entraîne donc une certaine irrégularité dans le mouvement du piston et dans celui du tiroir ; mais dans l'étude que nous allons entreprendre, nous laisserons de côté ces irrégularités de peu d'importance et nous admettrons que la bielle et la barre d'excentrique sont suffisamment longues pour que le piston et le tiroir soient au milieu de leur course quand la manivelle et le rayon d'excentrique sont perpendiculaires à la ligne des points morts M1 M2.
Pour éviter les chocs du piston contre le fond du cylindre, on laisse du jeu entre celui-ci et le piston à fond de course. Si l'on ajoute le volume du conduit de la lumière d'admission à la portion de volume du cylindre à vapeur qui a pour hauteur le jeu en question, on a ce que l'on appelle l'espace mort ou l'espace nuisible.
La distribution à tiroir la plus simple est évidemment celle dans laquelle il y a admission de la vapeur d'un côté du piston pendant toute la course de celui-ci et échappement de l'autre côté pendant toute la course également, c'est la machine à pleine pression.
Comment la réaliser ?
1re condition. - Puisque l'introduction de la vapeur sur une face du piston et l'échappement sur l'autre face durent pendant toute la course, il faut que, lorsque le piston achève sa course dans un sens et qu'il est sur le point de repartir dans l'autre sens, les lumières d'admission et d'échappement soient fermées, mais soient prêtes à s'ouvrir. Cela est vrai pour le point mort de droite (fig. 256), comme pour le point mort de gauche (fig. 254). Donc, à ce moment, le tiroir recouvre tout juste les lumières d'admission l et l’ (fig. 254 à 256).
| gauche | droite |
| Fig. 254 | 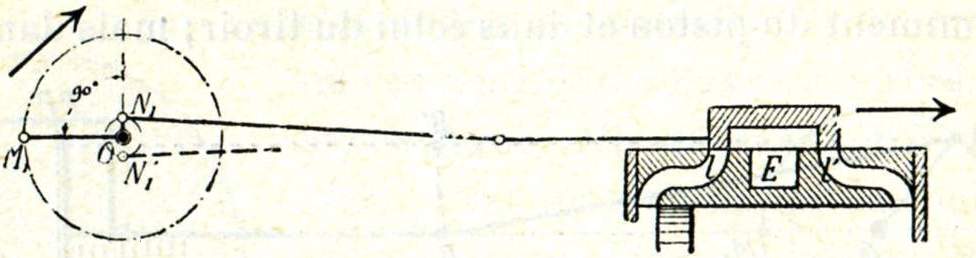 |
| Fig. 255 | 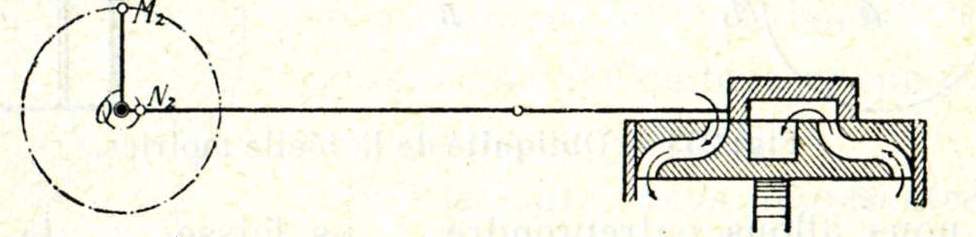 |
| Fig. 256 | 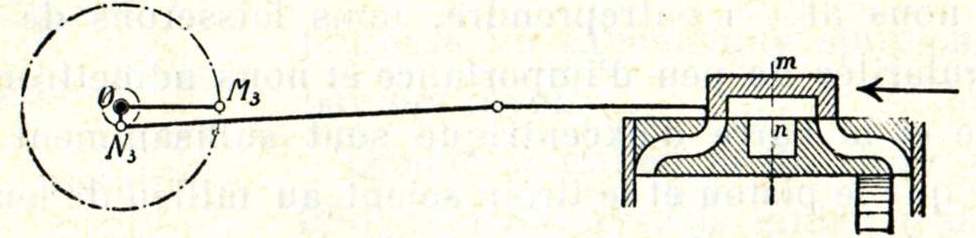 |
| Fig. 257 | 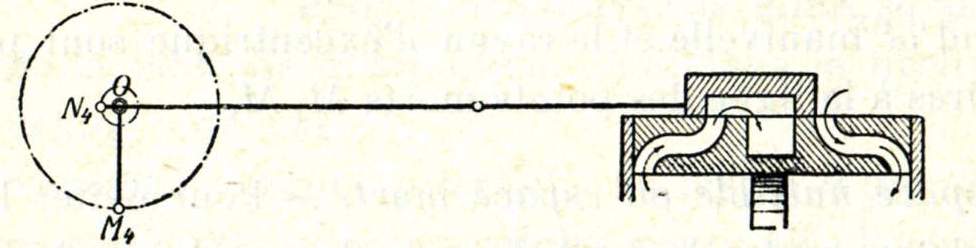 |
| Machine à pleine pression. | |
Pour admettre la vapeur sur la face de gauche, par la lumière l, le tiroir devra glisser vers la droite (fig. 254), il devra continuer son mouvement de glissement vers la droite jusqu'à ce que la lumière l soit complètement découverte (fig. 255), puis revenir vers la gauche fermer la lumière quand le piston sera à fond de course (fig. 256). Le point mort dépassé, la lumière l devra laisser échapper la vapeur du cylindre, ce qui exige que le tiroir continue à glisser vers la gauche (fig. 257)
Les deux mouvements, vers la droite et vers la gauche, à partir de la position de la fig. 254, doivent être tout à fait les mêmes, car, lorsqu'il y a admission sur une face du piston, il y a toujours en même temps échappement sur l'autre face.
La position du tiroir représentée figure 254 est donc une position moyenne ; dès lors, nous voyons que le tiroir est au milieu de sa course quand le piston est à fond de course, ce qui exige que l'excentrique de commande du tiroir soit calé à 90° de la manivelle motrice. Son rayon sera égal à la largeur l de la lumière, r = l.
Aux points M1, M3, la manivelle est aux points morts, ainsi nommés, parce que dans ces deux positions une action aussi forte qu'elle soit sur le piston ne pourrait faire tourner la manivelle. La machine que nous venons d'étudier franchira cependant ces points grâce à l'inertie du volant.
2me Condition. - Nous venons de voir que l'excentrique doit être calé à 90° de la manivelle motrice, mais doit-il venir en ON1 ou en 0N’1 (fig. 254) ?
Si nous envisageons le sens de marche indiqué par la flèche, nous voyons que le mouvement de l'excentrique ON1 aura pour effet de déplacer le tiroir vers la droite et de provoquer, dès le commencement, l'admission voulue sur la face de gauche du piston.
Si, au contraire, l'excentrique était calé suivant ON'1, et si l'on faisait tourner la manivelle dans le sens de la flèche, le tiroir se déplacerait vers la gauche, provoquerait l'admission sur la face de droite du piston, ce qui ferait revenir la manivelle en arrière.
Les figures 255 et 257 montrent d'ailleurs clairement que la marche dans le sens de la flèche est bien assurée avec l'excentrique calé en ON1 et que si on le calait en sens opposé, le mouvement aurait lieu en sens contraire.
Nous concluons donc qu'il ne suffit pas de lancer la machine dans un sens pour qu'elle continue son mouvement dans le sens commencé ; non, elle ne continuera que si le rayon de l'excentrique est calé à angle droit avec la manivelle motrice en avant sur celle-ci dans le sens de la marche, ce qui peut se traduire en langage vulgaire en disant que la manivelle court après l'excentrique. Cette règle, facile à retenir, permet de reconnaître le sens de marche de la machine dans une position quelconque.
Dans la machine à vapeur à pleine pression, la vapeur pénètre dans le cylindre pendant toute la durée de la course du piston, sa pression à la fin de la course est la même qu'au commencement, de sorte qu'au moment de son échappement à l'air libre, la vapeur pourrait encore exécuter un grand travail.
Dans la machine à détente, la vapeur n'est plus admise dans le cylindre que pendant une partie de la course du piston, le quart, par exemple.
Quand, après ce quart de course, l'admission de la vapeur au cylindre est interrompue, la vapeur enfermée dans ce cylindre se détend, c'est-à-dire qu'elle continue à pousser le piston en avant avec une force qui va en diminuant, à la manière d'un ressort qui se détendrait.
Le mouvement du piston pendant cette détente de la vapeur est donc obtenu très économiquement, puisque c'est la même vapeur qui fait achever au piston les trois-quarts de sa course. A égalité de puissance développée, il s'ensuit une diminution sensible dans la dépense de vapeur.
Mais, suivant le système de distribution adopté, la détente est fixe ou variable ; elle est fixe, quand l'introduction de la vapeur au cylindre cesse, chaque fois, au même point de la course du piston ; elle est variable, lorsque la fermeture de l'admission s'opère à volonté en un point plus ou moins éloigné de la course.
Dans les locomotives, il convient que la détente soit variable à volonté pendant la marche. Au démarrage, il est nécessaire de pouvoir réaliser une admission très grande, de même en rampe. Il serait peu économique de conserver ces grandes admissions en marche normale ; c'est pourquoi on doit pouvoir alors réduire l'admission, augmenter la détente et recourir ainsi à la détente variable en marche.
Non seulement la détente doit pouvoir être modifiée à volonté en marche, mais le sens de marche doit lui-même pouvoir être changé.
Avant d'aborder l'étude de la distribution telle qu'elle existe dans les locomotives, voyons d'abord comment on a réalisé la détente fixe dans les machines à vapeur à tiroir.
Dans la machine à pleine pression, avec son tiroir recouvrant exactement les lumières et son excentrique calé à 90° de la manivelle, en avant dans le sens de la marche (fig. 254), l'ouverture de la lumière d'admission l a lieu pendant que l'excentrique décrit un demi-tour, l'admission elle-même a lieu pendant que la manivelle fait un demi-tour. La manivelle tourne, en effet, toujours du même angle que l'excentrique.
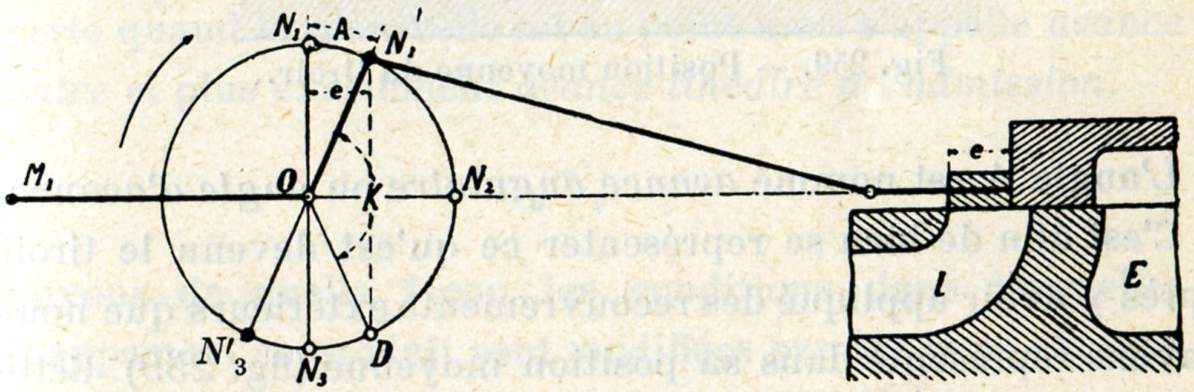
Fig. 258.
Machine à vapeur à détente fixe.
Si nous calons l'excentrique sous un angle de plus de 90° en avant dans le sens de la marche (fig. 258), et que, en même temps, nous donnons au tiroir une largeur supplémentaire e pour que le tiroir affleure bien comme précédemment avec l'arête extérieure de la lumière l, il est visible que l'admission ne durera plus que pendant le temps que l'excentrique mettra à décrire l'angle K, angle qui est évidemment moindre qu'un demi-tour. En effet, la manivelle étant au point mort 0M1, l'admission commencera lorsque l'excentrique sera en ON’1 avec son nouvel angle de calage ; l'admission sera maximum lorsque l'excentrique sera en 0N2 et elle cessera en OD, le point D étant sur la même verticale que N’1. A ce moment, toute communication entre la chaudière et le cylindre étant interrompue, la détente de la vapeur commence.
Si donc on cale l'excentrique avec un angle plus grand que 90°, (90 + A), et qu'en même temps on donne au tiroir une surlargeur correspondante e, on réalise la détente.
On constate aussi, au simple examen de la fig. 258, que plus l'angle A sera grand, plus la surlargeur e devra être grande et plus la détente obtenue sera longue. La surlargeur e qu'on est obligé de donner au tiroir s'appelle recouvrement extérieur.
Quand le tiroir est dans sa position moyenne (fig. 259), le recouvrement extérieur représente la quantité dont le bord extérieur du tiroir dépasse la lumière d'admission.
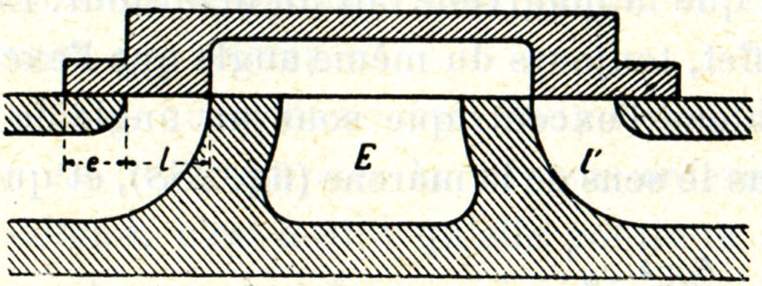
Fig. 259.
Position moyenne du tiroir.
L'angle A est nommé avance angulaire ou angle d'avance.
C'est afin de bien se représenter ce qu'est devenu le tiroir après y avoir appliqué des recouvrements extérieurs que nous l'avons représenté dans sa position moyenne (fig. 259). Cette position moyenne est, comme dans le cas de la machine à pleine pression, celle où les bords intérieurs du tiroir affleurent avec les arêtes intérieures des lumières l et l’, l'excentrique étant aussi dans ses positions moyennes ON1 ou ON3 comme précédemment, mais à la différence de la machine à pleine pression, la manivelle n'est plus aux points morts pour ces positions moyennes du tiroir.
Les conditions qui précèdent suffisent pour réaliser la détente ; mais pour qu'au cours de l'admission la lumière l soit à un moment donné complètement découverte, il faudra que le tiroir glisse davantage vers la droite et vers la gauche, c'est-à-dire que le rayon de l'excentrique devra être augmenté de la quantité e dont le tiroir a été élargi.
Dans une distribution à détente, telle que nous venons de la décrire, le rayon de l'excentrique doit donc être égal à la largeur l de la lumière, augmentée du recouvrement extérieur e. Si r est le rayon de l'excentrique, on aura
r = l + e.
Quant à la course du tiroir, elle sera évidemment égale à
2r ou 2(l + e).
D'autre part, si, pour des raisons que nous ferons connaître, on désire que la lumière d'admission soit déjà ouverte alors que le piston est encore à fond de course, en d'autres termes, si l'on désire qu'il y ait de l'avance à l'admission, il suffira d'augmenter davantage encore l'angle de calage ou ce qui revient au même de donner au recouvrement extérieur une largeur moindre que la valeur e que nous avons envisagée.
La quantité n (fig. 263) dont la lumière d'admission est ouverte quand la manivelle est au point mort s'appelle avance linéaire et plus exactement avance linéaire à l'admission.
*
* *
Voyons de quelle façon les conditions dans lesquelles l'échappement se produit sont modifiées par les trois changements que nous avons introduits dans la distribution : avance angulaire, recouvrement extérieur et augmentation du rayon d'excentrique.
Ainsi que nous l'avons vu plus haut, la position moyenne du tiroir n'a pas changé par suite de ces modifications ; c'est celle représentée (fig. 259), page 216, position pour laquelle l'excentrique est en ON1 ou en ON3. C'est pour ces positions que l'échappement finit ou commence.
Considérons maintenant la figure 260 qui représente en traits forts la position des organes lorsque la manivelle est au point mort OM1. Pour cette position de la manivelle, l'excentrique est en ON’1. Suivons en même temps les figures 263 à 271 dont l'examen facilitera au besoin la compréhension de ce qui va suivre. Dès que la manivelle tourne (fig. 263), l'admission commence, la lumière l est bientôt complètement découverte ; nous savons qu'elle se referme en D, position pour laquelle la détente commence. Nous savons encore que l'échappement se produira quand l'excentrique viendra en 0N3. Il est à remarquer qu'à ce moment l'excentrique n'a encore décrit qu'un angle N’1ON3 qui est moindre que 180°. L'excentrique n'a donc pas encore décrit un demi-tour, la manivelle motrice non plus, il s'en faut de l'angle N3ON'3 qui est précisément égal à l'angle d'avance A.
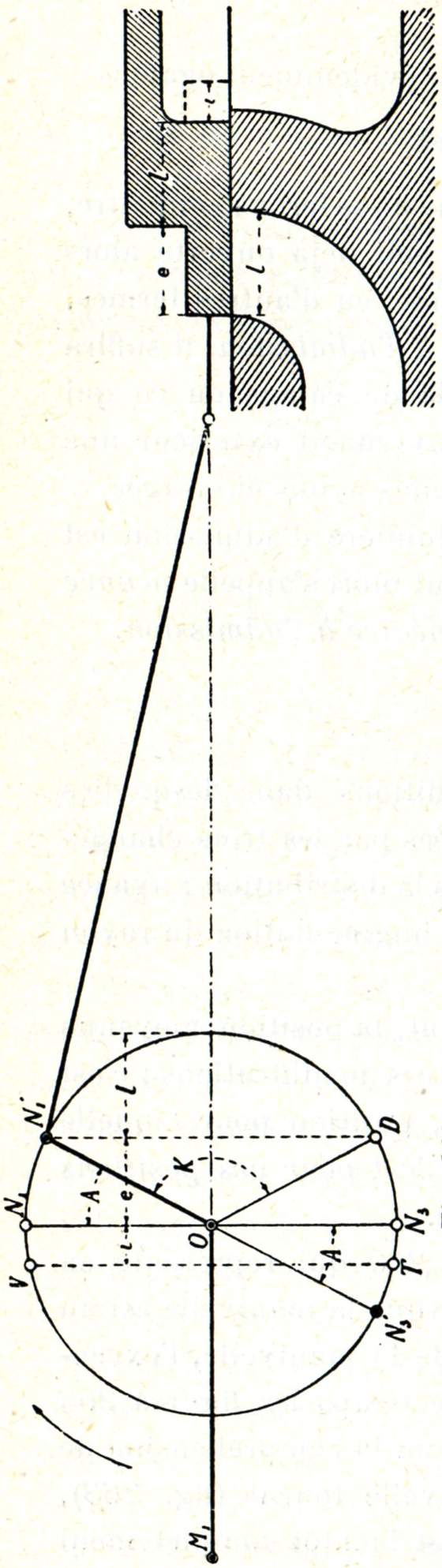
Fig. 260.
Commencement et fin des phases de la distribution
On peut donc dire que si l'on conserve le tiroir avec ses arêtes intérieures affleurant simplement avec celles des lumières, l'échappement se produit déjà quand la manivelle a encore à décrire un angle A avant d'arriver au point mort de droite. Il y a donc avance à l'échappement ou échappement anticipé.
Lorsque le centre de l'excentrique parvient en N'3, le piston est à fond de course à droite, l'échappement continue pendant que le piston revient vers la gauche, c'est l'échappement proprement dit. Il durera jusqu'à ce que le tiroir atteigne de nouveau sa position moyenne, c'est-à-dire jusqu'à ce que l'excentrique vienne en ON1. Mais à ce moment, la manivelle n'est pas encore à son point mort de gauche, il s'en faut encore une fois d'un angle A. L'échappement est donc supprimé quand la manivelle a encore un angle A, égal à l'avance angulaire, à décrire avant d'arriver au point mort.
Alors commence la période dite de compression, le piston, qui continue à avancer vers la gauche, comprime la vapeur contre le fond du cylindre et, tout en réduisant son volume, augmente sa pression. Cette période dure aussi longtemps que la lumière reste fermée, c'est-à-dire jusqu'à ce qu'ait lieu l'admission proprement dite à fond de course en ON'1 ou bien, comme cela se fait toujours, jusqu'à ce que se produise l'avance à l'admission (fig. 270).
On voit donc que les trois modifications introduites pour réaliser la détente ont pour effet de produire en même temps l'avance à l'échappement et la compression. Ces deux dernières phases, très avantageuses au fonctionnement de la machine, commencent si les arêtes intérieures du tiroir sont conservées, lorsque la manivelle a encore un angle A, égal à l'avance angulaire, à parcourir avant d'arriver au point mort.
L'effet simultané d'une augmentation du recouvrement et de l'angle de calage est d'augmenter l'avance à l'échappement et la compression.
Si l'on trouvait que l'échappement anticipé se produit trop tôt, on arriverait facilement à corriger le défaut en donnant au tiroir une surlargeur i vers l'intérieur (fig. 260). L'échappement serait ainsi retardé jusqu'à ce que l'excentrique vienne en T, par exemple, au lieu de N3 ; mais en même temps, la compression, au lieu de se produire en N1 commencerait inévitablement en V, point situé sur la même verticale que T. La compression commencera donc plus tôt qu'auparavant, elle sera plus forte, ce qui peut être un inconvénient.
Il faut donc retenir de ce qui précède que, dans la distribution par tiroir, le moment où commence l'échappement anticipé est lié au moment où commence la compression.
Si l'on diminue l'avance à l'échappement, on augmente la compression et inversement, si l'on augmente l'avance à l'échappement, on diminue la compression.
La figure 261 représente un tiroir dans sa position moyenne et présentant un recouvrement intérieur i ; dans certains cas, en vue d'augmenter l'avance à l'échappement et de réduire la compression, on est amené à donner, au contraire, un découvrement intérieur (fig. 262).
 |
 |
| Fig. 261 Recouvrement intérieur. |
Fig. 262 Découvrement intérieur. |
Nous avons résumé en un tableau (fig. 263 à 271), les positions principales de la distribution, distribution supposée réglée de façon à réaliser une avance à l'admission, en y indiquant les six phases relatives à la face de gauche du piston :
|
Course directe de gauche à droite |
| Course rétrograde de droite à gauche |
Les six mêmes phases se retrouvent à partir du point mort de droite (fig. 267), quand on considère la face de droite du piston pendant un tour complet de la machine.
C'est la même succession de phases qui est en usage dans les distributions des locomotives.
Nous avons vu que lorsque la manivelle est au point mort, une pression, si grande qu'elle soit, sur le piston ne pourrait la faire tourner. Si la locomotive s'arrêtait dans une position pour laquelle la manivelle est au point mort, elle ne pourrait donc se mettre en mouvement si on ne prenait la précaution de monter sur la machine un second cylindre dont on dispose le mécanisme de telle façon que, pour la position envisagée, il soit dans le voisinage de son maximum d'action sur la manivelle correspondante.
Lorsque la machine a deux cylindres, ils attaquent des manivelles calées à 90° l'une de l’autre. De cette façon, la condition prévue est réalisée.
| Distribution d'une machine à détente réglée avec une avance à l'admission | ||
| Phases pour la face de gauche du piston | ||
| Fig. 263 | 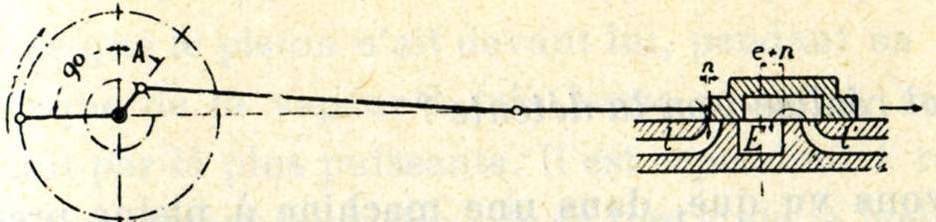 |
|
| Fig. 264 | 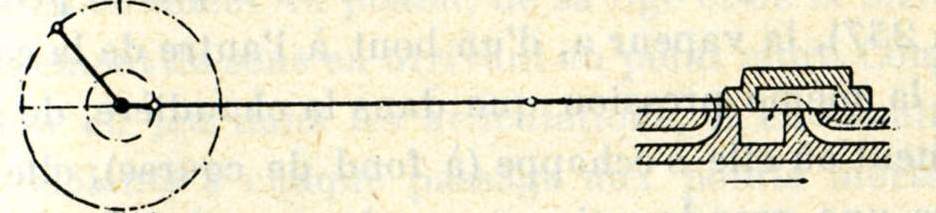 |
Admission |
| Fig. 265 | 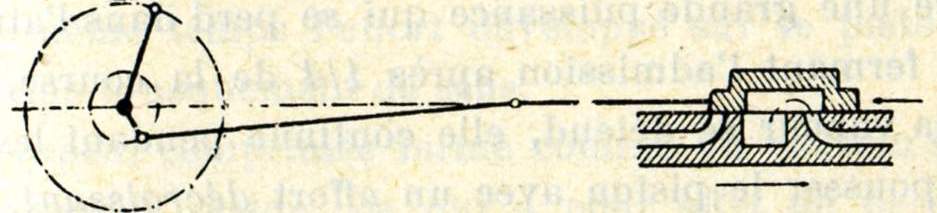 |
détente |
| Fig. 266 | 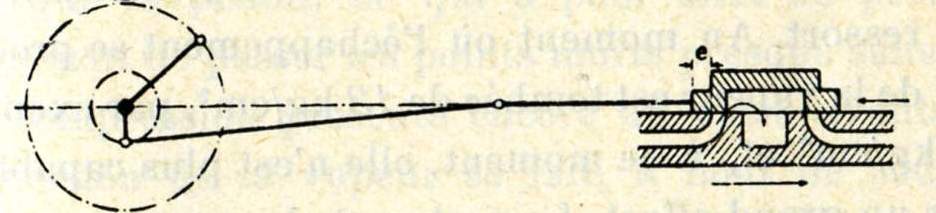 |
Echappement anticipé |
| Fig. 267 | 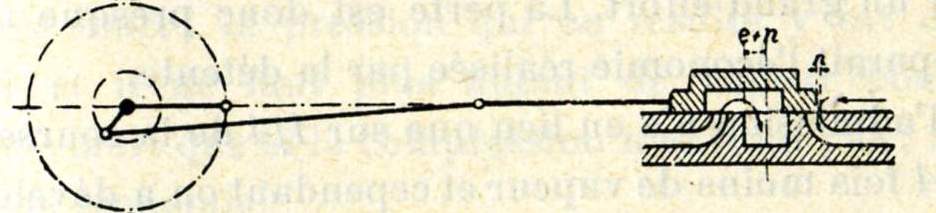 |
|
| Fig. 268 | 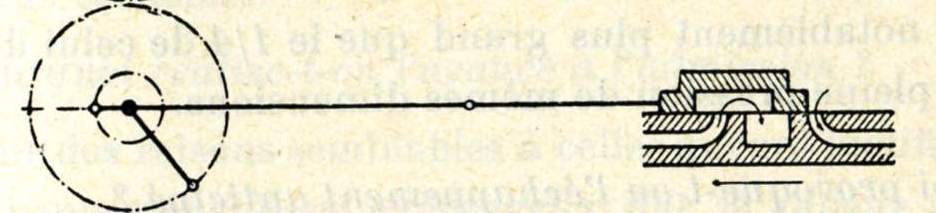 |
Echappement proprement dit |
| Fig. 269 | 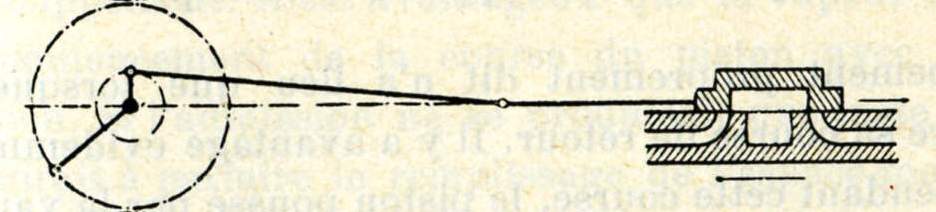 |
Compression |
| Fig. 270 | 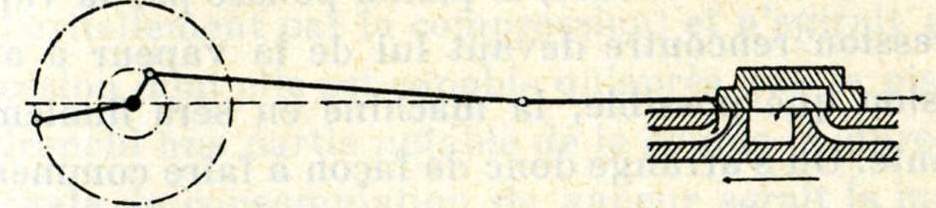 |
|
| Fig. 271 | 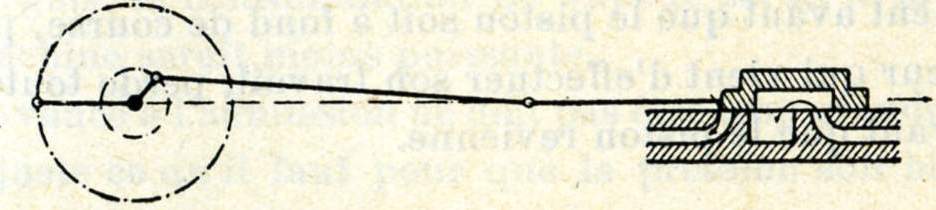 |
Avance à l’admission |
Nous examinerons sommairement les raisons pour lesquelles les dispositions décrites pour réaliser la détente ont été adoptées.
Nous avons vu que, dans une machine à pleine pression (fig. 254 à 257), la vapeur a, d'un bout à l'autre de la course du piston, la même pression que dans la chaudière, de sorte qu'au moment où elle s'échappe (à fond de course), elle possède encore une grande puissance qui se perd dans l'atmosphère. En fermant l'admission après 1/4 de la course, par exemple, la vapeur se détend, elle continue pendant les 3/4 restants à pousser le piston avec un effort décroissant, à la façon d'un ressort. Au moment où l'échappement se produit, la pression de la vapeur est tombée de 13 kg/cm², par exemple, à 1 ou 2 kg/cm² et, à ce moment, elle n'est plus capable de développer un grand effort. La perte est donc presque nulle et ainsi apparait l'économie réalisée par la détente.
Comme l'admission n'a eu lieu que sur 1/4 de la course, on a dépensé 4 fois moins de vapeur et cependant on a développé un travail notablement plus grand que le 1/4 de celui d'une machine à pleine pression de mêmes dimensions.
L'échappement proprement dit n'a lieu que lorsque le piston opère sa course de retour. Il y a avantage évidemment à ce que, pendant cette course, le piston poussé par la vapeur à haute pression rencontre devant lui de la vapeur à aussi basse pression que possible, la machine en sera finalement plus puissante. On s'arrange donc de façon à faire commencer l'échappement avant que le piston soit à fond de course, pour que la vapeur qui vient d'effectuer son travail, perde toute sa pression avant que le piston revienne.
Le peu de vapeur qui reste dans le cylindre au moment où l'échappement cesse, est comprimée. La pression de cette vapeur s'élève rapidement. Nous avons vu qu'il y avait avantage à ce que le piston n'ait devant lui, pendant sa course de retour, que de la vapeur à très basse pression, la machine devenant par là plus puissante. Il est cependant à remarquer que le mouvement du piston, de sa tige et de la bielle change brusquement de sens en arrivant au point mort. Comme il y a toujours du jeu dans les articulations, il en résulterait des chocs violents à chaque passage aux points morts, surtout si en même temps l'effort développé sur le piston change lui-même brusquement de sens.
La vapeur comprimée forme comme un coussin sur lequel s'applique le piston, ce qui a pour effet de permettre au mouvement de passer les points morts presque sans choc.
La compression présente encore un autre avantage. Cette compression de la vapeur se fait, à bout de course, dans l'espace mort ; la pression qui en résulte y est déjà assez élevée et il ne faut plus autant de vapeur pour remplir l'espace mort que si la compression n'existait pas ; de là, une certaine économie.
Pour des raisons semblables à celles qui ont justifié l'avance à l'échappement. Il est avantageux que la vapeur agisse dès le commencement de la course du piston avec sa pleine pression. Si l'admission ne se produisait que juste au début, elle aurait à parfaire le remplissage de l'espace mort (rempli déjà partiellement par la compression) et n'agirait avec toute la pression dont elle est capable qu'après que le piston aurait déjà franchi une partie notable de la course. A durée d'admission égale, la consommation de vapeur serait la même, mais, la machine serait moins puissante.
L'avance à l'admission ne doit pas être trop grande ; elle doit être juste ce qu'il faut pour que la pression soit bien établie dans le cylindre dès le commencement de la course du piston.
Voyons maintenant comment on a réalisé dans les locomotives le renversement de la marche et la variation de la détente en marche.
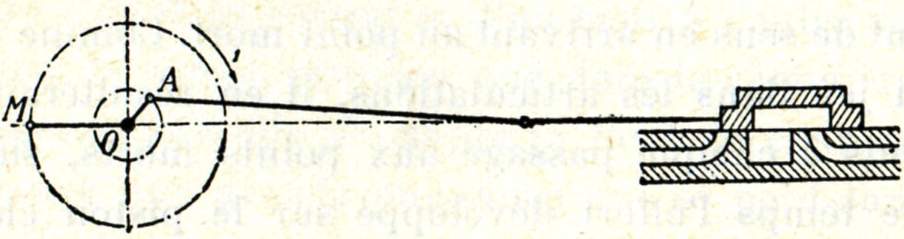 |
Fig. 272 |
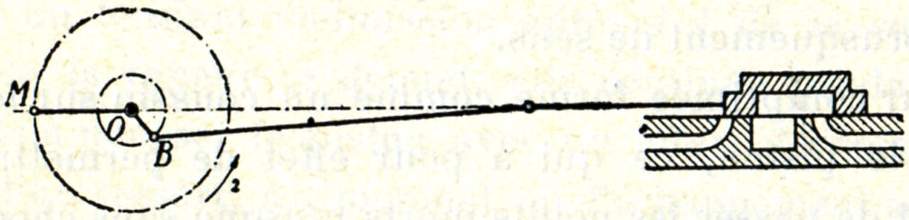 |
Fig. 273 |
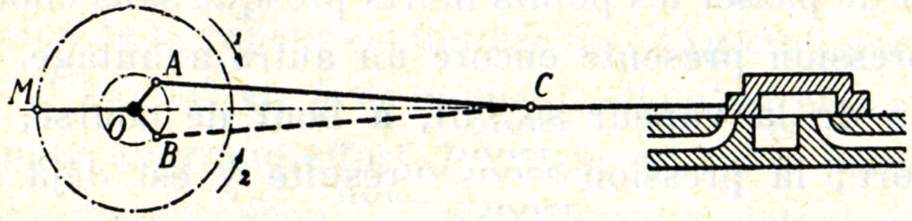 |
Fig. 274 |
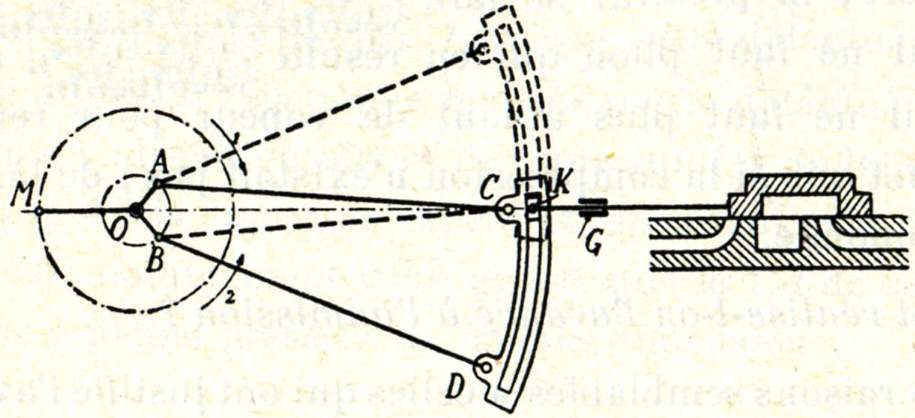 |
Fig. 274 |
| Renversement de la marche | |
La locomotive doit pouvoir circuler dans les deux sens. Nous avons vu précédemment qu'une distribution à détente exige que l'excentrique soit calé à 90° + A en avant de la manivelle motrice dans le sens de la marche. Si donc (fig. 272) l'excentrique est calé dans la direction OA alors que la manivelle motrice se trouve dans la position OM, cet excentrique commandera la marche dans le sens de la flèche 1, c'est-à-dire la marche en avant ; tandis que si l'excentrique est calé suivant OB (fig. 273), la machine sera disposée pour tourner en sens contraire, suivant la flèche 2, c'est-à-dire pour la marche en arrière. De sorte que si l'on avait (fig. 274) deux excentriques OA, OB calés sur le même arbre 0 symétriquement par rapport à la manivelle motrice OM et si l'on pouvait relier à volonté la tige du tiroir à l'un ou à l'autre des deux excentriques, on pourrait à volonté marcher en avant ou en arrière. C'est ce que l'on réalise (fig. 275), en réunissant les deux extrémités C et D des deux barres d'excentriques par un appareil CD, appelé coulisse (ou parfois secteur) qu'on peut faire glisser d'une extrémité à l'autre sur un coulisseau K (galet de secteur) relié à la tige du tiroir. Pour que la tige du tiroir continue à se mouvoir sur le même axe, elle doit être pourvue d'un guide G.
Lorsque la coulisse est abaissée de manière que le coulisseau K se trouve à son extrémité supérieure où s'articule la barre AC (fig. 275), le tiroir est conduit uniquement par l'excentrique OA, l'excentrique OB n'a aucune action sur son mouvement, il n'a d'autre effet que de faire osciller D autour de C ; on a, en somme, la disposition de la fig. 272 et la machine est disposée pour la marche en avant, flèche 1. Si, au contraire, on relève la coulisse de manière que son extrémité inférieure vienne en K, position indiquée en traits interrompus sur la fig. 275, le tiroir est conduit par l'excentrique OB, l'excentrique OA n'ayant plus d'action sur lui ; on a, somme toute, la disposition de la fig. 273 et la machine tourne en arrière, flèche 2.
Dans un cas comme dans l'autre, pour la marche avant comme pour la marche arrière, la distribution comportera les six phases que nous avons rencontrées dans la machine à détente fixe. Chaque phase aura la même durée et s'effectuera dans les mêmes conditions dans la marche avant et dans la marche arrière, parce que les deux excentriques ont le même rayon et sont calés avec le même angle dans le sens de la marche. L'emploi d'une coulisse dans les conditions que nous venons de décrire permet donc le renversement du sens de marche.
Que se passe-t-il quand, la manivelle étant verticale, on abaisse complètement la coulisse ?
Pour cette position de la manivelle, le piston est à peu près au milieu de sa course (fig. 276), l'excentrique OA, donnant seul le mouvement au tiroir, commande la marche avant. La lumière l est ouverte à l'admission, la lumière l’ a l'échappement et le piston entraîne bien la manivelle dans le sens prévu.
Si, au contraire, la manivelle étant verticale, on relève complètement la coulisse (fig. 278), l'excentrique OB, donnant seul le mouvement, commandera la marche arrière. La lumière l’ sera ouverte à l'admission, la lumière l à l'échappement et la marche arrière sera bien assurée.
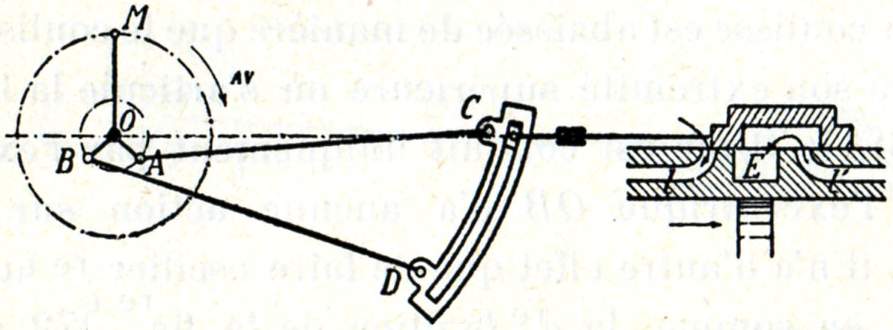 |
Fig. 276 |
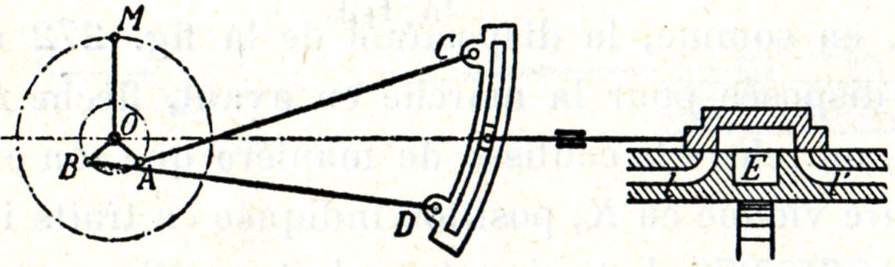 |
Fig. 277 |
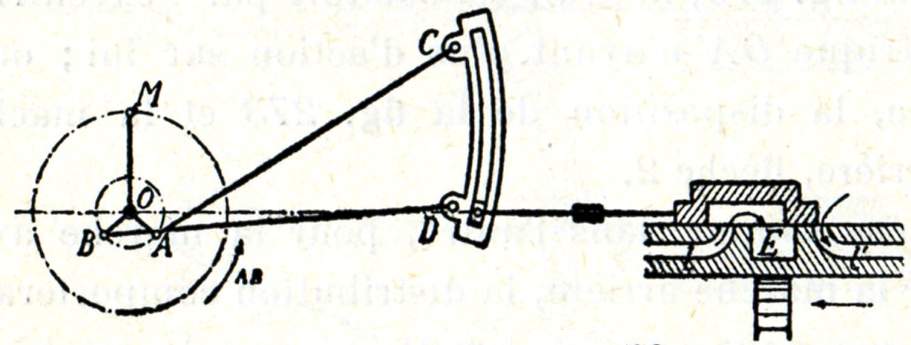 |
Fig. 278 |
| Distribution par coulisse. | |
Les positions du tiroir dans les fig. 276 et 278 sont symétriques par rapport à l'axe de la lumière d'échappement.
Lorsqu'on place la coulisse de façon que le coulisseau vienne en son milieu (fig. 277), le tiroir occupe une position qui est la moyenne des deux positions qui viennent d'être envisagées, son axe coïncide avec l'axe de la lumière d'échappement ; en d'autres termes, le tiroir est dans sa position moyenne. Les deux lumières l et l’ sont recouvertes.
Les considérations qui précèdent montrent que, la manivelle étant immobile dans sa position verticale, il est possible en manœuvrant la coulisse de faire subir au tiroir des déplacements importants.
Remarque. - Les positions du mécanisme représentées (fig. 276, 277 et 278) sont celles que le machiniste utilise pour vérifier si le tiroir, la table de distribution et le piston sont en bon état.
*
* *
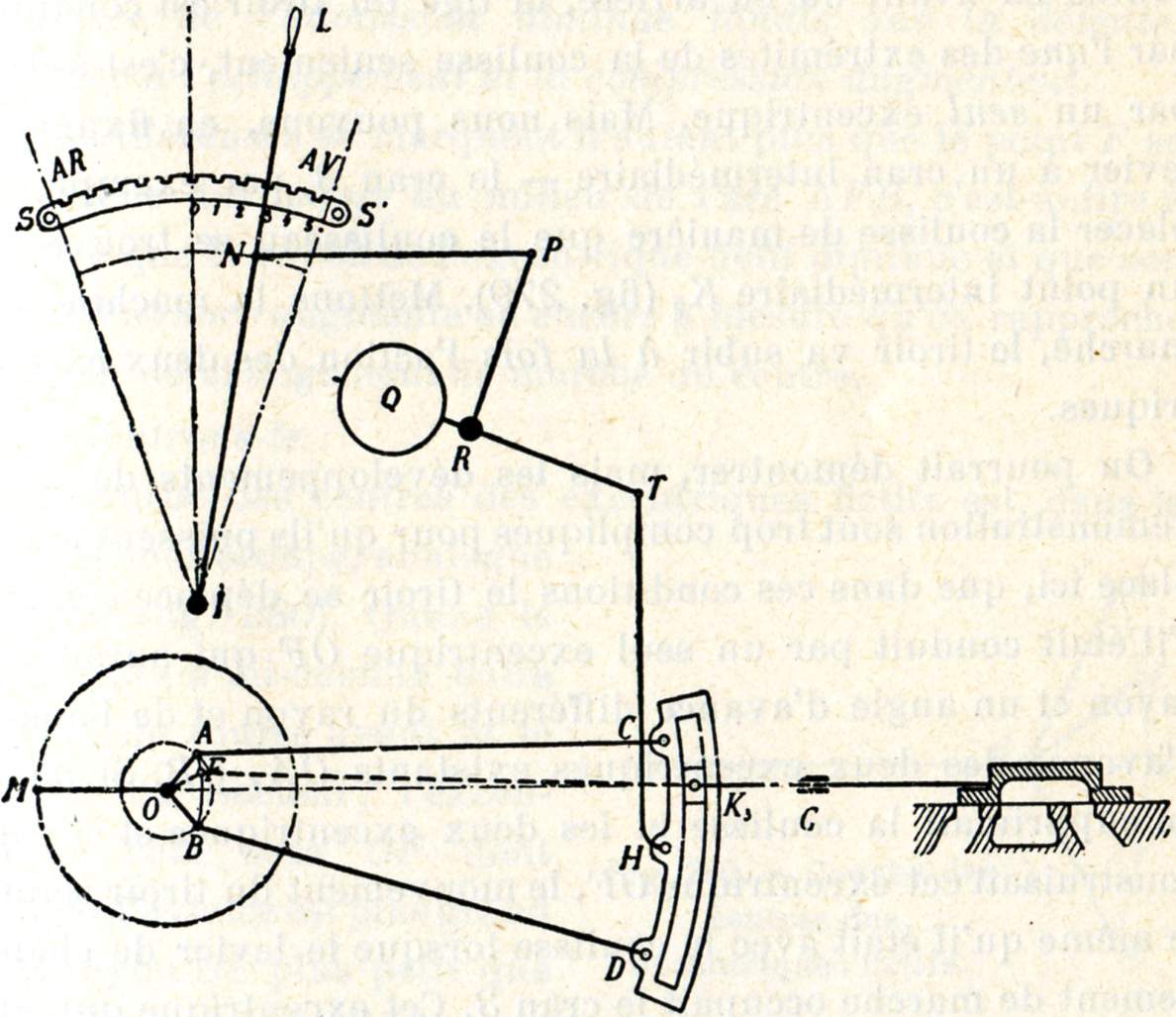
Fig. 279. - Appareil de changement de marche.
Les déplacements de la coulisse s'obtiennent au moyen d'un levier, dit de changement de marche, qui affecte des dispositifs très divers ; nous y reviendrons plus loin. Disons seulement que sous sa forme la plus simple, il comprend (fig. 279) un levier à main L, manœuvré entre deux secteurs SS' fixés au bâti et munis de crans dans lesquels un verrou peut s'engager pour immobiliser la coulisse dans la position choisie. Le mouvement est communiqué à la coulisse par l'intermédiaire d'un levier coudé pivotant autour d'un arbre R, dit arbre de relevage. Afin d'équilibrer le poids de la coulisse, on fait usage d'un contrepoids Q, la manœuvre du levier en est ainsi facilitée.
Lorsque le levier est en avant ou en arrière, la coulisse commande la marche avant ou la marche arrière.
Nous venons de voir que l'emploi d'une coulisse permet le renversement du sens de marche ; montrons maintenant que ce même appareil permet de faire varier la détente.
Nous savons que si nous mettons la machine en mouvement alors que le levier de changement de marche est à fond de course en avant ou en arrière, la tige du tiroir est conduite par l'une des extrémités de la coulisse seulement, c'est-à-dire par un seul excentrique. Mais nous pouvons, en fixant le levier à un cran intermédiaire - le cran 3, par exemple - placer la coulisse de manière que le coulisseau se trouve en un point intermédiaire K3 (fig. 279). Mettons la machine en marche, le tiroir va subir à la fois l'action des deux excentriques.
On pourrait démontrer, mais les développements de cette démonstration sont trop compliqués pour qu'ils puissent avoir place ici, que dans ces conditions le tiroir se déplace comme s'il était conduit par un seul excentrique OF qui aurait un rayon et un angle d'avance différents du rayon et de l'angle d'avance des deux excentriques existants OA, OB. Si donc on supprimait la coulisse et les deux excentriques et si l'on construisait cet excentrique OF, le mouvement du tiroir serait le même qu'il était avec la coulisse lorsque le levier de changement de marche occupait le cran 3. Cet excentrique qui, en réalité, n'existe pas s'appelle excentrique fictif, le mot «fictif» signifiant «qui n'existe qu'en imagination».
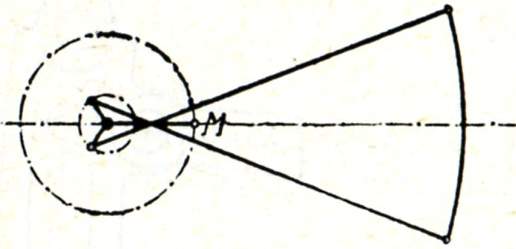
A chaque cran du levier de changement de marche correspond ainsi un excentrique fictif. On peut déterminer les rayons et les angles d'avance des excentriques fictifs qui pourraient remplacer la coulisse dans les différentes positions qu'elle peut occuper. Lorsque la manivelle est au point mort OM, toutes les extrémités des rayons de ces excentriques fictifs se trouvent sur une courbe joignant évidemment les centres A et B des deux excentriques existants et qui a la forme AFB (fig. 280) pour la coulisse que nous avons considérée, c'est-à-dire que sa concavité est tournée vers le centre 0.
Si le levier de changement de marche est dans une position telle que le coulisseau K se trouve au 1/3 ou au 1/4 etc. de la moitié supérieure de la coulisse, le centre F de l'excentrique fictif OF se trouvera également au 1/3 ou au 1/4 etc. de la moitié supérieure de l'arc AFB. On comprend que la distribution donnée par l'excentrique OF diffère de celle donnée par OA ou OB, puisque le rayon et l'angle d'avance diffèrent ; la durée de l'admission diminue tandis que la détente, l'avance à l'échappement et la compression augmentent.
Ces différences se marquent d'autant plus que le point F se rapproche davantage du milieu de l'arc AFB, c'est-à-dire à mesure que le rayon de l'excentrique fictif diminue et que son angle d'avance augmente ou encore à mesure qu'on rapproche le levier de changement de marche du centre.
Démontrons-le :
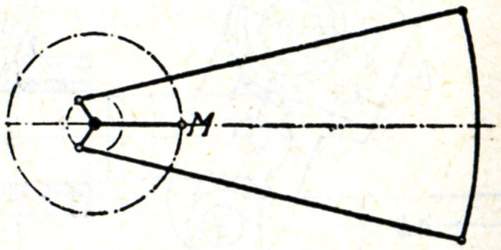
La courbe des centres des excentriques fictifs est, dans le cas qui nous occupe, analogue à AHB (fig. 280). Quand le levier sera à mi-chemin entre le fond de course avant et le milieu du secteur, l'excentrique fictif sera OF dont l'angle d'avance est plus grand et le rayon OF plus petit que pour l'excentrique OA.
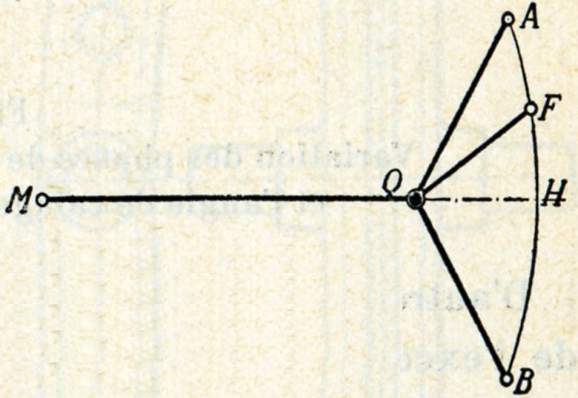
Fig. 280. - Courbe des centres des excentriques fictifs.
Afin d'examiner plus aisément ce qui se passe quand on rapproche le levier du centre, nous ferons deux suppositions pour simplifier la question :
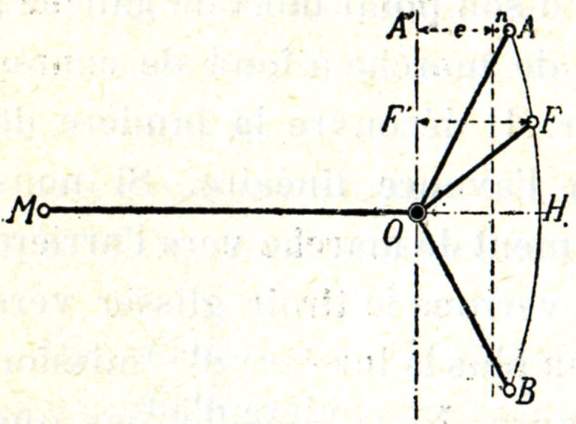
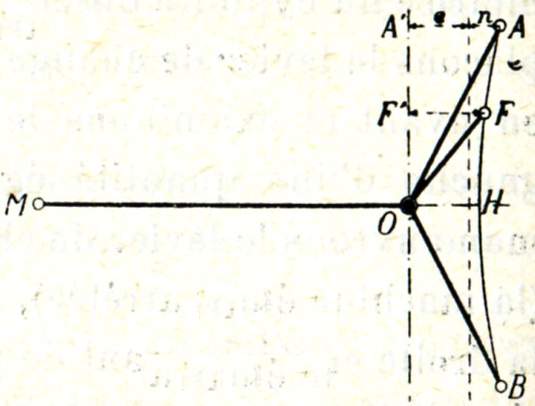
1°) la courbe AHB, n'étant en réalité pas fortement bombée, nous supposerons qu'elle ne le soit pas du tout et que les centres des excentriques fictifs se trouvent sur la droite AB (fig. 281).
2°) Nous supposerons aussi la distribution donnée par les excentriques A et B sans avance à l'admission et sans recouvrement intérieur.
L'excentrique fictif OF donnera également une distribution, sans avance, mais aussi sans retard à l'admission. Le point F se trouve, en effet, à la distance e de la verticale XY.
Nous avons vu page 218 que l'admission avait lieu pour l'excentrique OA sur tout un angle K (fig. 281) ; en suivant le même raisonnement, on trouverait que pour l'excentrique fictif OF, l'admission n'a plus lieu que sur un angle K' notablement plus petit que K, l'admission est donc réduite.
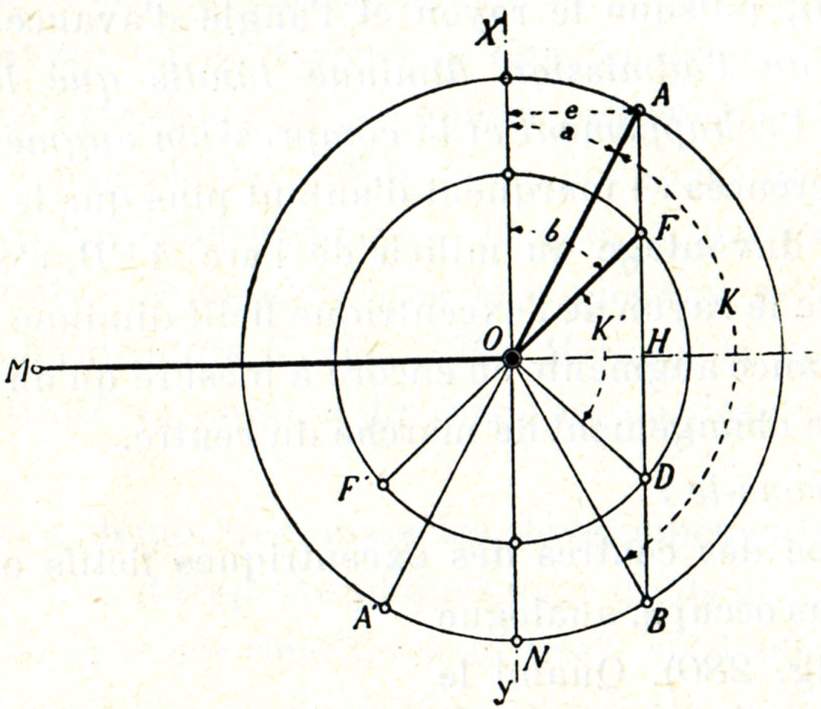
Fig. 281
Variation des phases de la distribution avec le rayon et l'angle de calage de l'excentrique fictif.
D'autre part, la détente se prolonge jusqu'à ce que le centre de l'excentrique vienne sur la verticale XY où doit commencer l'échappement (page 218).
On voit facilement que la détente est augmentée, l'angle DON est, en effet, plus grand que l'angle BON. Lorsque la manivelle parvient au point mort de droite, l'excentrique F se trouve en F' ; on voit donc que l'échappement anticipé aura une plus grande durée, l'angle NOF', qui est égal à l'avance angulaire de l'excentrique OF, étant plus grand que l'angle NOA'.
L'échappement proprement dit prend fin, comme nous l'avons vu, lorsque le centre de l'excentrique revient sur la verticale XY. Alors commence la compression qui finira à son tour quand la manivelle sera revenue à son point mort de gauche, c'est-à-dire quand l'excentrique sera revenu en F. On voit encore que la compression est augmentée, l'angle XOF, qui est égal à l'avance angulaire de l'excentrique OF, étant plus grand que l'angle XOA.
Lorsque le levier est au centre, l'excentrique fictif correspondant est OH ; d'après les deux suppositions que nous avons faites (pas d'avance à l'admission et courbe remplacée par une droite), l'admission au cylindre est nulle.
Les raisonnements qui précèdent montrent d'une façon générale ce qui se passe quand on rapproche le levier du centre. En réalité, la distribution aura toujours une certaine avance à l'admission, mais l'introduction de cet élément dans l'étude de la question ne modifiera guère les conclusions qui précèdent.
Nous nous bornerons dans cette étude à la description des deux mécanismes de distribution à changement de marche les plus généralement employés : les distributions de Stephenson et de Walschaerts. Ce sont les deux seuls systèmes en usage à la S.N.C.B.
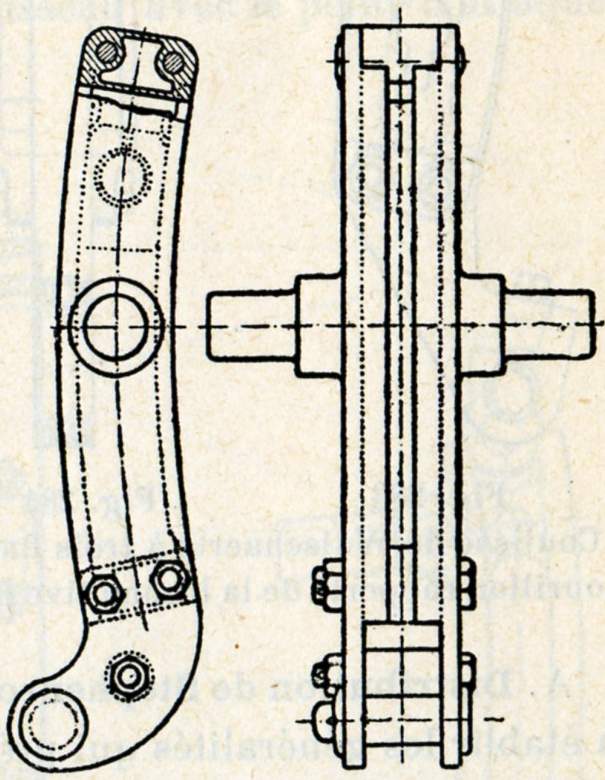
Fig. 282 - Coulisse de Walschaerts à deux flasques.
Certaines compagnies de chemin de fer étrangères emploient en outre d'autres systèmes, notamment la distribution d'Allan et celle de Gooch, utilisant comme celle de Stephenson le jeu de quatre excentriques. D'autres distributions n'utilisent aucun excentrique, le mouvement d'oscillation est alors emprunté en un point de la bielle motrice ; ce sont les distributions dites elliptiques (système Joy, etc.) parce que le point auquel le mouvement est pris sur la bielle décrit une ellipse.
Certains inventeurs se sont même évertués à supprimer la coulisse, ils l'ont alors remplacée par un jeu de leviers convenablement étudié.
 |
 |
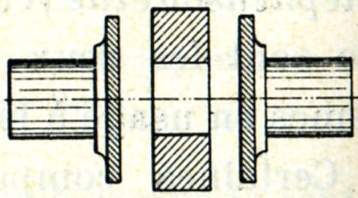 |
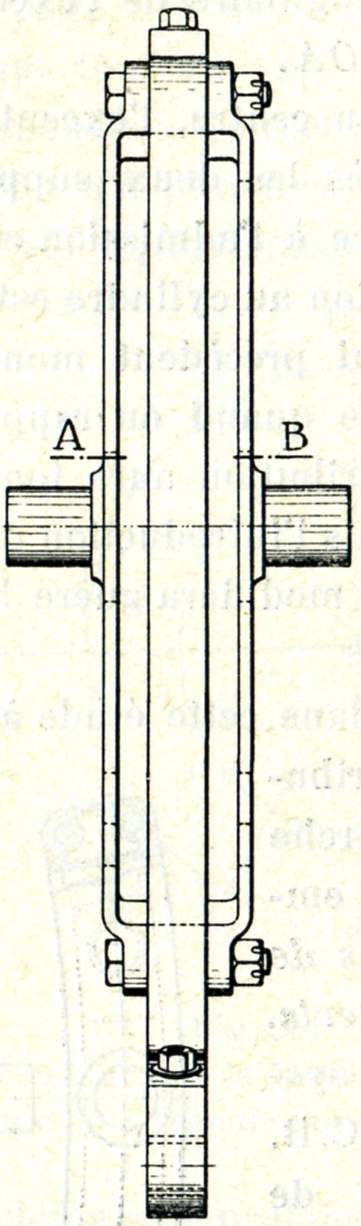
| Fig. 283 | Fig. 284 | Fig. 285 |
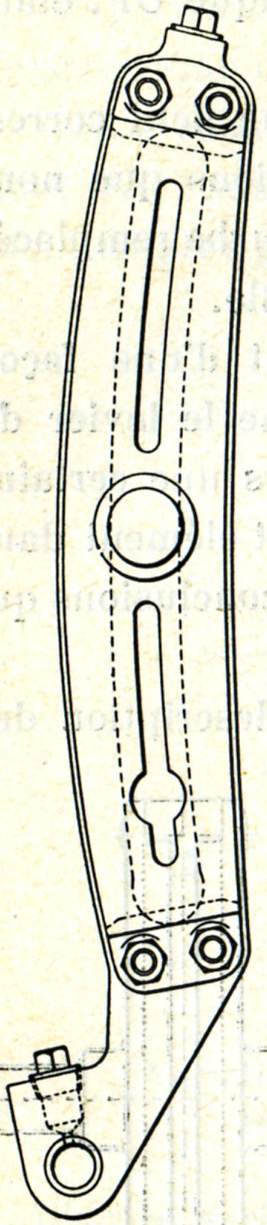
| Coulisse de Walschaerts à trois flasques et à tourillon rapporté de la locomotive Pacific type 1. | Coupe AB | |
C'est celle qui nous a servi à établir les généralités qui précédent ; elle est la première en date et fut créée en 1843 par Howe, ouvrier des ateliers Stephenson. Il nous reste peu de choses à en dire.
L'essieu 0 de la locomotive qui reçoit la manivelle OM (fig. 279) actionnée par le piston, porte deux excentriques OA, OB dont les barres sont reliées à la coulisse proprement dite CD. La coulisse est tracée avec un rayon égal à la longueur AC = BD des barres d'excentriques. Elle tourne sa concavité vers l'essieu moteur 0 et est suspendue par une bielle TH à l'extrémité d'un levier coudé PRT dont l'autre extrémité est reliée par la tringle NP au levier de changement de marche LI. Un guide G oblige la tige du tiroir à se déplacer en ligne droite. Enfin, le contrepoids Q équilibre le poids de la coulisse et de ses barres.
 |
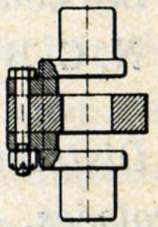 |
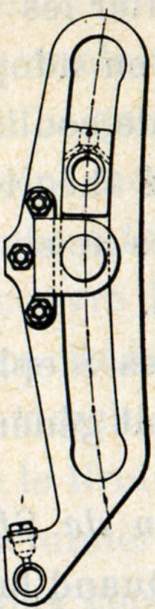
| Fig. 286 | Fig. 287 |
| Coulisse de Walschaerts de la locomotive type 29. | |
La coulisse (Stephenson ou Walschaerts) peut être composée de deux flasques comme le montre la fig. 282, ou bien être découpée dans une pièce unique d'épaisseur uniforme (fig. 283, 286 et 288). Dans le cas de la figure 288, il n'est plus possible pour les positions extrêmes de la coulisse de faire coïncider le centre du coulisseau avec le point d'attaque c ou d des barres d'excentriques, de sorte que, pour une même distance c d, la course maximum du tiroir s'en trouve réduite. Si l'on veut conserver à celle-ci la même valeur, on doit forcément augmenter les rayons d'excentriques. On remédie à cet inconvénient en adoptant la disposition de la figure 290. Ce dernier type de coulisse s'écarte cependant plus que le précédent du tracé théorique, car les points d'attaque des barres d'excentriques ne sont plus sur la circonférence moyenne c' d' de la coulisse.
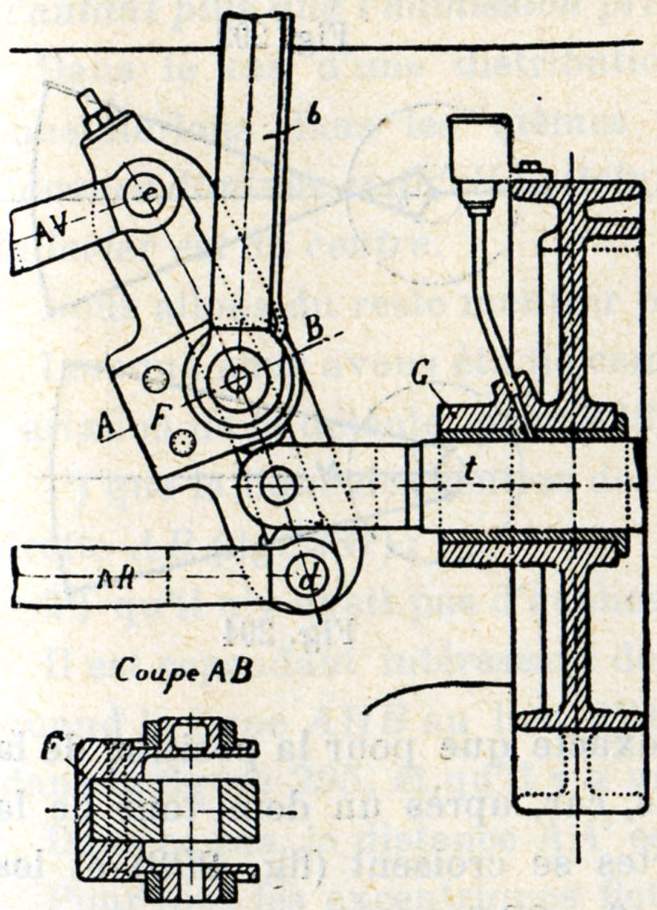
Fig. 288 et 289
Coulisse de Stephenson
Locomotives types 15, 18, 44 S.N.C.B.
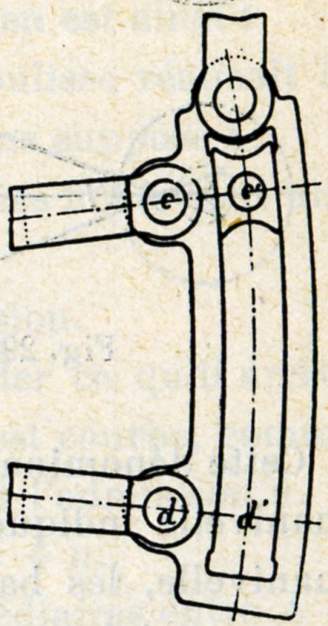
Fig. 290
Coulisse à articulations déportées
Les coulisses Stephenson en usage aux locomotives de la S.N.C.B. sont généralement du type de la figure 288.
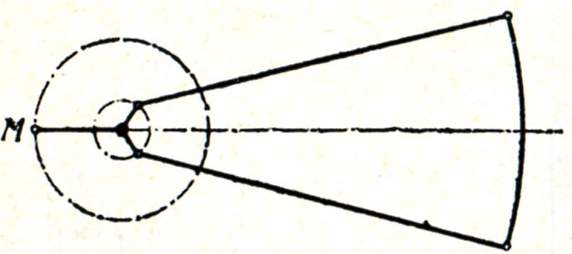
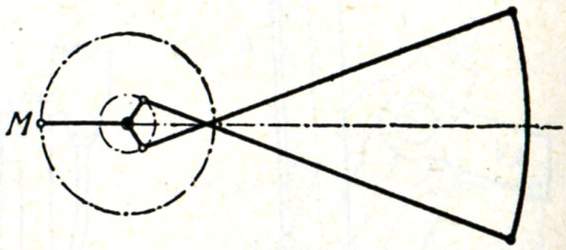
Quand la manivelle motrice se trouve à son point mort M le plus éloigné de la coulisse, on dit que la distribution est à barres ouvertes ou droites, si les barres d'excentriques ne se croisent pas (fig. 291). Si, au contraire, elles se croisent (fig. 292), on dit qu'elle est à barres croisées.
| Fig. 291 | Fig. 292 |
 |
 |
 |
 |
| Fig. 293 | Fig. 294 |
Cette dénomination n'est exacte que pour la position de la manivelle indiquée ci-dessus, car, après un demi-tour de la manivelle, les barres ouvertes se croisent (fig. 293) et les barres croisées se décroisent (fig. 294).
La distribution Stephenson à barres ouvertes se rencontre notamment sur les locomotives de la S.N.C.B. types 15, 18, 41 et 44.
Quelle est l'influence des barres ouvertes et des barres croisées sur l'avance à l'admission ?
Considérons d'abord le cas d'une locomotive avec distribution à barres ouvertes. Démontons le couvercle de chapelle et plaçons la machine dans une position telle que la manivelle motrice du cylindre observé soit à son point mort de gauche ; plaçons le levier de changement de marche à fond de course en avant et examinons le tiroir. Il découvre la lumière de gauche d'une quantité égale à l'avance linéaire. Si nous manœuvrons le levier de changement de marche vers l'arrière (la machine étant arrêtée), nous verrons le tiroir glisser vers la droite en découvrant de plus en plus la lumière d'admission c'est-à-dire en augmentant l'avance. Nous constaterons que l'avance linéaire est maximum quand le levier parvient au cran du milieu, puis nous verrons qu'elle diminue pour reprendre sa valeur première quand le levier parvient à fond de course arrière. L'avance à l'admission augmente donc d'autant plus que l'admission proprement dite diminue.
Dans le cas d'une distribution à barres croisées, nous constaterions dans les mêmes conditions qu'au contraire l'avance diminue et qu'elle atteint sa plus petite valeur quand le levier est au centre.
Nous allons du reste montrer pourquoi il en est ainsi :
Lorsque nous avons étudié comment la coulisse réalisait la variation de la détente, page 228, nous avons supposé :
Il est cependant intéressant de se demander ce qu'il arrive quand la ligne AHB au lieu d'être droite est courbe, comme dans la figure 295, et qu'il y a une avance à l'admission n.
Dans ce cas, la distance AA' est égale à e + n.
Pour tous les excentriques fictifs intermédiaires entre A et B, on aura :
FF' = e + avance linéaire à l'admission (variable avec la position de F).
On voit clairement sur la figure qu'en raison de la courbure de AHB, l'avance à l'admission augmente quand on rapproche le levier du centre, c'est-à-dire quand le centre de l'excentrique fictif se rapproche de H.
 |
 |
| Fig. 295 Variation de l'avance à l'admission avec la distribution Stephenson à barres ouvertes. |
Fig. 296 Variation de l'avance à l'admission avec la distribution Stephenson à barres croisées. |
Or, précisément avec la distribution à barres ouvertes, la courbe des centres des excentriques fictifs a la forme de la figure 295, l'avance à l'admission augmente donc quand on rapproche le levier du centre.
Lorsque la distribution est à barres croisées, la courbe affecte la forme de la figure 296, l'avance à l'admission diminue donc quand on rapproche le levier du centre.
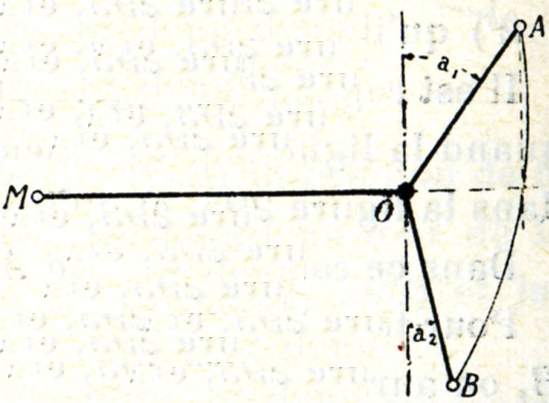
Fig. 297
Angles d'avance inégaux pour les deux sens de marche.
Si l'on désire néanmoins obtenir une avance à peu près constante pour les crans ordinaires de marche, il suffit de donner aux excentriques des angles d'avance inégaux. Par cet artifice, on redresse la courbe des excentriques fictifs de telle manière que, dans sa partie correspondant à la marche avant, elle se présente sensiblement perpendiculairement à la manivelle motrice (fig. 297) ; dès lors, l'avance à l'admission est à peu près constante pour la marche avant, sens habituel de marche. Il va sans dire que la variation de l'avance pour la marche arrière est alors plus considérable, c'est pour ce motif que cette disposition n'est jamais adoptée sur les locomotives-tenders.
Il ne faudrait cependant pas se méprendre à ce sujet ; c'est ainsi que dans toutes les locomotives à distribution Stephenson de la S.N.C.B., les excentriques sont calés avec des angles inégaux sur la manivelle motrice et néanmoins la distribution de la marche arrière est symétrique à celle de la marche avant. Cela tient à ce que l'axe de la tige du tiroir est incliné sur l'axe des cylindres. Dans ces conditions, pour que la position moyenne du tiroir dans la marche arrière coïncide avec sa position moyenne dans la marche avant, il faut que les excentriques soient calés symétriquement par rapport à l'axe de la tige du tiroir ; inévitablement, ils font alors des angles inégaux avec la manivelle motrice placée dans le prolongement de l'axe des cylindres.
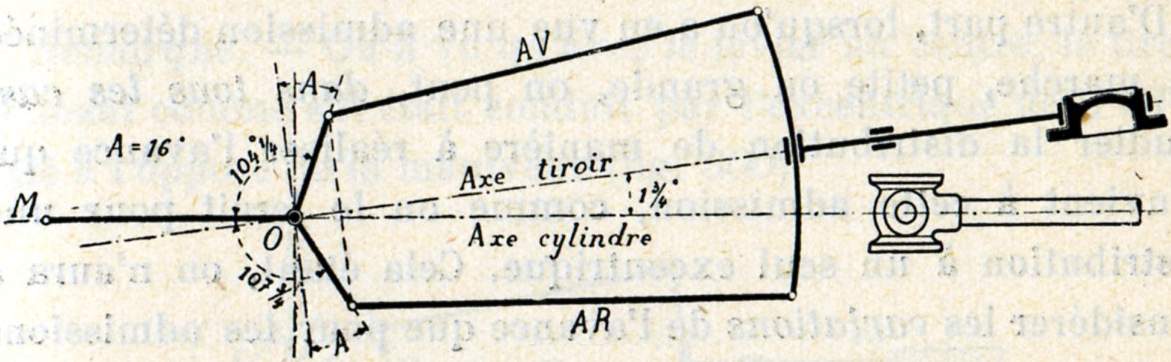
Fig. 298
La figure 298 représente la disposition des locomotives types 15, 18, 41 et 44 de la S.N.C.B, pour lesquelles les excentriques de la marche avant et de la marche arrière sont calés respectivement à 104° 1/4 et à 107° 3/4 de la manivelle motrice, l'angle d'avance A étant de 16°. La figure 299 se rapporte à une distribution Stephenson à barres croisées. On y voit que les angles de calage pour la marche avant et pour la marche arrière sont respectivement de 119° et 125°, l'angle d'avance A étant de 32°.
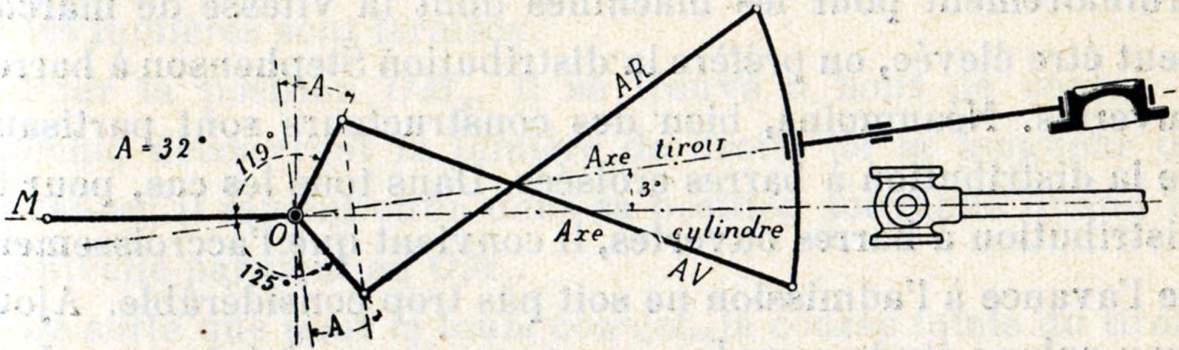
Fig. 299
Y a-t-il avantage ou inconvénient à ce que l'avance à l'admission soit variable ?
Tant que cette avance ne varie pas trop - ce sera le cas lorsque la courbe AHB (fig. 295 et 296) ne sera pas trop bombée - les avantages ou les inconvénients ne sauraient non plus être bien sensibles, il en sera ainsi chaque fois que les barres d'excentriques seront suffisamment longues par rapport aux dimensions de la coulisse.
D'autre part, lorsqu'on a en vue une admission déterminée en marche, petite ou grande, on peut, dans tous les cas, étudier la distribution de manière à réaliser l'avance qui convient à cette admission, comme on le ferait pour une distribution à un seul excentrique. Cela étant, on n'aura à considérer les variations de l'avance que pour les admissions moindres ou supérieures à celle envisagée.
A ce point de vue, il convient de remarquer que les grandes admissions (faibles détentes) correspondent en général au démarrage et aux faibles vitesses, tandis que les petites admissions s'emploient plutôt aux grandes vitesses de marche. Or, aux grandes vitesses, le laminage de la vapeur augmente rapidement et, d'une façon générale, se manifestent les causes justifiant une plus forte avance à l'admission. C'est pourquoi ordinairement pour les machines dont la vitesse de marche peut être élevée, on préfère la distribution Stephenson à barres ouvertes. Néanmoins, bien des constructeurs sont partisans de la distribution à barres croisées. Dans tous les cas, pour la distribution à barres ouvertes, il convient que l'accroissement de l'avance à l'admission ne soit pas trop considérable. Ajoutons qu'une étude complète de la question est trop complexe pour trouver place ici.
Suspension de la coulisse. - Si l'on désire que la machine puisse marcher en avant et en arrière avec une distribution identique, il faut évidemment, pour des raisons de symétrie, que le point de suspension de la coulisse soit au milieu de celle-ci.
Lorsqu'on considère l'un des sens de marche comme normal et prédominant, on a avantage à choisir un point de suspension voisin de la position qu'occupe le coulisseau pour le sens de marche adopté. En procédant ainsi, on réduit au minimum le mouvement de glissement que subit la coulisse sur le coulisseau lorsque la machine fonctionne.
Aux locomotives belges types 15, 18, 41, 44, le point de suspension est au milieu (fig. 288).
Remarque. - On a vu qu'avec le levier au centre, le tiroir se meut comme s'il était conduit par l'excentrique fictif 0F1, calé à l'opposé de la manivelle (fig. 300).
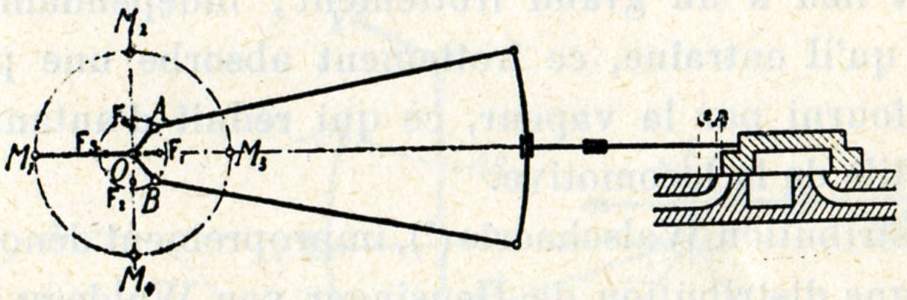
Fig. 300. - Marche avec le levier au centre
Pour la position OM1 de celle-ci, le tiroir est à bout de course à droite et la lumière de gauche est ouverte d'une quantité égale à l'avance linéaire.
Pour la position OM2, le tiroir est dans sa position moyenne et les lumières sont fermées.
Pour la position OM3, il se trouve à bout de course à gauche, découvrant la lumière de droite de la longueur de l'avance ; il revient enfin dans sa position moyenne quand la manivelle parvient en OM4.
De sorte que pour le tour complet, la course totale du tiroir a été seulement égale à deux fois le recouvrement plus deux fois l'avance.
On conclut de ce qui précède que, pendant les arrêts, on placera toujours le levier au centre, puisque c'est la position pour laquelle l'ouverture des lumières sera la plus faible ; cette ouverture sera au maximum égale à l'avance, la mise en marche intempestive de la machine sera moins à craindre. Néanmoins, avec les barres ouvertes, il pourra, pour cette position du levier et selon les positions des manivelles, y avoir admission de vapeur au cylindre si le modérateur vient à s'ouvrir ou à laisser fuir la vapeur.
Avec les barres croisées, il y a moins de chance que cela se produise, attendu que dans ce cas l'avance diminue à mesure qu'on rapproche le levier du centre, il se peut même que l'avance se réduise au point que la lumière se ferme tout à fait.
La distribution Stephenson comporte deux excentriques par cylindre ; une locomotive à deux cylindres aura donc quatre excentriques. Or, ceux-ci donnent lieu à un grand frottement ; indépendamment de l'usure qu'il entraîne, ce frottement absorbe une partie du travail fourni par la vapeur, ce qui réduit d'autant la puissance utile de la locomotive.
La distribution Walschaerts (note 240), improprement dénommée en Allemagne distribution de Heusinger von Waldegg, remédie en partie à cet inconvénient en supprimant un excentrique par cylindre. Dans cette distribution, le déplacement du tiroir sur sa table résulte de la combinaison de deux mouvements :
1°) Un excentrique ON (fig. 301), calé sans avance angulaire, c'est-à-dire à angle droit, sur la manivelle motrice OM, conduit, par une seule de ses extrémités, la coulisse CD qui oscille autour de tourillons fixés en son milieu F. A l'inverse de celle de Stephenson, la coulisse de Walschaerts est suspendue à un point fixe ; le coulisseau E est, au contraire, mobile avec la bielle EK reliée à l'arbre de relevage X.
A cause du point fixe F, quand par la rotation de l'excentrique ON, l'extrémité inférieure D de la coulisse oscille vers la droite, l'extrémité supérieure C se déplace vers la gauche et vice-versa. On comprend dès lors que, pour renverser la marche, il suffit de placer le coulisseau sur la moitié supérieure ou sur la moitié inférieure de la coulisse. D'ailleurs, lorsque le tiroir est conduit par l'extrémité supérieure C de la coulisse, c'est comme s'il était conduit directement par l'excentrique ON' opposé à ON et nous savons que cet excentrique ON' assure la marche en sens contraire à celui de ON.
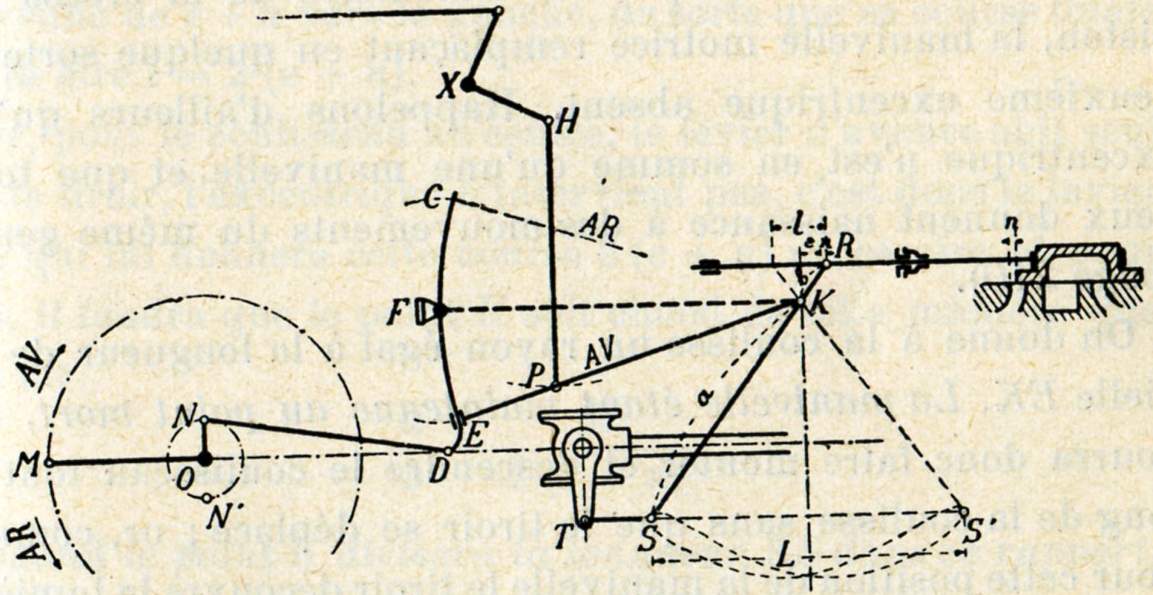
Fig. 301. - Distribution de Walschaerts.
On s'explique aussi que l'excentrique doit être calé à angle droit, car si on lui donnait une avance angulaire, l'excentrique ON' qui lui serait opposé aurait un retard angulaire. En d'autres termes, si la distribution pouvait dans ces conditions être bonne pour un sens de marche, elle deviendrait détestable lorsque la machine tournerait en sens contraire.
Si l'on se bornait aux dispositions décrites jusqu'ici, on devrait avoir recours au tiroir sans recouvrement de la machine à pleine pression (page 212).
C'est surtout ici que se manifeste l'ingéniosité de Walschaerts. Pour pouvoir maintenir le tiroir avec son recouvrement extérieur e et son recouvrement intérieur i et lui conserver de plus le même mouvement que celui que nous avons étudié précédemment, Walschaerts a fait usage du dispositif suivant :
2°) L'extrémité inférieure S d'un levier RS, dit levier d'avance, reçoit un mouvement de va et vient de la crosse même du piston à l'intervention de la bielle de connexion ST, tandis que le point intermédiaire K se meut comme le coulisseau.
Il en résulte que l'extrémité R du levier d'avance qui conduit le tiroir reçoit à la fois l'action de l'excentrique ON à l'intervention de la coulisse et de la bielle EK, et l'action de la manivelle motrice OM par l'intermédiaire de la crosse du piston, la manivelle motrice remplaçant en quelque sorte le deuxième excentrique absent. Rappelons d'ailleurs qu'un excentrique n'est en somme qu'une manivelle et que tous deux donnent naissance à des mouvements du même genre (page 210).
On donne à la coulisse un rayon égal à la longueur de la bielle EK. La manivelle étant maintenue au point mort, on pourra donc faire monter et descendre le coulisseau tout le long de la coulisse sans que le tiroir se déplace ; or, comme pour cette position de la manivelle le tiroir découvre la lumière de la largeur de l'avance, il en résulte qu'avec la distribution Walschaerts, l'avance à l'admission est constante pour tous les crans démarche.
Dans la distribution ordinaire, quand la manivelle est au point mort (fig. 263), le tiroir s'est déjà écarté de sa position moyenne d'une quantité égale au recouvrement extérieur e plus l'avance linéaire à l'admission n, soit de e + n. Il en sera de même ici si le point K divise convenablement la longueur RS du levier d'avance.
En effet, si nous supposons le coulisseau E au milieu F de la coulisse (fig. 301), le point K peut être considéré comme fixe, car la rotation de l'excentrique n'a plus d'effet sur le coulisseau. Dès lors, pour un demi tour de la manivelle motrice OM, le point S parcourt la distance SS' égale à la course L du piston, tandis que l'extrémité R ou, ce qui revient au même, le tiroir subit en sens contraire un déplacement parallèle mais réduit dans le rapport des bras a et b du levier, en sorte que, si l est la course du tiroir quand le coulisseau est au centre, on a
![]()
Mais lorsque la manivelle passe du point mort de gauche au point mort de droite, le tiroir qui donnait l'avance à l'admission à gauche doit donner l'avance à l'admission de droite. Or nous venons de voir que dans sa première position, le tiroir était écarté de e + n de sa position moyenne vers la droite ; dans sa deuxième position, il devra être écarté de sa position moyenne de e + n vers la gauche, de sorte que sa course totale devra être l = 2 (e + n).
Or, pour le coulisseau au centre, le levier d'avance agit seul sur le tiroir, l'excentrique n'intervient pas, c'est donc le levier seul qui lui donnera cette course 2 (e + n) nécessaire et pour cela, il faudra que le point K soit choisi de telle manière que l'on ait
![]()
Quand le point K divisera la longueur RS dans ce rapport, la distribution sera tout à fait celle que nous avons coutume de considérer avec ses six phases ordinaires.
Les choses se passent donc comme si l'excentrique ON était remplacé par un excentrique OA (fig. 302), qui attaquerait directement le tiroir sans levier d'avance. L'excentrique OA est donc l'excentrique fictif correspondant au levier à fond de course avant. Pour la marche arrière, on aurait également un excentrique fictif OB.
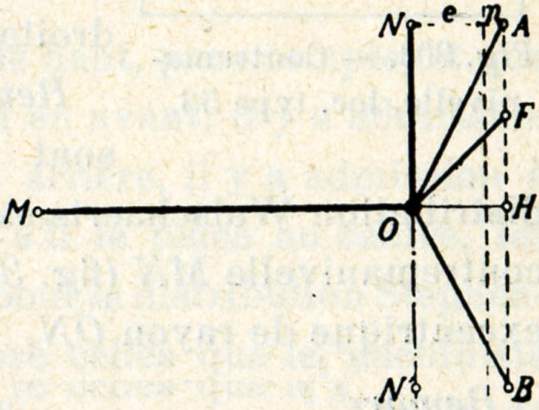
Fig. 302. - Avance à l'admission constante avec la distribution de Walschaerts.
A propos de la distribution Stephenson, nous avons vu que lorsqu'on met le levier à un cran intermédiaire, la distribution a lieu comme si elle était produite par un excentrique dont le centre F se trouve sur une courbe passant par A et B. Ici, le centre F d'un excentrique fictif de ce genre se trouve sur la droite joignant AB. On pouvait d'ailleurs s'y attendre, car nous avons vu que l'avance linéaire était constante pour tous les crans de marche.
La distribution Walschaerts réalise donc un fonctionnement tout à fait semblable à celui que donne la distribution Stephenson, la seule différence - au point de vue des résultats - c'est que dans la distribution Walschaerts, l'avance linéaire à l'admission est constante, alors qu'elle varie dans la distribution Stephenson.
Il va sans dire qu'avec la distribution Walschaerts la détente, l'avance à l'échappement et la compression augmentent lorsqu'on rapproche le levier du centre.
Remarque I. - En réalité, les positions successives prises par les points K et S pendant un tour de la manivelle motrice se trouvent sur une ligne sinueuse du genre de celle que nous avons figurée en pointillé pour le point S sur la figure 301, mais pour la facilité on suppose généralement que le point K se meut sur une droite parallèle à la tige du tiroir et que SS' est également une droite parallèle à l'axe du cylindre.
Remarque II. - Lorsque les cylindres sont extérieurs, l'excentrique de la distribution Walschaerts est généralement remplacé par une contremanivelle MN (fig. 303), qui joue le même rôle qu'un excentrique de rayon ON.
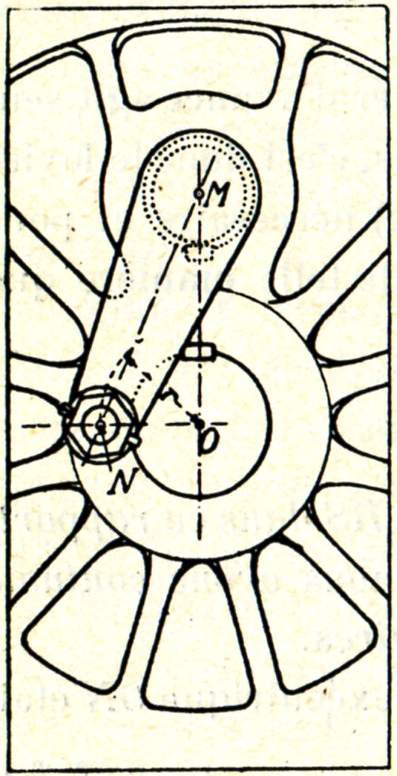
Fig. 303. - Contremanivelle, loc. type 53.
Remarque III. - L'excentrique ON est calé indifféremment en avant ou en arrière de la manivelle motrice, Dans le premier cas, le dispositif de relevage devra être tel que la marche en avant corresponde à la position abaissée du coulisseau dans la moitié inférieure de la coulisse (fig. 304). Il est avantageux que, pour le sens de marche le plus fréquent, le tiroir soit conduit par l'extrémité inférieure de la coulisse, en vue de diminuer l'effort sur l'articulation fixe F.
Dans le second cas (fig. 305), la marche avant correspondra à la position relevée du coulisseau dans la moitié supérieure de la coulisse.
Pour une machine-tender, le calage est naturellement indifférent.
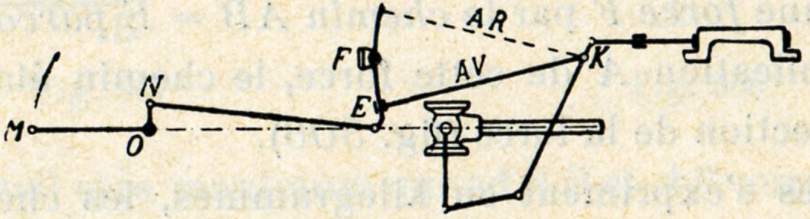 |
Fig. 304 |
 |
Fig. 305 |
Remarque IV. - Qu'arrive-t-il quand, la manivelle étant verticale, on place le levier au centre ?
La manivelle étant verticale en haut ou en bas, le piston est au milieu de sa course et conséquemment l'extrémité S du levier d'avance est au milieu de SS' ; d'autre part, le levier étant au centre, le point K est fixe, dès lors, l'extrémité R est au milieu de l (fig. 301) ; en d'autres termes, le tiroir est dans sa position moyenne et les lumières d'admission sont recouvertes.
Si la manivelle est dirigée vers le haut, par exemple, et que le machiniste place le levier à fond en avant, il y a admission à gauche ; s'il le place à fond en arrière, il y a admission à droite et, nous venons de le dire, s'il le place au centre, les lumières sont recouvertes. Comme pour la distribution Stephenson, ces trois positions seront encore celles que le machiniste utilisera pour s'assurer de l'état du tiroir, de la table de distribution et du piston.
A l'heure actuelle, la distribution Walschaerts est utilisée sur la presque totalité des locomotives du monde entier.
On donne le nom de travail mécanique au produit d'une force F par le chemin AB = E parcouru par le point d'application A de cette force, le chemin étant compté dans la direction de la force (fig. 306).
Les forces s'expriment en kilogrammes, les chemins parcourus en mètres.
L'unité de travail est le kilogrammètre (kgm). C'est le travail à développer pour élever un poids d'un kilogramme à un mètre de hauteur.
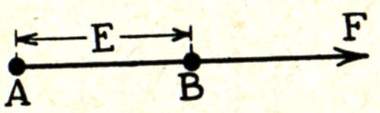
Fig. 306
Lorsqu'on élève un poids de 50 kg à une hauteur de 10 mètres, on développe un travail de 50 kg x 10 m = 500 kgm.
On développe le même travail en élevant un poids de 25 kg à 20 mètres de hauteur ou en élevant un poids de 100 kg à 5 mètres de hauteur.
Bref, le travail est proportionnel à l'effort et au chemin parcouru.
Si le chemin AB est parcouru dans la direction de la force F, le travail développé sera :
T = AB x F
AB étant exprimé en mètres et F étant exprimé en kg.
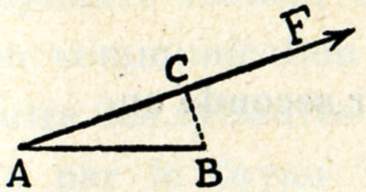
Dans le cas où la force F et le chemin parcouru AB n'ont pas la même direction (fig. 307), le travail est égal à l'intensité de la force F multipliée par la projection AC du chemin AB sur la direction de la force F
T = AC x F.
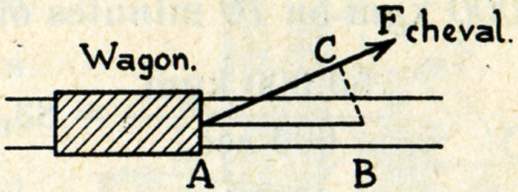
Exemple : un cheval tirant obliquement sur un wagon (fig. 308). La projection AC est comprise entre le point d'application A et le pied C de la perpendiculaire BC abaissée de B sur F.
Plus l'angle BAC est petit, plus grand est le travail, car alors AC augmente de longueur.
 |
 |
| Fig. 307 | Fig. 308 |
Le travail sera maximum quand AB et AF auront la même direction, cas du cheval marchant dans l'axe de la voie pour remorquer le wagon.
Quand l'angle BAC augmente, AC diminue et par conséquent aussi le travail. Celui-ci est nul quand cet angle est droit, ce serait le cas du cheval tirant sur le wagon perpendiculairement à la voie (fig. 309). Le travail est nul puisque le wagon ne se déplace pas. Il n'y a pas de chemin parcouru. Le cheval développe bien un effort (une force), mais pas de travail mécanique.
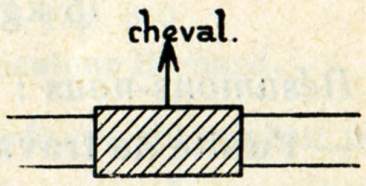
Fig. 309
Supposons qu'un ouvrier transporte une charge de 50 kg en 10 minutes d'un endroit à un autre éloigné de 1000 mètres, tandis qu'un second ouvrier met le double de temps, soit 20 minutes, pour porter le même poids à la même distance. Chacun de ces deux hommes a développé le même travail
T = 50 kg x 1.000 m = 50.000 kgm.
Nul doute cependant que le premier soit plus puissant que le second.
La puissance relative des deux hommes ou de deux moteurs quelconques se détermine en considérant le travail accompli pendant l'unité de temps qui est la seconde.
La puissance d'une machine, c'est donc le travail ou le nombre de kilogrammètres qu'elle développe par seconde.
Pour avoir des nombres plus petits, on prend comme unité de puissance, le cheval-vapeur (cv) qui représente un travail de 75 kgm par seconde.
Ainsi, le premier ouvrier, dont question ci-dessus, a fourni 50.000 kgm en 10 minutes ou
![]() par seconde ou
par seconde ou
![]() cheval-vapeur,
cheval-vapeur,
tandis que le second ouvrier n'a produit les 50.000 kgm qu'en 20 minutes, soit
![]() par seconde ou
par seconde ou
![]() cheval-vapeur.
cheval-vapeur.
Résumons-nous :
Dans les pages 208 à 223, nous avons décrit les phases successives de la distribution de la vapeur dans les cylindres et dont les trois principales sont :
Mais nous ignorons quelle a été la pression de la vapeur dans le cylindre à chaque instant de la course du piston et nous n'avons qu'une idée bien vague du travail développé par la machine.
Il serait cependant intéressant d'avoir sur ce point des indications précises mais pour cela, nous devrions disposer d'un instrument mesurant la pression de la vapeur dans le cylindre à chaque instant de la course du piston. Or, cet instrument existe, c'est l'indicateur Richard.
L'indicateur Richard se compose d'un petit cylindre vertical C (fig. 310), dans lequel se déplace un piston p dont la section mesure, selon les appareils, de 1 à 3 cm². Pour la facilité de l'exposé, admettons que la section soit exactement de 1 cm².
Le cylindre vertical C peut être mis en communication avec l'un ou l'autre des cylindres de la locomotive par le tuyau T que l'on visse à cet effet sur le fond du cylindre envisagé.
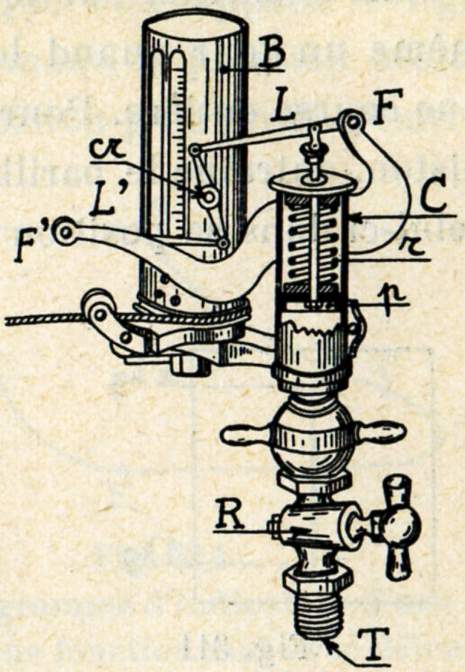
Fig. 310 Indicateur Richard.
Lorsqu'on ouvre le robinet R, la pression de la vapeur sous le piston p de l'appareil est, à chaque instant, la même que celle qui s'exerce sur le piston du cylindre considéré.
Cela posé, remarquons qu'un ressort à boudin r presse sur la face supérieure du piston p. Ce ressort se comprime plus ou moins selon que la pression de la vapeur agissant sur la face inférieure est plus ou moins grande.
Chaque flexion du ressort exige le déploiement d'une force que l'on a mesurée d'avance par l'opération que l'on appelle «le tarrage du ressort».
Il s'ensuit que, pour connaître la pression de la vapeur, il suffit de connaître à chaque instant, la hauteur du ressort plus ou moins comprimé.
La mesure directe de la hauteur du ressort n'est pas possible, mais un crayon cr relié à la tige du piston p, en trace les positions sur une feuille de papier enroulée sur un barillet B (note 249). Les leviers L et L', qui portent le crayon, sont articulés autour des points fixes F et F'.
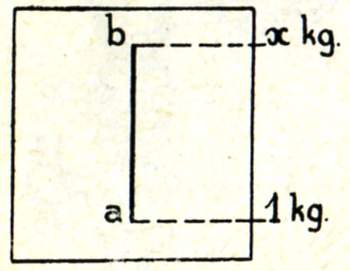
Si ce papier ne bougeait pas, le crayon tracerait un simple trait vertical ab quand la pression de la vapeur passerait de 1 kg à x kg (fig. 311).
Mais le barillet sur lequel est fixé le papier, décrit sur lui-même un tour quand le piston de la locomotive accomplit une course entière. Pour cela, une corde, reliée à la crosse du piston, entraîne le barillet et un ressort ramène chaque fois celui-ci dans sa position initiale pendant la course de retour.
 |
 |
| Fig. 311 | Fig. 312. - Diagramme d'indicateur d'une machine fonctionnant à pleine pression. |
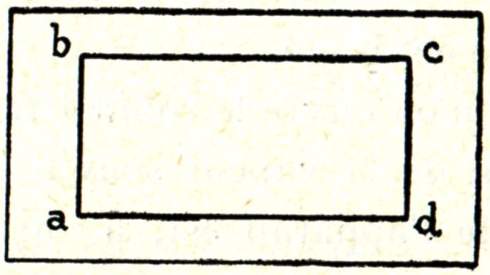
Par suite de ce mouvement de rotation du barillet et du déplacement vertical du crayon, celui-ci décrit sur le papier une courbe fermée telle que abcd (fig. 312) qu'on appelle un diagramme. En l'espèce, ce serait un rectangle si la machine à vapeur fonctionnait à pleine pression, c'est-à-dire sans détente (page 212).
Comme la course du piston peut atteindre 750 mm et même davantage, il faudrait employer une bande de papier de près d'un mètre de longueur et, par conséquent, un barillet encombrant pour la porter, c'est pourquoi l'on réduit la course dans un rapport déterminé.
Le réducteur de course comporte deux poulies de diamètres différents. Sur la grande poulie s'enroule la corde attachée à la crosse du piston ; sur la petite poulie, la corde fixée au barillet.
Le réducteur de course est ordinairement fixé à l'indicateur.
La course du piston d'indicateur p est très petite, on l'amplifie par le mécanisme porte-crayon. Ce mécanisme se compose de deux leviers LL', rattachés aux points fixes FF' d'une part et, d'autre part, aux extrémités du balancier portant le crayon cr.
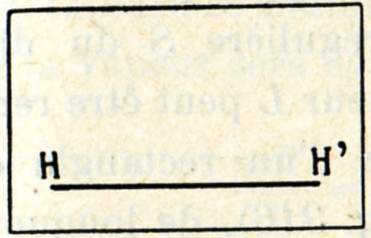
Ligne atmosphérique HH' (fig. 313). - Le robinet R étant fermé, si l'on approche le crayon de la feuille de papier, l'on constate que, lorsque le barillet tourne sur lui-même, le crayon trace une ligne horizontale HH' que l'on appelle «ligne atmosphérique», parce que, à ce moment, la pression atmosphérique agit sur les deux faces du piston p de l'indicateur.
 |
 |
| Fig. 313 Ligne atmosphérique. |
Fig. 314 Diagramme d'indicateur d'une machine fonctionnant avec détente. |
Marche en détente. - A présent, si nous considérons la marche avec détente telle que nous l'avons exposée pages 214 à 223, le diagramme tracé par le crayon de l'indicateur prendra une forme telle que ABCDEF (fig. 314).
1. - Course de gauche à droite du piston moteur.
La ligne AB est tracée pendant l'admission,
La ligne BC est tracée pendant la détente,
La ligne CD est tracée pendant l'échappement anticipé.
2. - Course de droite à gauche du piston moteur.
La ligne DE est tracée pendant l'échappement proprement dit
La ligne EF est tracée pendant la compression,
La ligne FA est tracée pendant l'avance à l'admission.
L'effort réel de la vapeur sur l'une des faces du piston à un instant quelconque est égal à la pression de la vapeur exprimée en kg/cm² à l'instant considéré, multipliée par la surface du piston exprimée en cm².
L'indicateur Richard nous donne à chaque instant la pression en kg/cm² sur la face considérée du piston de la locomotive ; il nous donne également le chemin parcouru par lui, c'est-à-dire les deux éléments du travail développé par la machine.
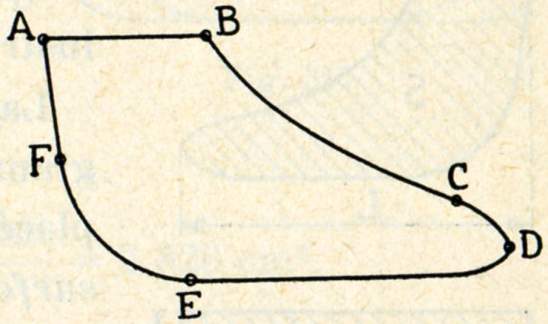
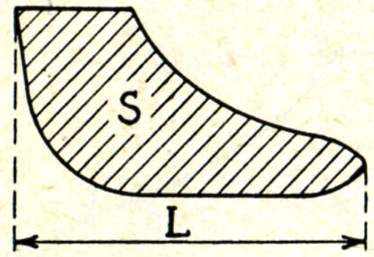
Pendant la course d'aller et retour, correspondant à un tour des roues motrices, la pression de la vapeur sur la face considérée du piston varie, mais il est possible de déterminer sa pression moyenne. A cet effet, on mesure la surface S du diagramme (fig. 315), au moyen d'un instrument spécial, appelé planimètre.
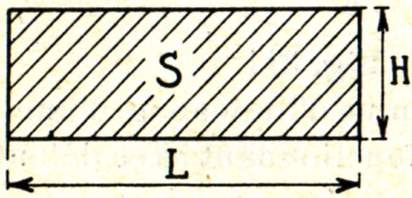
La surface irrégulière S du diagramme de longueur L peut être remplacée par celle d'un rectangle de surface égale (fig. 316), de longueur L et de hauteur H.
 |
 |
| Fig. 315 | Fig. 316 |
De même que, si nous divisons la surface S de ce rectangle par sa longueur L, nous retrouvons la hauteur H, de même, si nous divisons la surface S du diagramme par sa longueur L, nous trouverons une hauteur H qui représente la hauteur moyenne du diagramme ou, en d'autres termes, la pression moyenne en kg/cm² de la vapeur pendant la course aller et retour sur la face considérée du piston.
Ce qui veut dire encore que, si la vapeur poussait le piston pendant toute sa course avec cette pression moyenne, le travail produit serait le même que pendant la marche réelle au cours de laquelle la pression de la vapeur varie, étant entendu que nous supposons que pendant le retour du piston, aucune résistance ne s'opposerait à son mouvement.
Pour calculer la puissance d'une machine, il faut relever les diagrammes de chaque côté du cylindre, c'est-à-dire simultanément sur la face arrière et sur la face avant du piston. Ces deux diagrammes sont rarement tout-à-fait identiques.
Puisque nous connaissons la pression moyenne de la vapeur ainsi que la section du piston, nous pouvons déterminer le travail développé.
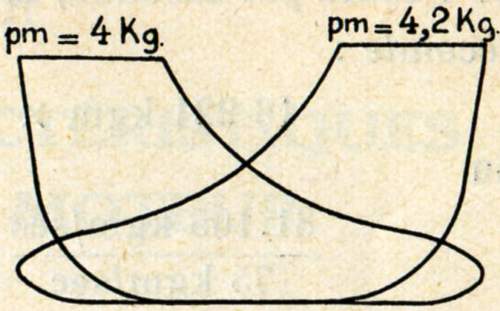
Fig. 317
1°) supposons que la pression moyenne soit (fig. 317) de :
2°) Supposons encore que le diamètre du piston soit de 60 cm. La surface soumise à l'action de la vapeur sera égale à
![]()
Comme on le fait habituellement, nous ferons abstraction de la différence entre les surfaces des deux faces du piston par suite de la présence de la tige sur la face arrière d'une part et, d'autre part, de l'absence de contretige ou encore de ce que les sections de la tige et de la contretige sont inégales.
Pendant la course directe, la force qui s'exerce sur la face arrière du piston est égale à la pression moyenne multipliée par la surface du piston, soit :
4 kg/cm² x 2.826 cm² = 11.304 kg.
Quant au travail produit, il est égal à l'effort multiplié par le chemin parcouru. Or, si nous supposons que la course soit de 70 cm, le travail sera égal à
11.304 kg x 0,70 m = 7.913 kgm.
Pour la course de retour, la force qui s'exerce sur la face avant du piston sera de :
4,2 kg/cm² x 2.826 cm² = 11.869 kg.
Quant au travail, il sera de
11.869 kg x 0,70 m = 8.308 kgm.
Au total, pour un tour, le travail développé sera de :
7.913 kgm + 8.308 kgm = 16.221 kgm.
Admettons enfin que les roues motrices tournent à raison de 5 tours par seconde, la machine développera dès lors par seconde :
16.221 kgm X 5 t/sec = 81.105 kgm/sec
ou
![]() par cylindre.
par cylindre.
Pour une locomotive à deux cylindres égaux, la puissance sera le double ou 2.160 chevaux.
Il s'agit ici de ce que l'on appelle la puissance indiquée, c'est-à-dire celle développée sur les pistons et mesurée d'après les diagrammes relevés au moyen de l'indicateur Richard.
De la même manière que la forme et les dimensions du foyer, organe principal de la chaudière, déterminent pour ainsi dire l'architecture de la locomotive, le nombre et la position des cylindres, organes principaux de la machine à vapeur, constituent une caractéristique tellement importante qu'elle peut servir de base à une classification des locomotives.
Les manivelles attaquées par ces cylindres sont calées sur le même essieu, elles sont disposées à angle droit pour permettre le démarrage dans toutes les positions.
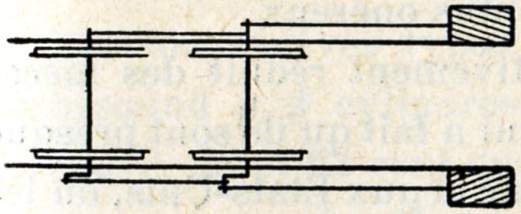
Fig. 318
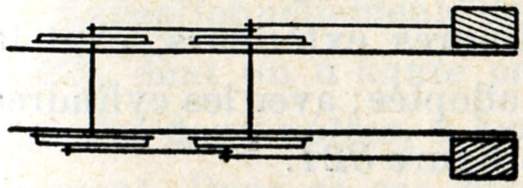
Fig. 319

Fig. 320
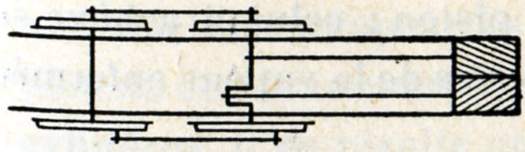
Fig. 321
Mais, par rapport aux roues, ces deux cylindres pourront être intérieurs ou extérieurs ; ces deux dispositifs pourront au surplus présenter deux variantes selon que les longerons seront intérieurs ou extérieurs aux roues. On rencontrera donc :
On reconnaît aux cylindres intérieurs l'avantage de constituer un entretoisage puissant et naturel des longerons à l'avant de la machine ; on peut encore faire valoir en leur faveur la stabilité plus grande pour la locomotive en raison du bras de levier moindre des efforts perturbateurs produits par les pièces en mouvement.
On leur reproche de nécessiter l'emploi d'un essieu coudé, lourd, de confection difficile, partant coûteuse ; d'autre part, il est incontestable qu'ils rendent le mécanisme peu apparent et qu'ils exigent de gros tourillons de manivelle puisque ceux-ci doivent être au moins aussi gros que l'essieu. Cette dernière circonstance entraîne l'emploi de grosses têtes de bielles, à chape rapportée, lourdes et coûteuses.
De plus, les mécanismes intérieurs, étant moins accessibles, sont d'un entretien plus difficile et plus onéreux.
C'est la simplicité et le coût relativement réduit des mécanismes à mouvements extérieurs qui a fait qu'ils sont presque exclusivement adoptés en Allemagne et aux Etats-Unis, où les locomotives atteignent cependant de grandes puissances.
A l'heure actuelle, avec les cylindres extérieurs, c'est la disposition de la figure 319 qui est adoptée ; avec les cylindres intérieurs, c'est la disposition de la figure 321.
Nous avons vu, page 214, comment on a réalisé la détente dans les machines à vapeur.
Dans ces machines, la vapeur est admise dans le cylindre pendant une partie de la course du piston ; celui-ci achève sa course sous l'effet de la force expansive de la vapeur enfermée dans le cylindre.
Les machines ainsi conçues sont dites à simple expansion, parce que la détente de la vapeur commence et s'achève complètement dans un seul et même cylindre ; mais il existe des machines dites à double expansion ou machines compound (note 257).
Dans celles-ci, la vapeur commence sa détente dans un premier cylindre, dit cylindre à haute pression (H.P.), mais à la fin de la détente, la vapeur, au lieu de s'échapper à l'air extérieur, se rend dans un réservoir intermédiaire, appelé receiver et de là, elle est admise dans un second cylindre, de plus grand volume, dit à basse pression (B.P.), dans lequel elle achève de se détendre.
Grâce à cette détente poursuivie successivement dans deux cylindres, on obtient une détente finale notablement accrue ; il s'ensuit que l'économie réalisée est plus grande que dans le cas de la détente limitée à un seul cylindre.
 |
 |
| Fig. 322 | Fig. 323 |
Les locomotives types 6, 8, 22 et 69 sont des machines compound à 4 cylindres sans surchauffe ; les locomotives types 7, 48 et 61 sont des machines compound à 4 cylindres mais avec surchauffe.
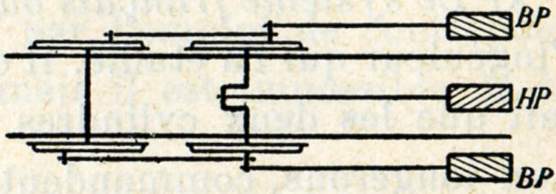
Exceptionnellement, des locomotives à trois cylindres (fig. 323), dont un à haute pression placé intérieurement, tandis que les deux autres, à basse pression, sont disposés extérieurement. Dans ce cas, chacun des cylindres à basse pression est de proportions moitié moindres que si la machine avait été du type à deux cylindres.
A pression de vapeur et à vitesse de rotation égales, la puissance développée par une machine à vapeur est proportionnelle à la surface de ses pistons et à leur course ; en d'autres termes, au volume de ses cylindres. Il en résulte que, abstraction faite de sa chaudière, une locomotive ne sera puissante que si elle possède des cylindres de grand volume, Or, afin d'en arriver à donner à la machine une puissance notablement supérieure, on a été amené à remplacer les deux grands cylindres, qui seraient nécessaires pour produire le grand travail désiré, par quatre cylindres de dimensions ordinaires.
Nous bornerons notre étude aux systèmes que l'on rencontre le plus fréquemment à l'heure actuelle, à savoir :
Elles se classent à leur tour en deux groupes :
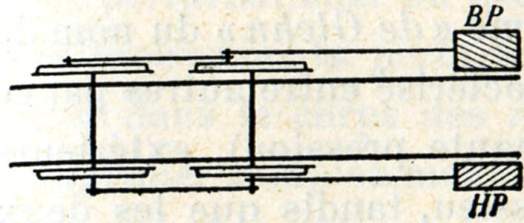
A) Le système français ou système «de Glehn» du nom de l'ingénieur qui l'a étudié. Il est caractérisé entre autres parce fait que les deux cylindres HP (haute pression), extérieurs aux longerons, commandent un essieu, tandis que les deux cylindres BP (basse pression), intérieurs, en actionnent un autre (fig. 324). Ce dispositif, partageant sur deux essieux différents les efforts transmis par les pistons, diminue la fatigue imposée aux longerons, aux essieux et aux bielles d'accouplement, il a été adopté sur les locomotives des types 7, 48 et 61. Ces machines sont en outre à vapeur surchauffée.
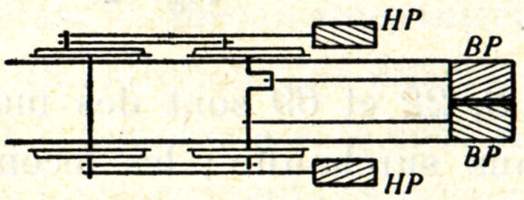
Fig. 324
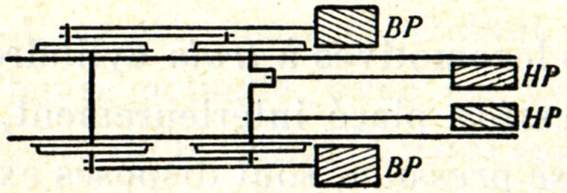
Fig. 325
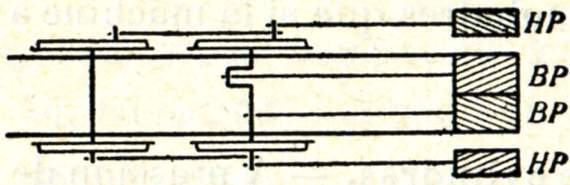
Fig. 326
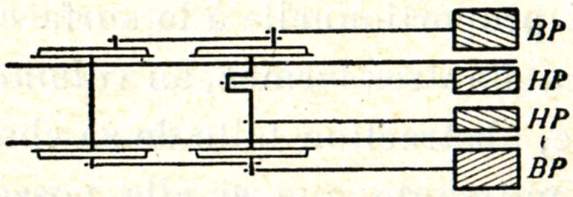
Fig. 327
Dans certains cas, les cylindres BP sont reportés à l'extérieur, les cylindres HP venant alors à l'intérieur (fig. 325).
On est obligé d'avoir recours à cette disposition quand, par suite de leurs dimensions, il n'est plus possible de loger les cylindres BP entre les longerons.
B) Dans le second groupe, les quatre cylindres disposés sensiblement ou tout à fait côte à côte, commandent le même essieu, les deux cylindres HP pouvant d'ailleurs être extérieurs et les cylindres BP intérieurs (fig. 326), ou bien, les HP sont intérieurs et les BP extérieurs (fig. 327).
Dans les machines à deux cylindres, les masses en mouvement alternatif (pistons, tiges, crosses, bielles, manivelles) provoquent des mouvements irréguliers de la machine, nommés perturbations. On peut faire disparaître en grande partie ces mouvements perturbateurs par l'emploi de contrepoids fixés dans le corps des roues, mais il est impossible de les supprimer complètement.
Ces contrepoids eux-mêmes, en tournant, font varier la charge transmise aux rails par les roues, c'est pourquoi il convient d'en diminuer l'importance. Précisément, dans les machines compound à quatre cylindres, les manivelles attaquées par les cylindres voisins et d'un même côté de la machine sont calées à 180°, de cette façon, quand les pièces en mouvement d'un cylindre se déplacent dans un sens, celles de l'autre cylindre se déplacent en sens inverse et la machine est ainsi presque équilibrée par elle-même.
En vue du démarrage, le plan des manivelles du groupe des cylindres de droite est perpendiculaire à celui des manivelles du groupe des cylindres de gauche, en d'autres termes, les manivelles des cylindres intérieurs sont calées à 90°.
A cet avantage considérable de l'auto-équilibrage s'ajoute le bénéfice d'une certaine régularisation de l'effort de traction par tour de roue.
Sans aucun doute, le mécanisme moteur est plus compliqué que dans le cas de deux cylindres, puisqu'il est dédoublé, mais l'emploi de quatre tiges, de quatre crosses, de quatre bielles et de quatre manivelles permet de donner à chacune de ces pièces des dimensions qui conviennent pour leur éviter une trop grande fatigue, pour diminuer leur usure et les risques de chauffages. Le dispositif de Glehn se présente d'une façon très avantageuse de ce point de vue.
Quant au mécanisme de distribution, la conception la plus naturelle est d'en avoir un par cylindre, c'est encore une caractéristique de la disposition de Glehn. Il comporte deux arbres de relevage commandant quatre coulisses, l'un pour la distribution de la vapeur dans les deux cylindres HP, l'autre pour les deux cylindres BP. Avec ce système, le machiniste peut donner à chaque groupe de cylindres (HP ou BP) l'admission qui convient à la conduite économique du moteur, c'est évidemment le meilleur.
Mais il existe une conception plus simple, partant moins coûteuse, consistant à n'avoir qu'une distribution pour chaque groupe composé d'un cylindre HP et d'un cylindre BP, c'est-à-dire un seul arbre de relevage et deux coulisses pour les quatre cylindres. Ce système fait payer sa simplicité plus grande par une souplesse moindre, puisqu'à chaque degré d'admission aux cylindres HP correspond un degré d'admission déterminé aux cylindres BP.
Ce dispositif est cependant préféré actuellement en raison de sa simplicité.
Il est appliqué aux locomotives type 61.
Ce type de machines comportant deux cylindres intérieurs et deux cylindres extérieurs remonte à 1905. C'est en Belgique qu'il a été construit en premier lieu, en même temps qu'il était fait usage de surchauffe.
La machine à quatre cylindres égaux assure l'auto-équilibrage comme le système compound à quatre cylindres et la surchauffe, appliquée à la machine à simple expansion, réalise tout comme le fonctionnement compound une économie de combustible.
Du point de vue de l'attaque des essieux, nous retrouverons la distinction en deux groupes faite à propos des machines compound :
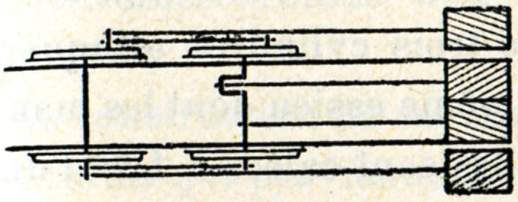
Fig. 328
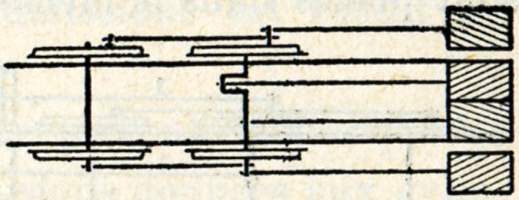
Fig. 329
Ces deux dispositifs présentent en outre l'avantage de n'exiger que deux mécanismes de distribution, c'est-à-dire un seul arbre de relevage avec deux coulisses comme dans la machine à simple expansion. Généralement, en effet, la distribution des cylindres intérieurs est empruntée au mouvement des distributeurs des cylindres extérieurs par l'intermédiaire d'un balancier horizontal (loc. type 1) ou d'un rocking-shaft (loc. types 10 et 36).
En Amérique, la tendance actuelle pour les locomotives à 4 cylindres est de placer néanmoins tous les cylindres à l'extérieur des longerons, chaque groupe de cylindres attaquant un essieu différent (fig. 330).
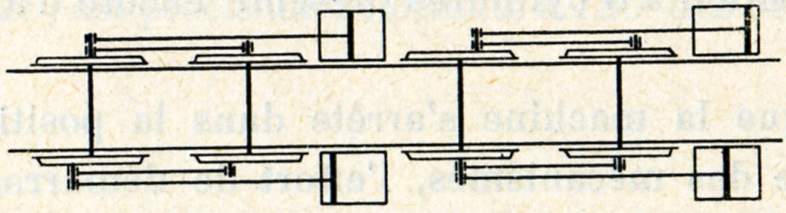
Fig. 330
Remarque. - En dehors des dispositions de cylindres que nous avons décrites, il en existe d'autres à l'étranger parmi lesquelles nous ne pouvons passer sous silence les locomotives articulées compound à quatre cylindres du type Mallet, dans lesquelles la chaudière alimente deux groupes moteurs ; l'un des groupes est solidaire du châssis principal, l'autre est mobile par rapport à ce châssis. Le groupe d'avant est constitué des deux cylindres HP, celui d'arrière des deux cylindres BP ou inversement.
Ce type de locomotive constitue l'intermédiaire bien naturel entre les locomotives à 2 et à 4 cylindres égaux. Dans les modèles que l'on a construits jusqu'à présent, les 4 cylindres sont placés dans le même alignement transversal (fig. 331).
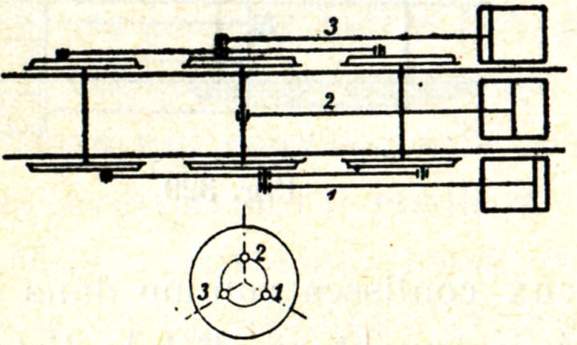
Fig. 331
Ces trois cylindres attaquent le même essieu dont les manivelles sont calées à 120° l'une de l'autre. C'est évidemment la seule disposition rationnelle avec 3 cylindres, on obtient ainsi une plus grande régularité de l'effort de traction qu'avec les machines à 2 et à 4 cylindres à simple expansion et même qu'avec les locomotives compound à 4 cylindres. De ce chef, et toutes choses égales, dans les locomotives à 3 cylindres égaux l'effort de traction risque moins de dépasser l'adhérence, elles sont donc moins sujettes au patinage que les autres. C'est là un avantage sérieux sur les lignes à fortes rampes.
La disposition à 3 cylindres présente encore d'autres avantages :
La construction de ces machines ne présente guère que les difficultés qui proviennent des dimensions données aux cylindres, elles nécessitent l'emploi d'un essieu coudé, mais cet essieu étant à coude unique, a une forme d'exécution plus rationnelle et plus aisée.
Les cylindres extérieurs reçoivent chacun un mécanisme de distribution distinct, avec arbre de relevage commun ; la distribution du cylindre intérieur est généralement obtenue par un mécanisme spécial combinant les deux mouvements extérieurs de façon à réaliser le mouvement voulu du tiroir de distribution intérieur. Ce dernier subit à la fois l'action des excentriques des deux distributions extérieures, le mécanisme spécial dont il a été question ci-dessus réalise cette simultanéité d'action et cela de telle manière que l'excentrique fictif résultant (page 228) est précisément orienté à 120° des deux autres.
Ainsi que nous l'avons vu page 90, la vapeur est prise dans le dôme aussi haut que possible afin de l'avoir bien sèche. L'appareil par lequel le machiniste règle la quantité de vapeur qui passe de la chaudière aux chapelles de distribution s'appelle régulateur ou modérateur.
Les modérateurs se classent en deux grandes catégories :
Mais quel que soit le système auquel ils appartiennent, l'appareil obturateur est monté sur une pièce C en fonte ou en bronze, couramment dénommée tête du modérateur et qui forme l'origine du tuyau de livrance (fig. 12, 336 et 340).
La tête du modérateur constituant à proprement parler la glace du tiroir ou le siège de la soupape, doit pouvoir se démonter et se manipuler aisément, c'est pourquoi on ne lui donne qu'une faible longueur. On facilite encore les travaux d'entretien en plaçant le joint de la calotte du dôme à une hauteur telle qu'il dégage parfaitement la tête du modérateur.
La tête du modérateur est reliée au tuyau de livrance par un coude en fonte D qui porte les attaches nécessaires à la fixation de l'ensemble soit à la virole du dôme (fig. 336), soit au corps cylindrique lui-même (fig. 340).
L'ensemble formé par ces deux coudes orientés en sens inverse se présente sous la forme qui lui a fait donner son nom de col de cygne.
Le col de cygne se prolonge à l'intérieur de la chaudière par un tuyau en acier qui se dirige vers l'avant et s'assemble contre la tôle tubulaire au collecteur du surchauffeur ou à une tubulure en forme de T formant l'amorce des tuyaux de livrance proprement dits. Ceux-ci se trouvent dans la boite à fumée et amènent la vapeur aux cylindres.
Les tuyaux de livrance sont naturellement disposés de façon à n'empêcher ni le nettoyage, ni le remplacement éventuel des tubes à fumée.
La disposition d'ensemble décrite ci-dessus est la plus répandue. Elle présente cet avantage précieux que la vapeur se trouve, sur tout son parcours, dans un milieu à haute température, la chambre de vapeur et la boîte à fumée. La vapeur échappe ainsi à la condensation et reste aussi sèche que possible.
Lorsque les cylindres se trouvent vers le milieu de la machine, par conséquent éloignés de la boîte à fumée, ou lorsqu'ils sont extérieurs, la tubulure en forme de T, dont nous avons parlé, ne se trouve plus appliquée contre la tôle tubulaire de la boîte à fumée, mais à la partie supérieure du corps cylindrique au droit des cylindres - locomotive type 8 - ou contre le dôme lui-même locomotive type 53. Les tuyaux de livrance sont alors extérieurs et protégés le mieux possible par des enveloppes ou des calorifuges contre le refroidissement.
Notons pour finir cet exposé que certaines Compagnies font usage de dispositifs spéciaux pour sécher la vapeur autant que possible avant son passage par le modérateur. A cette fin, elles amènent la vapeur au dôme par un tuyau Crampton, c'est-à-dire par un long tuyau disposé horizontalement dans le haut du corps cylindrique et soutirant la vapeur par des ouvertures étroites pratiquées dans sa partie supérieure seulement. Le dôme est alors séparé de la chambre de vapeur par une tôle percée de trous. (Le tuyau de livrance horizontal dans la chaudière est parfois appelé abusivement tuyau Crampton).
Dans le même but, certains constructeurs n'utilisent pas le tuyau Crampton, mais séparent le dôme de la chambre de vapeur par des chicanes destinées à arrêter au passage les gouttelettes d'eau entraînées. Enfin parfois, on combine les deux procédés.
Les dispositions de ce genre peuvent être utiles quand le dôme a peu de hauteur.
D'une façon générale, l'ouverture et la fermeture du modérateur s'effectuent au moyen d'un levier à main, placé à la face arrière de la chaudière, bien à la portée du machiniste car, en cas d'urgence, la fermeture du modérateur doit pouvoir s'effectuer rapidement.
En agissant sur le levier à main, le machiniste imprime un mouvement de rotation à un arbre de commande qui entraîne le modérateur. A certains types de machines, le levier à main n'a qu'une poignée, il glisse sur un secteur en bronze qui présente deux ergots limitant son déplacement. A d'autres locomotives, le levier comporte deux poignées. Deux inscriptions indiquent les positions correspondantes du modérateur, ouvert ou fermé.
L'arbre de commande, tige en acier de 35 à 40 mm de diamètre, s'étend horizontalement dans la chaudière et son tourillon extrême vient prendre appui en D sur le col de cygne (fig. 336 et 340).
A l'arrière, l'arbre de commande traverse un bourrage boulonné à la tôle d'arrière de la boîte à feu et qui fait corps avec le secteur en bronze dont nous avons parlé (fig. 332). Une rondelle de butée, forgée avec l'arbre, empêche l'arbre de glisser vers l'arrière et de sortir du guide D.
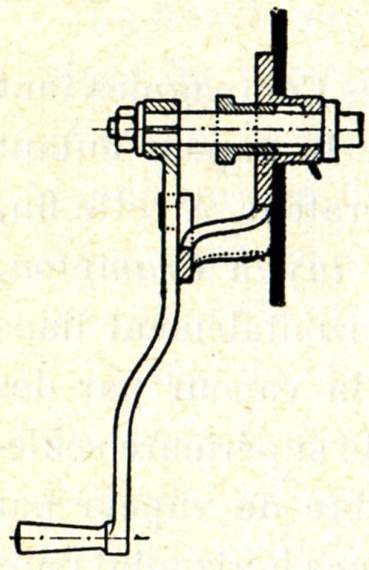
Fig. 332 Levier de modérateur
Indépendamment des qualités de simplicité de construction et d'entretien, on demande, en général, à un modérateur :
Les premiers modérateurs employés se composaient d'un simple tiroir plat glissant sur une glace faisant corps avec la tête du modérateur. Ce mode de construction qui convenait pour de faibles pressions et de petites ouvertures nécessiterait actuellement un déploiement de force exagéré pour sa manœuvre.
Le tiroir est, en effet, appliqué sur sa glace avec une force égale à la surface de l'orifice recouvert multiplié par la différence entre la pression de la vapeur dans le dôme et celle qui règne dans le col de cygne. Au repos, cette dernière est nulle, ce qui rend maximum la différence en question. L'effort à vaincre est égal au frottement qui en résulte et qui peut atteindre le quart de la différence des forces envisagées.
Il est visible, d'après cela, que si, au lieu d'un tiroir plat glissant sur l'ouverture, on se servait d'une soupape qui serait simplement soulevée, le modérateur serait encore bien plus difficile à manœuvrer, étant donné que ce ne serait plus le quart de la pression qu'il faudrait vaincre, mais bien la pression tout entière.
Le fonctionnement du tiroir est sûr, la pression de la vapeur l'applique avec force sur sa glace, de sorte qu'une fois fermé, il reste bien fermé. Son étanchéité est aisée à obtenir.
Les anciens tiroirs plats glissaient sur une ouverture pentagonale dont la pointe était démasquée la première, ou bien le tiroir lui-même se terminait obliquement, découvrant ainsi progressivement l'ouverture rectangulaire. Ces modérateurs possèdent donc les deux dernières qualités requises ; ils seraient parfaits n'était la difficulté de leur manœuvre, on a donc cherché à faciliter celle-ci.
Dans ce but, on a remplacé le tiroir unique par deux tiroirs superposés inégaux (fig. 333), le plus petit recouvrant une lumière ménagée dans le grand. Dans ce système, on combine la commande des tiroirs de telle manière qu'au démarrage, le petit tiroir s'ouvre le premier ; sa surface étant faible, la pression qu'il supporte est petite, sa manœuvre est facile et dès qu'il a démasqué la lumière (fig. 334), la vapeur pénètre dans le col de cygne, le grand tiroir, pressé des deux côtés par la vapeur, est équilibré et sa manœuvre n'offre plus de résistance.
La valeur du système réside tout entière dans le dispositif de commande. Certains constructeurs se contentent d'entraîner le grand tiroir par des heurtoirs portés par le petit tiroir, ou bien les deux tiroirs ont un pivot d'entraînement commun mais l'œillet du grand tiroir présente un jeu tel qu'il n'est entraîné qu'après que le petit a déjà découvert la lumière.
Malheureusement, avec ces dispositifs très simples, lors de la fermeture, c'est-à-dire précisément au moment où il peut être nécessaire d'agir très vite, le petit tiroir se mouvant le premier, ferme la petite lumière de sorte que la fermeture du grand tiroir est aussi difficile que si le petit n'existait pas. Pour que la solution de la question soit complète, il faut que le petit tiroir s'ouvre le premier et se ferme le dernier.
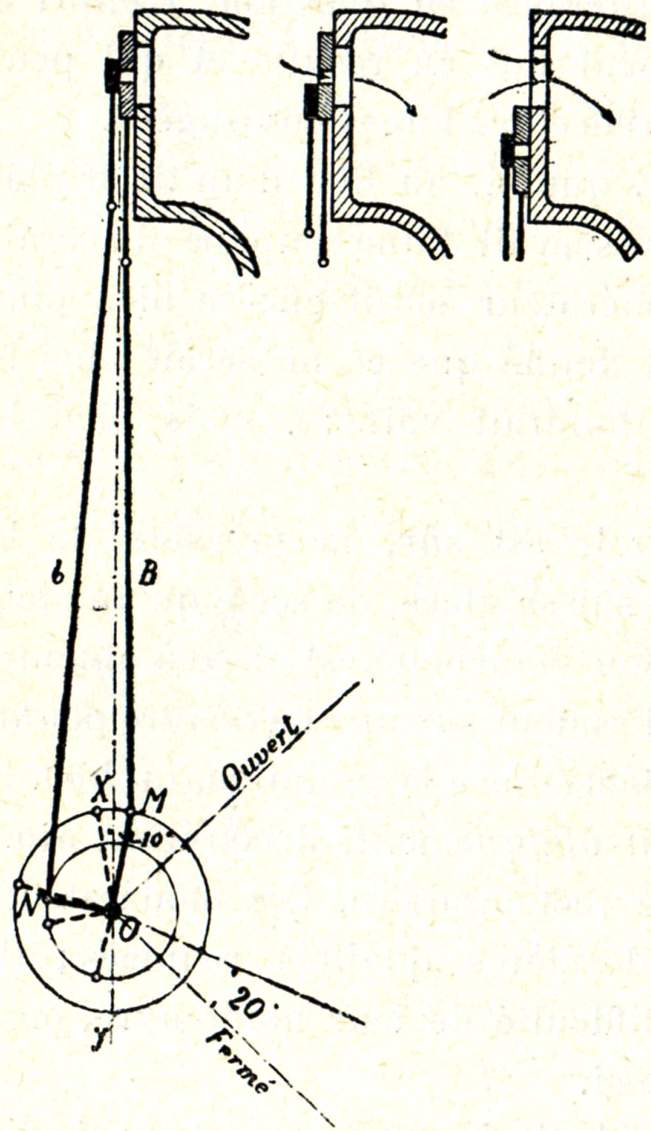
Fig. 333, 334 et 335
Principes du modérateur Walschaerts
Walschaerts dont l'esprit subtil avait parfaitement saisi toutes les conditions du problème, l'a résolu complètement de la façon élégante que voici :
Les deux tiroirs sont entraînés par des manivelles OM, ON (fig. 333), de rayons inégaux et calées à 90°. Dans la position de fermeture du modérateur, la manivelle du grand tiroir est un peu au-delà de la ligne des points morts XY, à 10° vers la droite ; celle du petit tiroir est donc presque perpendiculaire à la ligne des points morts, de sorte qu'à l'origine de la manœuvre, c'est-à-dire pour une rotation du levier d'une vingtaine de degrés, le grand tiroir ne bouge pour ainsi dire pas, tandis que le petit tiroir se déplace d'une quantité suffisante pour découvrir complètement la lumière percée dans le grand (fig. 334).
A partir de ce moment, les deux tiroirs se déplacent ensemble, le petit glissant d'abord plus vite que le grand ; mais bientôt l'inverse se produit et, quand pour une rotation de 85° du levier, le grand tiroir a découvert la lumière de la glace du modérateur (fig. 335), le petit, rattrapé par le grand, a refermé la petite lumière.
Lors de la fermeture du modérateur, l'inverse a lieu ; le grand tiroir referme d'abord l'ouverture de la glace (fig. 334) et le petit ne recouvre la lumière du grand que quand celui-ci est à fond de course (fig. 333). Tel est le principe du modérateur Walschaerts ; le problème est donc entièrement résolu.
En réalité, le modérateur Walschaerts est construit comme le montre la fig. 336. Afin de diminuer la course du grand tiroir, l'ouverture de la glace du modérateur a été divisée en deux parties séparées par une bande de largeur égale à la largeur de chaque lumière plus deux fois le recouvrement. La course est ainsi réduite à peu près de moitié. Somme toute, c'est la disposition de la fig. 333 dédoublée. Puisque la glace du modérateur comporte deux ouvertures, le grand tiroir est naturellement formé de deux plaques recouvrant chacune une de ces ouvertures. Ces deux plaques sont réunies entre elles par deux bandes latérales de manière à ne former qu'une seule pièce qui reçoit son mouvement de la bielle B articulée au bouton de la manivelle OM, calée sur l'arbre de commande. Chaque moitié du grand tiroir est percée d'une petite lumière comme dans la figure 333.
Le petit tiroir est composé de deux glissières recouvrant à modérateur fermé les petites lumières du grand tiroir et réunies par une entretoise portant leur pivot commun. Il est commandé à son tour par la bielle b actionnée par la manivelle ON.
Il est facile de donner à ce modérateur les recouvrements nécessaires pour assurer et maintenir l'étanchéité. Le ressort R maintient les tiroirs sur leur siège lorsque la chaudière n'est pas en pression.
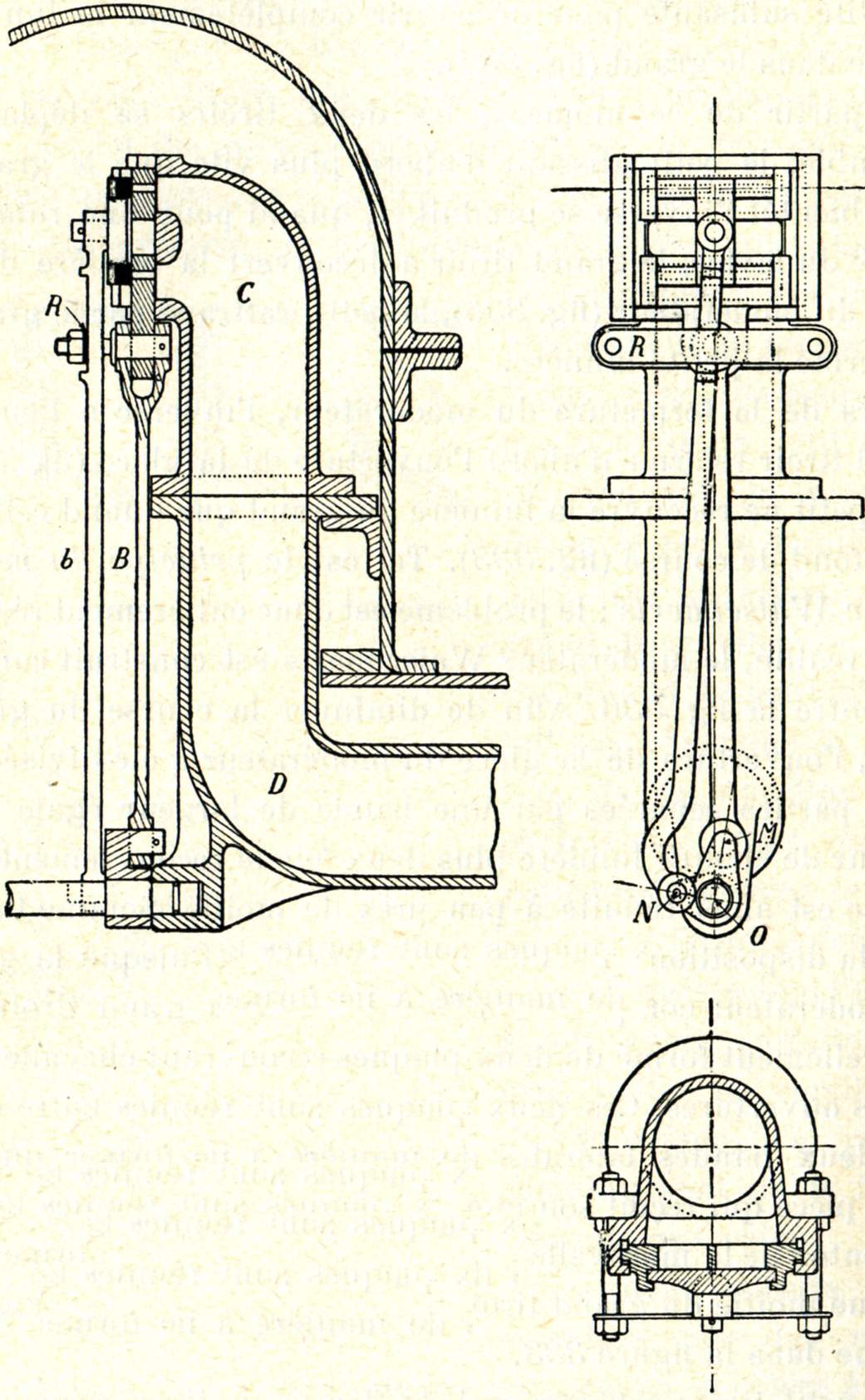
Fig. 336, 337, 338
Modérateur Walschaerts à tiroirs superposés.
La bielle commandant le petit tiroir porte deux ergots qui, en venant en contact avec le ressort, limitent sa course ; le levier à main a d'ailleurs une course limitée par deux taquets.
Remarquons encore que la position à donner au levier de manœuvre n'est pas indifférente : le modérateur Walschaerts est ouvert quand le levier est relevé ; dans ces conditions un choc que la machine recevrait intempestivement ne pourrait avoir pour effet que d'abaisser le levier, c'est-à-dire de refermer le modérateur.
Le modérateur Walschaerts est appliqué sur les locomotives type 11.
Certaines Compagnies s'en tiennent au tiroir plan unique et pour en réduire la surface et par conséquent en faciliter la manœuvre, n'hésitent pas à réduire la section de passage de la vapeur. Elles justifient cette façon de procéder en disant que l'étranglement de la vapeur au modérateur n'a pas d'importance pratique, du moment que la section du col de cygne et des tuyaux de livrance est suffisante ; pour ces Compagnies la parfaite étanchéité du tiroir simple prime tout. Il semble que ce soit une erreur.
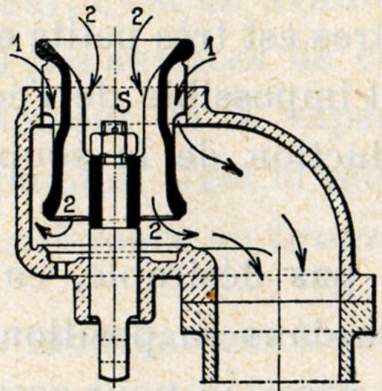
Fig. 339.
Modérateur à sou-pape équilibrée. - Soupape ouverte.
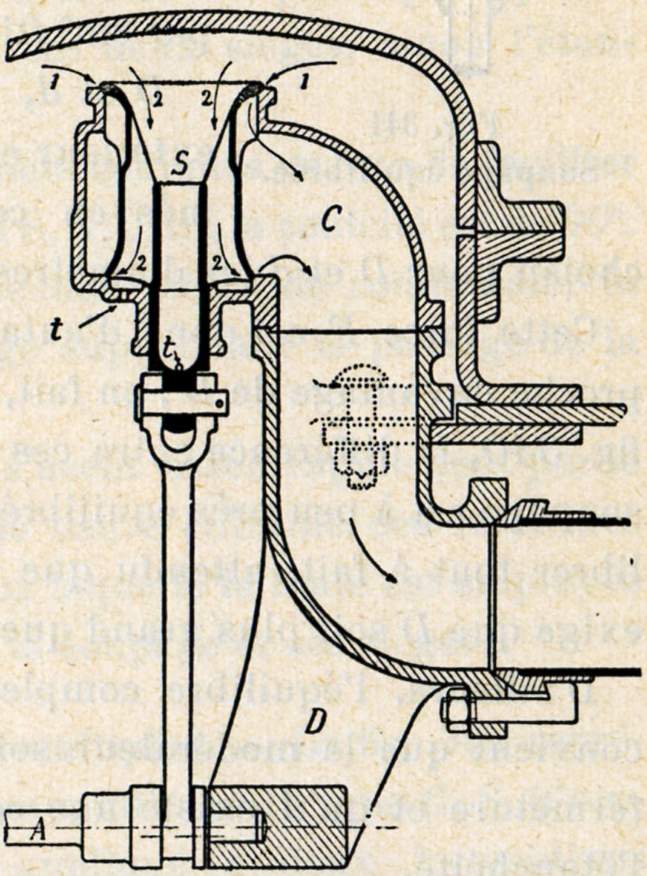
Fig. 340.
Modérateur à soupape équilibrée.
Nous avons vu, page 266, que du point de vue de la manœuvre, l'usage d'une simple soupape comme modérateur serait encore plus défavorable que celui d'un simple tiroir plan ; c'est pourquoi on se sert de soupape à double siège, telle que celle représentée en noir (fig. 340). On sait que les soupapes de ce genre, d'un emploi fréquent comme soupape d'admission et d'échappement dans les machines à vapeur fixes, présentent deux grands avantages :
1°) Elles sont pour ainsi dire équilibrées et n'offrent conséquemment qu'une résistance très faible à l'ouverture et à la fermeture.
En effet, la soupape représentée fig. 341, est appliquée sur son double siège avec une force F égale à la différence des pressions de la vapeur dans le dôme et dans le tuyau de livrance multipliée par la différence des surfaces des deux sièges.
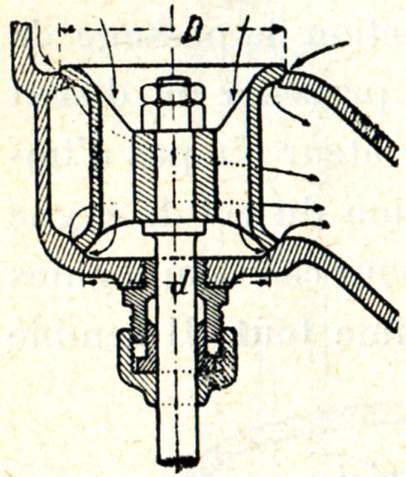
Fig. 341.
Soupape équilibrée.
Au repos, cette force, exprimée en kilogrammes, est égale à
![]() ,
,
p étant la pression de la vapeur en kg par cm² (timbre de la chaudière).
D et d, respectivement les diamètres extérieur et intérieur des sièges, exprimés en centimètres (pratiquement on choisit pour D et d les diamètres moyens des sièges).
Cette force F est donc d'autant plus faible que d se rapproche davantage de D ; en fait, comme on le constate sur la fig. 340, la différence entre ces diamètres est très petite et la soupape est à peu près équilibrée. Il est impossible de l'équilibrer tout à fait, attendu que l'introduction de la soupape exige que D soit plus grand que d.
D'ailleurs, l'équilibre complet n'est pas désirable, car il convient que le modérateur soit stable dans sa position de fermeture et qu'il existe une certaine pression pour assurer l'étanchéité.
2°) Dès que la soupape S se lève (fig. 339), la vapeur s'écoule dans le col de cygne suivant les flèches 1 par le siège supérieur et suivant les flèches 2 par le siège inférieur, elle offre donc un double passage pour la vapeur, la hauteur de l'ouverture étant pratiquement double du déplacement.
Si la soupape se lève d'une hauteur h, la section d'écoulement correspondante sera
![]() ,
,
elle sera donc rapidement grande. En raison même de cette particularité, ce modérateur doit être manœuvré avec précaution au démarrage.
Le modérateur à soupape équilibrée est appliqué à la S.N.C.B. aux locomotives type 9, 10, 15, 18, 36, 41 et 44. La tête du modérateur et la soupape, sont actuellement en fonte, le soulèvement de celle-ci s'opère au moyen d'un excentrique ou d'un dispositif analogue dont l'arbre de commande A est pourvu. De petits trous t sont ménagés pour assurer l'écoulement de l'eau entraînée ou condensée.
Le modérateur à soupape équilibrée présente encore quelques particularités qu'il est utile de signaler :
La fig. 342 représente le modérateur à soupapes multiples du type C. S. (Compagnie des Surchauffeurs), appliqué à deux locomotives Pacific type 1 de la S. N. C. B. et dont l'usage est assez répandu en Amérique.
Il est installé dans le collecteur de vapeur à la sortie du surchauffeur, donc entre le surchauffeur et les tuyaux de livrance de la vapeur vers les cylindres.
Remarquons tout de suite qu'avec ce montage, les tubes surchauffeurs sont toujours remplis de vapeur et, par conséquent, sont mieux protégés contre les risques de détérioration par les gaz chauds.
La rotation d'un arbre à cames soulève successivement chacune des soupapes disposées en ligne, avec cette particularité que la première soupape 3, de plus petit diamètre que les autres, s'ouvre la première.
Cette soupape, dite soupape pilote, joue un rôle analogue à celui du petit tiroir dans les modérateurs à tiroirs superposés. Son ouverture a pour effet d'admettre de la vapeur dans la chambre d'équilibre 4.
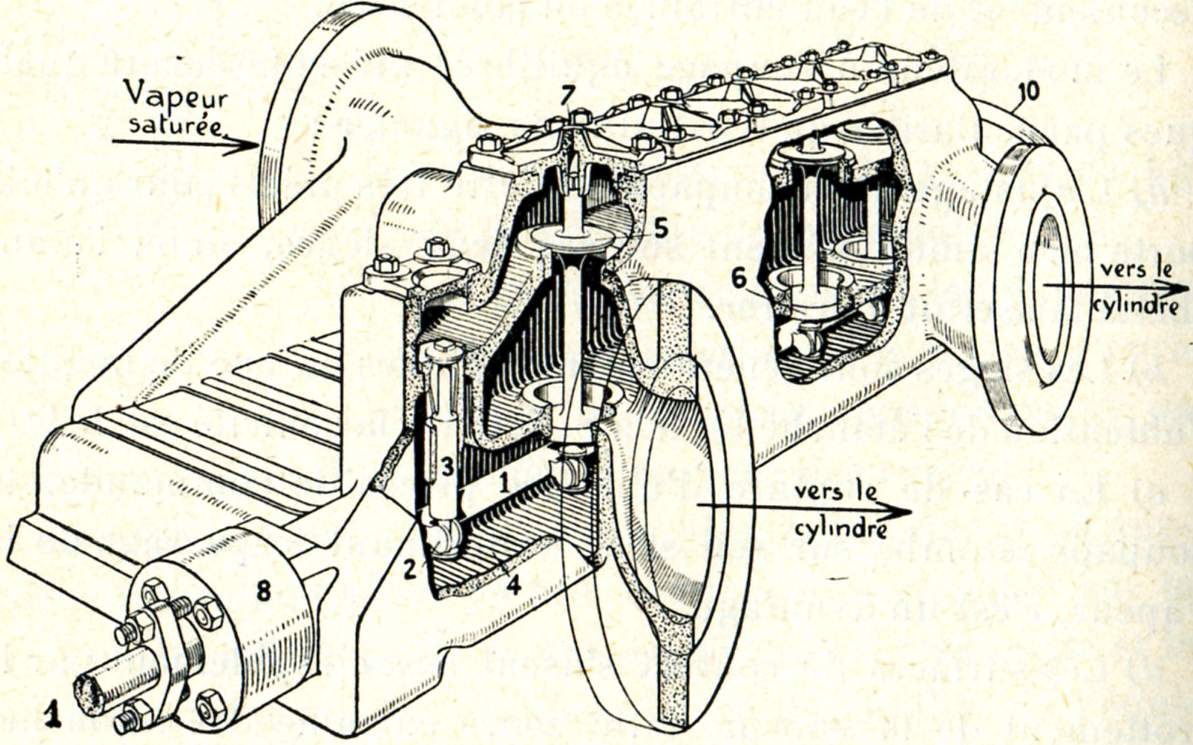
Fig. 342. - Modérateur à soupapes multiples.
Comme chaque soupape 5 porte sur sa tige un disque compensateur 6 glissant à frottement doux dans les cylindres ménagés dans la cloison qui est commune à la chambre d'équilibre et au conduit de sortie du surchauffeur, la compensation des pressions qui s'exercent sur les soupapes est très voisine de l'équilibre parfait. Il s'ensuit qu'il suffit d'un effort très faible pour soulever les soupapes.
A débit de vapeur égal, puisqu'il y a plusieurs soupapes, le diamètre de celles-ci peut être réduit en conséquence et, comme les soupapes s'ouvrent l'une après l'autre, l'admission de vapeur vers les cylindres peut être parfaitement graduée et les risques de patinage sont moindres.
Enfin, cette construction favorise l'étanchéité du modérateur car, toutes choses égales, l'usure des soupapes est d'autant moindre que leur diamètre est plus petit.
Ce modérateur, appliqué aux locomotives prussiennes, est basé sur un tout autre principe. Il est représenté fig. 343, 344, 345, 346. Ainsi qu'on le voit, la soupape principale S est à simple siège et elle est dans une position renversée, c'est-à-dire qu'elle s'ouvre vers le bas. Cette soupape S fait corps avec un piston qui se meut verticalement dans un cylindre C. La face inférieure du piston n'est en communication avec la vapeur du dôme que par l'espace annulaire a compris entre la tige t et le fond du cylindre. (Au modèle courant, la tige t a 27,6 mm et le trou dans le couvercle 30 mm de diamètre).
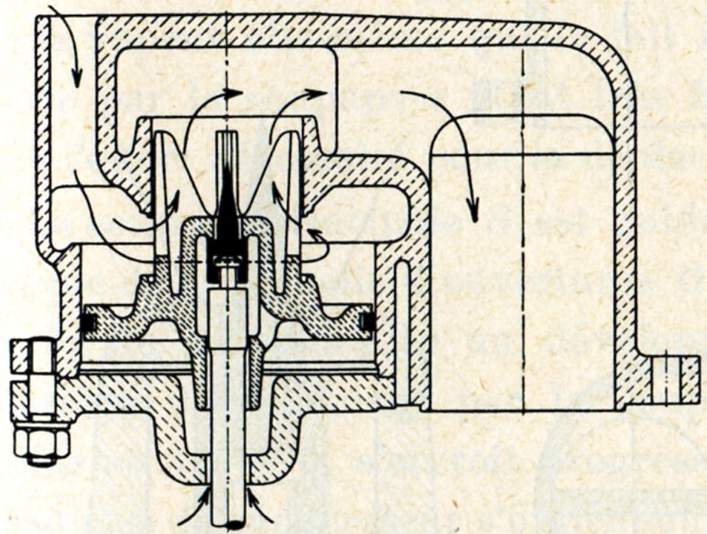
Fig. 343
Modérateur Schmidt et Wagner. Soupape ouverte.
A modérateur fermé, l'orifice d'écoulement ménagé au centre de la soupape principale S est fermé par une soupape auxiliaire s qui est représentée en noir sur la figure. Celte soupape s présente une partie conique et une partie cylindrique. Cette dernière a un diamètre légèrement inférieur à celui du trou dans lequel elle se meut, la section d'écoulement à cet endroit est moitié moindre qu'en a.
Remarquons encore que la surface annulaire supérieure du piston est toujours soumise à la pression de la vapeur du dôme qui y arrive par les canaux m.
Pour ouvrir le modérateur, on déplace la tige t vers le bas, au moyen du mécanisme de commande habituel, la soupape s s'ouvre, la vapeur que contient le cylindre C s'échappe dans le col de cygne, la pression baisse dans la chambre C qui est réalimentée graduellement par la vapeur vive passant par a.
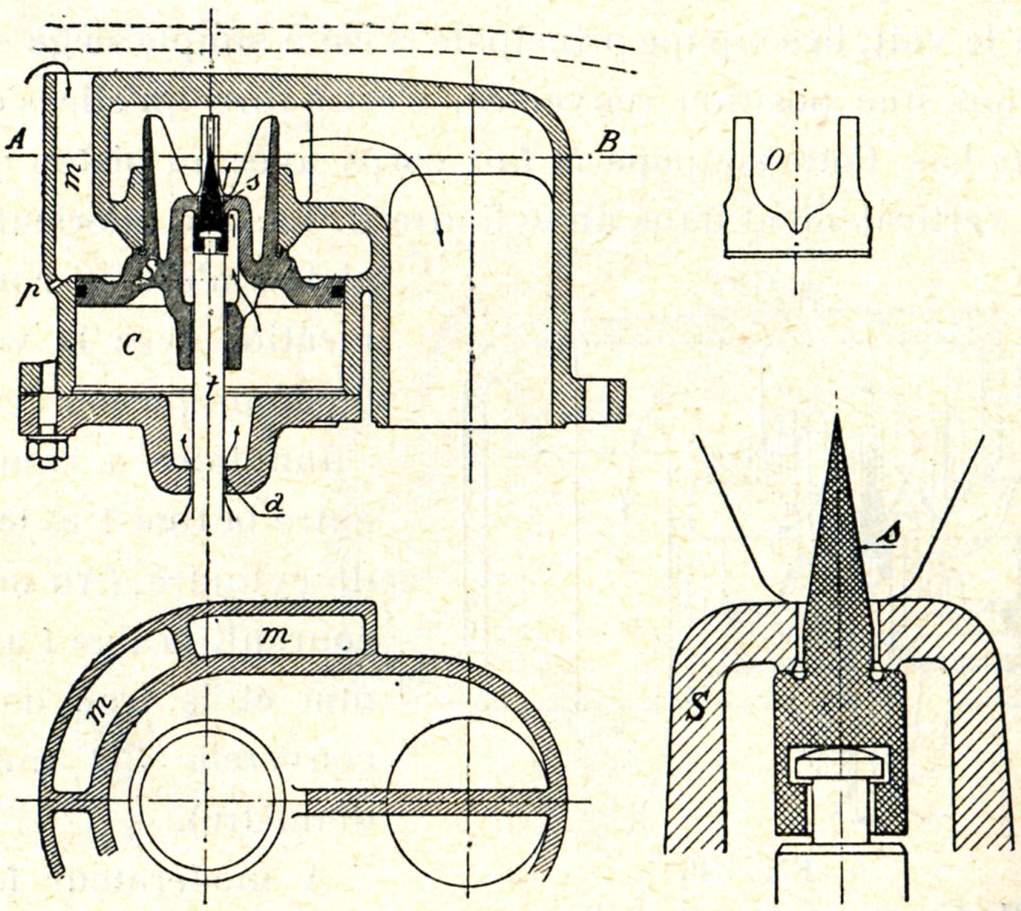
Fig. 344, 345, 346, 347. - Modérateur Schmidt et Wagner.
Lorsque le déplacement de la soupape s est faible, l'orifice d'écoulement qu'elle réalise étant moitié moindre que celui qui existe en a, la pression dans la chambre C tend à s'établir à une valeur égale aux 2/3 de la pression de la vapeur de la chaudière. Comme, d'autre part, la surface annulaire supérieure du piston est égale aux 2/3 de la surface du piston ![]() , on voit que, pour les levées faibles, ne dégageant pas la partie cylindrique de la soupape s, la soupape principale est simplement équilibrée.
, on voit que, pour les levées faibles, ne dégageant pas la partie cylindrique de la soupape s, la soupape principale est simplement équilibrée.
Lorsque le déplacement de la soupape s est plus grand, l'orifice d'écoulement réalisé par cette soupape s s'accroît et comme l'ouverture a reste constante, la pression baisse progressivement dans la chambre C. La soupape principale n'étant plus en équilibre se déplace vers le bas, ouvrant un passage de vapeur important.
Si la tige t est maintenue dans une position déterminée, l'état d'équilibre primitif tend à se rétablir, parce que le piston, et la soupape principale S avec laquelle il fait corps, se déplaçant vers le bas referment progressivement l'ouverture de la soupape s. Une fois l'équilibre rétabli, la soupape S reste immobile, donnant une ouverture invariable.
On voit, par ce qui précède, que la soupape S suivra tous les mouvements de la tige t et que c'est en réalité la pression de la vapeur elle-même qui la fait mouvoir. La surface couverte par la soupape s étant très faible, il est bien évident que l'effort nécessaire pour la déplacer est peu important.
La soupape principale S est guidée par une surface cylindrique dans laquelle 4 ouvertures 0 sont pratiquées et dont la forme est indiquée au développement donné fig. 346. L'orifice d'écoulement par la soupape principale, est donc faible au début et s'accroît progressivement. Les ouvertures graduées du modérateur s'obtiennent ainsi facilement.
Pour fermer le modérateur, la tige t se déplace vers le haut, la soupape s se ferme, la pression monte dans la chambre C et la soupape principale S se déplace vers le haut dans le sens de la fermeture.
Le siège de la soupape principale est protégé contre l'usure produite par le courant rapide de vapeur, par une collerette formant saillie.
L'eau de condensation qui viendrait à s'accumuler sur la surface supérieure du piston est évacuée dans la chaudière par le trou de purge p.
Il faut veiller à ce que, à modérateur fermé, le levier de commande à main se trouve encore à 5 mm au moins de la butée correspondante. On recommande, de plus, d'ouvrir fréquemment le modérateur d'une façon complète pour éviter qu'il se forme des rugosités dues à la rouille sur les parois du cylindre, rugosités qui nuiraient à son bon fonctionnement.
Il existe un modèle plus récent de modérateur Schmidt et Wagner dont les organes sont les mêmes, mais dont la disposition est renversée, la soupape principale s'ouvrant de bas en haut. Ce nouveau dispositif a été créé pour éviter de devoir démonter le corps même du modérateur quand les soupapes ou le piston doivent être visités.
L'accroissement du volume des chaudières a eu pour effet de rendre le levier du modérateur moins accessible.
Fig. 348. - Commande du modérateur avec transmission par parallélogramme articulé.
Pour mettre celui-ci plus à la portée du machiniste, l'on a descendu le pivot de rotation du levier du modérateur et l'on a transmis le mouvement à l'arbre longitudinal au moyen d'un parallélogramme articulé (fig. 348).
Description. - Ce modérateur, du type à soupape équilibrée, comporte une soupape pilote s (fig. 349, 350, 351), qui joue un rôle analogue à celui du petit tiroir dans les modérateurs à tiroirs superposés.
La soupape pilote s s'ouvre de bas en haut, son siège a est conique.
La soupape principale S s'ouvre également de bas en haut ; elle est aussi à siège conique b. La soupape S fait corps avec un piston P se déplaçant dans un cylindre vertical F.
La levée de la soupape principale est commandée par l'épaulement E de la tige t de la soupape pilote.
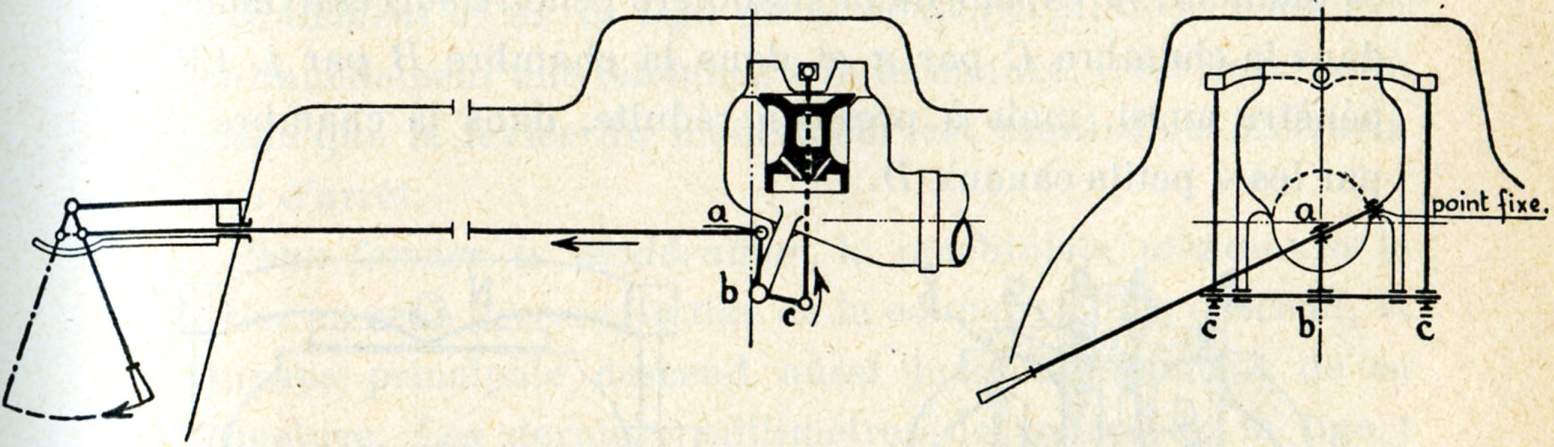
Fig. 349. - Commande du modérateur de la locomotive type 29.
Remarquons encore que la tige t est montée avec un jeu latéral j dans l'axe de la soupape S.
La tête du modérateur se raccorde vers le bas au tuyau de prise de vapeur T qui va au collecteur dans la boite à fumée.
Fonctionnement. - La tête du modérateur est soumise extérieurement à la pression de la chaudière qui applique les soupapes S et s sur leur siège.
Distinguons les trois chambres A, B et C.
Cela posé, nous constatons qu'avant le démarrage, les chambres A, B, C sont à la pression atmosphérique.
Au moment du démarrage, le machiniste, en manœuvrant le levier du modérateur, agit sur le levier de renvoi efg, soulève le portique MN qui entraîne la soupape pilote s ; dès ce moment, la vapeur de la chaudière pénètre successivement dans la chambre C par a et dans la chambre B par j. Elle pénètre aussi, mais à pression réduite, dans la chambre A par les 4 petits canaux D.
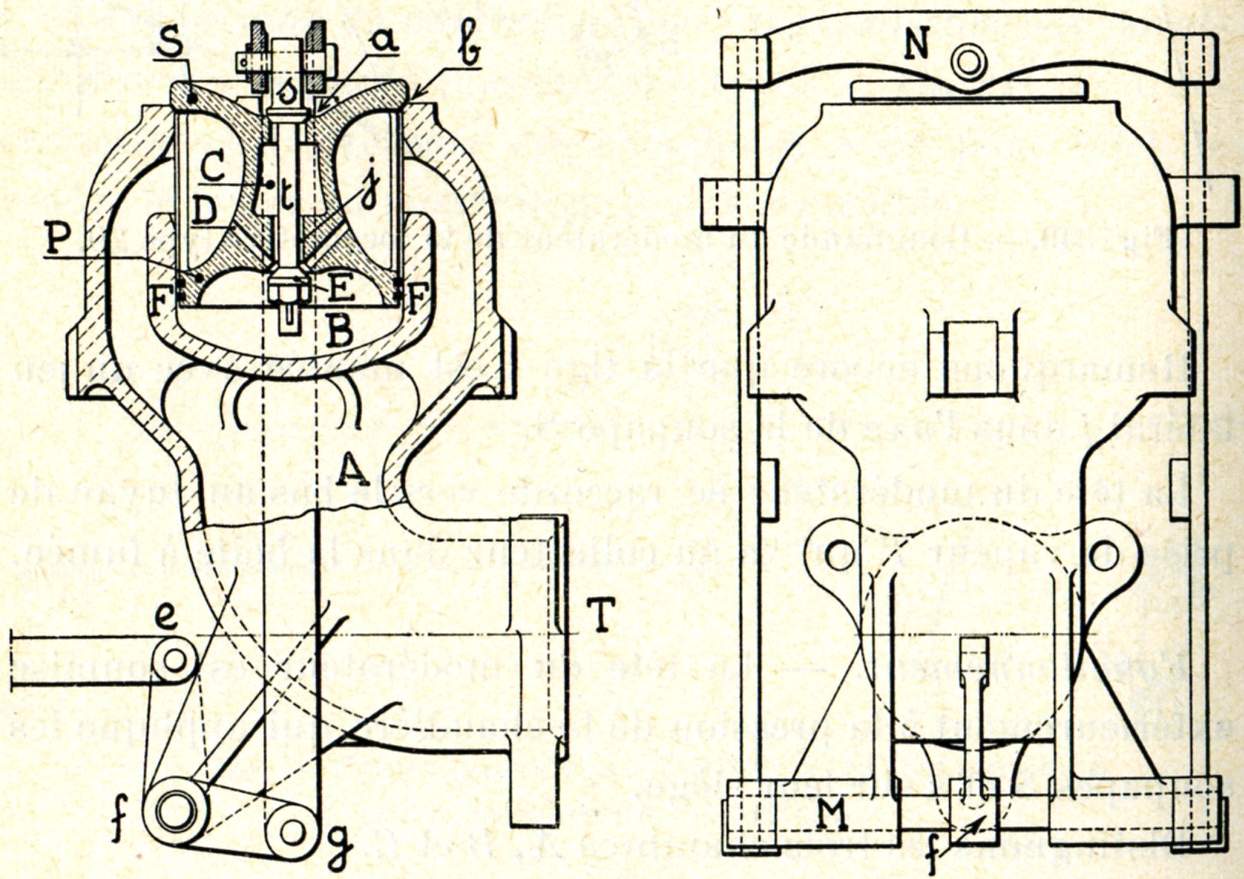
Fig. 350 et 351
Tête de modérateur de la locomotive type 29.
Nous voyons donc que la pression de la vapeur de la chaudière s'établit sous le piston P, faisant ainsi équilibre à la pression qui applique la soupape S sur son siège, il s'ensuit, dès ce moment, que l'effort à faire pour soulever cette soupape est très faible.
Le machiniste, continuant à manœuvrer le levier du modérateur, l'épaulement E de la tige de la soupape pilote ferme l'entrée des 4 canaux D et soulève la soupape principale. Dès ce moment, la chambre A reçoit directement la vapeur de la chaudière et celle-ci gagne le tuyau de prise de vapeur T et, de là, pénètre dans le collecteur.
Remarque. - La soupape principale n'étant que partiellement équilibrée, elle repose pendant la marche sur l'épaulement E de la tige de la soupape pilote et conserve continuellement une tendance à la fermeture. C'est pour cette raison que le levier du modérateur est muni d'un secteur à cran d'arrêt.
Pour fermer le modérateur, le machiniste manœuvre le levier en sens inverse, la tige de la soupape pilote descend, la soupape principale descend aussi jusqu'au moment de sa fermeture. Les derniers millimètres de course de la tige t ferment la soupape pilote.
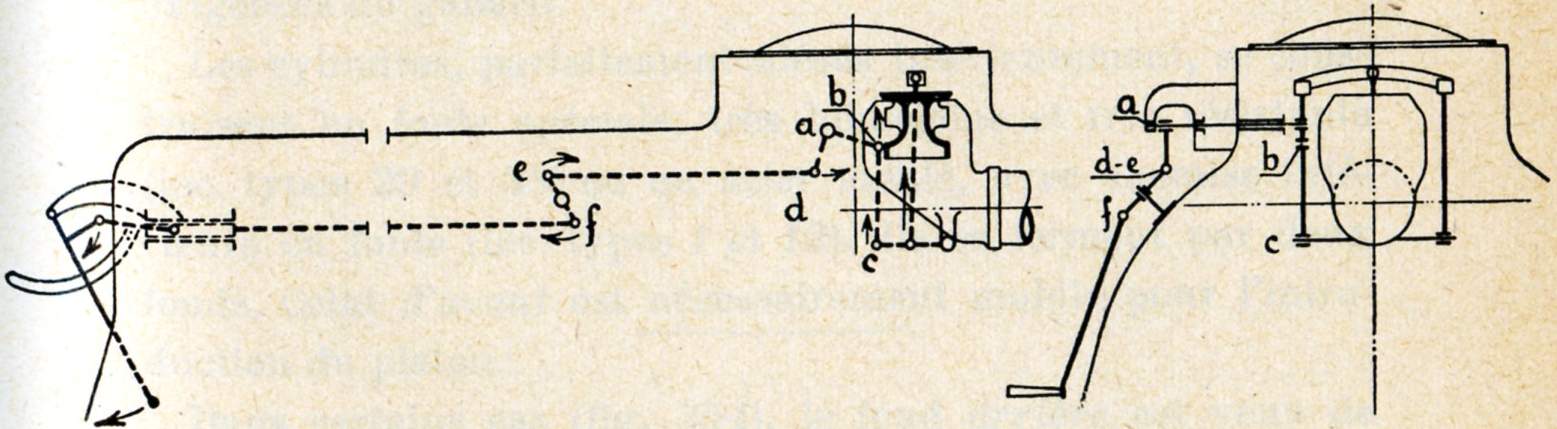
Fig. 352. - Commande du modérateur de la locomotive type 1.
C'est le même principe que celui appliqué sur la locomotive type 29 ; la levée de la soupape pilote amène de la vapeur sous la soupape principale et facilite en conséquence la levée de cette dernière (fig. 353). La commande du modérateur est représentée schématiquement sur la figure 352, mais la position oblique du levier de commande en rend la représentation assez malaisée.
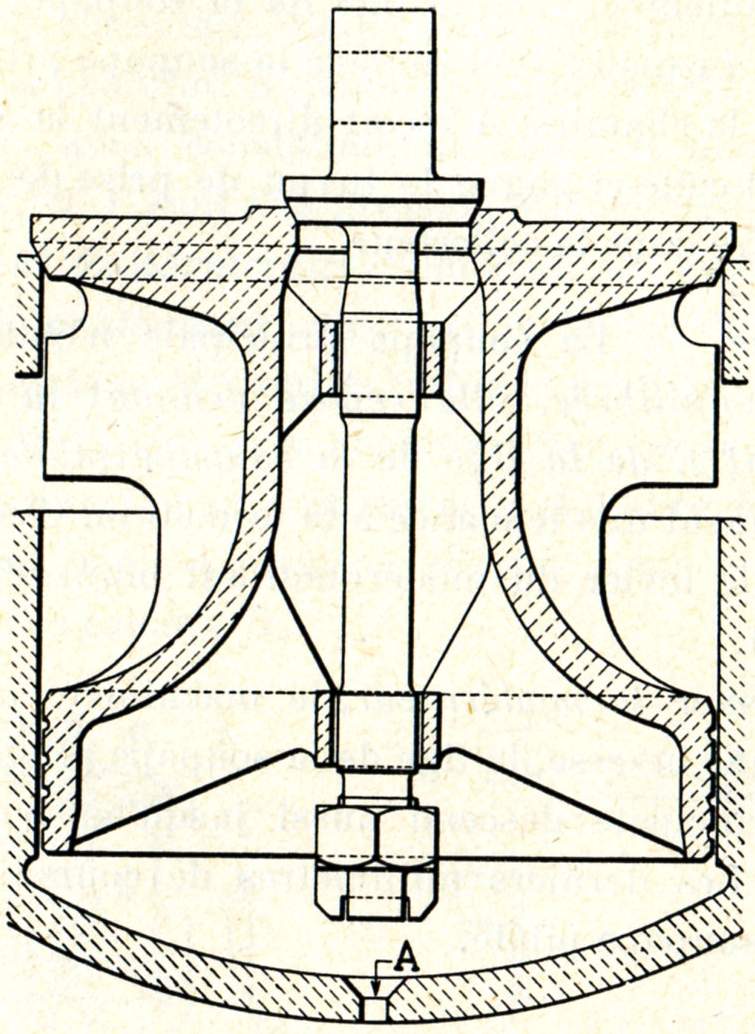
Fig. 353. - Soupape de modérateur de la locomotive type 1.
Les cylindres sont les organes dans lesquels la vapeur développe son effort moteur par sa pression sur les pistons.
Ils peuvent être intérieurs ou extérieurs aux longerons.
Dans les premières locomotives, les cylindres étaient verticaux ou fortement inclinés, mais on n'a pas tardé à s'apercevoir que cette disposition ne permettait pas de donner une longueur suffisante aux courses de piston et aux bielles motrices. Au surplus, l'effort de la vapeur comprimant et détendant alternativement les ressorts, imprimait à la partie suspendue des oscillations violentes.
Aujourd'hui, à moins d'impossibilité pratique, les cylindres sont horizontaux, on les incline de la quantité justement nécessaire dans le cas où il faut passer avec la tige au-dessus d'un essieu accouplé qui a nécessairement des roues de même diamètre que celles de l'essieu moteur, ou pour satisfaire aux exigences du gabarit.
Les cylindres, parfaitement alésés intérieurement, se construisent en fonte spéciale, très homogène et très résistante (loc. types 29 et 38) ou en acier moulé, avec chemise intérieure en fonte (loc. types 1 et 12). Ils se ferment par deux fonds. Celui d'avant est nécessairement mobile pour l'introduction du piston.
Dans certains cas (fig. 354), le fond arrière est venu de coulée avec le cylindre et présente une ouverture sur laquelle s'emboîte la boîte à bourrage (loc. types 18 et 53).
Habituellement, on donne au couvercle d'avant une épaisseur moindre qu'au reste du cylindre, de manière qu'il soit la «pièce à casser», c'est-à-dire qu'il cède de préférence au cylindre en cas de pression intérieure exagérée (coups d'eau). Il doit pouvoir s'enlever sans devoir au préalable démonter d'autres pièces.
Le couvercle est fixé au cylindre au moyen de goujons, les surfaces en contact sont parfaitement dressées et l'étanchéité est assurée au moyen d'un joint en cuivre (joint plat de 1 à 2 mm d'épaisseur ou fil de cuivre encastré de 4 à 5 mm de diamètre).
L'épaisseur du cylindre oscille selon le diamètre et la pression de vapeur entre 22 et 30 mm.
Le cylindre présente à chaque bout une entrée conique (fig. 354), qui facilite non seulement la mise en place du piston, mais encore en rend la sortie possible lors du démontage. Sans cette entrée, en effet, l'usure créerait à chaque extrémité de la course un bourrelet contre lequel les cercles élastiques du piston viendraient buter quand on voudrait le retirer.
Théoriquement, la longueur du cylindre devrait être égale à deux fois le rayon de la manivelle plus l'épaisseur du piston ; mais la dilatation, les oscillations des ressorts, l'usure des articulations de la bielle, des coussinets et des guides de l'essieu moteur et le rappel de cette usure modifient la distance qui sépare l'axe de l'essieu du piston à ses points morts, de sorte qu'en pratique on doit nécessairement ménager un certain jeu entre le piston à fond de course et les plateaux de cylindre.
On donne le nom d'espace nuisible ou espace mort au volume que la vapeur trouve à remplir quand le piston est dans sa position extrême. Il comprend donc la portion du volume du cylindre libre entre le piston et le plateau du même côté, plus le conduit d'admission correspondant.
Les cylindres sont renforcés par des nervures qui se raccordent aux pattes prévues pour leur fixation aux longerons (fig. 354 et 355).
La fixation des cylindres aux longerons doit être très rigide et très sûre. L'assemblage se fait au moyen d'un nombre suffisant de boulons introduits à frottement dur dans les trous correspondants du longeron et de la patte d'assemblage du cylindre. Les trous sont alésés soigneusement au montage et les boulons sont chassés au marteau. Le cylindre est soumis à des efforts considérables et alternativement de sens contraires, si les boulons étaient placés avec un jeu appréciable, l'assemblage se disloquerait rapidement.
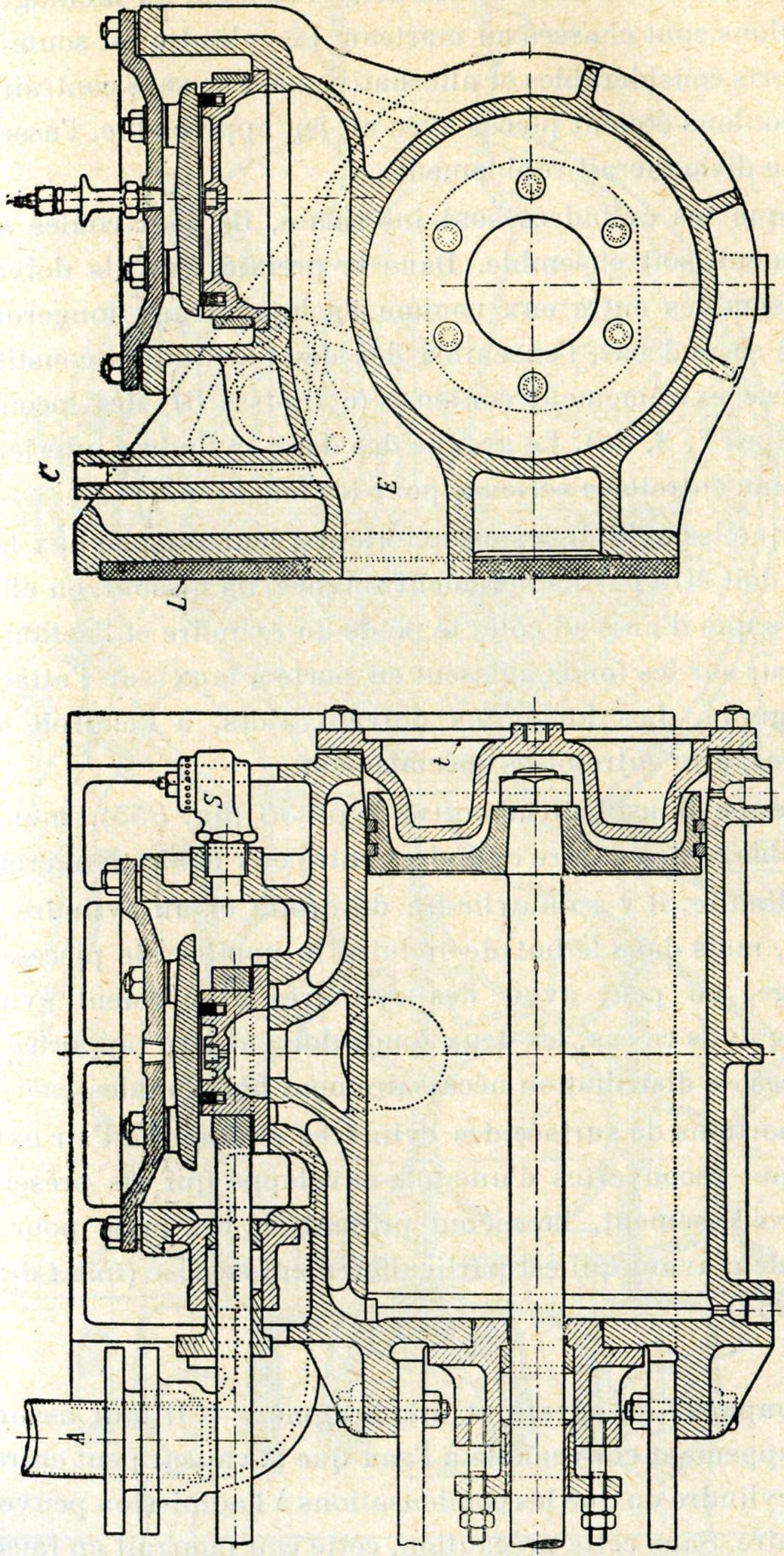
Fig. 354. Coupe longitudinale et transversale d'un cylindre. - Locomotive type 53.
Lorsque les cylindres sont intérieurs, ils sont coulés soit séparément, soit ensemble. Dans le premier cas, ils doivent être assemblés entre eux comme ils le sont aux longerons. Dans le second cas, l'ensemble des deux cylindres constitue une pièce extrêmement coûteuse (cylindres BP des locomotives types 7, 8, 33). Le groupe des deux cylindres intérieurs forme une entretoise sérieuse pour les longerons.
Lorsque les cylindres sont extérieurs, leur attache aux longerons doit être particulièrement soignée, ils ne sont, en effet, appuyés que d'un seul côté ; le poids du cylindre et l'action de la vapeur sur les fonds agissent en porte à faux sur l'attache au longeron. Les longerons doivent alors, à l'endroit des cylindres, être entretoisés spécialement.
La coupe dans la locomotive type 36 (fig. 355), montre l'assemblage des quatre cylindres entre eux et aux longerons.
D'ordinaire, il y a un cylindre de droite et un cylindre de gauche, mais dans le but de réduire le nombre de pièces de rechange, on peut avoir des cylindres absolument symétriques ; dans ce cas, les deux fonds doivent être rapportés et les glaces de distribution nécessairement horizontales.
Les portions de surface des cylindres exposées à l'air extérieur sont recouvertes d'une tôle-enveloppe qui les préserve du refroidissement, la même précaution est prise pour le couvercle d'avant qui est particulièrement exposé (tôle t de la figure 354).
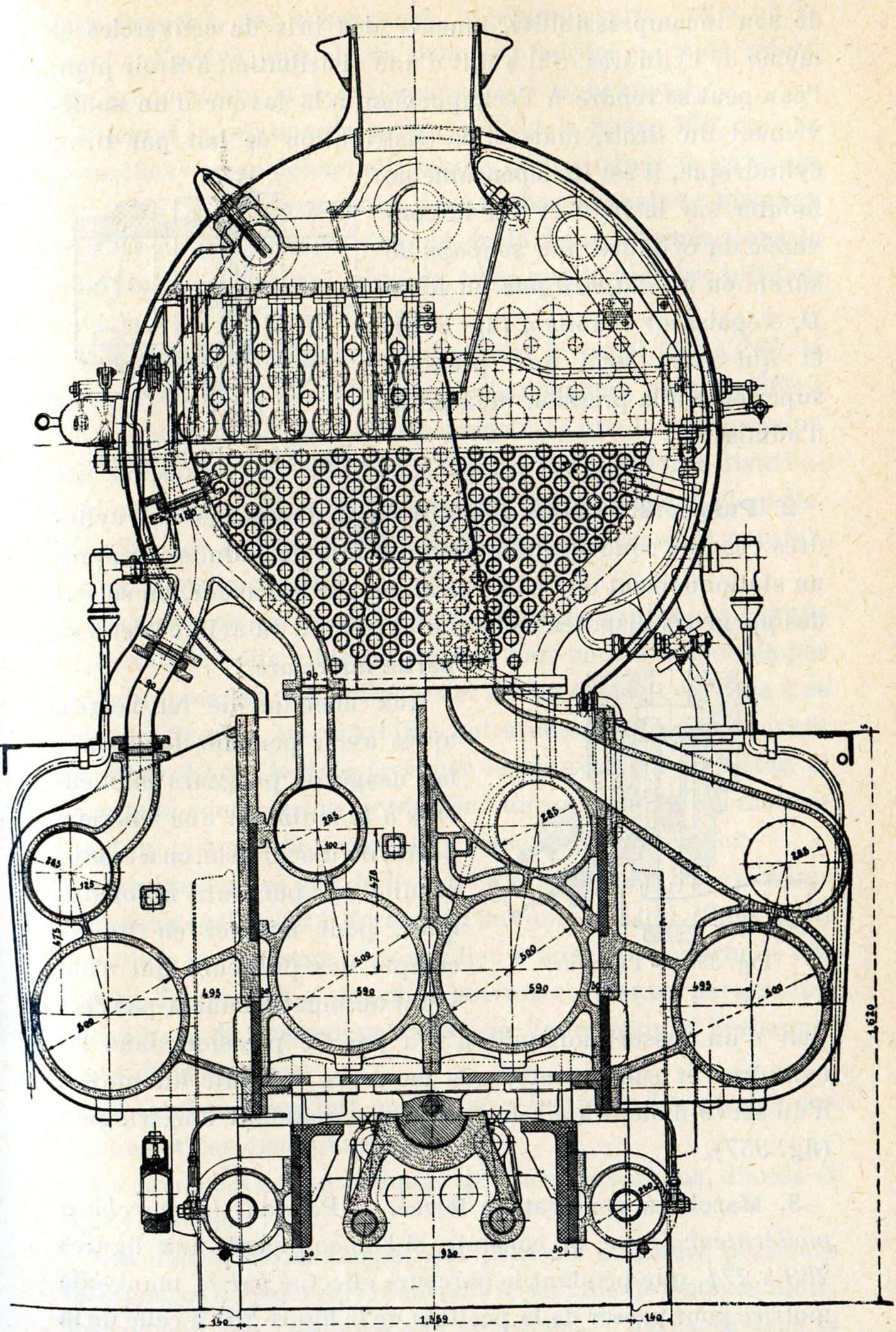
Fig. 355. - Coupe transversale à travers les cylindres d'une locomotive à quatre cylindres égaux. - Locomotive type 36 à surchauffe.
Il faut assurer un échappement convenable à l'eau que la vapeur peut entraîner au cylindre ou que les condensations à l'admission peuvent y produire. Sans cette précaution, cette eau pourrait en raison de son incompressibilité, amener des bris de couvercles et même de cylindres. S'il s'agit d'une distribution à tiroir plan, l'eau peut se rendre à l'échappement à la faveur d'un soulèvement du tiroir, mais si la distribution se fait par tiroir cylindrique, il est indispensable de monter sur le fond et sur le couvercle de cylindre une soupape de sûreté ou un diaphragme en fonte D, d'épaisseur réduite a (fig. 356), et qui cède sous une pression supérieure à la pression maximum d'admission.
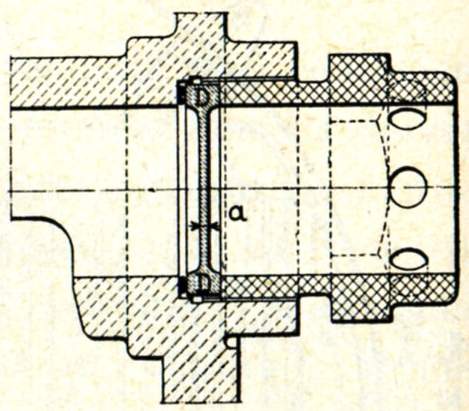
Fig. 356. - Diaphragme.
Mais quand il s'agit d'expulser des cylindres l'eau de condensation produite lors de l'admission après un stationnement ou l'eau entraînée par la vapeur, on se sert des purgeurs disposés à chaque extrémité du cylindre et à sa partie inférieure.
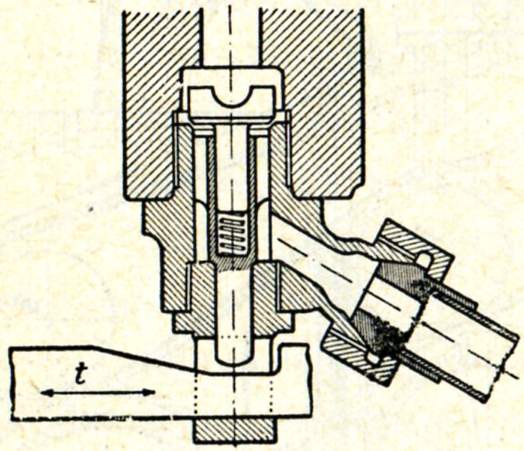
Fig. 357. - Purgeur.
Aux chemins de fer belges, après avoir pendant longtemps fait usage de purgeurs manœuvrés à la main par une tringle à portée du machiniste, on a essayé ensuite les purgeurs automatiques, pour adopter en fin de compte des purgeurs qui s'ouvrent automatiquement par l'action d'un ressort lorsqu'il n'y a pas de pression dans les cylindres et sont manœuvrés en cours de route au moyen d'un servo-moteur à air comprimé commandant une tringle t (fig. 357).
Pendant la marche à modérateur fermé, on constate, si l'on se reporte aux figures 263 à 271, que pendant le parcours effectué par la manivelle motrice pour passer de la position de la figure 263 à celle de la figure 265, l'arrière du cylindre communique avec la chapelle dans laquelle, par conséquent, le piston aspire, mais où la vapeur n'arrive plus. Il va donc se produire un vide relatif derrière le piston, d'où résistance à son mouvement.
Pendant la rotation de la figure 265 à la figure 266, ces gaz se raréfient en se détendant, tandis que pendant le parcours 266 à 267, le piston aspirant dans l'échappement, un mélange d'air et de gaz chauds s'écoule de la boite à fumée dans le cylindre avec d'autant plus de force que le vide produit jusqu'ici aura été plus accentué.
Lors de la course de retour, pendant le trajet 267 à 269, le piston refoule ce mélange par l'échappement, puis, de 269 à 270, comprime ce qui en reste jusqu'à ce que la compression soit suffisante pour soulever le tiroir, s'il s'agit d'une distribution par tiroirs plans, et faire passer ces gaz dans la chapelle.
Enfin, des positions 270 à 271, ces gaz s'écoulent naturellement dans la chapelle.
Les huiles de graissage sont décomposées par les gaz chauds venant de la boîte à fumée, ceux-ci sont encore échauffés par leur compression, les cylindres et les tiroirs sont exposés à se gripper ; de plus, les escarbilles entraînées par les gaz peuvent les rayer. Enfin, le vide créé par le mouvement du piston et ensuite la compression produisent une résistance au mouvement du piston et la locomotive roule moins librement.
L'aspiration des gaz de la boîte à fumée dans les cylindres provoque également la formation de cambouis qui, d'une part, supprime le graissage et donne lieu à une usure anormale des cercles des pistons et des distributeurs et, d'autre part, réduit les sections de passage prévues pour l'admission et l'échappement de la vapeur.
Le cambouis produit encore le colmatage des cercles des pistons et des distributeurs.
Le cambouis est un mélange de silice, de carbone, d'huile et d'oxyde de fer.
Les dépôts de cambouis, qui peuvent atteindre plusieurs millimètres d'épaisseur, réduisent le volume de l'espace mort, provoquent des compressions anormales, d'où chocs dans le mécanisme. La formation du cambouis doit absolument être évitée.
On atténue les inconvénients qui se présentent dans la marche à modérateur fermé, en plaçant le levier à fond de course, parce que c'est la position pour laquelle la durée de l'avance à l'échappement est la plus petite. Il y a donc une introduction de gaz moindre ; d'autre part, c'est pour cette position également que la compression est la plus courte, ces gaz s'échauffent moins ; c'est encore pour cette position que la détente est minimum, par conséquent la résistance au mouvement du piston est plus faible.
On supprime la résistance relative à l'aspiration dans la chapelle et, par suite, celle qui se produit pendant le parcours correspondant à la détente, en munissant la chapelle d'une soupape de rentrée d'air, dénommée reniflard, s'ouvrant du dehors au dedans (fig. 358 et 355). Parfois, on place une soupape de ce genre sur chaque conduit d'admission. Parfois encore, ces organes sont remplacés par une soupape de rentrée d'air unique, qui fait le même office et qui est placée sur le collecteur, compartiment vapeur saturée (voir page 161).
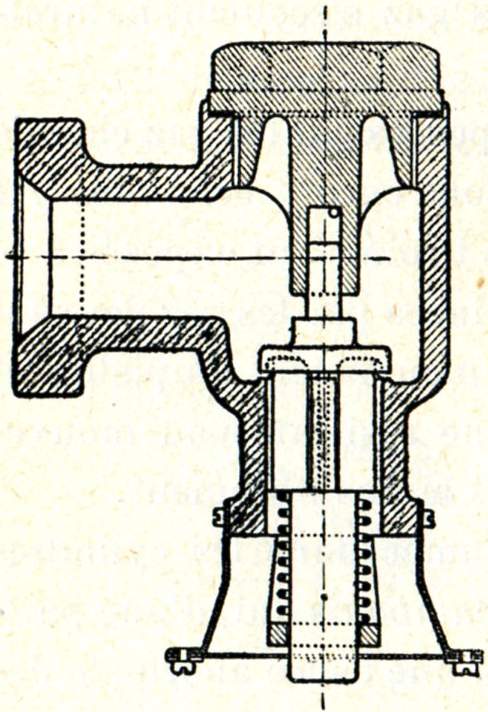
Fig.358. - Reniflard ordinaire.
1. Reniflard à soupape, sans injection de vapeur, placé sur le collecteur des locomotives types 7 et 9 (fig. 359).
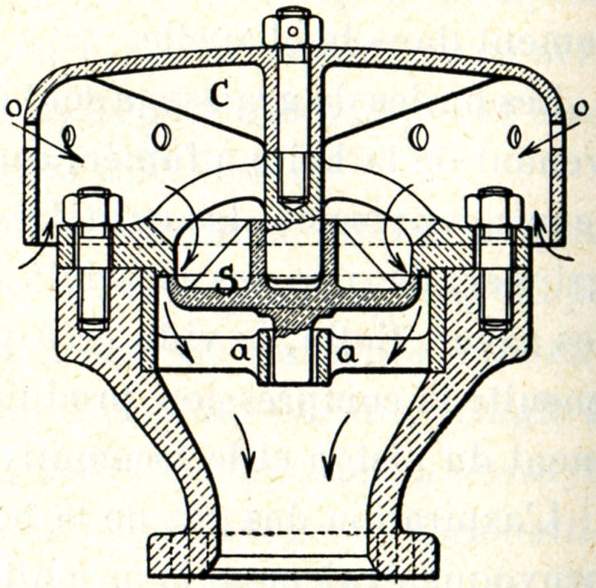
Fig. 359. - Reniflard des locomotives types 7 et 9.
A modérateur fermé, la soupape S descend par son propre poids jusqu'à l'arrêt a et laisse pénétrer l'air dans le collecteur d'où il est aspiré dans les cylindres comme le montre la figure.
A modérateur ouvert, la pression de la vapeur referme la soupape.
2. Reniflard à disques, avec injection de vapeur, placé sur le tuyau de livrance près des cylindres, appliqué aux locomotives types 5 et 31.
A modérateur fermé, les disques annulaires D (fig. 360) descendent par leur propre poids et l'air extérieur est admis vers les cylindres par les ouvertures de la cloche. En même temps, le machiniste manœuvre la prise qui injecte de la vapeur par le cône V.
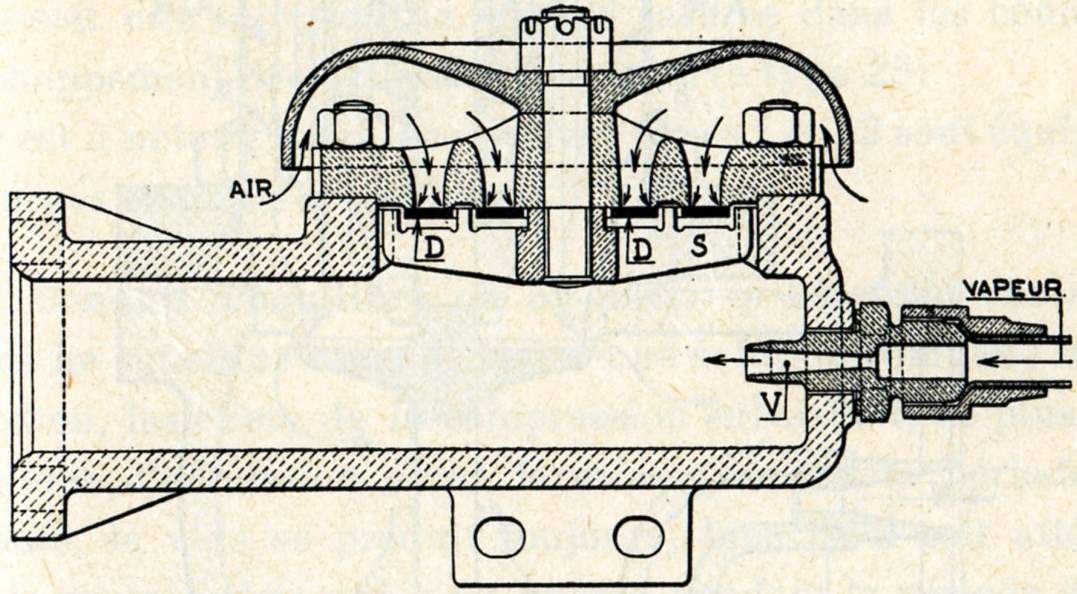
Fig. 360. - Reniflard à disques des locomotives types 5 et 31.
A modérateur ouvert, la pression de la vapeur repousse les disques sur leur siège.
3. Reniflard à soupape, avec injection de vapeur, placé directement sur le collecteur, appliqué aux locomotives types 10 et 36.
A modérateur fermé, le machiniste admet de l'air comprimé sur le piston P (fig. 361). Celui-ci descendant, comprime les ressorts r et R et entraîne la tige de la soupape S.
La soupape s'ouvre et l'air extérieur est admis par les ouvertures o.
Les cercles 1 et 2 assurent l'étanchéité du piston P.
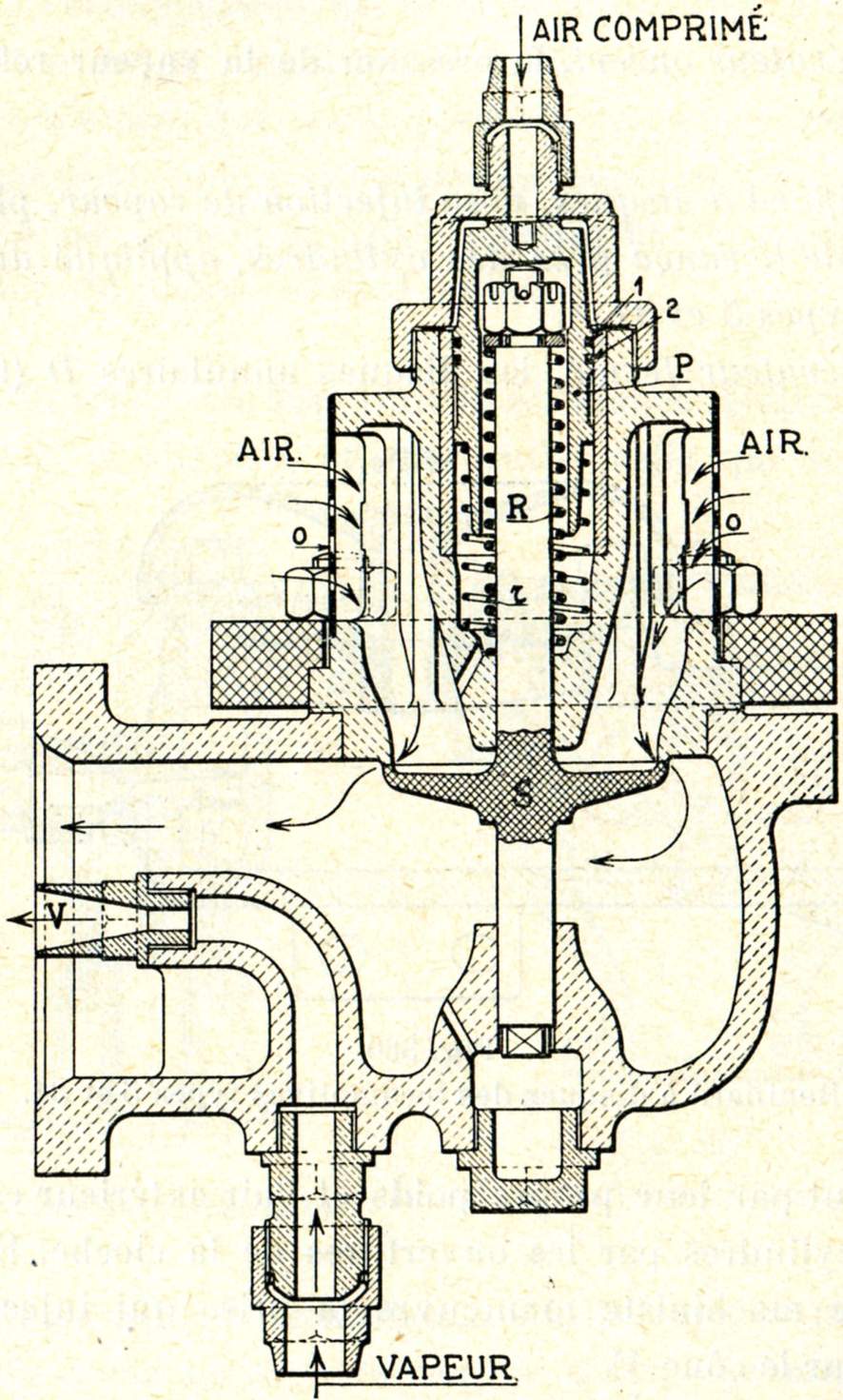
Fig. 361 - Reniflard à soupape des locomotives types 10 et 36.
En même temps, le machiniste manœuvre la prise qui injecte de la vapeur par le cône V.
A modérateur ouvert, l'action de l'air comprimé est supprimée, les ressorts se détendent, relèvent la soupape et remontent le piston.
4. Remarque.
Aux locomotives belges de construction récente, types 1, 12 et 35, les reniflards ont été supprimés. Mais, comme il faut éviter l'aspiration des gaz de la boite à fumée pendant la marche à modérateur fermé, il est nécessaire d'injecter à ce moment de la vapeur saturée dans les cylindres, on utilise à cette fin, soit :
Il est à noter que les locomotives types 1 et 12 sont équipées de larges conduits d'équilibres.
L'emploi des reniflards ne constitue cependant pas une solution complète de la question, les effets de la compression subsistent, de plus, les lumières d'admission étant fermées pendant la période de détente, le vide se produit toujours, bien qu'il soit atténué par la rentrée d'air qui s'est opérée pendant la période d'admission.
Lorsqu'il s'agit de tiroirs plans, ceux-ci se soulèvent pendant la période de compression, mais il n'en est pas de même avec les tiroirs cylindriques. Il est donc généralement admis que lorsque les cylindres sont munis de tiroirs cylindriques, ils doivent êtres pourvus d'un dispositif mettant en communication les deux faces du piston.
1. Conduit d'équilibre à carotte. - La fig. 362 représente un conduit d'équilibre à carotte, c'est celui qui a été employé aux premières machines à surchauffe et qui est encore en usage.
Ainsi que le montre la figure 362, les extrémités du cylindre sont réunies par un conduit d'équilibre, appelé encore conduit de compensation ou by-pass (note 294). Dans la position ouverte, les gaz circulent librement de l'arrière à l'avant du cylindre et vice versa sans absorber aucun travail et sans se renouveler.
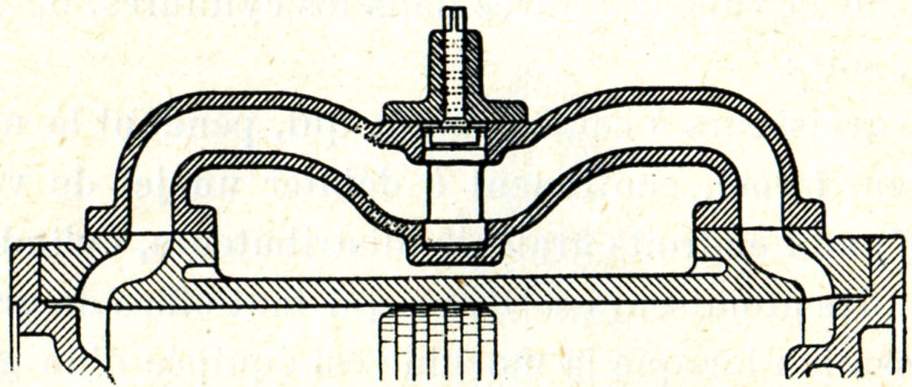
Fig. 362. - Conduit d'équilibre pour la marche à modérateur fermé.
Ce conduit d'équilibre se manœuvre à la main ou par un servo-moteur à air comprimé commandé par une manette placée à portée du machiniste. Il va sans dire que le conduit d'équilibre doit toujours être fermé avant qu'on ouvre le modérateur.
La carotte est parfois remplacée par une soupape actionnée par la vapeur ou par l'air comprimé.
2. Conduit d'équilibre à soupape appliqué aux locomotives types 1 et 12.
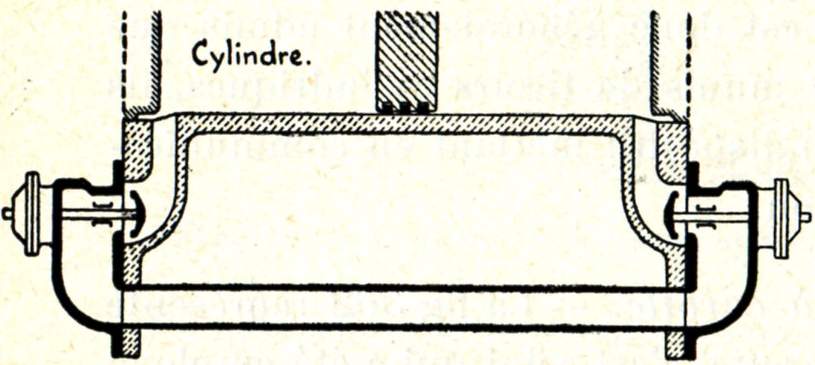 |
 |
| Fig. 363. - Emplacement. | Fig. 364. - Description. |
| Conduit d'équilibre à soupapes des locomotives types 1 et 12. | |
A modérateur fermé (fig. 363 et 364), l'ouverture du by-pass est assurée par une commande mécanique actionnée par un servo-moteur à air comprimé.
A modérateur ouvert, la pression de l'air comprimé est supprimée, le ressort de rappel R et la pression de la vapeur dans le cylindre maintiennent la soupape fermée.
3. Conduit d'équilibre à soupape appliqué aux locomotives ex-allemandes types 64 et 81.
Le fonctionnement de la soupape (fig. 365) est le même que celui du reniflard décrit précédemment page 292, fig. 361.
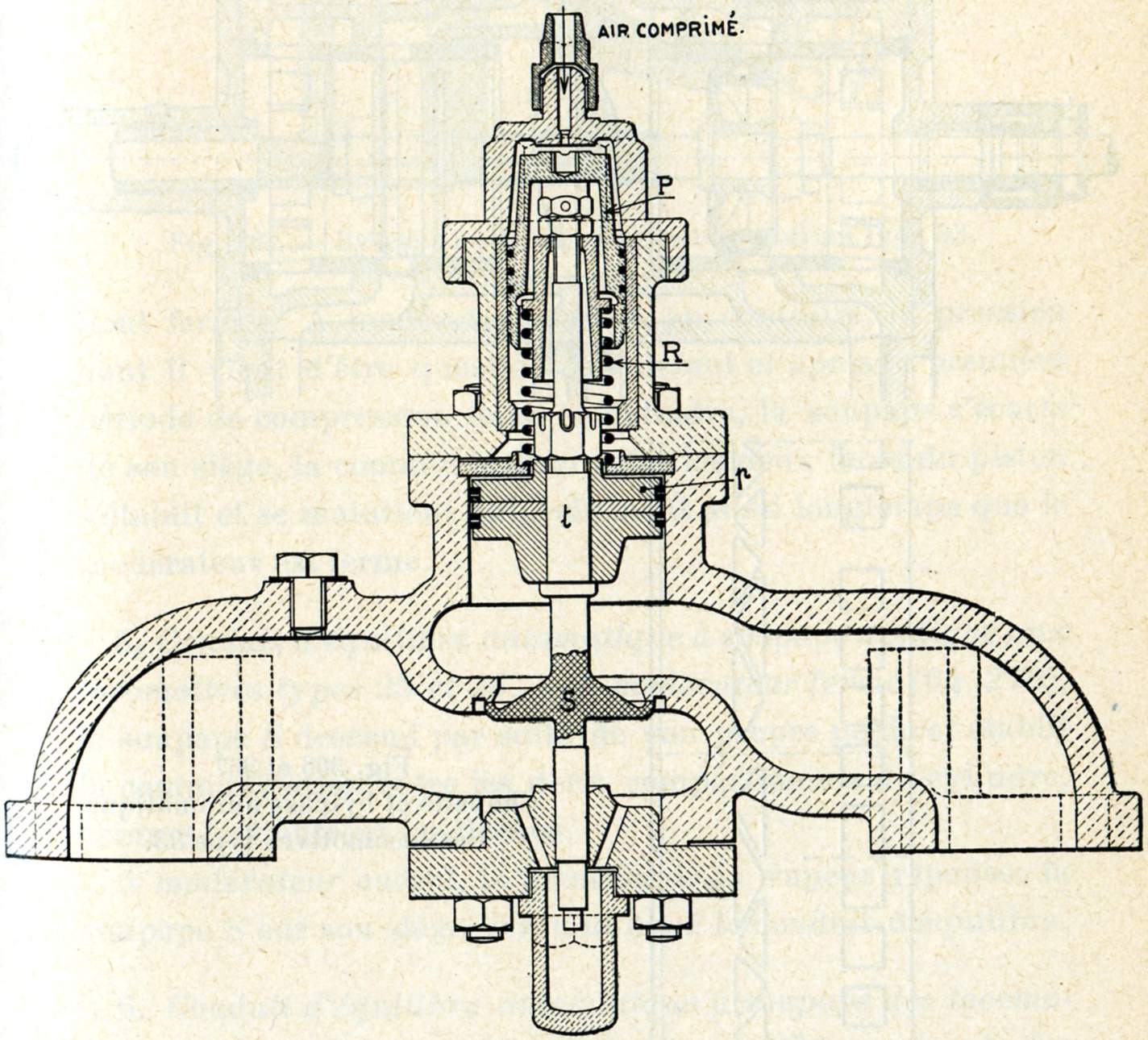
Fig. 365. - Conduit d'équilibre des locomotives allemandes types 64 et 81.
Remarque. - Le placement des soupapes de sûreté et des conduits d'équilibre est étudié soigneusement en vue de ne pas augmenter l'espace mort dans de trop grandes proportions.
4. Conduit d'équilibre automatique à soupape. - Nous décrivons, comme exemple d'application de ce genre, le by-pass des locomotives type 33.
Ainsi que l'indique la figure 366, la communication entre les deux faces du piston est établie en utilisant les canaux d'admission de vapeur au cylindre.
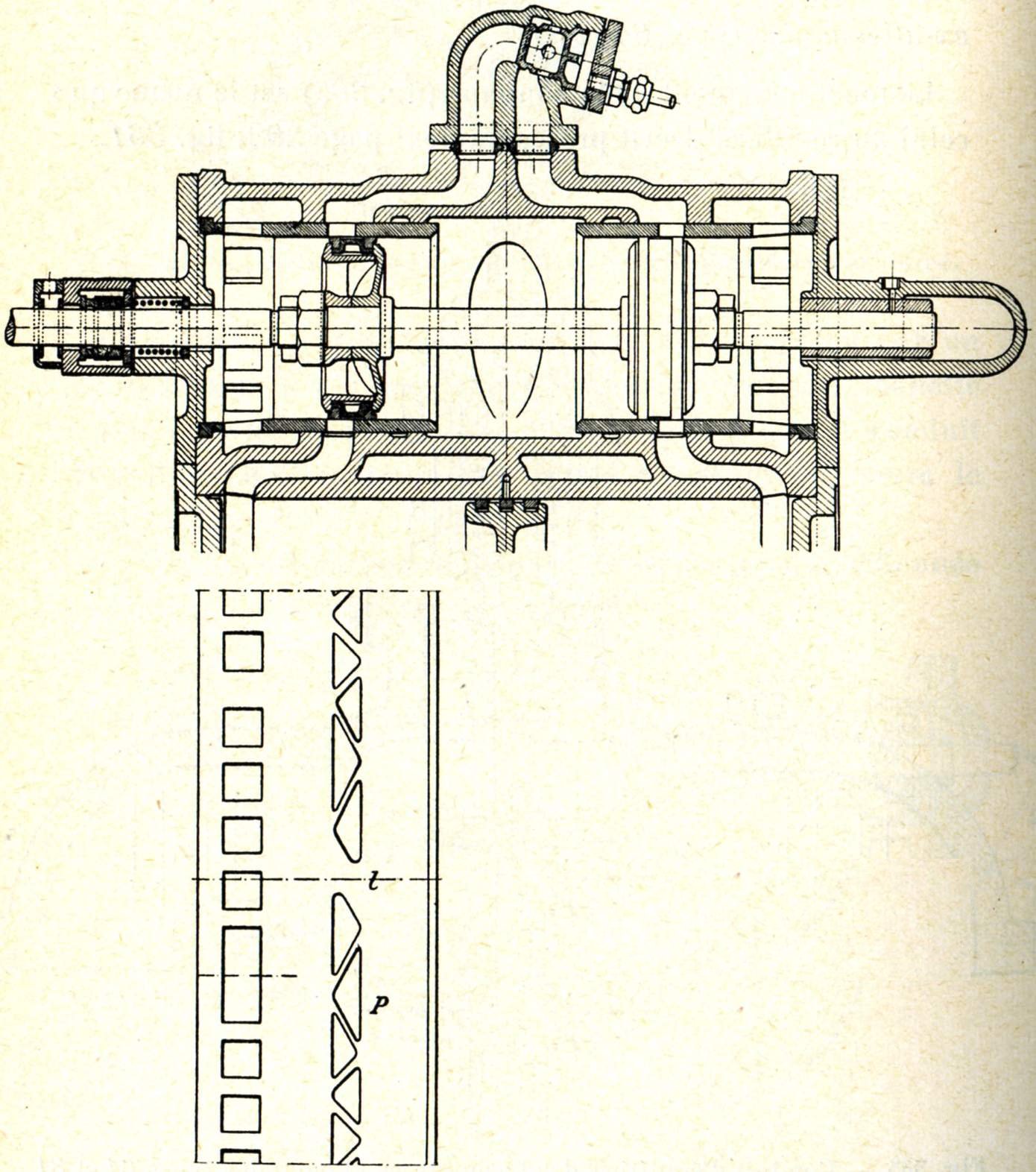
Fig. 366 et 367
Chapelle et by-pass automatique des locomotives type 33.
Les canaux AV et AR sont réunis au moyen d'une pièce rapportée représentée à plus grande échelle fig. 368, contenant une soupape à double portée, les deux sièges ayant respectivement 50 et 72 mm de diamètre. Dans la position figurée, la soupape repose sur ses deux sièges et le by-pass est fermé. La face du grand diamètre de la soupape se meut dans une chambre fermée C qui est en communication permanente avec le tuyau de livrance au moyen du tuyau T. Lorsque le modérateur est ouvert, la vapeur contenue dans le tuyau de livrance exerce sa pression sur la grande face de la soupape et la maintient fermée. A modérateur fermé, au contraire, la pression dont il vient d'être question fait défaut et après la première période de compression dans le cylindre, la soupape s'écarte de son siège, la communication entre les deux faces du piston s'établit et se maintient naturellement aussi longtemps que le modérateur est fermé.
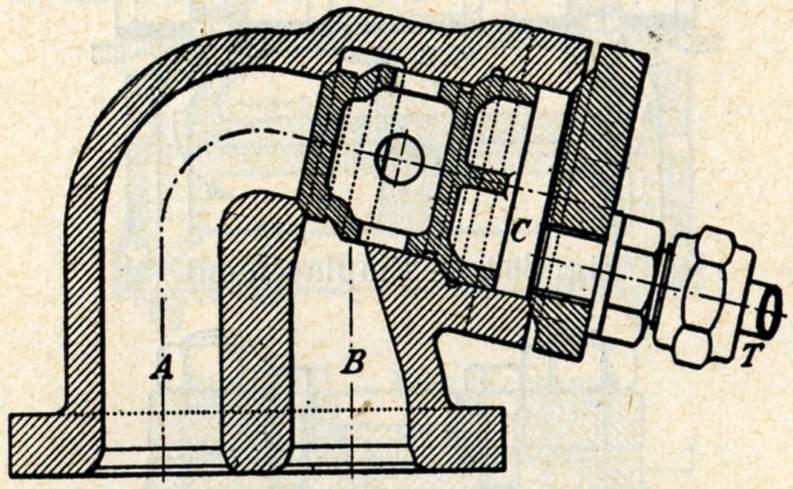
Fig. 368. - By-pass automatique des locomotives type 33.
5. Conduit d'équilibre automatique à soupape appliqué aux locomotives types 25 et 26. - A modérateur fermé (fig. 370), la soupape S descend par suite de son propre poids et établit la communication entre les deux compartiments du cylindre, comme le montrent les flèches.
A modérateur ouvert, la pression de la vapeur repousse la soupape S sur son siège, fermant ainsi le conduit d'équilibre.
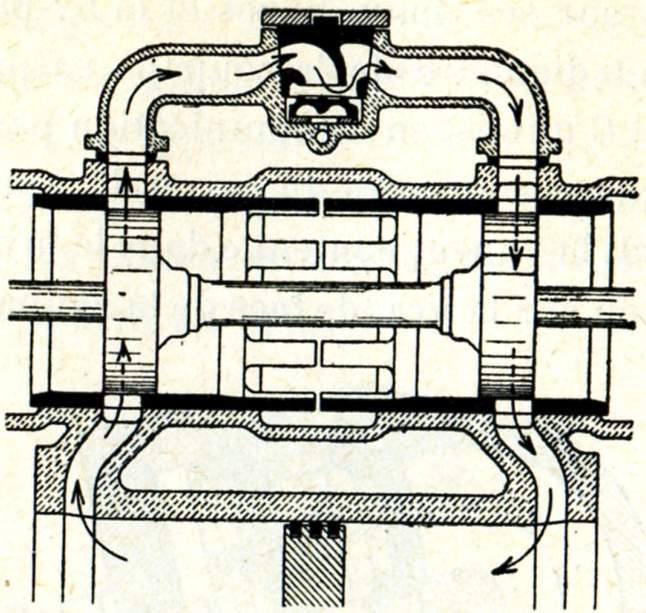
Fig. 369. - Emplacement.
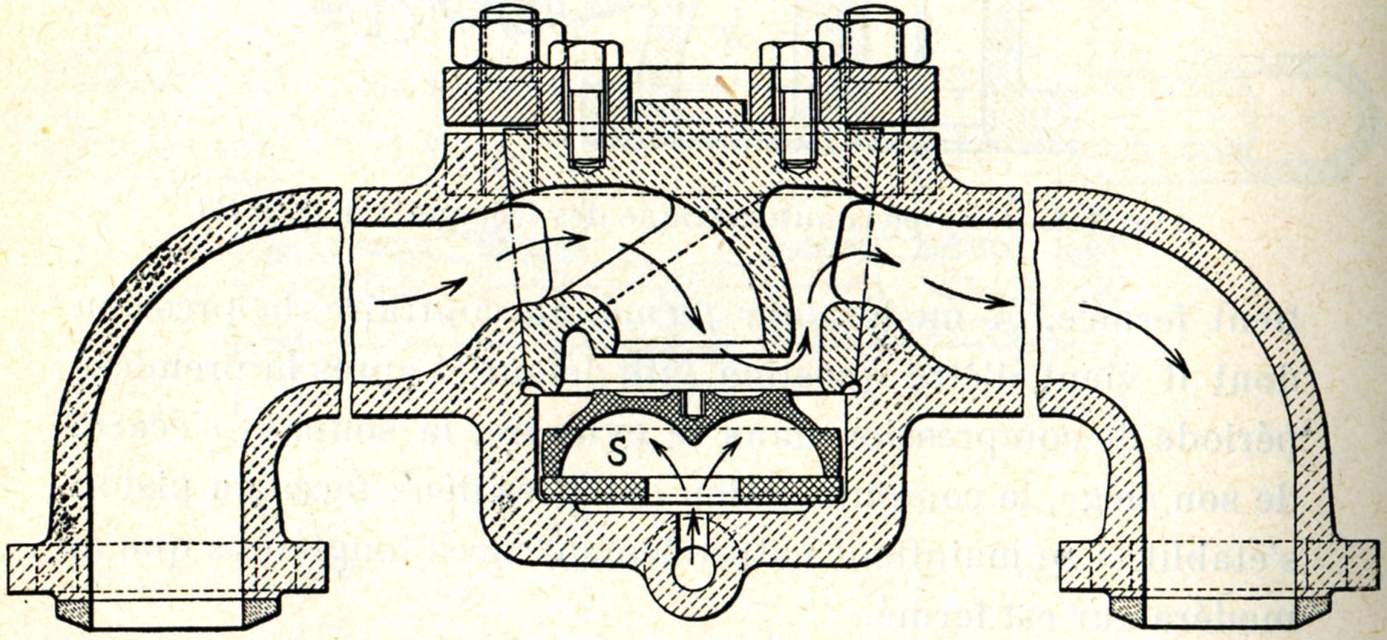
Fig. 370. - Description.
Conduit d'équilibre des locomotives allemandes types 25 et 26.
6. Conduit d'équilibre automatique à soupape des locomotives américaines type 29. - La figure 371 représente les soupapes d'équilibre ouvertes pendant la marche à modérateur fermé.
A modérateur ouvert, la pression de la vapeur, surmontant la tension des ressorts, referme les soupapes.
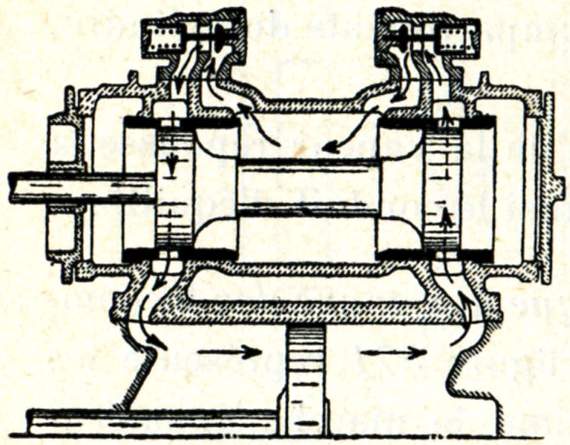 |
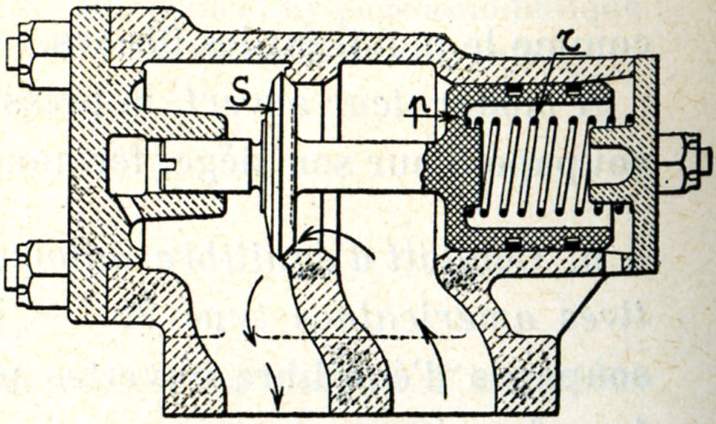 |
| Fig. 371. - Emplacement. | Fig. 372. - Description. |
| Conduit d'équilibre des locomotives type 29. | |
7. Soupape automatique à rôles multiples, appliquée aux locomotives italiennes. - Comme le montrent les figures 373 et 374, cette soupape S occupe la position habituelle des purgeurs.
1) A l'arrêt ou à modérateur fermé, la soupape occupe la position inférieure et met en communication les deux compartiments du cylindre par le tuyau commun t.
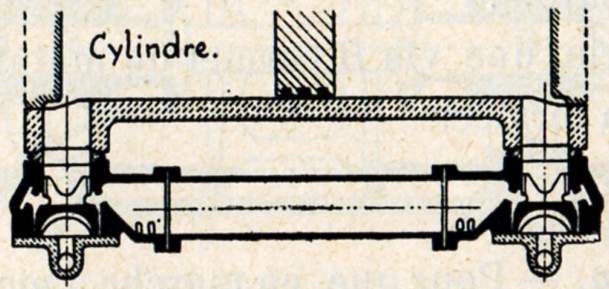
Fig. 373. - Emplacement.
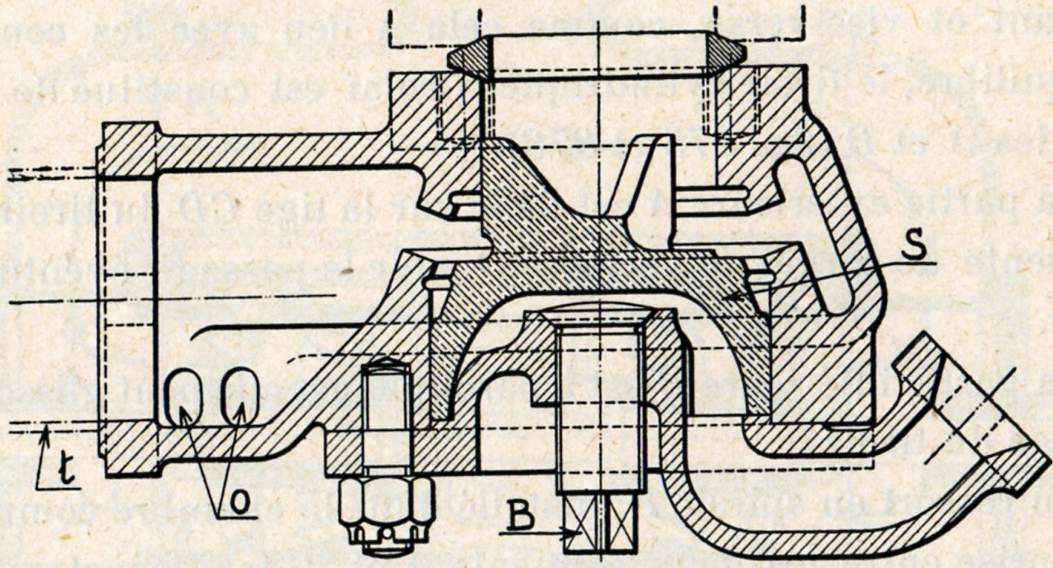
Fig. 374. - Description.
Soupape automatique à rôles multiples des locomotives italiennes.
Remarquons que ce tuyau est en communication constante avec l'air extérieur par les trous o.
2) A modérateur ouvert, la soupape S, dont la partie inférieure est en communication avec la boîte à vapeur, est appliquée sur son siège supérieur, parce que, même à pression égale en kg/cm² dans la boîte à vapeur et dans le cylindre, l'effort exercé sur la face inférieure de la soupape est plus grand que celui qui s'exerce sur la face supérieure, du fait que le diamètre inférieur est plus grand que le diamètre supérieur.
3) Au démarrage, l'eau condensée éventuellement dans le cylindre, est refoulée et comprimée par le piston. Dès que la pression qui en résulte dépasse celle de la vapeur admise sous la soupape, celle-ci est refoulée vers le bas, livrant passage à l'eau qui s'écoule à l'extérieur par les trous o.
En résumé, la soupape joue à la fois le rôle d'organe d'ouverture et de fermeture du conduit d'équilibre, de purgeur et de soupape de sûreté.
En cas d'avarie, une vis B permet de maintenir la soupape dans la position fermée.
1. Description. - Pour que, en marche à modérateur fermé, l'air puisse circuler librement de l'arrière du cylindre vers l'avant et vice-versa, comme cela a lieu avec les conduits d'équilibre, le tiroir cylindrique Nicolaï est constitué de deux parties A et B (fig. 375 et 376).
La partie extérieure A est fixée sur la tige CD du tiroir, elle présente de larges ouvertures O pour le passage éventuel de l'air.
La partie intérieure B est à paroi pleine, elle peut glisser sur la tige du tiroir.
Un ressort en spirale R, installé dans la chambre commune comprise entre les deux éléments A et B, tend constamment à écarter l'élément mobile B de l'élément fixe A.
2. Fonctionnement. - A) Position d'arrêt et de marche à modérateur fermé. - Aussi longtemps que le modérateur est fermé et qu'il n'existe pas de pression de vapeur entre les deux corps intérieurs à parois pleines B, ces deux corps sont maintenus par la tension des ressorts R dans leur position la plus éloignée des deux corps extérieurs A.
Dès lors, pendant la marche à modérateur fermé, l'air refoulé par le mouvement du piston du compartiment de gauche du cylindre passe par les larges ouvertures O dans le compartiment de droite par le conduit d'équilibre MN suivant les flèches 1 à 4.
B) Position de marche. - Dès l'ouverture du modérateur, la vapeur, venant de la chapelle de distribution, pénètre en V entre les deux éléments mobiles BB, sa pression surmonte la tension des ressorts et les deux éléments intérieurs B s'appliquent contre les deux éléments fixes extérieurs AA (fig. 375). Ils restent dans cette position aussi longtemps que la locomotive travaille.
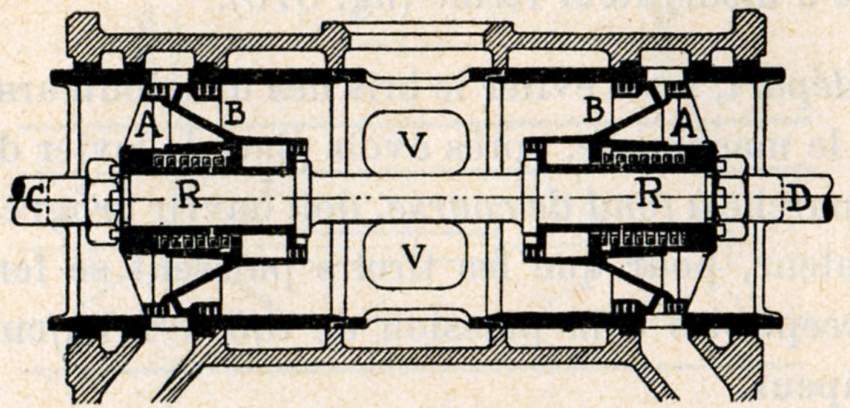
Fig. 375. - Position normale de marche.
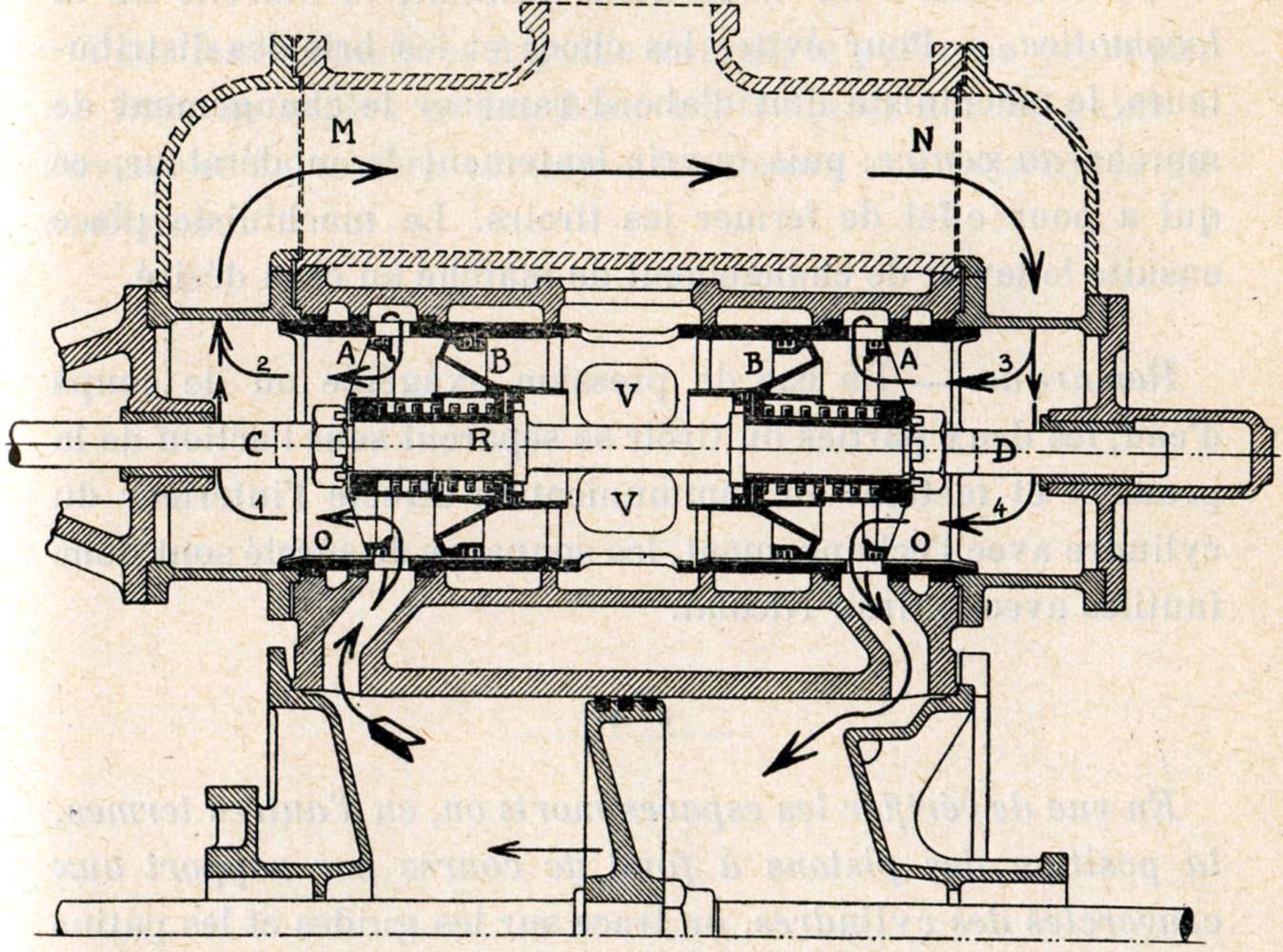
Fig. 376. - Position d'arrêt et position de marche à modérateur fermé.
Distributeur Nicolaï.
Dans cette position, le fonctionnement du tiroir est identique à celui de tout tiroir cylindrique.
c) Fermeture du modérateur. - Après la fermeture du modérateur et dès que la pression de la vapeur est descendue jusqu'à 0,8 kg/cm² environ, les deux éléments mobiles intérieurs B, repoussés par les ressorts, reprennent leur position de marche à modérateur fermé (fig. 376).
d) Au départ, pour éviter le bris des distributeurs par suite de chocs, le machiniste, après avoir placé le levier de changement de marche à fond de course, doit ouvrir progressivement le modérateur, pour que les tiroirs puissent se fermer sans chocs perceptibles à la pression de 0,5 à 1 kg/cm² dans la boîte à vapeur.
e) Réouverture du modérateur pendant la marche de la locomotive. - Pour éviter les chocs et les bris des distributeurs, le machiniste doit d’abord ramener le changement de marche au centre, puis ouvrir lentement le modérateur, ce qui a pour effet de fermer les tiroirs. Le machiniste place ensuite le levier de changement de marche au cran désiré.
Remarque. - En cas de pression exagérée ou de coups d'eau, les deux parties du tiroir se séparent sous l'action de la pression et mettent en communication directe l'intérieur du cylindre avec l'échappement, les soupapes de sûreté sont donc inutiles avec le tiroir Nicolaï.
*
* *
En vue de vérifier les espaces morts ou, en d'antres termes, la position des pistons à fond de course par rapport aux couvercles des cylindres, on trace sur les guides et les patins de crosse les traits de repère ci-après :
1) un trait T sur le milieu du patin de crosse au-dessus du pivot (fig. 377) ;
2) deux traits t1 t1 sur le guide supérieur à l'avant et à l'arrière, traits correspondants aux positions qu'occupe le point de repère T du patin lorsque, la bielle étant démontée, le piston est amené au contact des couvercles ;
3) deux traits t2 t2 sur le guide supérieur à l'avant et à l'arrière, traits correspondants à la position qu'occupe le point de repère du patin lorsque, avec la bielle montée, le piston est à fond de course.
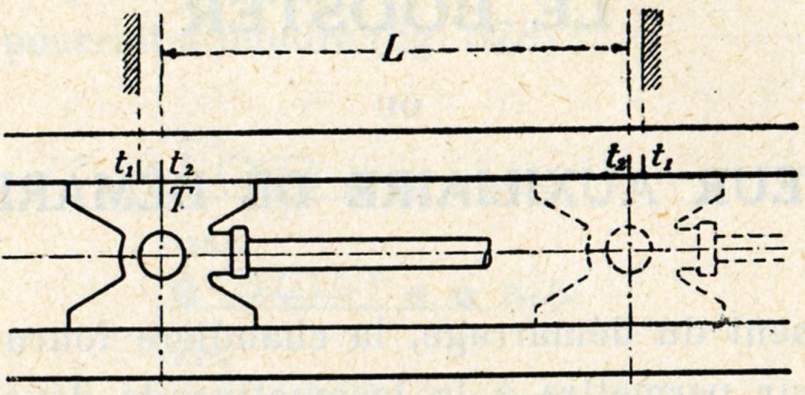
Fig. 377
Pour les locomotives à guide unique, le patin ne porte pas de trait de repère et les deux traits tracés sur le guide à l'avant et à l'arrière correspondent alors aux extrémités du coulisseau.
Au moment du démarrage, la chaudière fournit assez de vapeur pour permettre à la locomotive de développer son effort de traction maximum, mais avec cette réserve toutefois que l'effort de traction ne peut dépasser l'adhérence des roues motrices sur les rails.
Dès que l'effort de traction dépasse l'adhérence, les roues motrices patinent. C'est un phénomène que les machinistes connaissent bien.
L'expérience montre que l'effort de traction diminue rapidement quand la vitesse augmente et l'on constate qu'il arrive un moment où le machiniste doit réduire l'admission de la vapeur aux cylindres, la chaudière ne pouvant plus suivre pour fournir la quantité de vapeur qu'exigerait le grand nombre de cylindrées correspondant aux grandes vitesses.
C'est pour utiliser la vapeur produite en surabondance pendant la période de démarrage et aux faibles vitesses que l'on a imaginé d'employer un booster (note 304)
C'est un moteur auxiliaire à vapeur qui, au démarrage et aux faibles vitesses, utilise momentanément la charge qui pèse sur l'essieu porteur arrière pour augmenter l'adhérence, ce qui permet de relever l'effort de traction.
Il est employé au démarrage pour accroître l'accélération et aussi à la montée des fortes rampes pour donner un coup de collier.
L'essieu porteur arrière, supportant le foyer, est fortement chargé, sa charge se rapproche de celle des essieux moteurs et accouplés, par exemple 24 tonnes.
Si la charge de l'essieu porteur arrière était égale à celle des essieux accouplés, l'augmentation de l'adhérence procurée par le booster pourrait atteindre (fig. 378) :
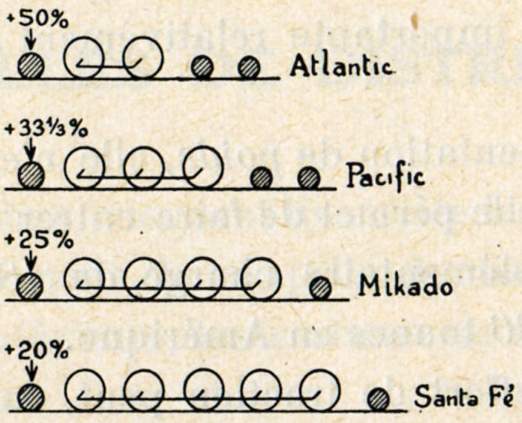
Fig. 378. - Augmentation en % de l'adhérence que peut procurer le «booster» selon le type de machine.
50 % dans le cas d'une locomotive Atlantic
33 1/3 % dans le cas d'une locomotive Pacific,
25 % dans le cas d'une locomotive Mikado,
20 % dans le cas d'une locomotive Santa Fé.
Ces chiffres montrent dans quels cas l'emploi du booster est le plus intéressant et donnent en même temps la limite des avantages qu'il peut procurer selon le type de machine.
Le moteur auxiliaire est fixé au châssis de la locomotive, sous la plate-forme du personnel. Il attaque généralement l'essieu porteur d'arrière au moyen d'un pignon et d'une roue dentée. Le booster s'applique aussi parfois aux deux essieux du bogie arrière qui, dans certains cas, supporte le foyer ; il peut être installé également sous le tender pour faire participer à l'adhérence les essieux de celui-ci.
Le booster est éliminé automatiquement dès qu'on atteint une vitesse fixée d'avance.
Les boosters sont de deux types :
Les boosters à grande vitesse trouvent avantageusement leur emploi sur les locomotives qui ont un faible poids adhérent par rapport à la puissance élevée de leur chaudière.
L'augmentation de prix due à la présence de ce moteur auxiliaire est peu importante relativement au coût total de la locomotive.
Quant à l'augmentation de poids, elle n'est guère que de 3 tonnes, alors qu'elle permet de faire entrer en jeu l'adhérence d'un essieu supplémentaire chargé de 18 à 25 tonnes en Europe, de 30 à 36 tonnes en Amérique.
Grâce à cela, l'effort de traction peut, dans des conditions moyennes, être augmenté de 1/6, soit 3.000 à 4.000 kg en Europe, de 5.000 à 6.000 en Amérique.
L'emploi du booster, nécessairement limité aux vitesses réduites pour lesquelles la chaudière fournit un excédent de vapeur, permet :
Avec les cylindres, viennent de coulée les conduits d'admission et d'échappement, la chapelle de distribution et, si les cylindres sont intérieurs, les embases de support de la chaudière.
La chapelle affecte la forme d'une boite rectangulaire si la distribution est à tiroir plan, ou celle d'un fourreau de section circulaire si elle doit recevoir des tiroirs cylindriques.
Pour faciliter l'accès de la glace de distribution, la paroi opposée à celle-ci est constituée d'un couvercle amovible ; parfois, en outre, la chapelle se ferme à l'avant par un plateau mobile.
Les locomotives offrent la plus grande variété quant à la position relative des chapelles et des cylindres, celle-ci dépend avant tout de l'emplacement disponible et de la facilité de la commande du distributeur.
Avec les cylindres extérieurs, les chapelles se placent naturellement au-dessus des cylindres ; exemples : les locomotives types 11, 53, 8 (fig. 379).
Avec les cylindres intérieurs, la présence de la chaudière oblige souvent à installer les chapelles extérieurement et alors elles se présentent obliquement, comme dans les locomotives type 8 (cyl. BP) (fig. 380) ; ou bien verticalement comme dans d'anciennes locomotives belges (fig. 381).
Rien n'empêche, si le diamètre des cylindres le permet, d'avoir une chapelle verticale commune aux deux cylindres intérieurs, comme dans les locomotives types 15, 18 et 44 à vapeur saturée (fig. 382). Mais alors on sacrifie l'accessibilité de la glace des tiroirs.
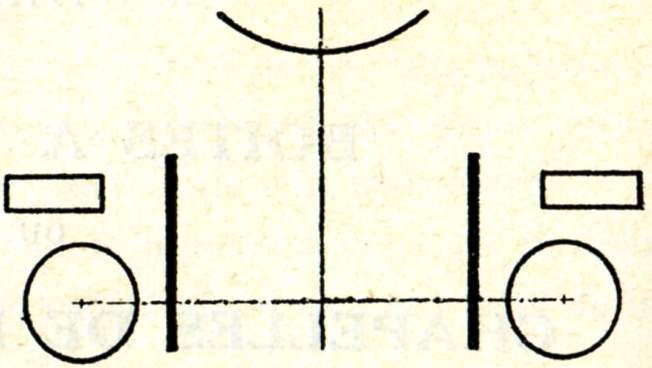
Fig. 379
Enfin, si l'axe de la chaudière est suffisamment élevé, les chapelles pourront se placer au-dessus des cylindres intérieurs ; exemple : les locomotives types 1, 12 et 41 à surchauffe (fig. 383).
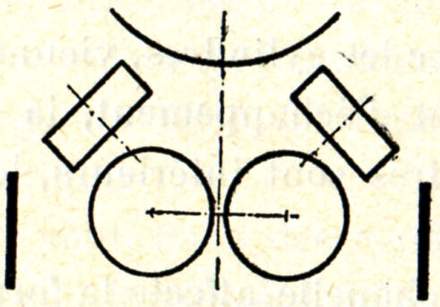
Fig. 380
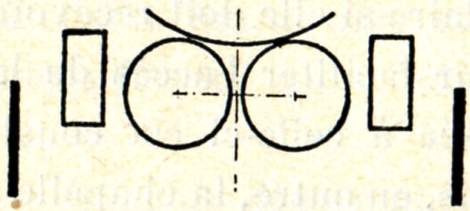
Fig. 381
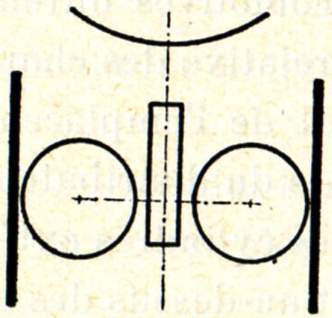
Fig. 382
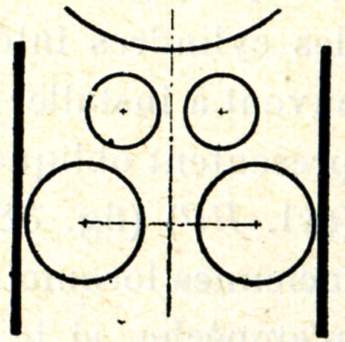
Fig. 383
Remarquons qu'avec les chapelles verticales intérieures ou extérieures (fig. 381 et 383), le tiroir, en marche à modérateur fermé, s'écarte de sa table sur laquelle il peut être violemment projeté si le machiniste ouvre trop brusquement le modérateur, d'où risques de bris du tiroir ; c'est pourquoi, dans certaines locomotives, un ressort fixé au cadre du tiroir presse constamment celui-ci sur sa table, l'écart du tiroir est donc toujours minimum. Cet inconvénient ne se présente pas avec les chapelles horizontales et inclinées (fig. 379 et 380), le tiroir étant pressé sur sa table par son propre poids ; si l'on ajoute à cet avantage celui de l'accès facile de la table, on constate que pour une machine à cylindres intérieurs, c'est la disposition de la figure 380 qui se présente comme la plus favorable.
La figure 384 montre l'assemblage des quatre cylindres et des quatre fourreaux de distribution de la locomotive Pacific type 1. La figure 385 représente le bloc des deux cylindres et des deux fourreaux de distribution de la locomotive Atlantic type 12.
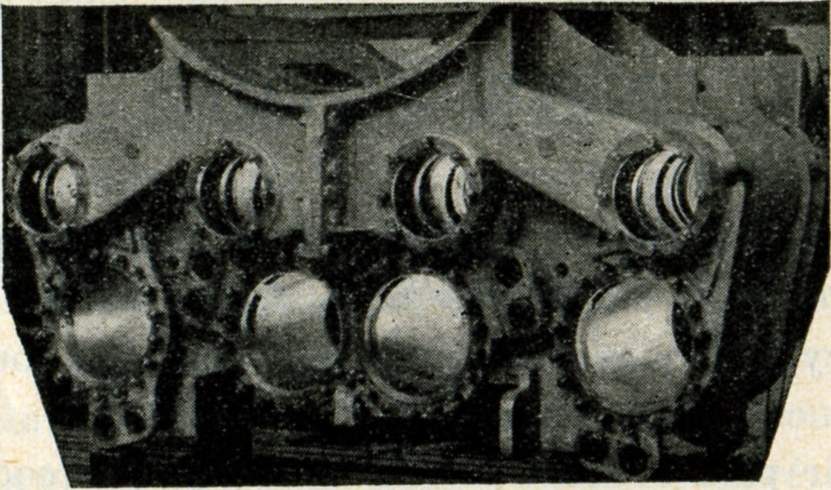
Fig. 384. - Ensemble formé par les quatre cylindres et par les quatre fourreaux de distribution de la locomotive Pacific type 1.
Fig. 385. - Bloc formé par les deux cylindres intérieurs avec leurs fourreaux de distribution de la locomotive Atlantic type 12.
Dans les locomotives, la distribution s'effectue par tiroirs plans ordinaires, par tiroirs à canal, par tiroirs équilibrés plans ou cylindriques et exceptionnellement par soupapes.
C'est le tiroir à coquille bien connu représenté figure 387. Simple et robuste, il se construit en fonte, en bronze ordinaire ou en bronze phosphoreux. Les tiroirs en fonte n'ont jamais été très en faveur à la S.N.C.B. où on ne les rencontre plus que dans le système équilibré appliqué à la machine-tender type 53.
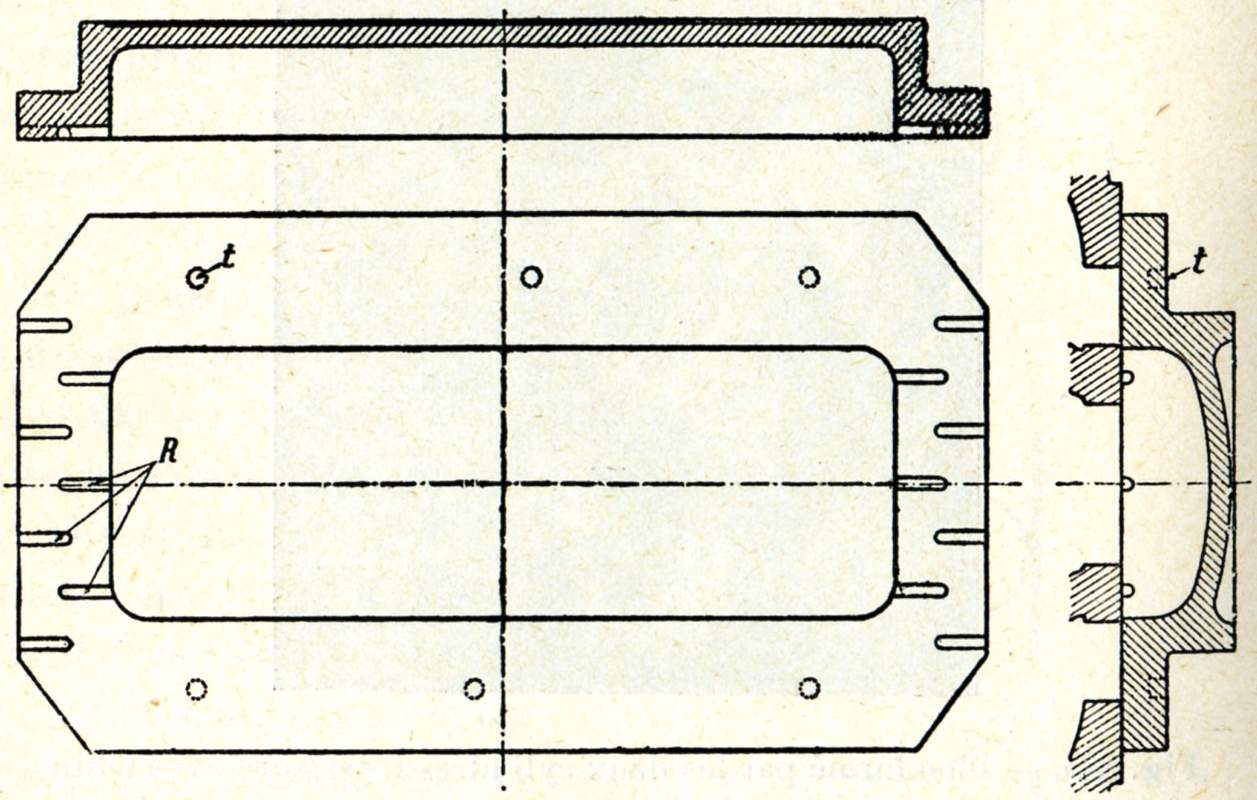
Fig. 387. - Tiroir plan ordinaire.
Les tiroirs plans ordinaires des machines à vapeur saturée sont en bronze phosphoreux, renfermant 78 % de cuivre, 11 % d'étain, 7,5 % de zinc et 3,5 % de cuivre phosphoreux à 9 % de phosphore.
Pour diminuer le frottement et l'usure, on pratique dans la face du tiroir en contact avec la glace des rainures de graissage R ; autrefois, quand celles-ci n'existaient pas, les bords de la table bleuissaient, indice de forte température et de commencement de grippement.
C'est le tiroir qui doit s'user de préférence à la table. La mise hors d'usage de la table entraine, en effet, celle du cylindre, les réparations n'ayant que peu de valeur. Le tiroir, au contraire, est facile à remplacer et relativement peu coûteux.
Néanmoins, le tiroir doit être assez solide pour pouvoir résister aux chocs qu'il subit quand, s'étant soulevé, il retombe brusquement sur sa glace.
Afin qu'on ne maintienne pas en service un tiroir dont l'épaisseur serait devenue trop faible, on creuse souvent au dos du tiroir quelques trous t dont la profondeur est précisément égale à l'épaisseur que conserve le tiroir quand l'usure limite est atteinte.
Le tiroir est conduit par un cadre rectangulaire forgé d'une pièce avec la tige ou claveté sur celle-ci. Comme le tiroir doit pouvoir se soulever de sa glace, en cas de compression exagérée et dans le cas de la marche à modérateur fermé, il glisse à frottement doux dans le cadre qui l'entraîne. Son soulèvement doit pouvoir atteindre 3 à 4 mm au moins. (Voir fig. 354 et 391).
Parfois, le cadre est muni d'une contretige.
Le recouvrement extérieur varie de 20 à 30 mm, le recouvrement intérieur est toujours beaucoup moindre, d'ordinaire 1 mm et même il arrive qu'il soit négatif, c'est-à-dire qu'il y ait un découvrement comme dans les tiroirs BP des locomotives compound type 8 (fig. 262).
Le tiroir plan ordinaire commandé par un excentrique a l'inconvénient de donner lieu à une ouverture lente de la lumière d'admission, surtout quand la machine fonctionne avec une détente prononcée.
Si nous nous reportons à ce qui a été dit relativement aux distributions, nous voyons, en effet, que lorsqu'on augmente la détente, l'excentrique fictif diminue de rayon et tend à s'orienter à 180° de la manivelle motrice. Dans ces conditions, au début de l'admission, l'excentrique est assez voisin de son point mort et l'on conçoit que non seulement la lumière est alors très peu ouverte, mais qu'en outre elle s'ouvre et se ferme lentement.
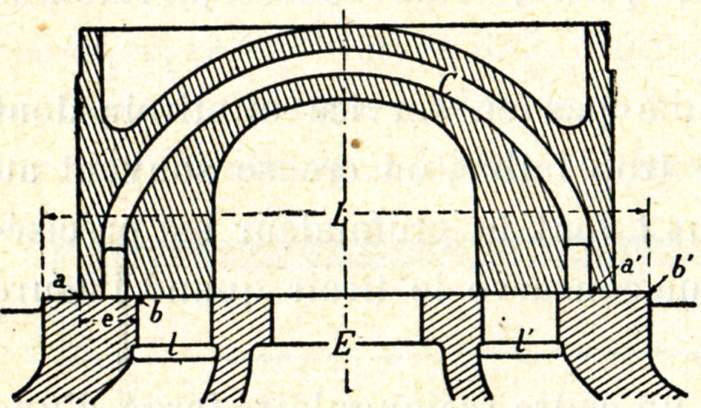
Fig. 388
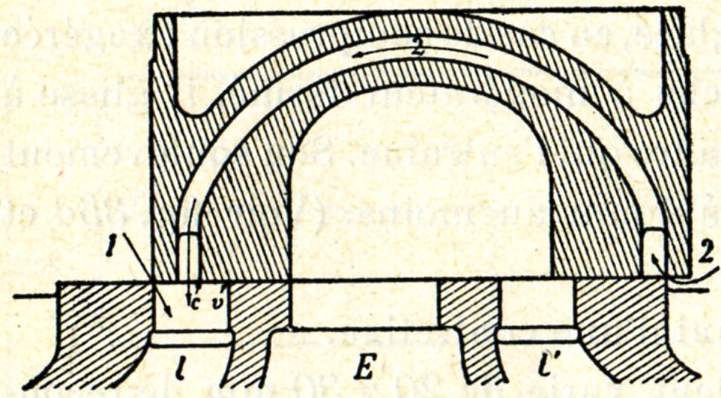
Fig. 389
Il en résulte un laminage qui empêche la vapeur de produire tout son effet. C'est d'ailleurs pour parer à cet inconvénient, qu'on ne peut jamais supprimer complètement, qu'on recourt à l'admission anticipée. Un remède, qui se présente naturellement à l'esprit, consiste à augmenter la course du tiroir et a faire croître ainsi plus rapidement les sections offertes au passage de la vapeur, tout en employant des lumières plus larges.
En agissant ainsi, on réduirait la perte due au laminage de la vapeur, mais on augmenterait en même temps la perle due au frottement du tiroir sur sa glace. Il arrive évidemment un moment où, par l'augmentation de la course, on perd plus qu'on ne gagne, c'est à ce moment qu'il convient de s'arrêter.
Le tiroir de Trick ou tiroir Allan (fig. 388 et 389) se présente dans cet ordre d'idées, dans des conditions beaucoup plus favorables que le tiroir ordinaire. Ce tiroir est pourvu d'un canal intérieur C et il glisse sur une table dont la longueur L doit être telle que, le tiroir se déplaçant vers la droite, par exemple, son arête extérieure a de gauche atteigne le bord b de la lumière d'admission du même côté au moment précis où l'arête a' à droite atteint le bord b' de la table.
Dès que le tiroir aura dépassé cette position (fig. 389), la vapeur s'introduira dans la lumière l à la fois directement (flèche 1) et par le canal intérieur (flèches 2). L'admission se fera donc par des ouvertures doubles de celles que donnerait un tiroir simple. L'ouverture réelle restera double jusqu'au moment où l'arête c du tiroir viendra coïncider avec l'arête c de la lumière l. Dès cet instant, le canal se ferme progressivement, l'admission diminue de ce chef d'une quantité qui est précisément égale à celle dont elle augmente par le découvrement de la lumière l produit par l'arête a qui glisse vers la droite. Pendant tout le temps que dure la fermeture du canal, l'ouverture réelle d'admission reste donc constante. Lorsque le canal est fermé, l'ouverture de l'admission augmente de nouveau jusqu'à ce que la lumière l soit totalement découverte.
Comme il est facile de le voir, quand le tiroir revient vers la gauche, la fin de l'admission s'opère comme s'est effectué le commencement, le canal n'influence en rien les antres phases de la distribution.
On voit donc que, grâce au canal intérieur, les étranglements de la vapeur au début et à la fin de l'admission seront réduits. On conçoit donc, en tenant compte de ce qui précède, que, toutes choses égales, la largeur de la lumière d'admission et le rayon d'excentrique les plus avantageux seront plus petits avec le tiroir à canal qu'avec le tiroir ordinaire. La somme des pertes dues aux étranglements et au frottement du tiroir sera moindre avec le premier qu'avec le second.
L'usage du tiroir à canal exige qu'on prenne une précaution ; il faut que, lorsque le tiroir se déplace, par exemple, vers la droite, son arête c ne dépasse jamais la bande de la table qui sépare la lumière d'admission l de la lumière d'échappement E, car alors la vapeur vive passerait directement de la chapelle de distribution dans la lumière d'échappement.
Le tiroir Trick est encore en usage sur les locomotives type 11, il est construit en bronze phosphoreux.
Si l'on considère un tiroir plan ordinaire, la pression de la vapeur l'applique fortement sur la table de distribution, empêchant ainsi très heureusement les fuites par l'échappement, mais créant d'autre part un frottement important qui use les surfaces frottantes, nécessite l'emploi de servo-moteurs pour le changement de la marche et fait perdre une partie de l'effort développé sur les pistons.
Ce frottement est proportionnel à la différence des efforts P et p qui s'exercent sur les faces supérieure et inférieure du tiroir (fig. 390).
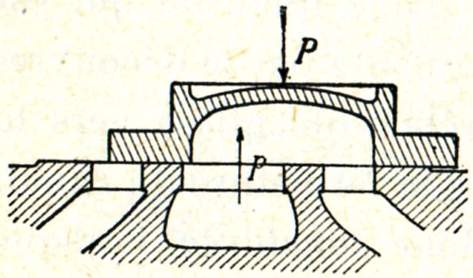
Fig. 390
La différence de ces pressions, variable avec la position du tiroir, est très considérable de sorte que l'effort à développer pour déplacer le tiroir s'élève souvent à plusieurs centaines de kilogrammes, même avec un graissage abondant. Le travail absorbé par le frottement qui s'exerce entre la table et le tiroir en mouvement atteint et dépasse fréquemment 2 % du travail développé par la vapeur sur les pistons.
On réduit ce frottement en équilibrant les tiroirs ; pour cela, on dispose de plusieurs moyens.
On peut d'abord avoir recours aux compensateurs qui soustraient une partie de la face supérieure du tiroir à la pression de la vapeur ; c'est la pratique américaine, adoptée par la S.N.C.B. sur les locomotives type 53 et sur les tiroirs HP des machines compound type 8.
Le compensateur des machines type 53 est du système Richardson (fig. 391). Sur le couvercle de chapelle est boulonné un plateau en fonte P dont la face inférieure est dressée parallèlement à la glace de distribution. Dans le dos du tiroir, on pratique deux rainures transversales et deux rainures longitudinales qui se recoupent à leurs extrémités de manière à former un rectangle. Chacune de ces rainures reçoit une barrette B, dessinée en noir sur la figure 391 et représentée isolément figure 392.
Chaque barrette pose sur un ressort à lame r qui la force à s'appliquer contre le plateau supérieur. On constitue ainsi une cavité centrale E dans laquelle la vapeur admise dans la chapelle ne pénètre pas et, afin que les fuites, toujours à craindre, ne permettent pas à la vapeur d'y rétablir sa pression, cette cavité communique constamment avec l'échappement par un trou visible sur la coupe du tiroir.
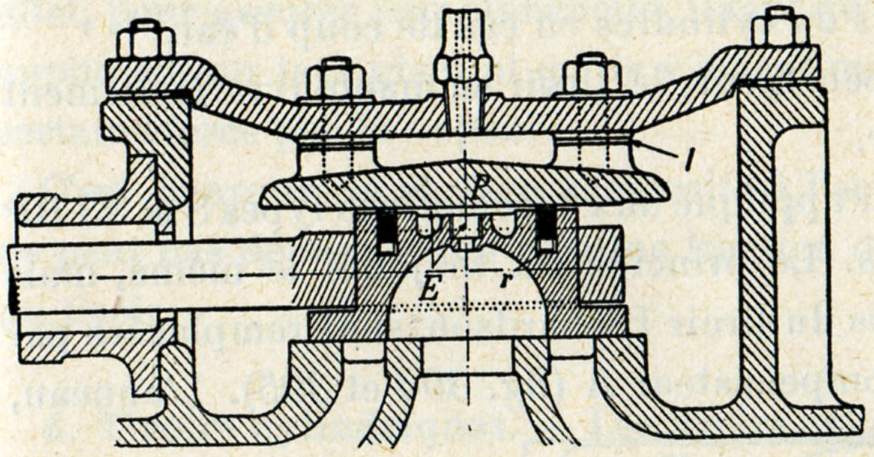 |
Fig. 392 |
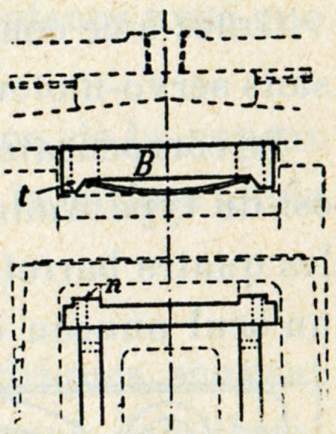 |
|
| Fig. 391 | Fig. 393 |
| Tiroir plan équilibré, système Richardson. - Loc. type 53. | |
L'efficacité de ce compensateur réside tout entière dans les soins apportés lors de l'ajustage et du montage. Les barrettes, les rainures et la table de frottement doivent être ajustées les unes sur les autres d'une manière précise, de façon à ne présenter que les jeux absolument indispensables au libre fonctionnement du système. La différence des pressions dans la chapelle et dans la cavité centrale presse les barrettes longitudinales contre les barrettes transversales et garantit l'étanchéité du joint. Enfin, les intercalaires I en cuivre permettent de rapprocher à volonté le plateau P de la table de distribution quand, par l'usure du tiroir et des barrettes, celles-ci ont une sortie trop prononcée de leurs rainures.
La figure 392 représente en élévation une barrette longitudinale pressée par son ressort. En cas de bris de celui-ci, les talons t limitent la chute de la barrette dans la rainure. La vue en plan (fig. 393) montre la façon dont les barrettes sont juxtaposées. Les quatre rainures étant ouvertes à leurs extrémités, les barrettes longitudinales sont retenues dans les rainures par les épaulements n, malgré le mouvement de va et vient du tiroir. Sur ces figures 392 et 393, le tiroir, le cadre et la chapelle sont représentés en traits interrompus.
On doit réserver un jeu de 2 mm entre la face supérieure du tiroir et le plateau P. Si ce jeu n'existait pas, le tiroir ne pourrait plus se soulever ; il en résulterait de sérieux inconvénients pour la conservation des cylindres lors de la marche à modérateur fermé et des dangers certains de bris pour les couvercles, pistons ou cylindres en cas de coup d'eau.
Grâce à ce compensateur, le tiroir se manœuvre facilement sans servo-moteur.
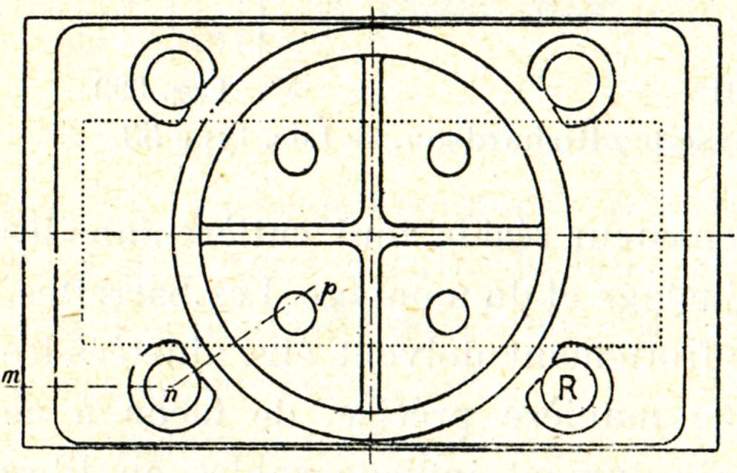 |
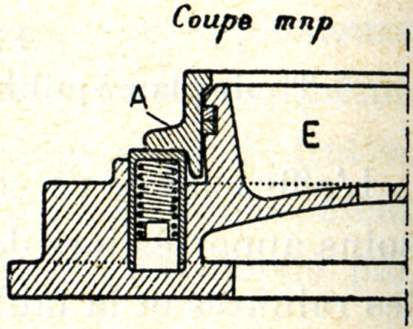 |
| Fig. 394 | Fig. 395 |
| Tiroir plan équilibré, système Adams (Cylindre HP des locomotives compound type 8). | |
Le compensateur appliqué aux locomotives types 8 et 33 BP est du type Adams. Le principe est toujours le même, mais les quatre barrettes du tiroir Richardson sont remplacées par un seul anneau compensateur A (fig. 394 et 395). L'anneau, en fonte, est pressé par quatre ressorts R contre le couvercle de chapelle renforcé en vue des rabotages ultérieurs. Chaque ressort est protégé par une capote en bronze qui suit tous ses déplacements. Pour obtenir l'étanchéité absolue entre la couronne compensatrice et le tiroir, on interpose entre eux deux cercles élastiques analogues à ceux des pistons de cylindre. Enfin, la cavité centrale E est également en communication constante avec l'échappement.
En cas de bris d'un des ressorts, l'anneau A est retenu par les capotes qui recouvrent les ressorts et aussi par le dos du tiroir lui-même.
La figure 394 représente le tiroir en plan avec l'anneau A enlevé.
Ce système est à coup sûr plus simple que le précédent ; sa construction relevant exclusivement du travail du tourneur, son étanchéité se maintient plus aisément.
Le tiroir est en bronze.
On ne peut équilibrer complètement les tiroirs plans. En effet, pour assurer leur étanchéité, il faut qu'ils soient toujours appliqués sur leur glace et qu'ils y soient maintenus avec une certaine force par la vapeur.
C'est pourquoi la surface soustraite à l'action de la vapeur ne peut pas dépasser une certaine fraction de la surface totale du tiroir.
Les tiroirs cylindriques, souvent appelés pistons distributeurs, sont entièrement équilibrés.
L'emploi des hautes pressions et surtout l'application de la surchauffe donnent à l'heure actuelle une très grande vogue à ce genre de distributeur, le problème du graissage des tiroirs plans dans ces conditions nouvelles devenant excessivement difficile.
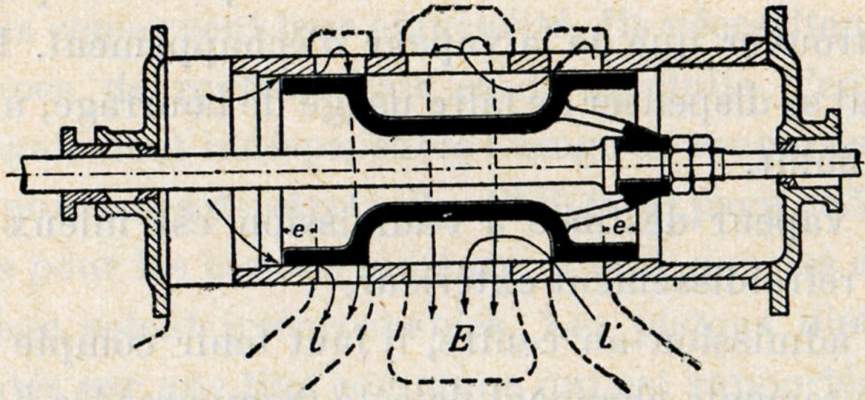
Fig. 396. - Tiroir cylindrique.
Le tiroir cylindrique n'est en somme qu'un tiroir plan enroulé sur lui-même, de manière que sa surface frottante prenne la forme d'un cylindre (fig. 396).
Si ce cylindre est creux, comme dans la figure 396, un seul orifice d'amenée de la vapeur dans la chapelle suffit, mais s'il était plein, il faudrait nécessairement une introduction à droite et une à gauche du tiroir.
Les tiroirs cylindriques se meuvent dans des chapelles de même forme, les lumières d'admission et d'échappement s'enroulent comme des anneaux creux tout autour des tiroirs et se raccordent par dessous aux lumières l, l’, E, habituelles du cylindre.
Généralement, dans les distributions par tiroirs cylindriques, la disposition de l'admission et de l'échappement est renversée, c'est-à-dire que l'admission se fait au centre et l'échappement par les deux extrémités (fig. 397).
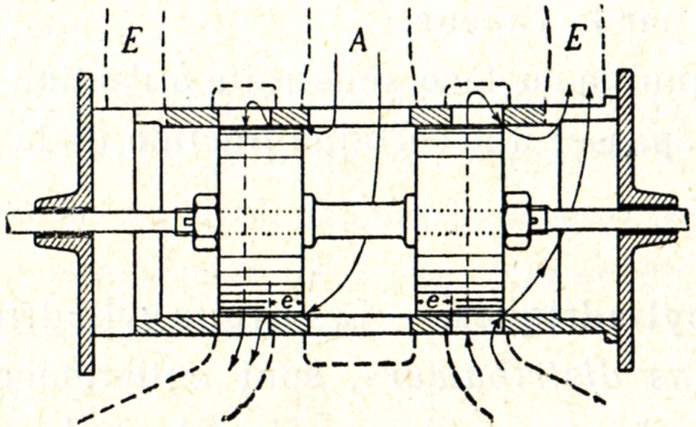
Fig. 397. - Tiroir cylindrique avec admission au centre.
On trouve à cette disposition les avantages suivants :
Avec l'admission au centre, il faut tenir compte de ce que les recouvrements changent de côté (comparer les figures 396 et 397) ; la règle pratique énoncée à la page 213 se renverse, l'excentrique devant être calé à l'opposé de la position qu'on lui donnerait dans une distribution par tiroir simple.
Les figures 366 et 367 montrent la disposition des tiroirs de distribution des cylindres HP des locomotives type 33.
Comme on le voit, l'étanchéité des pistons distributeurs est assurée par deux cercles de garniture. Ces pistons se meuvent dans des fourreaux cylindriques rapportés, dont la position exacte est assurée par un talon serré par le couvercle de chapelle.
Comme nous l'avons dit, les canaux d'admission et d'échappement sont en quelque sorte enroulés autour des fourreaux. La surface intérieure de ceux-ci formant une véritable glace de distribution, présente les lumières d'admission et d'échappement dont le développement est donné figures 366 et 367.
Pour que les cercles élastiques ne puissent pas s'élargir à leur passage sur les lumières, celles-ci sont interrompues de distance en distance par des pleins p (fig. 367). Du côté de l'admission, ces pleins se présentent obliquement pour éviter que les cercles se raient et ils sont inclinés alternativement dans un sens et dans l'autre pour que les cercles ne tournent pas dans le fourreau. Un de ces pleins est cependant parallèle à l'axe du distributeur, c'est celui qui correspond aux joints des cercles. Du côté de l'échappement, les ouvertures n'étant pas atteintes par le piston distributeur, les pleins sont disposés longitudinalement.
Comparés aux tiroirs plans, les tiroirs cylindriques entièrement équilibrés s'usent peu ; ils augmentent la section des lumières, mais ils exigent beaucoup de soin au montage si l'on veut qu'ils conservent leur étanchéité. Ils nécessitent l'emploi de soupapes de rentrée d'air et de conduits d'équilibre et rendent également indispensable l'usage de soupapes de sûreté ou de diaphragmes de sûreté (fig. 356) (voir page 285).
Comme pour les pistons moteurs, il faut que les conditions de montage soient irréprochables. Les pistons distributeurs sont montés sur une tige commune qui est supportée par des buselures calées à la presse dans les couvercles de la chapelle. Toutefois, aux locomotives type 29, la tige n'est guidée qu'à l'arrière (tige de tiroir sans contretige). Ces buselures assurent l'étanchéité grâce à une série de gorges annulaires pratiquées soit dans la tige, soit dans la buselure (garniture à labyrinthe) (fig. 402 et 407) ; la différence de pression de part et d'autre étant d'ailleurs faible : pression d'échappement d'une part, pression atmosphérique d'autre part.
Sur les locomotives de construction moderne, l'étanchéité des buselures a été améliorée par l'addition d'un bourrage (locomotives types 1, 12 et 29).
Les figures 398 à 401 représentent les schémas de principe du guidage des pistons distributeurs des machines belges.
Schémas de principe du guidage de la tige des pistons distributeurs p.
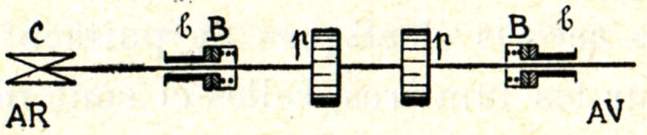
Fig. 398. - Locomotive Pacific type 1.

Fig. 399. - Locomotive type 10 et locomotives allemandes.
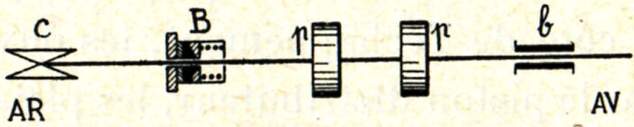
Fig. 400. - Locomotives types 5, 7, 12, 31.
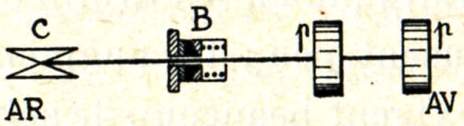
Fig. 401. - Locomotive type 29.
LÉGENDE :
C-AR = crossette arrière, b = buselure, B = bourrage d'étanchéité
La construction des pistons distributeurs affecte différentes formes : la figure 402 représente la disposition adoptée primitivement aux locomotives à surchauffe de la S.N.C.B. Cette disposition, bonne au point de vue de l'étanchéité, avait l'inconvénient d'être d'une réalisation assez coûteuse et d'occasionner parfois des résistances excessives au déplacement du tiroir.
La figure 403 représente un tiroir cylindrique dont l'emploi est général aux Etats-Unis. Il se compose d'un corps annulaire C en fonte ou en acier, supporté à chaque extrémité par deux plateaux R à six bras, généralement en fonte malléable. Ces trois pièces sont serrées l'une contre l'autre au moyen d'un écrou goupillé.
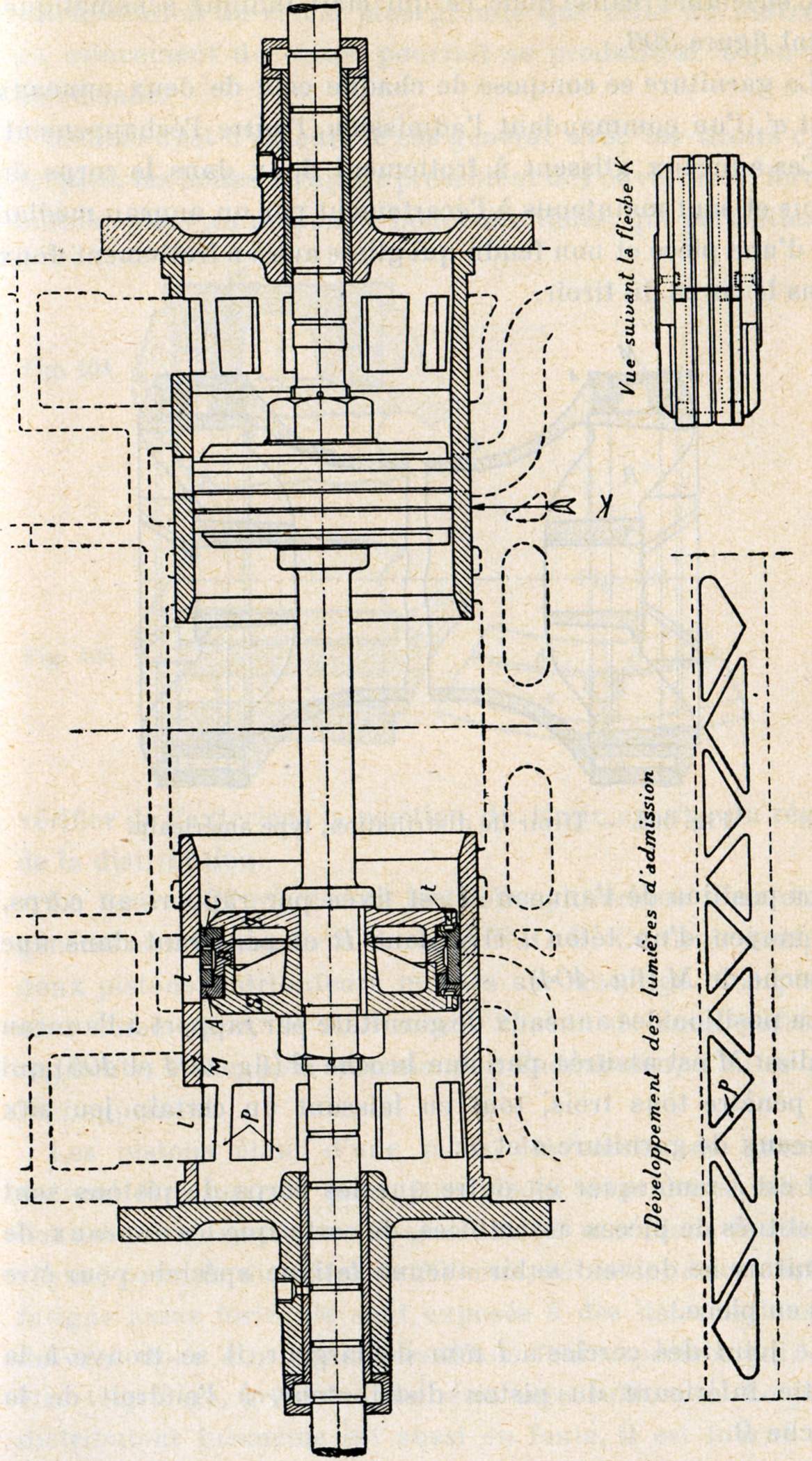
Fig. 402. - Tiroir cylindrique, ancien modèle, des locomotives à surchauffe de la S.N.C.B.
L'ensemble réalise donc ce qui était indiqué schématiquement figure 396.
La garniture se compose de chaque côté de deux anneaux a et a', l'un commandant l'admission, l'autre l'échappement.
Ces anneaux glissent à frottement doux dans le corps du tiroir et sont maintenus à l'écartement par un anneau médian M, d'une pièce et non fendu qui glisse aussi à frottement doux dans le corps du tiroir.
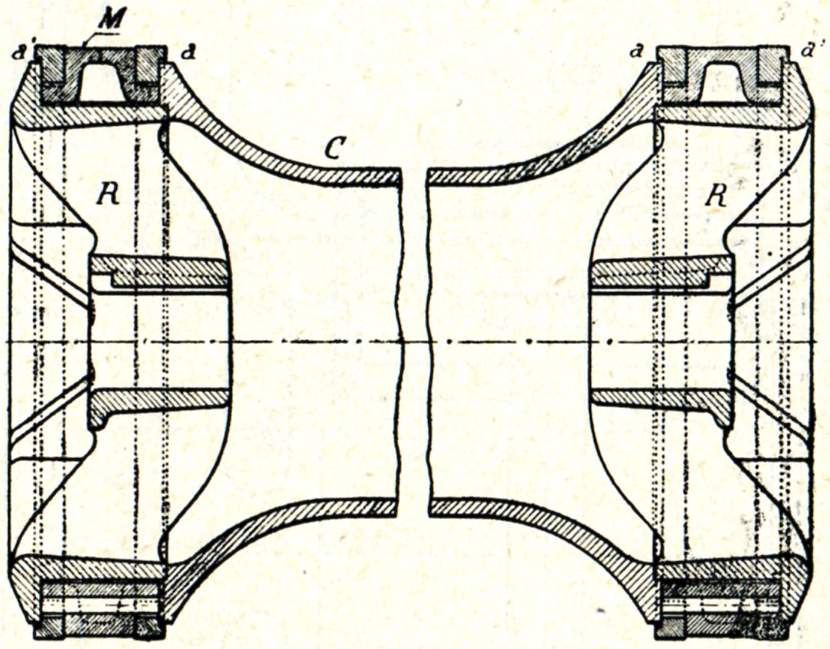
Fig. 403. - Tiroir de distribution, type américain.
La position de l'anneau M est fixée par rapport au corps, au moyen d'un téton t rivé dans R et pénétrant dans une encoche de M (fig. 404).
La position des anneaux de garniture par rapport à l'anneau médian M est assurée par une broche B (fig. 404 et 405) qui les pénètre tous trois, tout en laissant un certain jeu aux anneaux de garniture a et a'.
Il est à remarquer en outre que les corps de pistons sont constitués de pièces assemblées, de sorte que les anneaux de garniture ne doivent subir aucune fatigue spéciale pour être mis en place.
Le joint des cercles a 1 mm de largeur, il se trouve à la partie inférieure du piston distributeur, à l'endroit de la broche B.
Cet intervalle de 1 mm est nécessaire parce qu'il faut prévoir une dilatation du cercle plus grande que celle du fourreau ; un coincement du cercle pourrait se produire si le jeu était insuffisant.
Comme c'est d'ailleurs le cas général avec les tiroirs cylindriques, les boîtes à vapeur présentent des ouvertures, fermées normalement au moyen de bouchons filetés, qui permettent de vérifier de l'extérieur la position du tiroir en vue du réglage de la distribution.
| Fig. 404 | 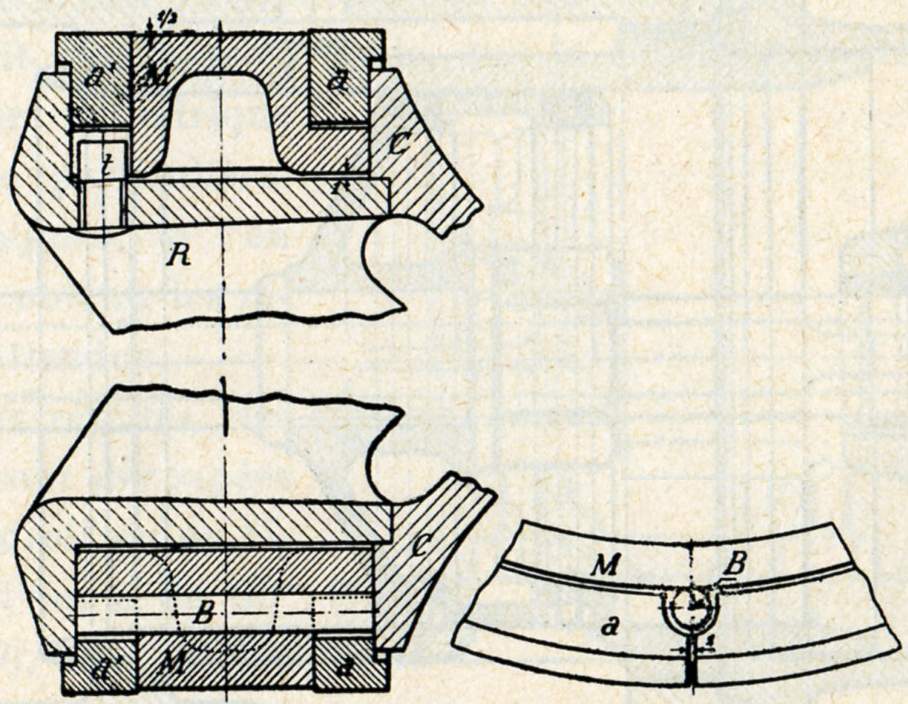 |
|
| Fig. 405 | ||
| Fig. 406 | ||
La figure 407 représente le tiroir cylindrique d'un emploi général aux locomotives de la S.N.C.B. Ce tiroir comporte deux pistons distributeurs montés sur une tige. Ces pistons sont d'une pièce, ils sont munis chacun de deux paires de segments, l'une pour commander l'admission, l'autre pour l'échappement.
Les pistons étant d'une pièce, les cercles de garniture doivent être ouverts pour être placés dans leurs rainures. Ces anneaux, ayant une épaisseur de 8 mm (dans le sens du rayon) pour un diamètre de 200 mm, subissent de ce chef une fatigue assez forte, ils sont exposés à des déformations, ils doivent donc être constitués d'une fonte spéciale qui, sans être trop dure, présente une résistance suffisante. Le piston distributeur lui-même est aussi en fonte, il est tourné à un diamètre inférieur de 3/4 mm seulement à celui du fourreau, de sorte qu'il doit être considéré comme réglant les phases de la distribution par sa surface cylindrique extérieure, par les arêtes A et A' ainsi qu'on le voit dans le détail donné figures 410, 411 ainsi que sur la figure 409, où les recouvrements à l'admission et à l'échappement sont respectivement de 38 et 2 mm.
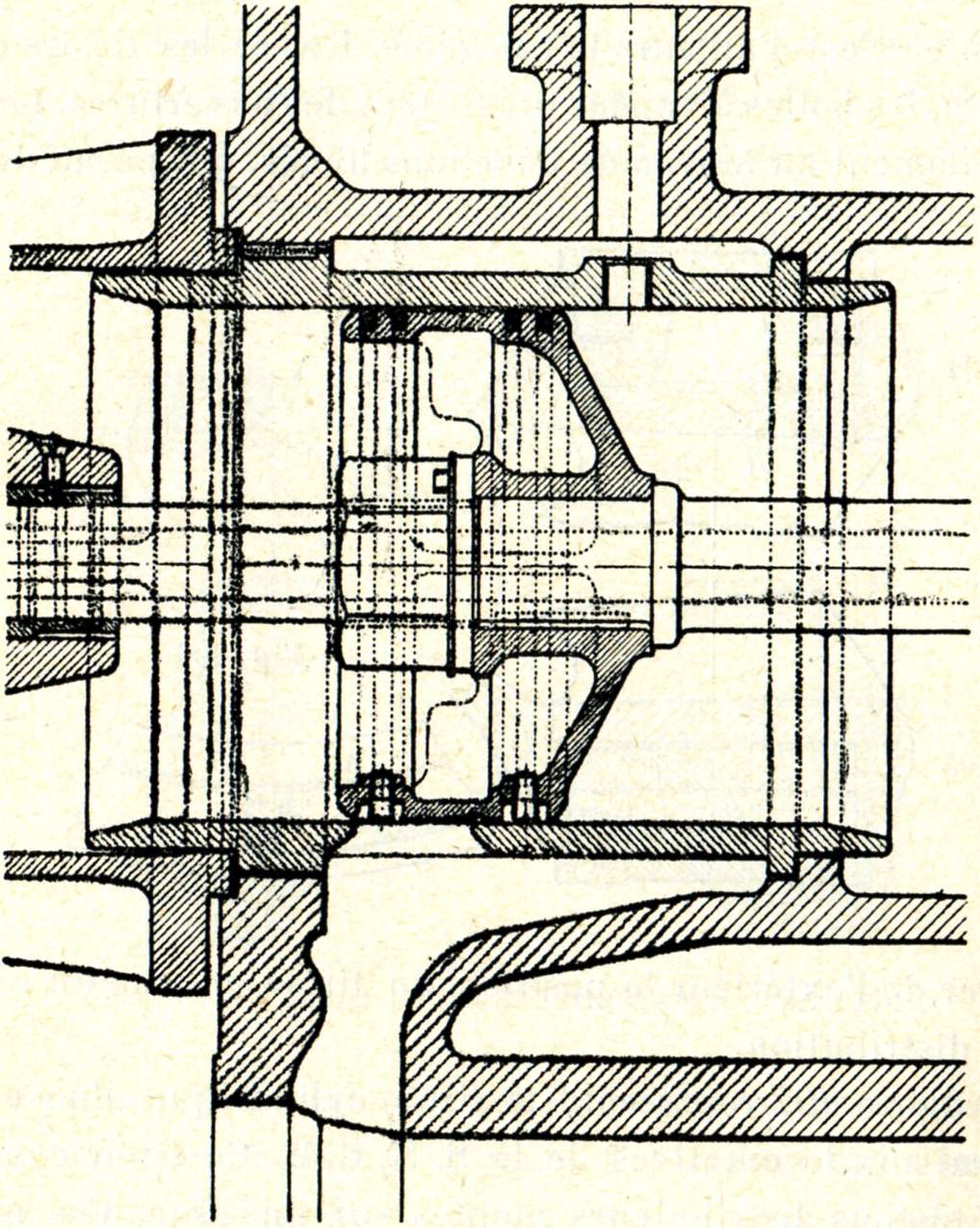
Fig. 407. - Tiroir de distribution des locomotives allemandes.
 |
 |
| Fig. 408 | Fig. 409 |
Aux locomotives types 1 et 12, sur lesquelles le même distributeur est appliqué, c'est le bord A' du cercle qui règle les phases de la distribution (fig. 408). Ce mode de construction est aussi appliqué actuellement aux locomotives d'origine allemande.
Il va de soi que, pour que le corps du piston distributeur continue à jouer correctement son rôle de distributeur, il convient de veiller à ce qu'il ne présente jamais un jeu exagéré dans le fourreau. Le jeu initial entre le fourreau et le distributeur est de 2 mm sur le diamètre.
Lorsque, par suite de l'usure du fourreau, ce jeu atteint 5 mm, le piston distributeur doit être remplacé.
On voit, par ce qui précède, que la construction de ce type de tiroir cylindrique doit être particulièrement soignée, si l'on veut en obtenir les résultats attendus.
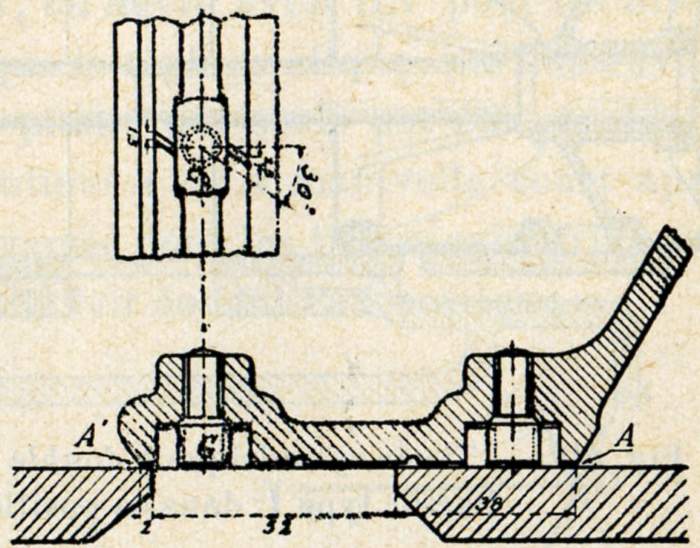
Fig. 410 et 411
Les extrémités des cercles sont découpées à angle droit ou en biseau à l'angle de 30° (fig. 410), avec un jeu circonférentiel de 0,1 mm. Les cercles sont maintenus en place au moyen d'un goujon G vissé dans le corps du piston distributeur et s'emboitant dans des encoches latérales pratiquées dans les cercles de part et d'autre du joint.
Les cercles de garniture doivent être l'objet de soins périodiques pour empêcher qu'ils se calent dans leurs rainures par suite de la présence de cambouis ou d'huile carbonisée et qu'ils perdent ainsi toute élasticité.
Dans les locomotives à grande vitesse, lorsque l'on marche à faible admission, il est important, pour éviter les chutes de pression dues aux étranglements de la vapeur, d'offrir à celle-ci des sections d'écoulement suffisantes. C'est dans ce but que l'on emploie parfois, comme dans la locomotive Pacific type 1, des tiroirs à double admission.
Les figures 412 et 413 montrent que, lorsque le bord de la lumière normale d'admission est découverte (flèche 1), il y a en même temps admission par la lumière supplémentaire (flèche 2).
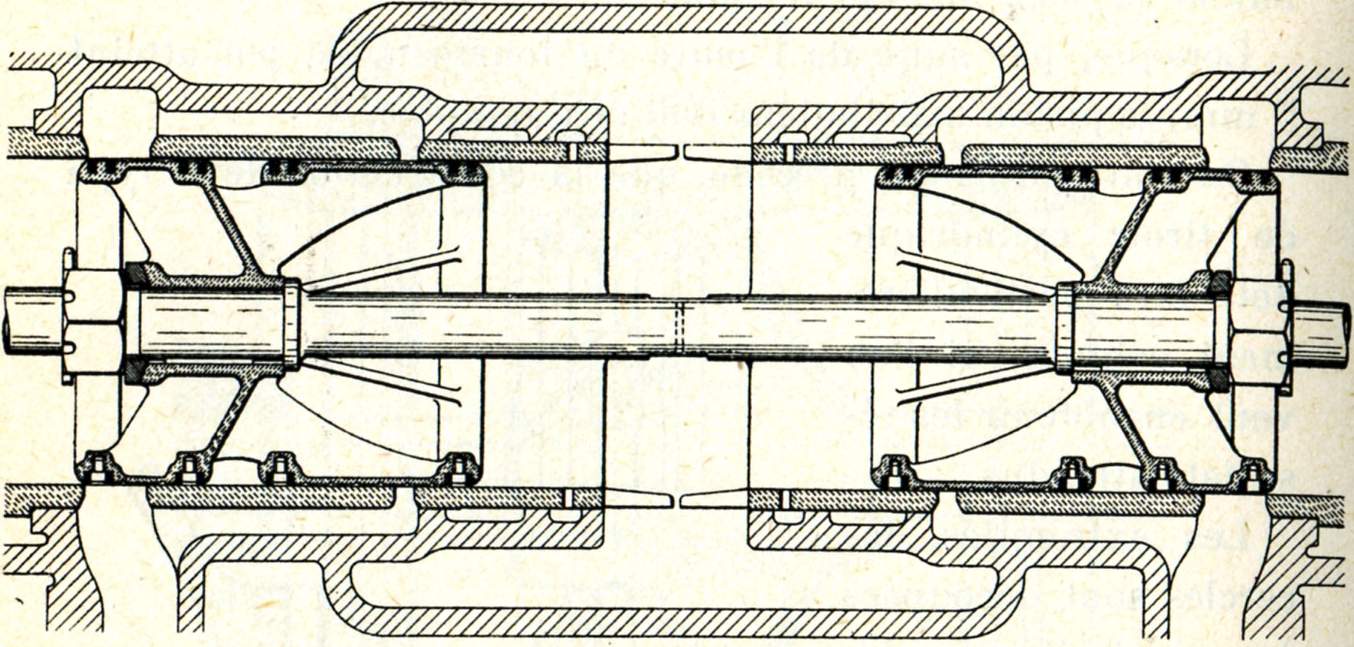
Fig. 412. - Tiroir cylindrique à double admission de la locomotive Pacific type 1, dans sa position moyenne.
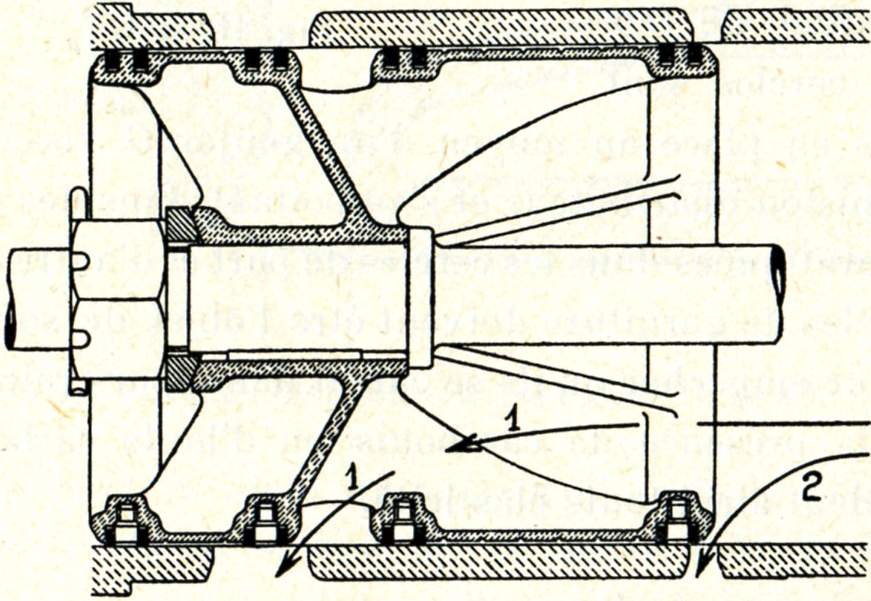
Fig. 413. - Tiroir cylindrique dans la position de double admission (échelle double).
Concernant les distributions à tiroirs cylindriques et celles où, d'une façon générale, a lieu un renversement du sens de commande.
Tiroirs cylindriques. - Nous avons vu qu'avec les tiroirs cylindriques, on admet presque toujours actuellement la vapeur par le centre (note 327), alors qu'avec les tiroirs plans on l'admettait par l'extérieur (fig. 396 et 397). Il en résulte que, tandis qu'en vue de provoquer l'admission par la lumière de gauche le tiroir plan était poussé vers la droite, nous devrons, pour arriver au même résultat, déplacer le tiroir cylindrique vers la gauche, c'est-à-dire en sens contraire.
Il serait facile de vérifier que, si l'on veut conserver le même sens de marche, il faudra décaler l'excentrique de 180° (fig. 414) ; au lieu de ON, on devra avoir ON' pour les tiroirs cylindriques. De sorte que la règle pratique que nous avons donnée pour les tiroirs plans, qui seuls ont été considérés dans l'étude des distributions : «La manivelle court après l'excentrique», sera renversée pour les tiroirs cylindriques et s'énoncera : «La manivelle fuit devant l'excentrique».
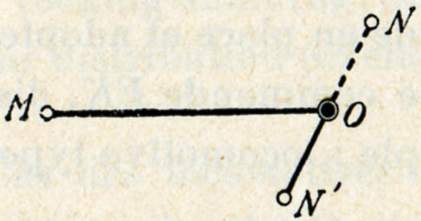 |
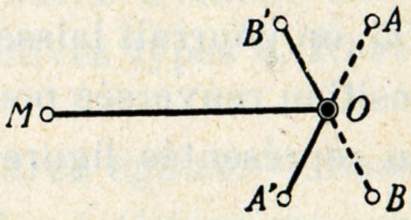 |
| Fig. 414 | Fig. 415 |
La distribution Stephenson devra se réaliser au moyen de deux excentriques diamétralement opposés à ceux qui sont employés avec les tiroirs plans. On aura OA' pour la marche avant et OB' pour la marche arrière (fig. 415 à rapprocher de la figure 275, page 224).
Dans la distribution Walschaerts, il ne suffira pas de caler l'excentrique à 90° en arrière de la manivelle motrice au lieu de le caler à 90° en avant, il faudra en même temps modifier ce qui tient lieu du deuxième excentrique, c'est-à-dire le levier d'avance relié à la crosse du piston.
Au lieu de SKR (fig. 301 et 416), on aura SRK (fig. 417), c'est-à-dire que le point d'attaque de la tige du tiroir se trouvera non plus à l'extrémité du levier d'avance, mais entre les deux points d'attaque du levier.
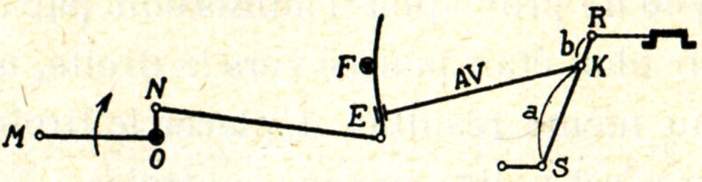
Fig. 416
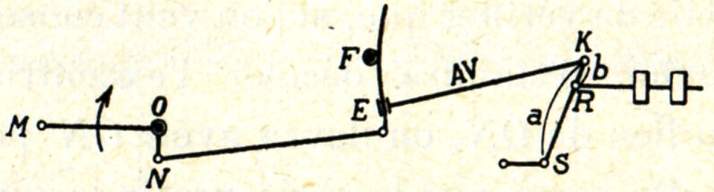
Fig. 417
Comme on le voit, le mouvement donné par le levier d'avance est renversé. Les longueurs a et b sont toujours dans le même rapport ![]() (page 243).
(page 243).
Tenant compte de ce qui a été dit à propos des figures 304 et 305, on pourrait laisser l'excentrique en place et adopter la disposition renversée pour la bielle de commande EK, disposition représentée figure 418. (Exemple : locomotive type 9).
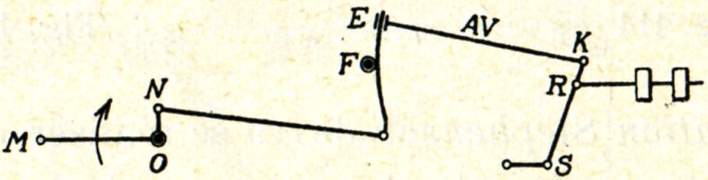
Fig. 418
La coulisse joue alors le rôle d'appareil de renversement, les points d'attaque du levier d'avance étant changés comme dans la figure 417.
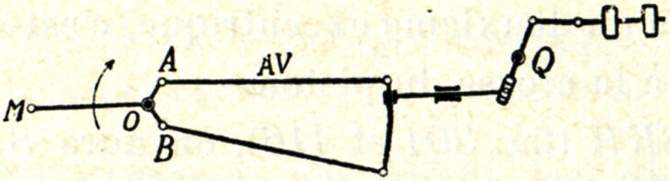
Fig. 419
Dans bien des cas, on préfère conserver les mêmes excentriques que pour les tiroirs plans ordinaires, on doit alors provoquer le renversement du sens du mouvement au moyen d'un levier de renvoi. Les deux bras du levier de renvoi peuvent être dans un même plan (simple balancier de renvoi) (fig. 419), comme ils peuvent se trouver dans des plans différents (rocking-shaft), ils sont alors réunis par un arbre Q formant pivot (fig. 419) (exemple : locomotive type 41 à surchauffe).
Cas des machines à quatre cylindres égaux. - Les deux mécanismes voisins ont les manivelles opposées, c'est-à-dire calées à 180° l'une de l'autre, les mouvements des tiroirs de ces deux mécanismes devront être semblables et renversés. Si la distribution d'un des mécanismes est bien établie, le mouvement pourra être donné au tiroir du mécanisme voisin par renvoi de mouvement, par balancier simple (fig. 421) ou par rocking-shaft (fig. 420) ; il sera inutile d'établir une nouvelle distribution (exemples : locomotives types 9, 10 et 36).
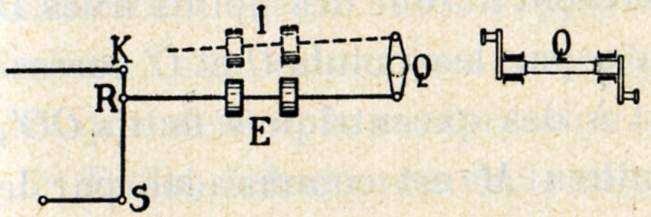 |
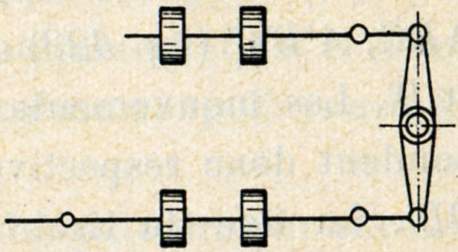 |
| Fig. 420 | Fig. 421. - Balancier de renvoi. |
Cas des locomotives à trois cylindres égaux. - Dans ces machines, la distribution du cylindre intérieur est souvent obtenue en combinant les mouvements des deux distributions extérieures.
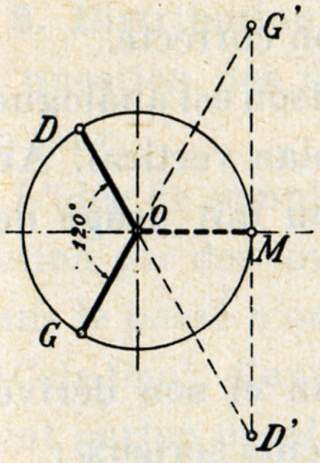
Fig. 422
Excentriques fictifs OD, OG, OM.
Nous avons vu que le mouvement d'un tiroir de distribution peut toujours être considéré comme obtenu au moyen d'un excentrique fictif dont le rayon et l'angle de calage varient avec la position du levier de changement de marche. Dans le cas qui nous occupe, les distributions des cylindres extérieurs sont commandées par un même arbre de relevage, les excentriques fictifs de ces distributions ont toujours le même rayon et ils sont toujours calés à 120° l'un de l'autre, quelle que soit la position du coulisseau dans la coulisse. Voici maintenant, à titre d'exemple, comment les mouvements donnés par les deux excentriques fictifs OD et OG (fig. 422) dont nous venons de parler, sont combinés pour donner le mouvement correspondant à l'excentrique fictif du tiroir du milieu.
Cet excentrique fictif OM doit évidemment être calé à 120° des deux autres (fig. 422).
Les mouvements des tiroirs extérieurs D et G sont renversés et amplifiés dans le rapport de 1 à 2 par les leviers de renvoi ABC, A'B'C' (fig. 423) qui pivotent autour des points fixes B et B'. Les mouvements donnés par les points C et G correspondent donc respectivement à des excentriques fictifs OG', OD'. La tige du tiroir du milieu M est commandée par le point K, milieu du balancier EKE' dont les extrémités sont actionnées par les points C et G dont nous venons de parler. Le mouvement du point K participe donc, par parts égales, aux mouvements de C et de G, comme cela se passe pour le coulisseau d'une coulisse Stephenson quand il se trouve au milieu.
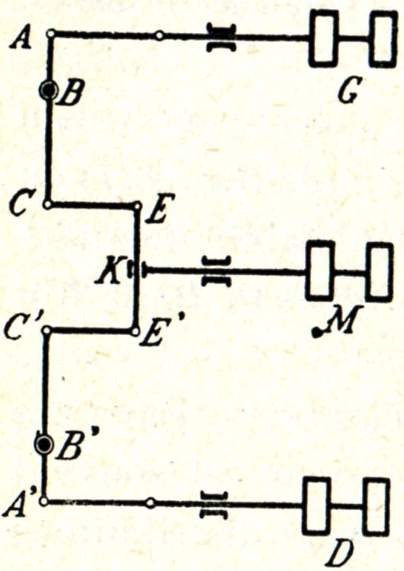
Fig. 423
Les excentriques fictifs OG' et OD' se combinent ainsi pour donner un excentrique fictif résultant OM (fig. 422) qui correspond au mouvement du point K et qui est précisément calé à 120° des deux autres OG et OD, tout en ayant le même rayon. On voit que la distribution du cylindre intérieur est ainsi assurée d'une façon correcte.
Dans d'autres cas, le mécanisme de combinaison est analogue au précédent, mais il est développé dans le plan vertical. Au lieu de balanciers de renvoi horizontaux, on fait usage de rocking-shafts à axe horizontal.
Le tiroir plan et son dérivé le tiroir cylindrique présentent des inconvénients sérieux :
On s'est donc ingénié à remplacer les tiroirs par des distributeurs indépendants pour l'admission et l'échappement et à commander leur mouvement par des dispositifs rendant l'ouverture et la fermeture des lumières plus rapides.
Dans cet ordre d'idées, la distribution Bonnefond, à quatre tiroirs et la distribution Durand-Lencauchez, à quatre robinets genre Corliss, ont fait l'objet d'essais restreints et la distribution par soupapes Lentz jouit en Autriche de quelque faveur. La distribution Lentz, appliquée en premier lieu aux locomotives en 1905, comporte quatre soupapes à double siège placées dans une chapelle commune, deux soupapes servent à l'admission, les deux autres à l'échappement.
Depuis quelques années, la question des distributions par soupapes revient à l'ordre du jour.
L'idée de remplacer sur les locomotives les tiroirs de distribution par des soupapes est ancienne, mais les essais entrepris dans le passé n'ont eu que peu de succès.
Cela tient, d'une part, à ce que les soupapes équilibrées doivent porter simultanément sur leurs deux sièges, ce qui exige un ajustage particulièrement précis. En outre, des dilatations inégales des soupapes et des sièges donnent lieu à des fuites. Enfin, dans le passé, les métaux dont on disposait, supportaient mal aux grandes vitesses les battements rapides des soupapes sur leurs sièges.
Les soupapes sont commandées :
Quels avantages recherche-t-on dans l'emploi des soupapes de distribution comparativement aux tiroirs ?
1°) Comme nous l'avons dit plus haut, les tiroirs plans et cylindriques exigent des conduits d'admission et d'échappement de grande longueur, d'où augmentation de l'espace mort.
Ces conduits sont de forme tourmentée, d'où chute de pression à l'admission et contrepression à l'échappement.
Ces conduits servent tour à tour pour l'admission et pour l'échappement, ils subissent donc des variations de température qui entraînent des condensations préjudiciables au rendement de la machine.
Avec la commande ordinaire par excentrique, les lumières ne se découvrent que très lentement.
Enfin, dans les distributions par tiroirs commandés par excentriques, ce qui est le cas des distributions par coulisses, les phases de la distribution sont liées entre elles.
C'est ainsi que, lorsque en vitesse on réduit la période d'admission, l'on augmente du même coup l'avance à l'échappement et la compression. Inversement, aux grandes admissions correspondent de courtes avances à l'échappement et de faibles compressions.
Mais il y a encore autre chose.
A mesure que l'on augmente le timbre des chaudières des locomotives (actuellement 18 à 20 kg/cm²), les longues détentes qui suivent les courtes admissions deviennent de plus en plus utiles. Or, avec les tiroirs, à ces longues détentes correspondent des périodes d'avance à l'échappement et de compression que certains estiment exagérées.
Au contraire, la commande par cames des soupapes de distribution permet de réaliser l'avance à l'échappement et la compression indépendamment du degré d'admission.
Il s'ensuit qu'en vitesse, c'est-à-dire lors des courtes admissions, la surface du diagramme d'indicateur, qui représente le travail produit par la vapeur, devient, en principe, plus grande qu'avec les distributions par coulisses.
Enfin, comme avec les soupapes, on sépare l'admission de l'échappement, il en résulte une réduction des espaces morts et une diminution des condensations à l'admission.
Cependant, si l'on se contente de remplacer les tiroirs par des soupapes en conservant la commande par coulisses, la liaison des phases de la distribution subsiste.
2°) Les soupapes à double siège sont pour ainsi dire équilibrées et n'offrent par conséquent qu'une résistance très faible à l'ouverture et à la fermeture.
Dès que la soupape se lève, la vapeur s'écoule à la fois par le siège supérieur et par le siège inférieur, de sorte que, pour un déplacement h de la soupape, la hauteur de l'ouverture livrant passage à la vapeur est égale à 2h (page 272).
3°) Pour une section de passage de vapeur donnée, le poids d'une soupape à double siège est infiniment plus faible que celui d'un tiroir, même allégé au maximum (tiroir en tôle soudée, par exemple).
Ainsi, pour une locomotive compound qui doit présenter de très larges sections de passage de vapeur à travers ses distributeurs basse-pression, on parvient à le faire sur les machines les plus puissantes avec des soupapes dont l'équipage mobile ne pèse que de 4 à 5 kg, tandis qu'il faudrait des tiroirs cylindriques pesant plus de 50 kg.
D'autre part, pour obtenir la section de passage en pleine ouverture, il suffit de lever la soupape d'un huitième de son diamètre, soit d'environ 3 cm, tandis que, à ouverture égale, il faudrait donner au tiroir une course de 20 cm environ.
Les effets d'inertie auxquels donnent lieu les mouvements des distributeurs à soupapes sont donc infiniment plus faibles que ceux qui existent avec les tiroirs. Grâce à ce très faible poids, on peut se permettre de lever les soupapes avec une très grande vitesse.
4°) Dans les locomotives à simple expansion, à très haute surchauffe, la température élevée de la vapeur tend à provoquer la décomposition des huiles de graissage, qui perdent alors leur valeur lubrifiante. Bien que l'on dispose aujourd'hui d'huiles pour cylindres qui résistent à une température de plus de 400", l'on peut tourner la difficulté en employant des soupapes qui, ne frottant pas sur une glace comme les tiroirs, n'ont pas besoin d'être lubrifiées.
Tout en tablant sur les avantages que procurent les soupapes en tant qu'organes de distribution, c'est-à-dire :
les inventeurs ont eu le plus souvent le souci de supprimer la liaison des phases de la distribution en abandonnant la commande par coulisse.
Dans ce cas, les inventeurs visent surtout la possibilité de réaliser aux grandes vitesses les degrés d'admission très réduits qui permettent de détendre plus complètement la vapeur, sans pour cela être obligé de subir les longues avances à l'échappement et les longues compressions, inévitables avec la commande par coulisse des distributeurs.
En fait, comment cette question se présente-t-elle ?
1. Une avance à l'échappement trop longue arrête prématurément la détente, c'est-à-dire bien avant la fin de la course.
Cet écourtement de la détente fait tomber plus rapidement la pression de la vapeur, d'où réduction de la surface du diagramme d'indicateur, c'est-à-dire du travail de la machine.
Mais une avance à l'échappement trop courte, succédant à une détente plus complète, peut donner lieu, lors de l'échappement proprement dit, à une contre-pression excessive, la pression à l'échappement n'atteignant son minimum que bien après le début de la course de retour du piston, d'où réduction de la surface du diagramme d'indicateur.
Remarquons, et ceci est très important, qu'une contre-pression excessive peut être également due à une insuffisance des sections de passage offertes à la vapeur à travers les orifices de distribution ; si telle est la situation, une contre-pression qui serait due à une avance à l'échappement trop tardive, n'en serait que plus prononcée.
2. La compression. - Comme il y a toujours du jeu dans les articulations, s'il n'y avait pas de compression, à chaque passage des points morts, où le mouvement du piston et de la bielle change brusquement de sens, des chocs violents se produiraient. La vapeur, comprimée en fin de course, forme un matelas contre lequel vient s'appliquer le piston, ce qui permet aux organes du mouvement de passer les points morts sans chocs.
Enfin, la compression de la vapeur se fait, en bout de course, dans l'espace mort et concourt au remplissage de celui-ci. Mais il ne faut évidemment pas que la compression soit trop forte, sinon elle donne lieu à des chocs et à des trépidations et la locomotive «court» moins librement.
Dans quelle mesure ces conséquences de la liaison des phases constituent-elles un inconvénient réel ?
Il est d'abord un fait, c'est qu'on peut les corriger :
1. Si l'on donne un recouvrement intérieur approprié au tiroir, on peut retarder le moment où commence l'avance à l'échappement, avec cette contre-partie que la compression commencera plus tôt qu'auparavant (page 220).
2. En donnant au tiroir un découvrement intérieur, on réduira la compression mais on augmentera l'avance à l'échappement.
Selon que l'on aura affaire à une locomotive à grande vitesse ou à faible vitesse, on jouera judicieusement du recouvrement intérieur ou du découvrement intérieur pour obtenir une meilleure répartition des phases.
Faut-il rappeler que l'avance à l'échappement doit être suffisante pour que, dès le début de sa course de retour, le piston n'ait devant lui que de la vapeur à très basse pression.
D'autre part, puisque c'est aux faibles degrés d'admission que les plus grandes vitesses sont atteintes, l'avance à l'échappement doit augmenter quand l'admission diminue, car on doit s'y prendre à temps pour effectuer les opérations d'évacuation ou de remplissage des cylindres.
Remarquons encore qu'une avance à l'échappement trop tardive conjuguée avec une ouverture brusque des orifices d'échappement (cas des soupapes) a une répercussion fâcheuse sur le tirage et, par suite, sur la conduite du feu, et, c'est ce qui distingue la locomotive des machines fixes, dans lesquelles il n'existe pas de liaison fonctionnelle entre la chaudière et le moteur qu'elle alimente (voir 4e partie «l'échappement»).
Quant à la compression, elle doit varier en sens inverse du degré d'admission et, par conséquent, elle doit augmenter lors de la marche à grande vitesse avec admission réduite.
Conclusions. - Nous voyons donc que la liaison des phases influence plutôt celles-ci dans un sens favorable. C'est ce qui amène à dire que si l'introduction des distributions par soupapes n'avait pas d'autre objet que de réaliser l'indépendance des phases de la distribution, il n'y aurait là qu'une justification insuffisante à leur emploi.
Mais, si l'on recourt aux soupapes pour en retirer les avantages qu'elles procurent en tant qu'organes de distribution, alors la chose est pleinement justifiée.
Du point de vue pratique, il va sans dire que ces avantages ne doivent pas être compromis par des avaries plus fréquentes ou par un entretien plus difficile.
Les pistons-valves remplacent quelquefois les soupapes.
Les pistons-valves sont de véritables portions de tiroirs cylindriques qui se déplacent devant une couronne d'orifices qu'ils démasquent ou obturent (fig. 424).
Ce distributeur se rapproche beaucoup des soupapes, en ce sens que les deux sièges des soupapes équilibrées sont remplacés par de courtes surfaces cylindriques, toutes deux de même diamètre, dans lesquelles glissent des pistons de longueur réduite.
La fermeture des orifices se fait ainsi sans chocs.
Du point de vue «inertie», les pistons-valves présentent les mêmes avantages que les soupapes.
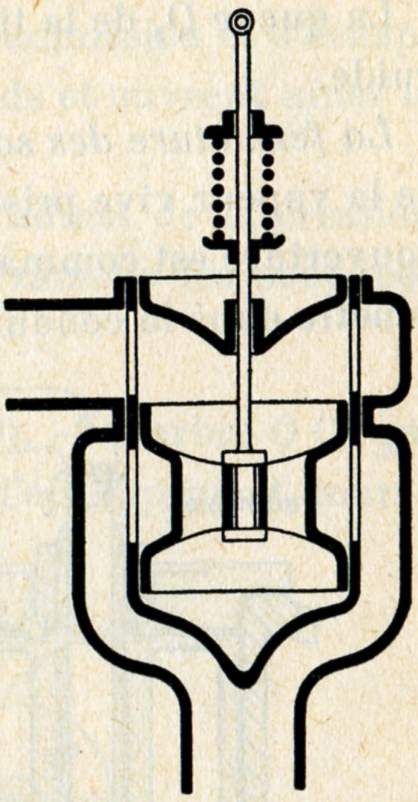
Fig. 424. - Distribution par pistons-valves.
Bien que les courses soient assez faibles et que, par conséquent, les frottements soient moins importants qu'avec les tiroirs cylindriques ordinaires, la difficulté du graissage subsiste dans le cas de la vapeur à très haute surchauffe.
Cette distribution, qui a reçu une large application dans son pays d'origine, l'Italie, a été montée sur la locomotive Atlantic n° 12006, type 12, de la S.N.C.B.
But. - La distribution Caprotti a pour but de permettre de réaliser de très faibles admissions, tout en conservant :
Il y a 4 soupapes par cylindre : 2 pour l'admission, 2 pour l'échappement. Elles sont du type à double siège et disposées verticalement (fig. 425 à 434).
L'ouverture de ces 4 soupapes est commandée par les poussoirs p agissant de haut en bas sur la tige t des soupapes.
La fermeture des soupapes d'admission (fig. 425) est provoquée par la pression de la vapeur dans la boîte à vapeur quand le modérateur est ouvert, la vapeur agissant de bas en haut sur la soupape.
La queue Q2 de la tige se meut avec un certain jeu dans un guide.
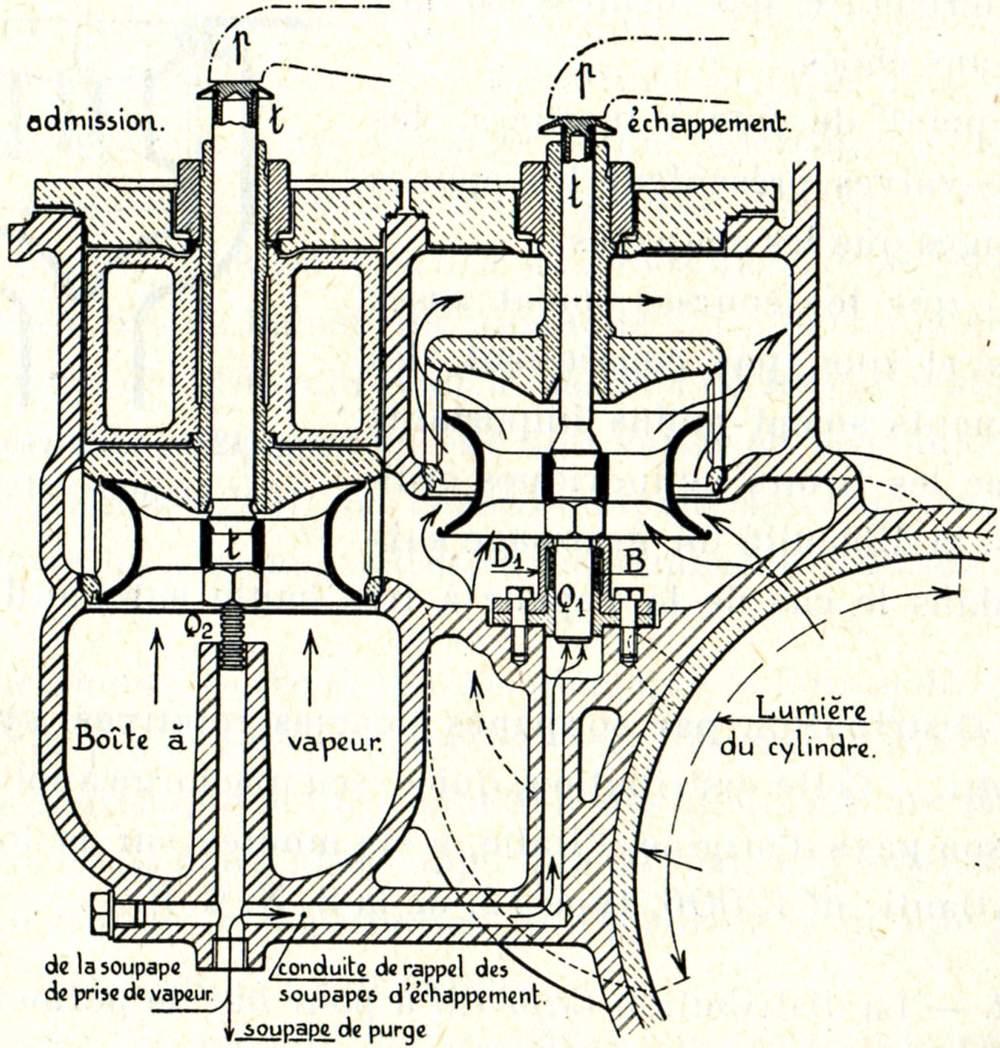
Fig. 425.
Distribution par soupapes à cames rotatives, système Caprotti.
La fermeture des soupapes d'échappement est obtenue par de la vapeur vive prise à la chaudière par une soupape dont l'ouverture est commandée par le modérateur. La vapeur vive pénètre dans la conduite de rappel visible sur la figure 425 et agit de bas en haut sur la queue Q1 de la tige de la soupape. Cette queue se déplace dans une douille D, contenant un empilage de bagues assurant l'étanchéité.
La pression dans la conduite de rappel est indépendante du degré d'ouverture du modérateur, puisque la vapeur est prise directement de la chaudière par une soupape spéciale.
Soulignons que c'est l'action mécanique des poussoirs p qui force les soupapes à s'ouvrir de haut en bas, malgré la pression qui règne dans la boîte à vapeur et dans la conduite de rappel et qui s'exerce sur les soupapes de bas en haut.
A modérateur fermé, les soupapes d'admission et d'échappement descendent par leur propre poids et ouvrent ainsi le conduit d'équilibre.
Avant de rouvrir le modérateur, on admet de la pression dans le canal d'équilibre, pression qui ramène les soupapes sur leurs sièges.
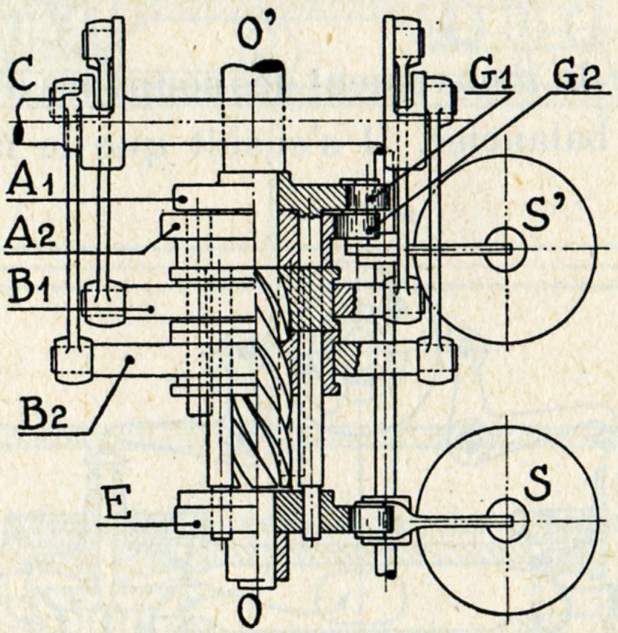
Fig. 426.
Mécanisme de commande des soupapes d'admission et d'échappement.
Description sommaire (fig. 426 à 428). - L'arbre 0 0' qui commande les soupapes d'admission et d'échappement, tourne à la même vitesse que les essieux moteurs, grâce à une commande par engrenages coniques.
L'échappement est commandé par une came fixe unique E (fig. 426 et 428).
On peut toutefois décaler cette came lorsque l'on veut passer de la marche avant à la marche arrière.
L'admission nécessite l'emploi combiné de deux cames A1 et A2, placées côte à côte sur l'arbre 0 0'.
L'équipage mobile (fig. 427) qui actionne la soupape d'admission S’ se compose d'un balancier dont les extrémités portent chacune un galet G1, G2. Ces galets roulent dans des plans différents (fig. 430).
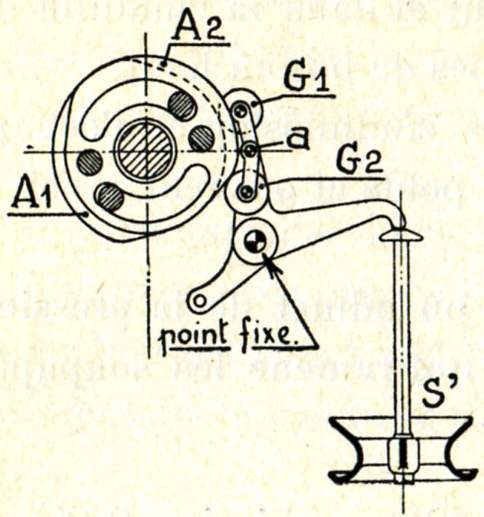 |
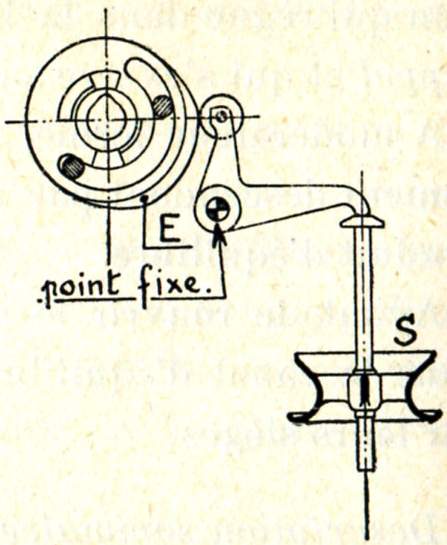 |
| Fig. 427 A1 et A2 = cames d'admission. |
Fig. 428 E = came d'échappement |
La commande du mouvement des soupapes d'admission part du milieu a du balancier. Il s'ensuit que le mouvement des soupapes d'admission est le résultat de la combinaison du soulèvement individuel de chaque galet G1, G2 par sa came respective A1 ou A2.

Fig. 429. - Echappement ouvert à droite et fermé à gauche.
Le soulèvement d'un seul galet fait parcourir au balancier la moitié de sa course, mais sans agir encore sur la soupape. C'est seulement la seconde moitié de la course du balancier, résultant de l'action simultanée des deux galets, qui produit l'ouverture de la soupape.
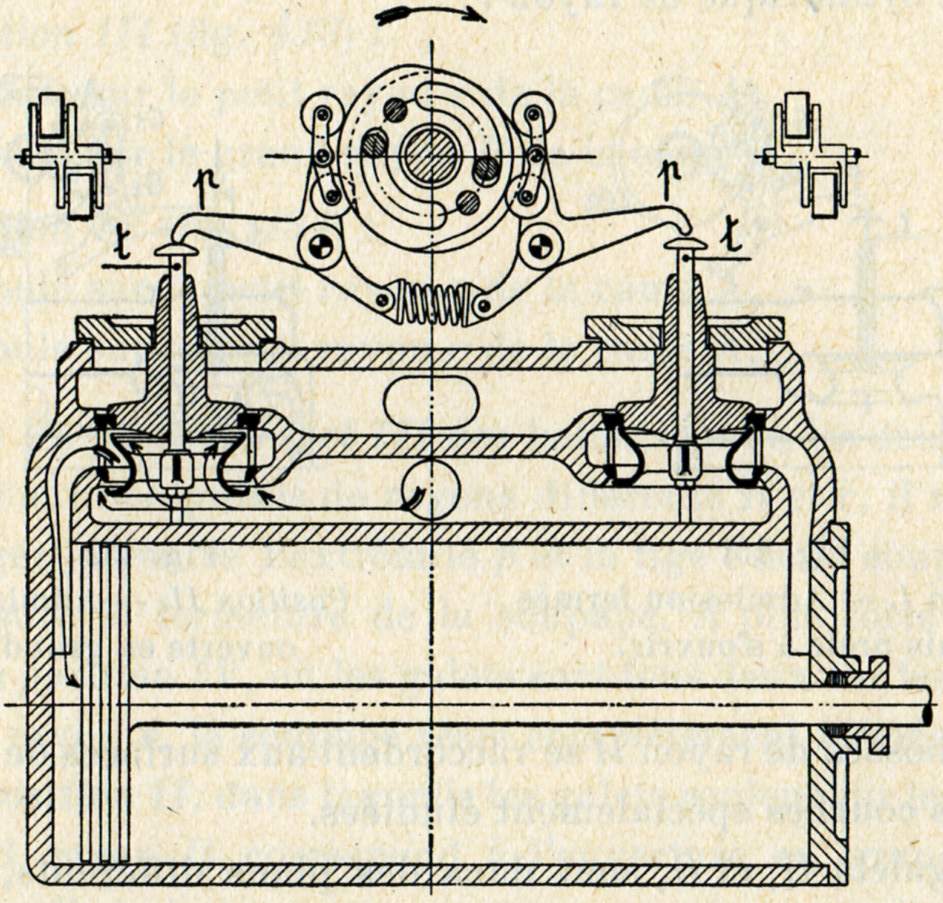
Fig. 430. - Admission ouverte à gauche et fermée à droite.
Variation du degré d'admission. - On modifie le degré d'admission de la manière suivante (fig. 426).
Un dispositif approprié C fait glisser les pièces B1 et B2 le long de l'arbre 0 0'. Mais, comme cet arbre comporte extérieurement une vis sans fin à pas très allongé, le glissement longitudinal de B1 et de B2 fait tourner les cames A1 et A2 l'une par rapport à l'autre.
On fait ainsi varier le moment où le galet G1 monte sur la came A1 et celui où le galet G2 descend de la came A2, c'est-à-dire la durée de l'admission.
En résumé, la came A1 est la came d'admission proprement dite, la came A2 est la came de détente.
Examinons d'un peu plus près la commande des soupapes d'admission (fig. 431 à 434).
Lorsqu'un galet roule en plein sur les bosses des cames A1 ou A2, il roule sur une surface cylindrique de rayon R, mais lorsqu'il est tout à fait descendu de la bosse, il roule sur une surface cylindrique de rayon r.
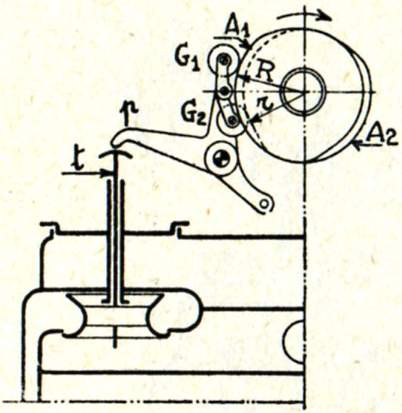 |
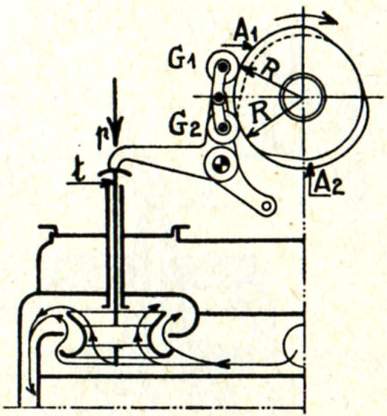 |
| Fig. 431 Position 1. - Admission fermée mais prête à s'ouvrir. |
Fig. 432 Position II. - Admission ouverte en grand. |
Les bosses de rayon R se raccordent aux surfaces de rayon r par des courbes spécialement étudiées.
Les galets G1 et G2 sont dans des plans différents, de manière que G1 roule sur la came A1 et G2 roule sur la came A2.
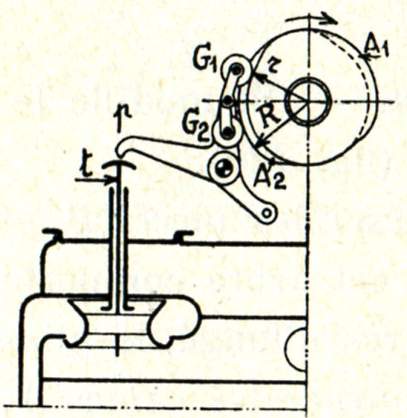 |
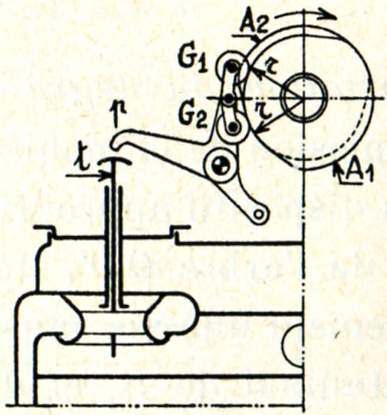 |
| Fig. 433 Position III. - L'admission commence à se refermer. |
Fig. 434 Position IV. - L'admission est complètement fermée. |
Le balancier G1 G2 peut occuper 4 positions principales :
Pour les positions I et III des balanciers où les deux galets roulent sur des profils de rayons différents R et r, il reste un très léger jeu entre l'extrémité p et la tige t de la soupape, ce qui assure la fermeture de la soupape. A plus forte raison, dans la position IV, où les galets sont tous deux sur les profils à petit rayon r, la soupape reste complètement fermée.
La position II, dans laquelle les galets roulent sur les profils à grand rayon R, correspond à l'ouverture en grand de la soupape d'admission.
En marche à modérateur fermé, les soupapes grandes ouvertes forment un by-pass de section telle que toute résistance due au fluide à refouler par le piston de l'avant vers l'arrière est pratiquement supprimée.
Un arbre de relevage est relié au mécanisme d'entraînement des cames, de façon à pouvoir décaler ces dernières et passer graduellement de la marche avant à pleine admission à la marche arrière à pleine admission.
Résultat des essais. - Avec la locomotive type 12 à distribution Caprotti, l'on peut marcher à des admissions de 10 %. A ce cran d'admission, la locomotive maintient la vitesse de 100 km/h en palier avec des charges de 430 à 500 tonnes.
Avec la distribution Walschaerts des mêmes locomotives type 12, l'on ne peut descendre à moins de 20 % d'admission.
A modérateur fermé, la marche de la locomotive est très libre.
En faveur de la distribution à soupapes Caprotti, ou peut faire valoir :
Les pièces composant la distribution n'ont jamais rigoureusement les dimensions voulues pour que la distribution ait lieu exactement comme on l'a prévu. Comme les tiroirs ne se déplacent que d'une quantité assez faible en somme, les erreurs de construction mêmes légères peuvent troubler complètement la distribution. L'opération du réglage consiste à rechercher et à faire disparaître les erreurs de construction.
Avant de procéder au réglage, il faut évidemment disposer la machine sur une voie bien horizontale et veiller à ce que la machine soit en ordre de marche, c'est-à-dire qu'il y ait de l'eau au niveau normal dans la chaudière ; s'il s'agit d'une locomotive-tender, que les soutes à eau soient remplies.
Habituellement, quand la machine est en ordre de marche, l'axe de l'essieu moteur rencontre le prolongement de l'axe du cylindre. S'il n'en est pas ainsi, à moins de construction spéciale (exemples : loc. types 38 et 29), c'est que la machine n'est pas suspendue à hauteur convenable sur les ressorts et il faudra faire disparaître cette irrégularité.
Il est entendu également qu'on a rappelé éventuellement l'usure du mécanisme.
Il convient de vérifier aussi que le coulisseau se trouve au milieu de la coulisse quand le levier de changement de marche est au point mort et que, pour les positions extrêmes du levier, le coulisseau s'écarte bien de quantités égales du centre de la coulisse. Les tringles de commande seront allongées ou raccourcies des quantités nécessaires pour que les conditions précédentes soient exactement satisfaites.
On vérifiera ensuite si les tiroirs présentent bien les dimensions prévues au plan ou plutôt, se plaçant exclusivement du point de vue pratique, s'ils présentent bien les recouvrements e et i prévus aux plans.
En général, on admet que le réglage sera parfait lorsque les quatre avances linéaires à l'admission (avant et arrière du tiroir pour la marche avant et pour la marche arrière) seront égales. Ce sont donc ces ouvertures que l'on mesurera, elles permettront, comme nous le verrons, de trouver les erreurs qu'il s'agira de corriger.
Rappelons que l'avance linéaire à l'admission est la quantité dont la lumière est ouverte lorsque la manivelle motrice est au point mort.
Le levier étant disposé à fond de course pour la marche avant, on amène la manivelle motrice aux points morts avant et arrière et l'on mesure les avances. On reproduit la même opération, le levier étant placé à fond de course pour la marche arrière.
Comme malgré tous les soins apportés dans la préparation de la machine, il reste toujours un certain jeu dans les diverses articulations, il convient, pour la détermination des avances, de faire tourner la machine dans le sens correspondant à la position donnée au levier de changement de marche. De cette façon, les pièces du mécanisme de distribution se disposent de manière à répartir le jeu des articulations comme cela a lieu pendant la marche. Si, par suite d'une fausse manœuvre, la position du point mort était dépassée, il faudrait faire rétrograder la machine pour la faire avancer à nouveau de façon que la position du point mort soit obtenue directement.
Le réglage doit se faire avec ordre et méthode, les avances relevées seront avantageusement inscrites dans un tableau du modèle ci-dessous :
Les chiffres 7 mm et 2 mm sont les avances relevées lorsque la machine étant disposée pour la marche avant, on considère, par exemple, le cylindre de droite ; 7 est l'avance côté arrière du cylindre et 2 l'avance côté avant du cylindre. Les chiffres 1 et 8 sont les avances relevées pour la marche arrière.
Un tableau semblable sera dressé pour chaque cylindre.
Nous supposerons que les opérations préliminaires décrites ci-dessus ont été exécutées, que la machine est convenablement préparée, les tiroirs vérifiés.
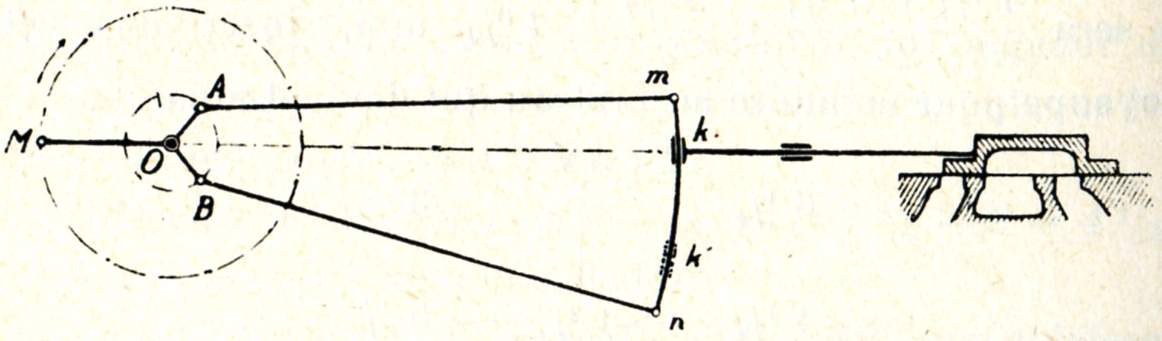
Fig. 435
Nous admettrons de plus que les excentriques sont calés suivant les angles renseignés sur les plans ; s'il n'en était pas ainsi, il faudrait commencer par apporter les corrections nécessaires.
La distribution peut être déréglée par suite de deux causes principales :
Examinons l'influence de ces erreurs sur les avances linéaires à l'admission :
1°) Si les deux barres d'excentriques avaient exactement la même longueur, les avances correspondant à un même côté du tiroir seraient les mêmes pour la marche avant et pour la marche arrière (il est évident qu'il faut pour cela que le coulisseau occupe bien des positions symétriques par rapport au milieu de la coulisse).
Supposons d'abord que les positions extrêmes du coulisseau k coïncident avec les points d'attaque m et n de la coulisse. Dans ce cas, la différence qu'on relèvera entre les avances d'un même côté du tiroir est égale à la différence de longueur des barres. Si les excentriques sont bien calés, cette différence doit être la même des deux côtés du tiroir. C'est une vérification à faire.
Exemple :
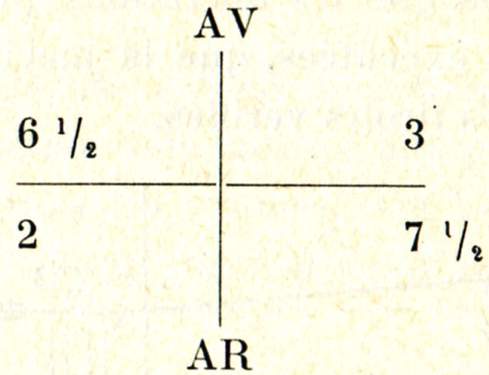
La barre de marche avant a un excédent de longueur de ![]() mm par rapport à celle de la marche arrière, puisque les avances du même côté sont
mm par rapport à celle de la marche arrière, puisque les avances du même côté sont ![]() et 2.
et 2.
La différence est la même de l'autre côté : ![]() ; les excentriques sont donc bien calés.
; les excentriques sont donc bien calés.
On pourrait raccourcir la barre d'avant de ![]() mm et laisser l'autre intacte ; comme cette opération n'est pas encore définitive, puisqu'il nous reste à rechercher l'erreur de la tige de commande du tiroir, nous supposerons la correction faite et répartie par quantités égales sur les deux barres d'excentriques. La barre de marche avant sera ainsi, dans notre pensée, raccourcie de
mm et laisser l'autre intacte ; comme cette opération n'est pas encore définitive, puisqu'il nous reste à rechercher l'erreur de la tige de commande du tiroir, nous supposerons la correction faite et répartie par quantités égales sur les deux barres d'excentriques. La barre de marche avant sera ainsi, dans notre pensée, raccourcie de ![]() mm et celle de marche arrière allongée de la même quantité.
mm et celle de marche arrière allongée de la même quantité.
Ces corrections étant supposées faites, on lirait de chaque côté du tiroir des avances égales à la moyenne (note 349) des avances observées en premier lieu. On lirait donc, par exemple, ![]() mm à gauche aussi bien pour la marche arrière que pour la marche avant. Pour le côté droit, on aurait
mm à gauche aussi bien pour la marche arrière que pour la marche avant. Pour le côté droit, on aurait ![]() et
et ![]() . Inscrivons ces moyennes au tableau :
. Inscrivons ces moyennes au tableau :
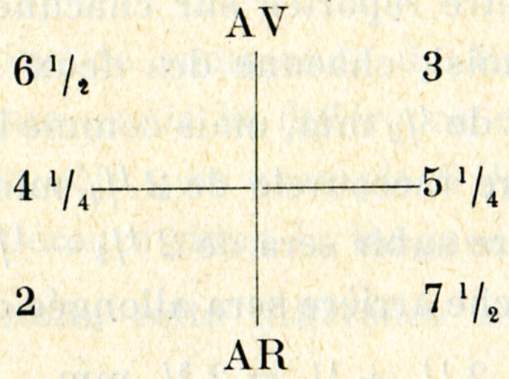
2°) Les avances moyennes obtenues à gauche et à droite n'étant pas encore égales, bien que les barres d'excentriques soient ramenées à la même longueur, on doit en conclure que la tige du tiroir n'a pas la longueur voulue. La correction à apporter à cette tige sera évidemment égale à la moitié de la différence des dernières avances inscrites. Ici, elle sera de ![]() . La tige du tiroir devra, par conséquent, être allongée de cette quantité.
. La tige du tiroir devra, par conséquent, être allongée de cette quantité.
Nous voyons donc que l'avance finale qui sera obtenue sera de nouveau la moyenne des dernières avances constatées. Ici ce sera ![]() . Inscrivons cette moyenne pour mémoire au tableau qui devient ainsi :
. Inscrivons cette moyenne pour mémoire au tableau qui devient ainsi :
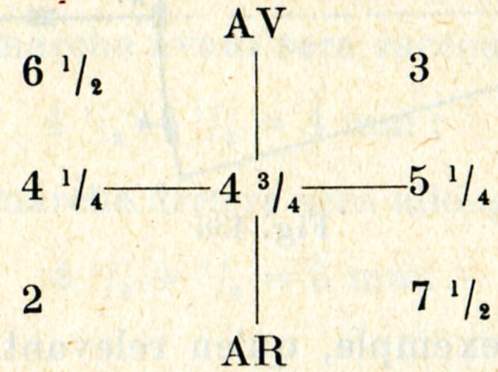
Le tableau ainsi présenté résume clairement les corrections à faire. S'il correspond au schéma de la fig. 435, on voit que :
Remarque I. - Si la tige, en raison de sa construction, ne se prête pas à un réglage (exemple loc. types 15, 18, 44, etc.), la correction peut être reportée sur chacune des deux barres. Dans l'exemple choisi, chacune des deux barres devra être allongée de ce chef de ![]() , mais comme la barre de marche avant doit déjà être raccourcie de
, mais comme la barre de marche avant doit déjà être raccourcie de ![]() , le raccourcissement final à lui faire subir sera de
, le raccourcissement final à lui faire subir sera de ![]() .
.
La barre de marche arrière sera allongée de
![]() .
.
Les barres d'excentriques sont allongées ou raccourcies à la forge ou, lorsqu'il existe des intercalaires entre les barres proprement dites et les colliers d'excentriques, les intercalaires sont remplacés par d'autres ayant l'épaisseur voulue.
Remarque II.- Nous avons supposé jusqu'ici que le coulisseau coïncidait dans ses positions extrêmes avec les points d'attaque m et n de la coulisse (fig. 435). Il n'en est presque jamais ainsi aux locomotives de la S.N.C.B. et il convient évidemment d'en tenir compte.
Fig. 436
Supposons, par exemple, qu'en relevant la coulisse pour passer du fond de marche avant au fond de marche arrière, la coulisse glisse sur le coulisseau de la longueur k k', alors que la coulisse proprement dite mesure m n (fig. 436).
Nous dresserons le tableau des avances et des moyennes successives comme plus haut :
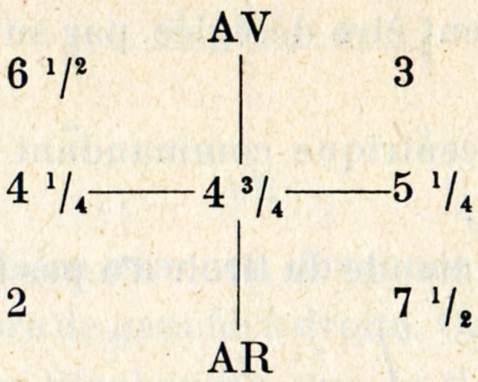
L'erreur de la tige de commande du tiroir sera toujours ![]() , mais la différence constatée dans les avances d'un même côté, par exemple
, mais la différence constatée dans les avances d'un même côté, par exemple ![]() , provient d'une différence dans la longueur des barres plus grande que
, provient d'une différence dans la longueur des barres plus grande que ![]() ; cette différence sera
; cette différence sera ![]() fois plus grande.
fois plus grande.
Ainsi, dans le cas où m n est deux fois plus grand que k k', ce qui est à peu près le cas pour les machines type 18, on arrivera aux conclusions suivantes :
La tige du tiroir ne se prêtant pas à être corrigée aux locomotives types 15, 18, 44, etc., la correction de la tige se reportera sur les deux barres et finalement :
Nous supposerons, comme pour la distribution Stephenson, que la machine a subi la préparation nécessaire et que les vérifications préalables des tiroirs et du calage des excentriques ont été faites.
La distribution peut être déréglée par suite de deux causes principales :
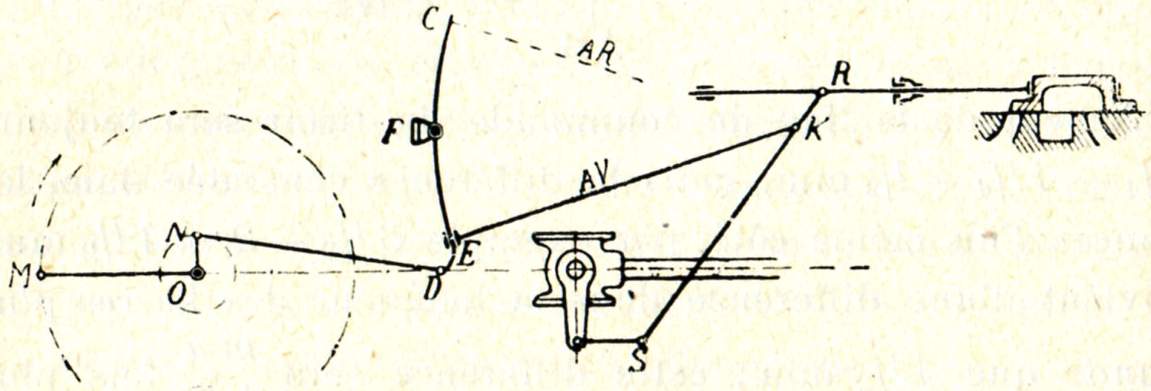
Fig. 436
On dressera comme précédemment un tableau des avances, par exemple :
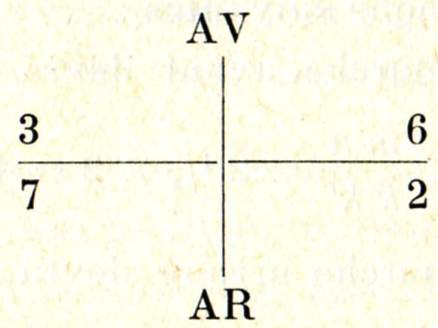
L'examen du schéma de la distribution de la figure 437 montre qu'un excès de longueur de la barre d'excentrique aura pour effet d'augmenter (dans le cas de la figure 437) l'avance côté gauche du tiroir pour la marche avant et de diminuer l'avance du même côté pour la marche arrière de la même quantité, puisque, pour passer de l'une à l'autre, on a simplement dû faire passer le coulisseau du bas au haut de la coulisse, de E en C.
Si la barre d'excentrique était ramenée à sa longueur exacte, les deux avances de gauche deviendraient toutes deux égales à la moyenne des deux avances relevées en premier lieu. Il en serait de même à droite. Complétons le tableau par l'inscription de ces moyennes :
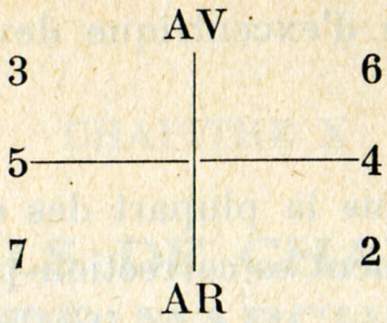
Nous voyons que les avances, devenues égales pour chaque côté, diffèrent encore de gauche à droite. On en conclut comme pour la distribution Stephenson que la tige du tiroir n'a pas la longueur exacte. Dans l'exemple choisi, la tige doit être raccourcie de la moitié de la différence entre 5 et 4, soit de ![]() . Cette seconde correction supposée faite, on relèverait quatre avances égales à la moyenne entre 5 et 4, soit
. Cette seconde correction supposée faite, on relèverait quatre avances égales à la moyenne entre 5 et 4, soit ![]() .
.
Complétons le tableau en conséquence :
Valeur des corrections à faire. - La correction à la tige du tiroir agit directement ; comme elle doit faire varier l'avance de ![]() , c'est de
, c'est de ![]() que la tige devra être raccourcie (dans le cas de la figure 437).
que la tige devra être raccourcie (dans le cas de la figure 437).
La correction à faire subir à la barre d'excentrique n'agit sur les avances que par l'intermédiaire :
1) de la coulisse, où son action sera réduite dans le rapport ![]() ;
;
2) du levier d'avance, où son action sera amplifiée dans le rapport ![]() .
.
Dans l'exemple que nous avons choisi, la correction à faire subir à la barre d'excentrique ND doit être telle que l'avance côté gauche pour la marche avant passe de 3 à 5 mm, c'est-à-dire qu'elle soit augmentée de 2 mm. Tenant compte de ce qui précède, la barre d'excentrique devra être allongée de ![]() .
.
Remarque I. - Dans la plupart des cas, la tige du tiroir peut recevoir directement sa correction propre, telle qu'elle a été déterminée plus haut.
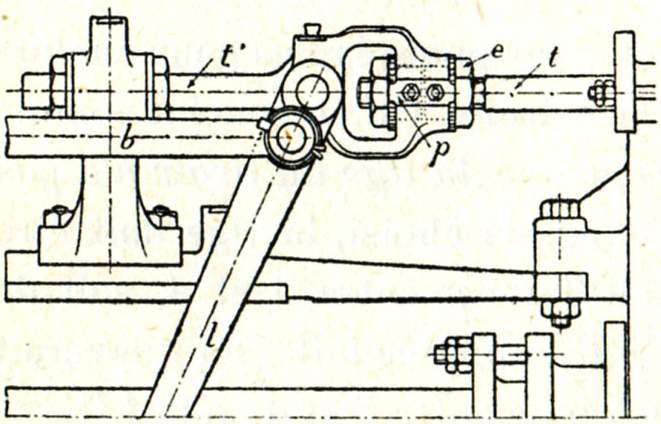
Fig. 438
Dispositif de réglage de la tige du tiroir des locomotives type 53 de la S.N.C.B,
La figure 438 montre le dispositif de réglage de la tige de tiroir appliqué aux machines type 53. La tige proprement dite t est prolongée par une fausse tige t’. La longueur de la tige peut être modifiée au moyen de deux écrous e ; la correction faite, la position des deux écrous est fixée au moyen d'une petite pièce en acier p, dénommée «frein», qui s'emboîte dans la denture dont les écrous sont pourvus.
Remarque II. - Lorsque le mécanisme ne comporte pas de système de réglage de ce genre, on peut arriver au même résultat en agissant sur la longueur de la bielle radiale de coulisse EK (fig. 437). Si le calcul a montré, par exemple, que la tige du tiroir doit être accourcie de ![]() , on pourra réaliser cette correction en diminuant la longueur de la bielle EK d'une quantité égale à
, on pourra réaliser cette correction en diminuant la longueur de la bielle EK d'une quantité égale à ![]() .
.
On tient ainsi compte de ce que cette bielle EK n'attaque pas directement la tige du tiroir.
Remarque III. - Indépendamment des avances égales avec le levier à fond de course, il sera utile de contrôler les durées d'admission au cran ordinaire de marche et de s'assurer si les périodes de compression et d'avance à l'échappement sont normales.
Les coulisses ou les coulisseaux se relèvent et s'abaissent à l'intervention d'un appareil à levier ou à vis agissant sur un arbre transversal dit arbre de relevage (voir page 227).
L'appareil de changement de marche est placé sur la plate-forme arrière, soit à droite, soit à gauche, mais toujours à portée de la main du machiniste qui se tient à côté.
Placé à gauche, l'appareil de changement de marche facilite au machiniste l'observation des signaux et la mise à quai des trains. Aux locomotives belges, on a placé l'appareil de changement de marche à gauche alors qu'il se trouvait à droite sur les machines des types plus anciens.
Le système le plus ancien, encore en usage aux locomotives type 51 de la S.N.C.B., comporte un simple levier à main (fig. 439), qu'on fixe dans la position désirée au moyen d'un verrou V, s'engageant dans deux secteurs dentés placés de part et d'autre du levier proprement dit.
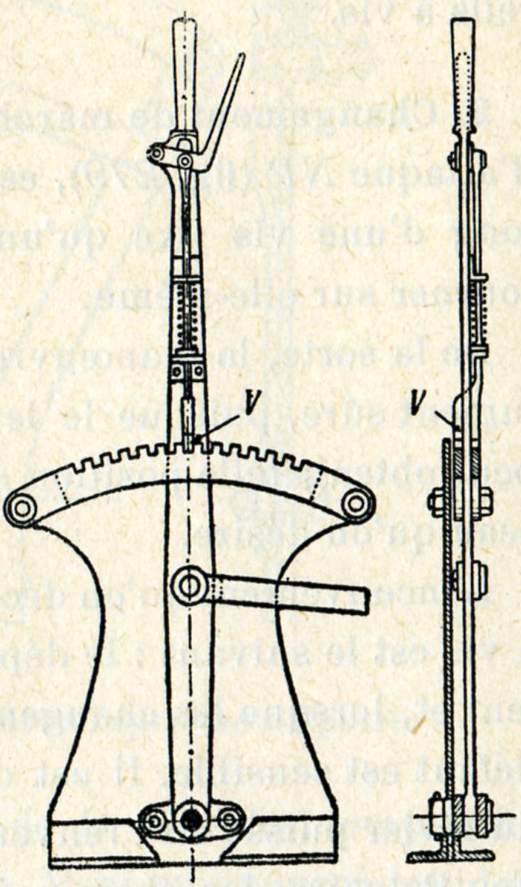
Fig. 439
Levier à changement de marche à main.
Un ressort maintient le verrou enfoncé. Pour le dégager, le machiniste rapproche, en serrant la main, la manette supérieure de la poignée du levier, le verrou se soulève alors en comprimant le ressort.
Un premier inconvénient du système, c'est que le passage d'un cran à l'autre entraîne un changement qui peut être plus considérable que celui que l'on désire.
En second lieu, le déplacement du levier pendant la marche est assez désagréable, la pression de la vapeur sur le tiroir tend à immobiliser celui-ci sur la table de distribution et, le levier étant déverrouillé, le machiniste peut éprouver des difficultés pour empêcher le levier d'osciller à chaque tour de roue.
Lorsque la pression qui applique le tiroir sur la table est forte, le maniement du levier peut même devenir dangereux pour la raison exposée ci-dessus.
Avec un levier semblable, pour rendre le déplacement à la main plus aisé pendant la marche, le machiniste prend d'ordinaire la précaution de fermer pour un instant le modérateur.
Pour remédier à ces inconvénients, on a imaginé les appareils à vis.
Le levier ou la tringle d'attaque NP (fig. 279), est solidaire d'un écrou qui court le long d'une vis fixe qu'un volant à main permet de faire tourner sur elle-même.
De la sorte, la manœuvre devient plus aisée, elle est absolument sûre, puisque le levier est toujours maintenu et l'on peut obtenir telle position exacte de la coulisse ou du coulisseau qu'on désire. .
L'inconvénient qu'on découvre immédiatement à ce système à vis est le suivant : le déplacement de l'écrou est forcément lent et, lorsque les changements de marche sont fréquents, ce défaut est sensible. Il est d'ailleurs désirable que la position du levier puisse être renversée rapidement en cas d'urgence. Feu Belpaire des chemins de fer belges imagina un dispositif mixte conciliant les avantages des deux systèmes qui viennent d'être décrits.
Dans cet appareil, la vis traverse librement une boîte E, espèce d'écrou non taraudé ; le verrou est constitué d'une portion d'écrou représentée en noir dans la coupe, pièce dénommée peigne et qui glisse à frottement doux dans la boite E. Le peigne est en prise ou non avec la vis selon qu'on l'abaisse ou qu'on le relève par la petite bielle b solidaire de la manette m. Le ressort r maintient le peigne enfoncé.
Comme la vis s'incline par la manœuvre du levier, la boîte E et le peigne qu'elle contient doivent suivre l'inclinaison de la vis, à cette fin, la boite E est pourvue de deux tourillons t.
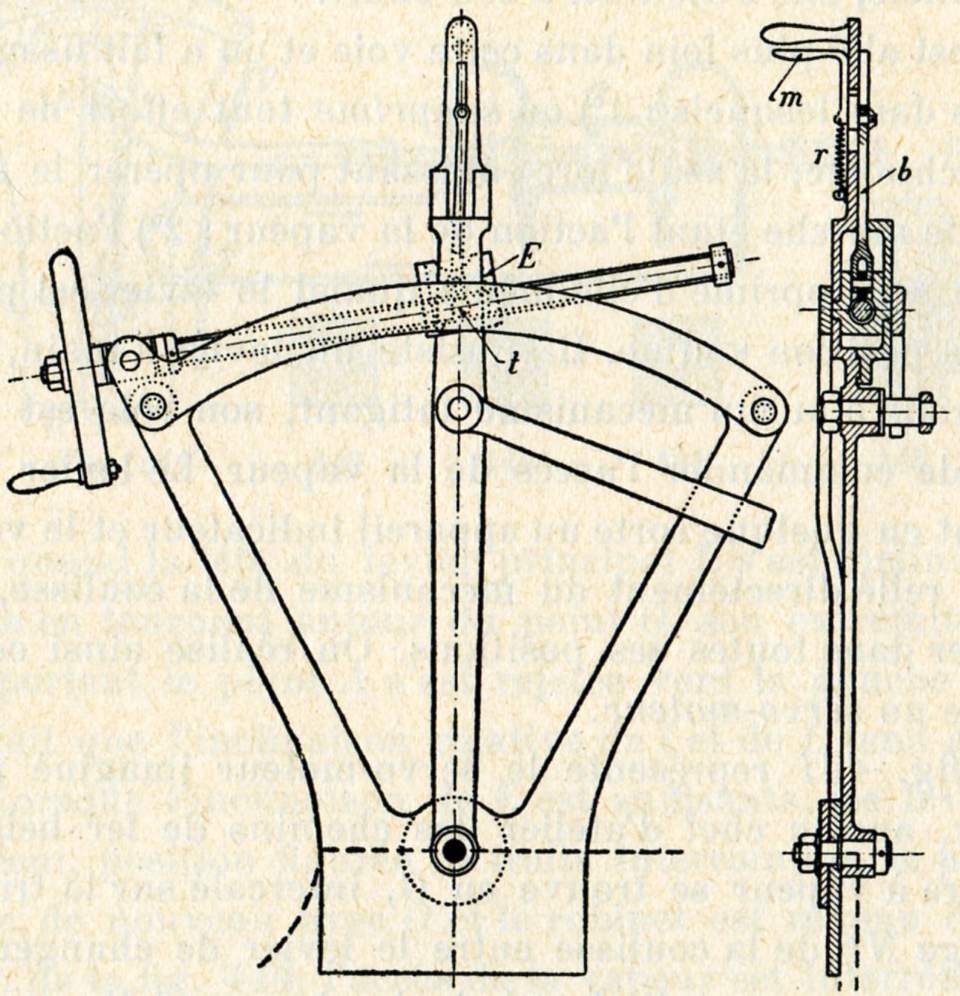
Fig. 440 Levier de changement de marche mixte, système Belpaire.
La manœuvre lente au moyen de la vis n'est employée qu'en marche pour régler la détente. Veut-on avancer rapidement le levier ou renverser la marche en cas de danger, il suffit de fermer le modérateur, de dégager le peigne et le levier se manœuvre alors aussi rapidement qu'un levier ordinaire.
La locomotive type 53 de la S.N.C.B. est munie d'un levier de changement de marche de ce système.
Pour réduire la fatigue du machiniste, on a fait usage d'appareils de changement de marche à vapeur. Les premiers employés consistaient, en ordre principal, en un cylindre dans lequel se mouvait un piston, monté sur une tige reliée au levier de changement de marche. Le mécanicien admettait à volonté la vapeur sur une face du piston ou sur l'autre en manœuvrant un robinet spécial à trois voies. L'action de la vapeur venait en aide au machiniste, elle s'ajoutait à son effort.
On est allé plus loin dans cette voie et on a fait usage d'appareils dans lesquels : 1°) on supprime tout effort de la part du machiniste, la seule force agissant pour opérer le changement de marche étant l'action de la vapeur ; 2°) l'action de la vapeur se supprime d'elle-même quand le levier est parvenu dans la position voulue. Il subsiste un levier à main, mais il n'est relié à aucun mécanisme fatigant, son rôle est simplement de commander l'accès de la vapeur. Le levier à main devient en quelque sorte un appareil indicateur et le véritable levier, relié directement au mécanisme de la coulisse, suit le premier dans toutes ses positions. On réalise ainsi ce qu'on appelle un servo-moteur.
La fig. 441 représente le servo-moteur imaginé par feu Rongy, ancien chef d'atelier des chemins de fer belges. Le cylindre à vapeur se trouve en G, intercalé sur la tringle de relevage NP de la coulisse entre le levier de changement de marche proprement dit L et le levier de renvoi R.
Le levier proprement dit L pivote autour du point fixe 0. Il se prolonge vers le bas et son extrémité supporte un pivot A autour duquel oscille le levier à main l. Celui-ci présente lui-même, à hauteur du point 0, un pivot K relié par une petite bielle à un robinet à trois voies T raccordé à une prise de vapeur V.
Le levier principal L porte deux ergots t et t' qui limitent par rapport à lui les oscillations du levier à main. En stationnement, les deux leviers L et l sont au centre, les pivots 0 et K se recouvrent, le robinet à trois voies est fermé. Lorsque le levier à main l est dans la position figurée, c'est-à-dire quand il est en contact avec l'ergot t, le robinet occupe la position représentée fig. 442, on voit que la vapeur est alors admise dans le cylindre de telle façon que le levier principal L est attiré vers la droite, c'est-à-dire qu'il est forcé de suivre le levier à main l.
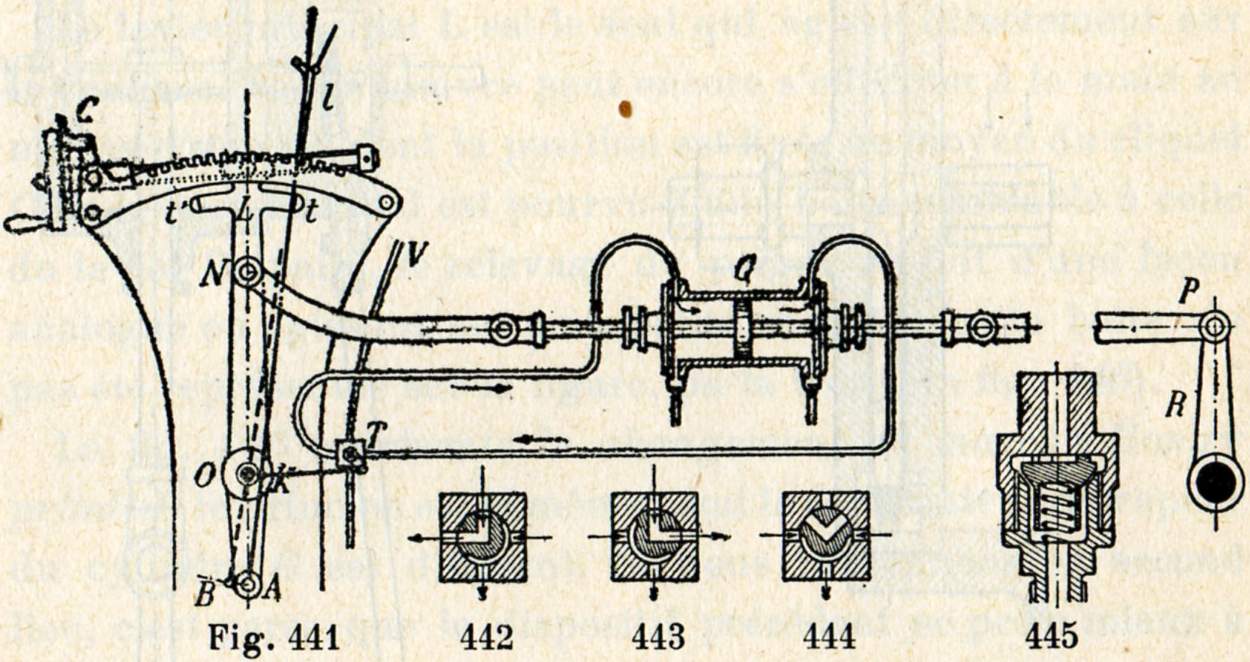
Fig. 441 à 445
Mais quand la tête du levier principal L s'est inclinée vers la droite en tournant autour du point 0, son extrémité inférieure portant le pivot A s'est rejetée vers la gauche en B, ce qui fait que l'inclinaison relative de l et de L tend à diminuer. Lorsque l'inclinaison de L est suffisante, les leviers se recouvrent, position figurée en traits interrompus, le pivot K coïncide de nouveau avec 0 et le robinet est revenu dans la position de la fig. 444, l'accès de la vapeur est interrompu de part et d'autre du piston dont les deux faces sont en communication avec l'atmosphère par l'orifice inférieur du robinet. On voit donc que, grâce à la liaison existant entre les deux leviers, le robinet à trois voies se referme de lui-même.
Si le levier à main était au contraire tiré vers l'arrière, le robinet se placerait dans la position représentée fig. 443 et le levier principal L serait poussé vers l'arrière.
En résumé, dès qu'on déplace le levier à main, le levier principal doit le suivre dans son mouvement.
Le cylindre à vapeur est pourvu à chaque extrémité d'une valve de purge dont le détail est donné fig. 445. Ces valves de purge comportent une soupape maintenue légèrement écartée de son siège par un ressort à boudin, la face supérieure présente quelques saillies, de telle sorte qu'au repos les eaux de condensation s'écoulent librement. Dès que la pression de la vapeur est établie, la soupape s'applique sur son siège et la purge cesse.
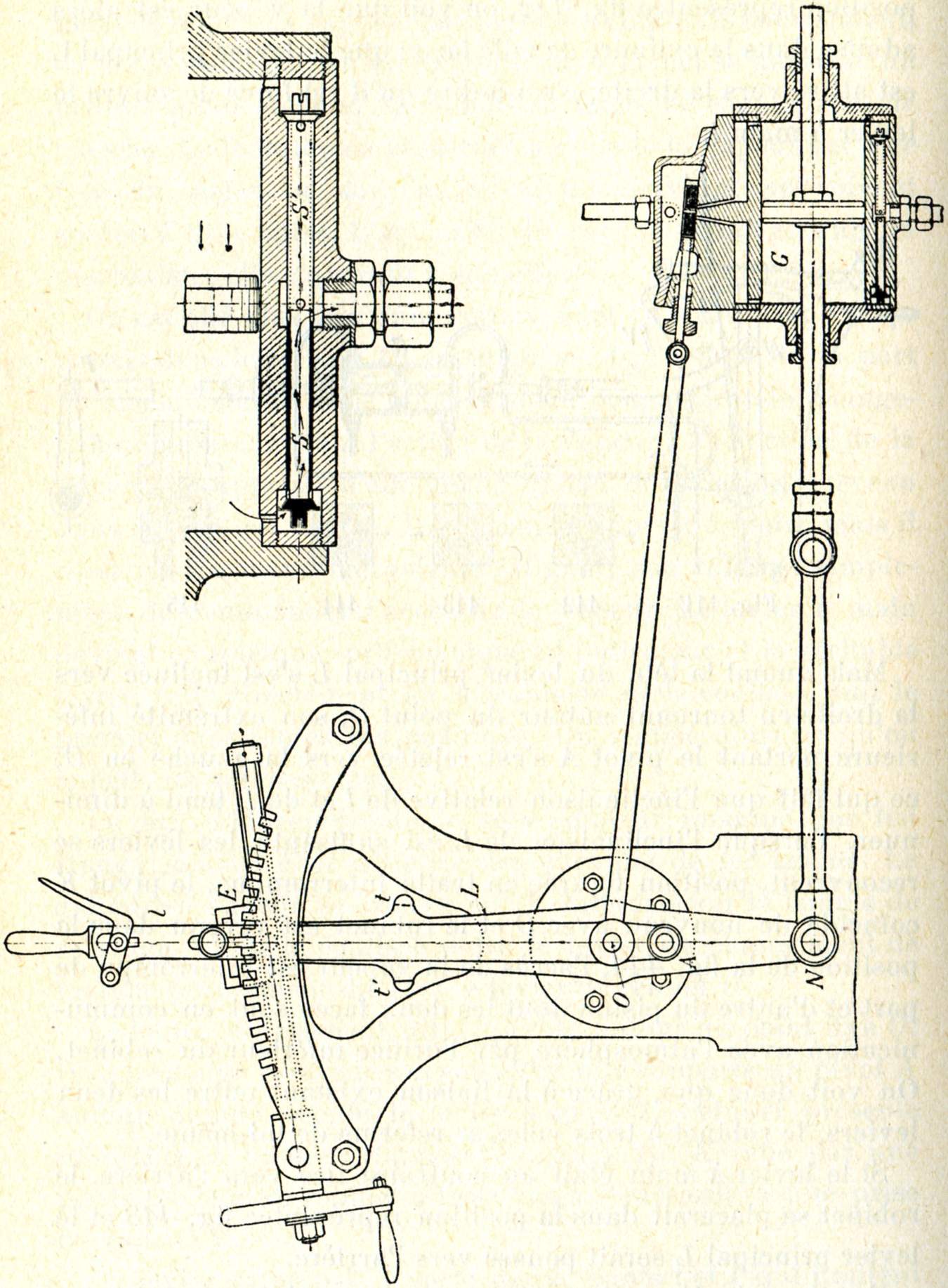
Fig. 446 et 447. - Changement de marche avec servomoteur système Rongy, type primitif.
Le levier principal L est le seul qui agisse directement sur la coulisse. Sa manœuvre peut encore s'effectuera la main au moyen d'une vis dont la position est fixée au moyen du cliquet C, le levier principal est pourvu d'une boîte semblable à celle du levier Belpaire, le relevage du peigne se fait d'une façon analogue en agissant sur une petite manette (cette boîte n'a pas été représentée sur la figure, on la trouvera fig. 446).
La fig. 446 représente le changement de marche Rongy primitif, le principe est le même, seul le distributeur de vapeur du cylindre G est différent. Si nous le donnons en second lieu, c'est parce que le dispositif précédent se prête mieux à l'explication.
L'admission de la vapeur s'opère ici par le déplacement d'un tiroir percé d'une lumière unique. Quant à l'échappement, il se réalise automatiquement de la façon ingénieuse que voici.
Deux soupapes S et S', prolongées par des buselures cylindriques percées de trous comme le montrent les fig. 446 et 447, sont logées dans le bas du cylindre. Quand le tiroir admet, par exemple, la vapeur sur la face avant du piston, cette même vapeur refoule la soupape S' sur son siège, fermant ainsi l'échappement à droite. Mais dans son mouvement de droite à gauche, la soupape S' heurte la soupape S qui, refoulée, est alors disposée pour l'échappement.
Ce changement de marche comprend une vis à filet rapide sur laquelle se déplace un écrou E relié à la tringle de commande de l'arbre de relevage.
Le changement de marche se fait en manœuvrant le volant v qui est ensuite maintenu dans la position désirée par le verrou V.
Pour soulager le machiniste lors de la manœuvre, un servo-moteur attaque directement l'arbre de relevage.
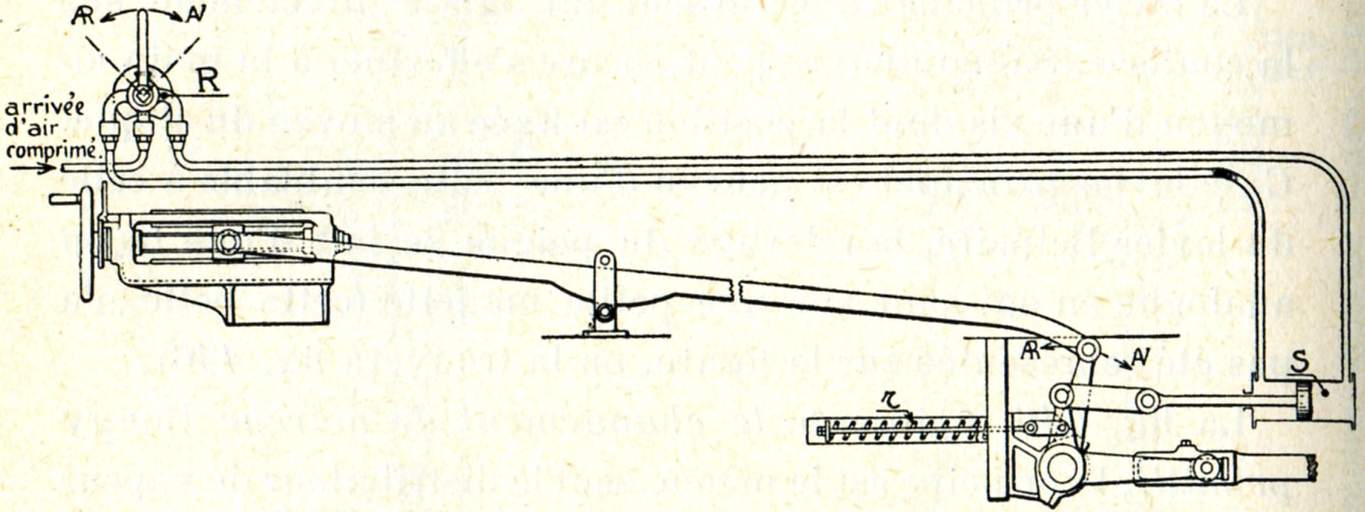
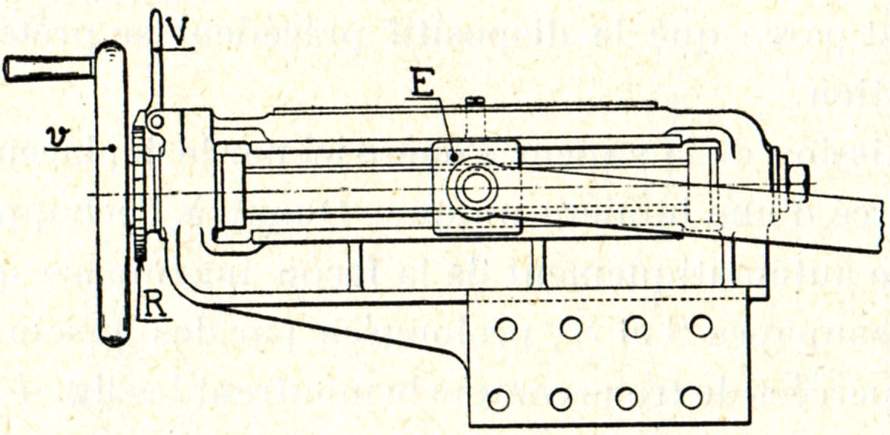
Fig. 448 et 449. - Changement de marche avec servo-moteur à air comprimé de la locomotive Pacific type 1.
Le machiniste dispose d'un robinet R, à 3 voies, qui lui permet d'admettre de l'air comprimé sur la face avant ou sur la face arrière du piston du servo-moteur S, selon qu'il désire déplacer le levier vers l'avant ou vers l'arrière.
L'action combinée du machiniste et du servo-moteur assure une manœuvre très aisée du levier.
Quant au ressort r, sa tension est établie de manière à tendre à ramener le coulisseau de la coulisse vers le haut (note 362).
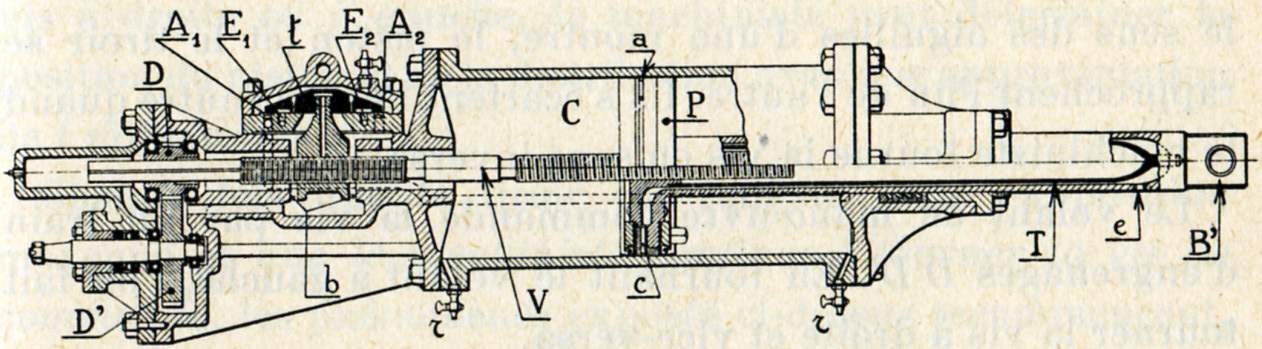
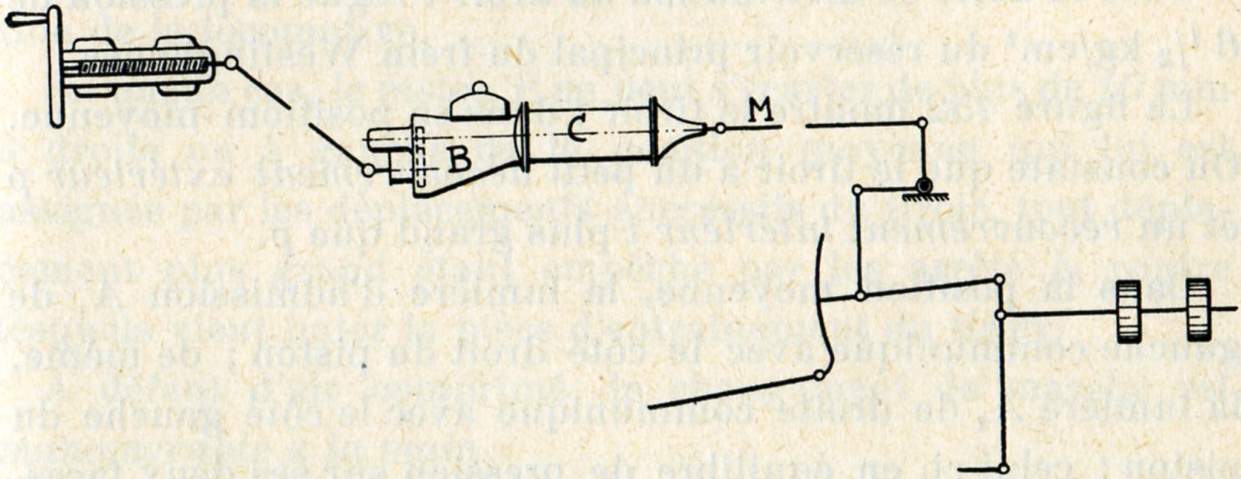
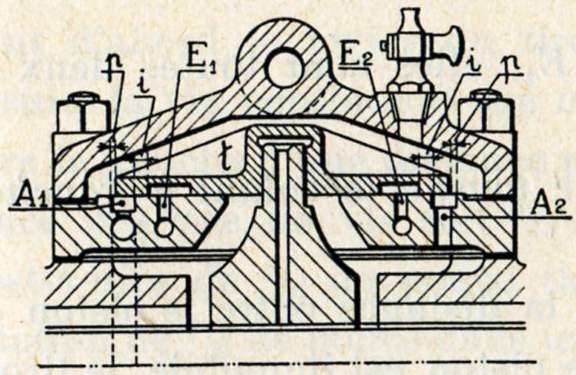
Fig. 450, 451 et 452
Changement de marche système Franklin.
Ce système, appliqué aux locomotives type 29, comporte :
Le filet de la vis est à droite dans la partie qui pénètre dans le piston ;
il est à gauche dans la partie qui pénètre dans le tiroir.
Il s'ensuit que lorsque le machiniste fait tourner la vis dans le sens des aiguilles d'une montre, le piston et le tiroir se rapprochent l'un de l'autre. Ils s'écartent l'un de l'autre quand le machiniste tourne la vis en sens inverse.
Le volant de manœuvre commande la vis par un train d'engrenages D D'. En tournant le volant à gauche, l'on fait tourner la vis à droite et vice-versa.
Dans la boite de distribution du tiroir t règne la pression de ![]() du réservoir principal du frein Westinghouse.
du réservoir principal du frein Westinghouse.
La figure 452 montre le tiroir t dans sa position moyenne. On constate que le tiroir a un petit découvrement extérieur p et un recouvrement intérieur i plus grand que p.
Dans la position moyenne, la lumière d'admission A, de gauche communique avec le côté droit du piston ; de même, la lumière A1 de droite communique avec le côté gauche du piston ; celui-ci, en équilibre de pression sur ses deux faces, ne bouge pas.
Quant aux lumières E1 et E2, elles sont toutes deux à l'échappement.
Supposons que le machiniste tourne le volant à gauche, que va-t-il se passer ?
La vis V va tourner à droite, la distance entre le piston et le tiroir diminuera et, comme le piston est immobile, le tiroir se déplacera vers la droite.
Mais dès que le glissement du tiroir atteint la longueur du recouvrement p, l'admission en A2 de l'air comprimé vers le côté gauche du cylindre est coupée.
Si le glissement se poursuit et devient égal à i, les lumières A2 et E2 communiquent entre elles et l'air comprimé du côté gauche du cylindre s'échappe à l'air libre.
A partir de ce moment, l'air comprimé, agissant sur la face de droite du piston, pousse celui-ci vers la gauche, provoque le déplacement vers l'avant de la distribution de la locomotive. En même temps, il entraîne le tiroir et le ramène dans sa position moyenne.
L'on voit que le tiroir ne se déplace jamais de plus de i mm par rapport à sa position moyenne et, dès lors, en tournant la vis à droite ou à gauche, le machiniste peut déterminer la position du piston et de la distribution avec une approximation de i millimètres.
Chaque fois que le tiroir est ramené dans sa position moyenne et que le machiniste continue à tourner la vis de commande, les phénomènes exposés ci-dessus recommencent, le piston avance chaque fois de i mm et, avec lui, la distribution de la locomotive.
En aucun cas, le piston P ne peut s'écarter de plus de 10 mm à droite ou à gauche de la position moyenne qui lui est assignée par les déplacements successifs du tiroir, tout déplacement plus grand étant empêché par les arrêts b, contre lesquels vient buter la pièce d'entraînement du tiroir.
A défaut d'air comprimé, le changement de marche est manœuvrable à la main.
Si le volant tourne à droite, la vis tourne à gauche, ramenant d'abord le levier du tiroir contre la butée de droite, ensuite la vis, continuant son mouvement, ramènera le piston vers la gauche d'une distance par tour de vis égale à la différence des pas de vis soit ![]() de pouce moins
de pouce moins ![]() de pouce, c'est-à-dire de
de pouce, c'est-à-dire de ![]() de pouce (la vis avançant pendant cette rotation de
de pouce (la vis avançant pendant cette rotation de ![]() de pouce dans le levier du tiroir, donc vers la gauche).
de pouce dans le levier du tiroir, donc vers la gauche).
Pour rendre cette manœuvre aisée, il est utile d'ouvrir les deux robinets de purge r du cylindre.
Nous avons signalé, page 258, que l'une des caractéristiques des locomotives compound du type de Glehn résidait dans la possibilité de donner aux cylindres BP des admissions non seulement différentes de celles des cylindres HP, mais encore de modifier l'écart entre les admissions des deux groupes de cylindres. On n'arrive à ce résultat qu'en employant deux appareils de changement de marche et le problème à résoudre consiste à pouvoir les manœuvrer à volonté, séparément ou ensemble. Les chemins de fer belges ont résolu ce problème par l'application à leurs locomotives du changement de marche Flamme-Rongy (fig. 453).
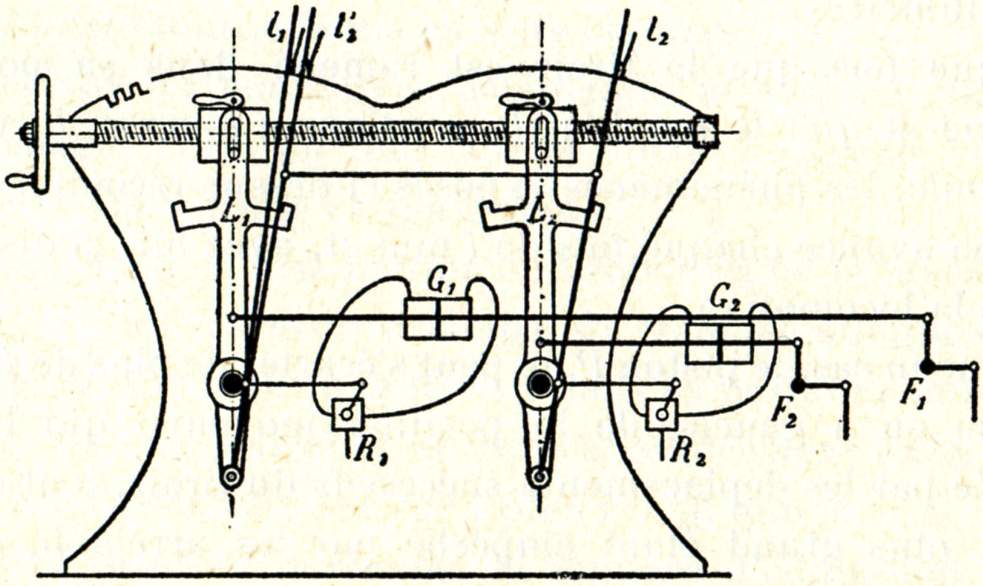
Fig. 453
Le groupe des cylindres BP comporte un arbre de relevage F1, un servo-moteur Rongy avec un levier principal L1, un levier à main l1, un robinet à trois voies R1 commandant le cylindre à vapeur G1. De même, le groupe des cylindres HP comporte un second arbre de relevage F2 commandé par une même série d'organes L2 l2 R2 G2. Les deux changements de marche sont montés sur un bâti commun ; comme celui des cylindres HP se trouve en avant sur celui des cylindres BP et est dès lors difficilement accessible par le machiniste, on a monté sur le changement de marche BP un levier l'2 qui répète tous les mouvements de l2.
Il n'y a qu'une seule vis, de sorte que, si les peignes des deux changements de marche sont abaissés, le mouvement du volant entraîne les deux leviers simultanément, tandis que si l'on relève le peigne d'un changement de marche, celui-ci devient indépendant de l'appareil voisin. La vis étant, dans ce cas-ci, nécessairement horizontale, les tourillons des deux boîtes traversées par les vis peuvent glisser dans deux rainures pratiquées dans les deux flasques de chaque levier.
On rencontre aussi sur plusieurs locomotives compound type 8 et sur toutes les locomotives belges types 7 et 33 un changement de marche également très simple, c'est celui des locomotives compound françaises.
Description (fig. 454). - La vis HP tourne dans les paliers du bâti.
L'écrou E', relié au mécanisme de distribution HP, se déplace sur la vis quand on tourne le volant v.
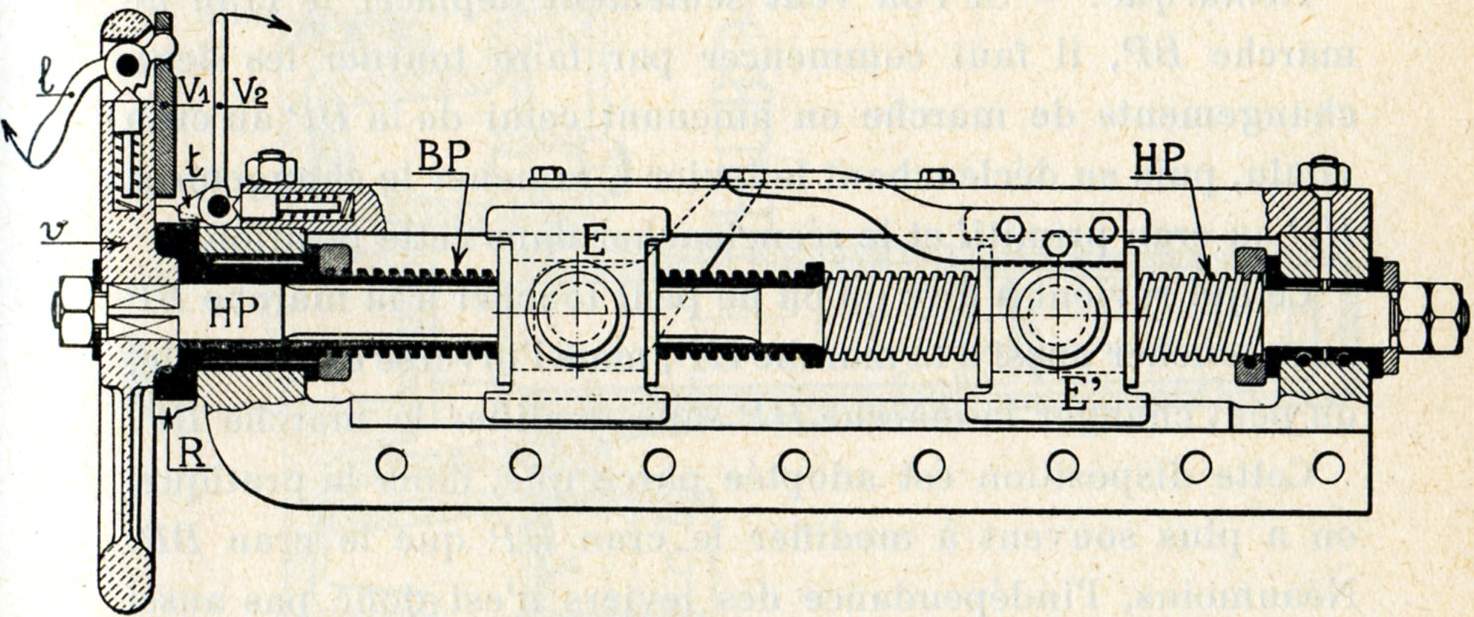
Fig. 454
Levier de changement de marche des locomotives compound françaises, appliqué à la locomotive belge type 7
La vis BP est creuse et elle enveloppe le prolongement non fileté de la vis HP. La vis BP est donc folle sur le bout lisse HP.
L'écrou E, relié au mécanisme de distribution BP, se déplace donc sur la vis extérieure.
Fonctionnement.
1°) Manœuvre du changement de marche HP seul. - Abaissons le levier l du verrou V, (fig. 454), celui-ci se relève.
Laissons le verrou V2 vertical, son talon t pénètre dans les dents de la roue dentée R, solidaire de la vis BP, la roue dentée est ainsi rendue solidaire du bâti et est empêchée de tourner.
Dès lors, la rotation du volant v, dans un sens ou dans l'autre, entraîne uniquement le changement de marche HP.
2°) Manœuvre simultanée du changement de marche HP et du changement de marche BP. - Relevons le levier l, le verrou V1 s'abaisse et s'engage entre les dents de la roue R, solidaire de la vis BP. Dégageons ensuite le talon t du verrou d'immobilisation V2 en l'inclinant vers l'avant (fig. 454), il s'ensuivra que la rotation du volant dans un sens ou dans l'autre, entraînera les deux vis HP et BP.
Remarque. - Si l'on veut seulement déplacer le cran de marche BP, il faut commencer par faire tourner les deux changements de marche en amenant celui de la BP au cran voulu, puis en déclenchant le levier l, ramener le changement HP au cran primitif et le réenclencher dans cette position.
Ce qui revient à dire qu'on ne peut toucher à la marche BP sans toucher aussi à la marche HP, mais l'inverse est possible, on peut changer la marche HP sans modifier la marche BP.
Cette disposition est adoptée parce que, dans la pratique, on a plus souvent à modifier le cran HP que le cran BP. Néanmoins, l'indépendance des leviers n'est donc pas aussi complète que dans le système Flamme-Rongy.
Le piston est l'organe qui reçoit l'action de la vapeur et la transmet au mécanisme par la tige.
La construction du piston doit répondre à certaines conditions :
1°) Le piston doit assurer une étanchéité parfaite entre les deux compartiments du cylindre et malgré cela, il faut qu'il se meuve dans le cylindre avec le moins de frottement possible ;
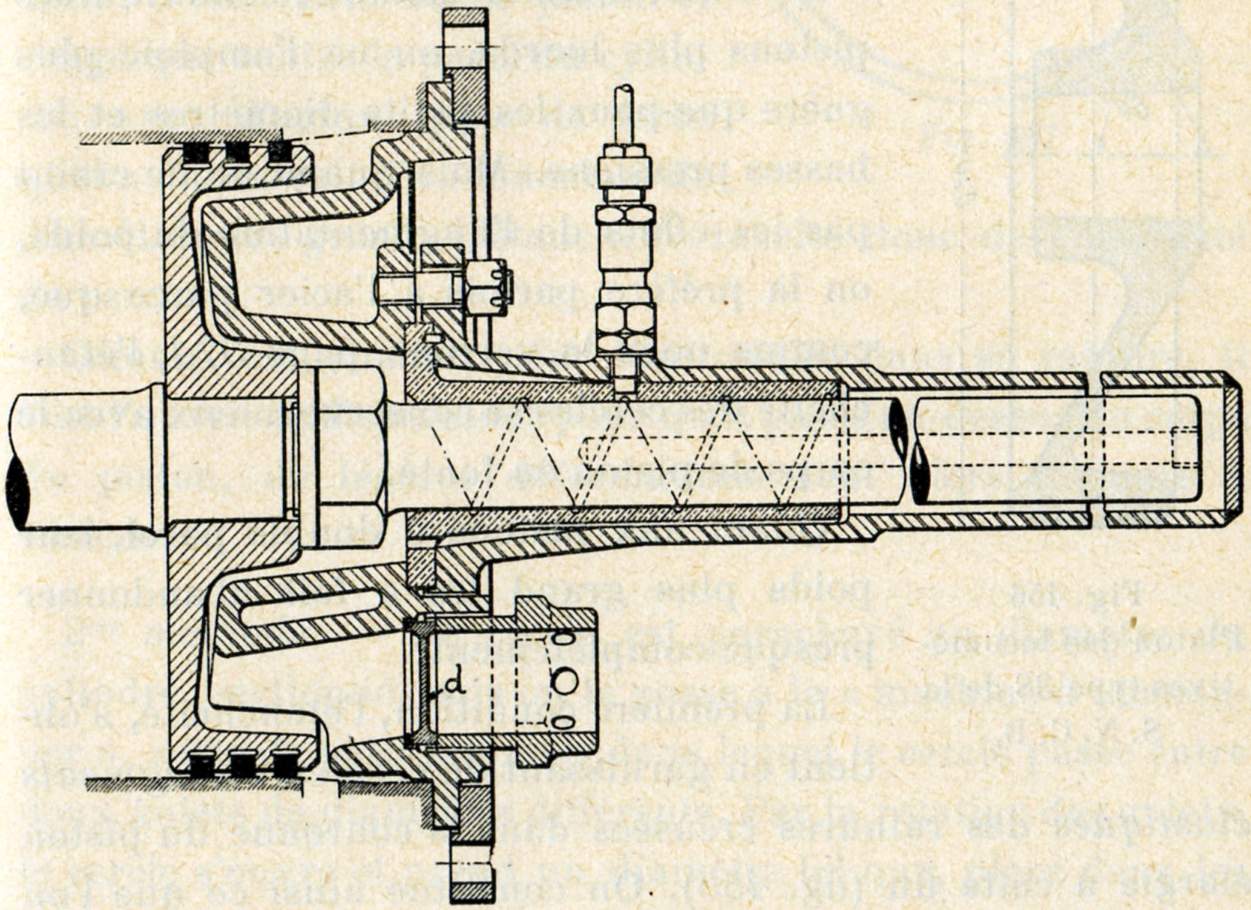
Fig. 455 Piston avec contretige des locomotives à surchauffe de la S.N.C.B.
2°) Il doit présenter une robustesse suffisante pour que, supporté par son centre, il puisse résister sans se voiler ou se rompre à l'effort considérable que la vapeur exerce sur sa surface entière (dans la locomotive type 38 de la S.N.C.B., par exemple, cet effort à pleine pression atteint environ 40 tonnes sur chaque piston) ;
3°) Le piston doit être aussi léger que possible car de son mouvement alternatif résultent des perturbations qui, toutes choses égales, augmentent avec son poids.
Les deux dernières conditions sont difficilement conciliables entre elles ; on satisfait le mieux possible à la troisième sans rien sacrifier de la seconde, en constituant le piston d'un simple disque en acier forgé ou en acier moulé (fig. 455), métaux qui permettent d'obtenir une grande résistance avec un faible poids.
On arrive à donner encore plus de légèreté au piston en lui donnant une forme conique (fig. 456).
La fonte, moins résistante, conduit à des pistons plus lourds, on ne l'emploie plus guère que pour les petits diamètres et les basses pressions. Mais quand on ne craint pas les effets de l'augmentation du poids, on la préfère parfois à l'acier parce que, comme nous le verrons, page 374, l'étanchéité des cercles se conserve mieux avec le corps de piston en fonte.
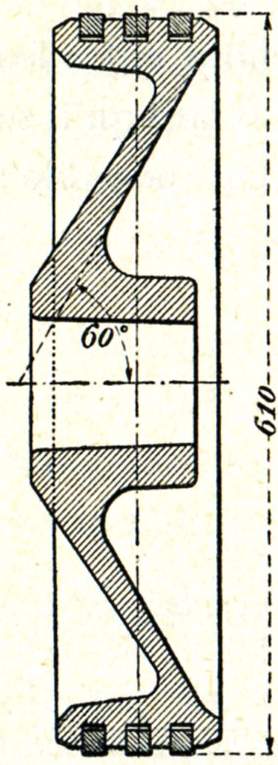
Fig. 456
Piston des locomotives type 38 de la S.N.C.B.
Quant aux pistons à double paroi, leur poids plus grand les a fait abandonner presque complètement.
La première condition, l'étanchéité, s'obtient en garnissant de cercles ou segments élastiques des rainures creusées dans la couronne du piston élargie à cette fin (fig. 455). On constitue ainsi ce que l'on désigne habituellement sous le nom de piston suédois. Ces cercles, au nombre de deux ou trois, s'obtiennent en les découpant d'un fourreau en fonte d'un diamètre légèrement supérieur à celui du cylindre.
Usinage des cercles de piston.
1re méthode. - 1) Le cercle est dégrossi à un diamètre légèrement supérieur à l'alésage du cylindre.
2) On enlève un morceau du cercle ainsi obtenu (fig. 457), de façon qu'après placement dans la rainure du piston et montage dans le cylindre, les extrémités se rejoignent à 1 ou 2 mm près pour parer aux effets de la dilatation.
3) Après avoir fait la coupe, on ressoude légèrement les deux bouts à l'étain et l'on remet le segment sur le tour pour qu'il soit parfaitement rond extérieurement.
En raison de sou mode de construction, le cercle cherche à s'ouvrir pour reprendre son diamètre primitif ; il fait saillie sur le piston et s'applique contre la paroi du cylindre avec d'autant plus de force qu'il a été extrait d'un manchon de diamètre plus grand. L'étanchéité résulte donc de l'élasticité du cercle.
Fig. 457
Comme, en général, pour l'introduire dans sa rainure, il faut l'ouvrir suffisamment pour qu'il passe au-dessus du corps du piston, de légères déformations sont alors toujours à craindre.
2me méthode. - Le cercle est parachevé au diamètre du cylindre, sectionné, puis on le passe à la «machine à tensionner», sorte de petit laminoir dans lequel le cercle passe entre deux galets de diamètres différents. Par la rotation des galets, le cercle s'ouvre et prend un diamètre tel que, placé dans les rainures du piston, il frotte contre la paroi du cylindre avec la tension convenable.
Pour bien comprendre le rôle des segments élastiques, il faut se figurer que, si le piston en était dépourvu, l'usure portant à la fois sur le piston et sur le cylindre, l'étanchéité laisserait rapidement à désirer et deviendrait de plus en plus mauvaise, tandis qu'avec la garniture élastique, à mesure que le cylindre et les segments s'usent, ceux-ci s'ouvrent davantage et l'étanchéité se conserve longtemps dans de bonnes conditions. En outre, si le diamètre du cylindre n'était pas uniforme sur toute sa longueur, un piston sans garniture présenterait sur le trajet correspondant à une même course des alternatives de fuite et d'étanchéité, ce qui ne se produit pas avec les segments qui s'ouvrent et se referment selon les variations du diamètre.
Il ne faut pas exagérer la tension des cercles ; sans doute, l'étanchéité serait ainsi mieux assurée, mais l'usure qui en résulterait pour le cylindre, jointe à la plus grande difficulté du graissage, font qu'il faut s'en tenir à de justes limites.
Notons encore que c'est le cercle, facile à remplacer, qui doit s'user de préférence au cylindre.
Après bien des essais, on a reconnu que le métal qui convenait le mieux sous tous les rapports pour confectionner les cercles était la fonte douce. Elle présente une grande élasticité, une résistance suffisante, son frottement avec le métal du cylindre est doux et lui assure rapidement un beau poli.
Mais suffit-il que le cercle porte par toute sa surface sur la paroi du cylindre pour que l'étanchéité entre les deux compartiments soit parfaite ? Non, celle-ci peut se trouver en défaut pour deux causes :
1°) Dès que le cercle fait saillie sur le piston, la vapeur peut passer directement d'un compartiment à l'autre par l'intervalle libre entre les deux bouts du cercle. On y remédie en donnant au joint une forme spéciale.
Pour arriver à rendre le joint absolument étanche, il faudrait qu'il le fût sur les quatre faces. On est conduit ainsi à des dispositifs compliqués et qui, pour ce motif, n'ont eu aucun succès sur les locomotives. On se borne donc à donner au joint une forme favorable à l'étanchéité.
Certains praticiens coupent carrément les extrémités des cercles ; le joint en biseau (fig. 458), presque aussi simple, présente théoriquement beaucoup plus de garantie. En effet, lorsque les extrémités s'éloignent de la quantité m, l'espace livrant passage à la fuite n'est que n ; la différence entre m et n est d'autant plus grande que l'angle du biseau est plus aigu. Inutile de dire qu'on ne peut adopter des angles trop aigus et qu'ici encore il faut s'en tenir à une limite pratique : 30° par exemple.
Pratiquement, l'influence du joint en biseau étant peu sensible, la S.N.C.B. a adopté la coupe perpendiculaire.
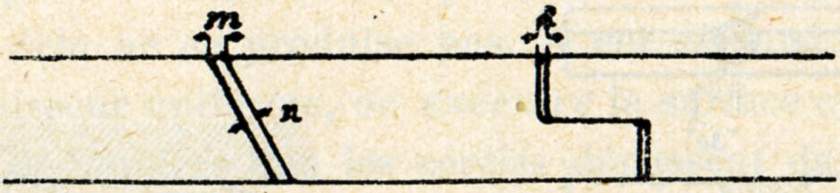 |
|
| Fig. 458 | Fig. 459 |
Le joint en Z ou joint brisé (fig. 459), assure une bonne étanchéité dans le sens que nous avons en vue. Remarquons cependant, qu'il ne sera efficace que pour autant que son exécution sera plus soignée, cette exécution demande plus d'habileté que les précédentes. Quelle que soit la perfection du travail, la vapeur pourra s'échapper encore par les vides a à la faveur de l'espace compris entre le cercle et le fond de la rainure.
Les coupes perpendiculaires ou obliques peuvent donc soutenir la comparaison avec le joint brisé.
Comme on le voit, on ne peut supprimer la défectuosité du joint, on la corrige en faisant usage de plusieurs cercles dont on alterne les joints ; on augmente par là le parcours que la vapeur doit faire pour passer d'un compartiment à l'autre. Souvent, la position relative des coupes est assurée au moyen de clavettes en acier chassées dans le corps du piston entre les deux extrémités de chaque segment (fig. 460).
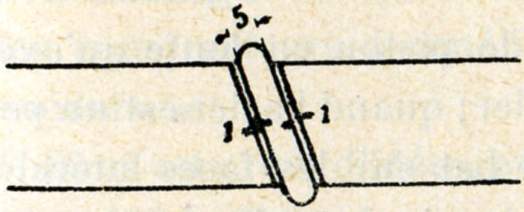
Fig. 460
La clavette mesure 5 mm ; en place, les bouts des segments sont distants de 7 mm, il reste donc 1 mm de part et d'autre de la clavette pour la dilatation.
On a simplifié ce mode de construction en constituant l'arrêt par une broche cylindrique dont la queue conique est chassée dans le corps du piston et rivée à son extrémité (fig. 461).
Actuellement, la tendance est à la suppression des ergots d'arrêt, l'expérience montre qu'il y a avantage à laisser toute liberté aux cercles, l'usure étant plus régulière.
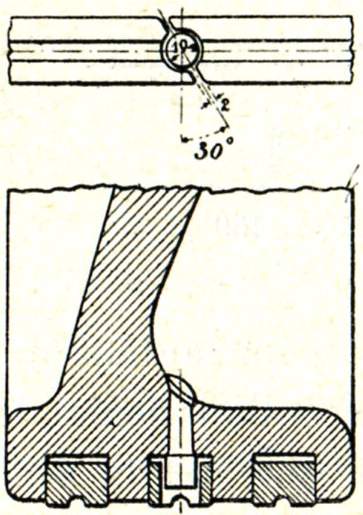 |
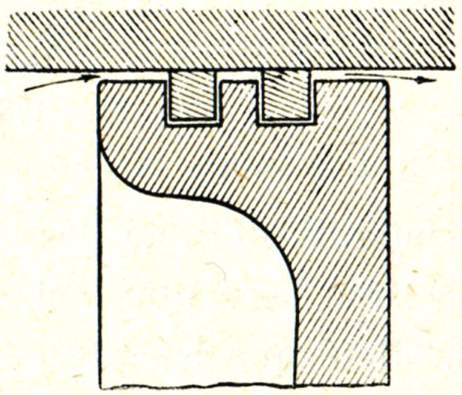 |
| Fig. 461 | Fig. 462 |
2°) Lorsqu'il y a du jeu entre les faces latérales du cercle et la rainure (fig. 462), la vapeur peut encore passer directement de l'admission à l'échappement par l'espace libre entre le corps du piston et le cercle.
On évite cet inconvénient en ajustant les cercles de manière qu'ils pénètrent à frottement doux dans les rainures ; mais du jeu devant infailliblement se produire par suite de l'usure normale, on prendra soin que les cercles, après placement, remplissent la rainure aussi profondément que possible.
L'étanchéité sur les faces latérales des cercles se conserve mieux avec les corps de piston en fonte qu'avec ceux en acier ; quand l'acier est un peu doux, il se bat sur les faces latérales de la rainure lors de l'entraînement du cercle par le piston.
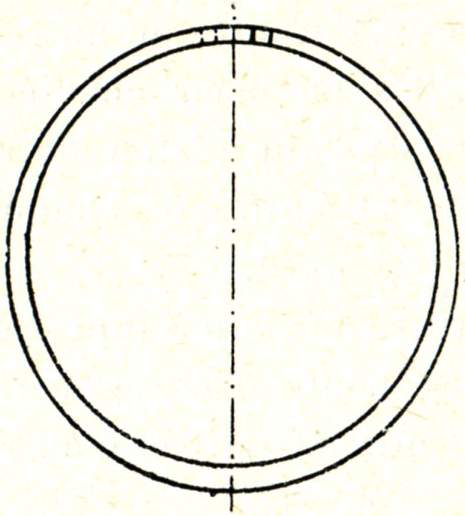
Fig. 463
On arrive à donner plus d'élasticité au cercle en le construisant comme le montre la fig. 463. On lui donne ainsi la forme qu'on désigne dans l'étude de la résistance des matériaux sous le nom de solide d'égale résistance ; le cercle présente alors la même élasticité en tous ses points et l'on risque moins de le déformer en le mettant en place. Ce genre de cercle présente en outre l'avantage d'exercer une pression plus régulière sur les parois du cylindre.
Dans les locomotives à vapeur saturée, le piston porte d'ordinaire sur les cercles. A la suite de l'usure de ceux-ci, le piston pourrait à un moment donné frotter sur le cylindre et le gripper, il convient donc de prendre certaines précautions pour que cela ne se produise pas. A cet effet, si les cercles sont d'épaisseur uniforme, on excentre la surface cylindrique du piston de manière que les cercles dépassent davantage le piston vers le bas que vers le haut ; les rainures et les cercles restent concentriques à la tige du piston (fig. 464). D'autres fois, en vue du même résultat, on conserve les rainures concentriques au piston, mais on place, vers le bas, des cales entre le piston et les cercles, c'est la pratique adoptée par la S.N.C.B.
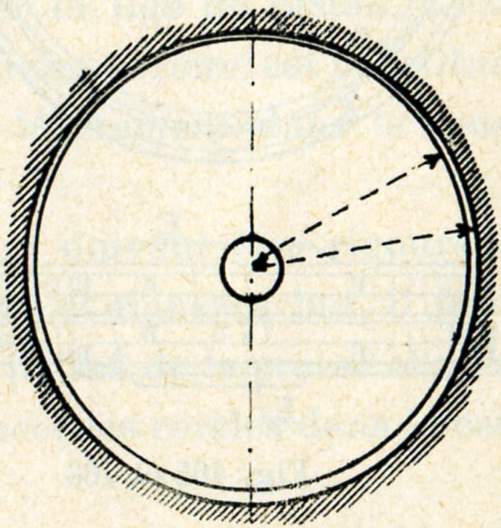
Fig. 464
Lorsqu'on fait usage de pistons en fonte, ces précautions ne sont pas absolument nécessaires, attendu que si, par négligence dans l'entretien, le corps du piston frottait sur le cylindre, les risques de grippement seraient moindres puisqu'il s'agit d'un frottement de fonte sur fonte.
La très grande fluidité de la vapeur surchauffée a conduit les constructeurs à améliorer encore l'étanchéité du piston suédois.
Dans cet ordre d'idées, aux locomotives américaines type 29 (fig. 465 à 471), chacun des cercles de garniture est constitué de six segments pressés contre la paroi du cylindre par un ressort r, introduit dans le fond de la rainure.
Comme le montre la coupe transversale (fig. 467), chaque rainure du piston est garnie de deux cercles A et B, l'un en bronze, l'autre en fonte.
Le cercle B s'appuie, par un épaulement C, sur le cercle A pour éviter qu'au montage le cercle A sorte de la rainure au moment du passage du piston sur la lumière d'admission.
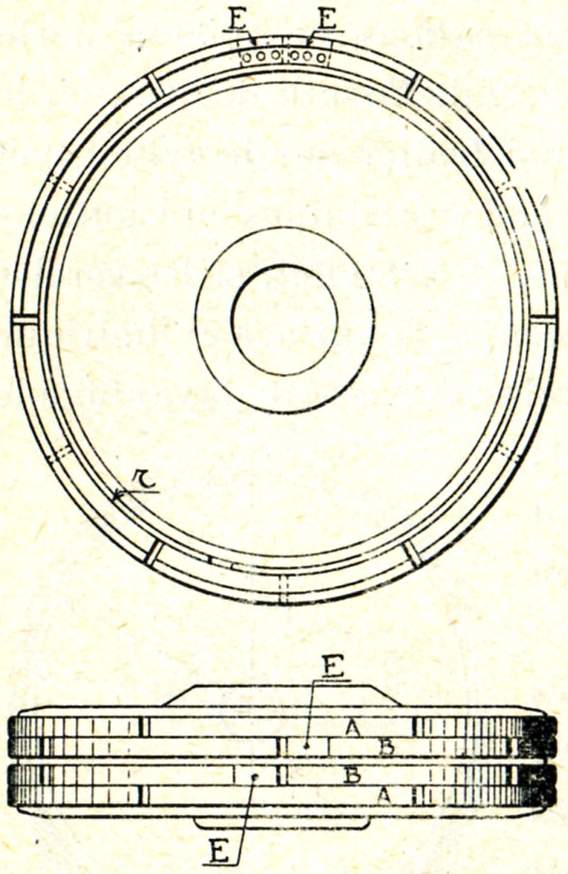 |
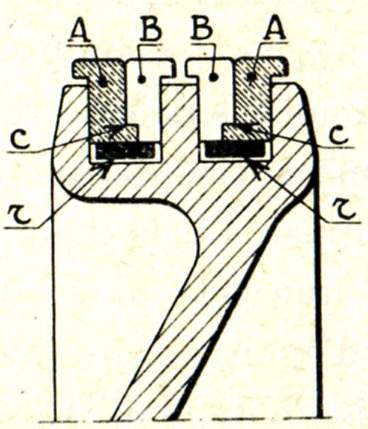 |
| Fig. 467 | |
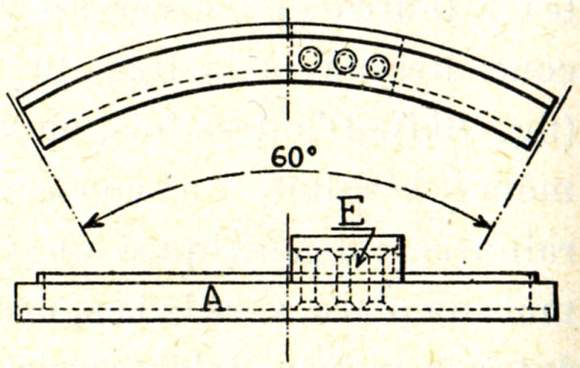 |
|
| Fig. 465 et 466 | Fig. 468 et 469 |
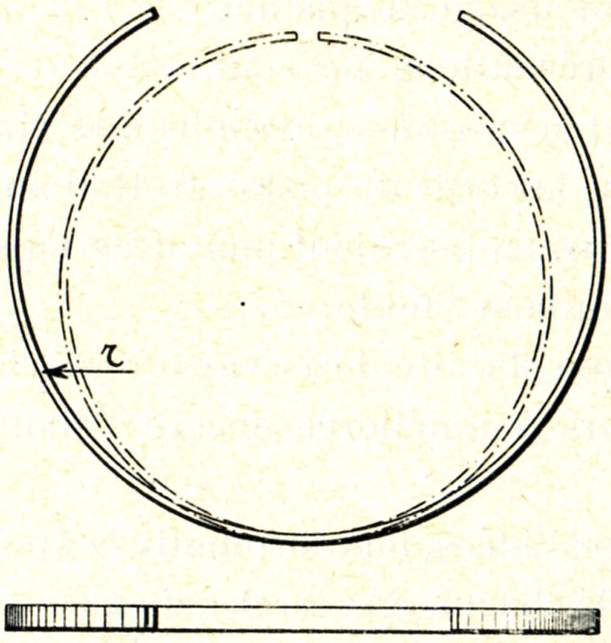 |
|
| Fig. 470 et 471 Garniture de piston des locomotives américaines type 29. |
|
Les joints des cercles A et B sont décalés les uns par rapport aux autres, ils s'emboîtent avec un certain jeu et, pour que ce décalage se maintienne en service, une pièce E (fig. 468 et 469), rivée au cercle A, s'emboîte entre les deux extrémités du cercle B.
Les figures 467, 470 et 471 montrent le ressort r dans sa position fermée et dans sa position librement ouverte.
Avec la vapeur surchauffée, pour rendre le graissage plus aisé, on pose généralement le principe que le piston ne peut peser sur le cylindre, il doit flotter et prendre appui, d'une part sur les patins de glissement de la crosse et, d'autre part, sur la contre-tige (note 377).
Le bourrage d'arrière du cylindre assure exclusivement l'étanchéité et ne doit pas supporter la tige du piston. C'est d'ailleurs pour ce motif que le bourrage arrière est constitué de manière à pouvoir se déplacer légèrement dans le sens transversal.
Les principes de ce fonctionnement doivent être rigoureusement conservés en service courant et dans ce but, il faut reprendre en temps utile le jeu aux patins de la crosse et aux buselures des contre-tiges, et remplacer les cercles dans le cas des pistons montés sans contre-tige.
Le jeu du piston dans le cylindre aux machines belges à vapeur surchauffée est de 5 mm à l'état neuf ; il peut atteindre en service de 10 à 18 mm selon le diamètre du cylindre.
La tige transmet l'effort que le piston reçoit ; elle doit être robuste et, dans le calcul de ses dimensions, il faut tenir compte de ce que l'usure occasionnée par le bourrage en réduira petit à petit la section.
La tige doit être parfaitement cylindrique et montée de telle sorte que son axe coïncide exactement avec celui du cylindre.
Quant à l'assemblage du piston sur la tige, il doit être solide et sûr.
A la plupart des locomotives belges, le piston est monté à froid sur le bout conique de la tige ; il est retenu par un écrou serré à refus puis claveté (fig. 455) ou rivé. La forme conique assure à la fois la rigidité et le centrage ; de plus, elle facilite le démontage si l'inclinaison du cône est suffisante.
Ce mode de construction permet le démontage du piston sur place, ce qui est nécessaire lorsque la crosse est forgée d'une pièce avec la tige (locomotives types 18, 41 et 44) ou lorsqu'elle y est fixée à demeure. Dans ce cas, en effet, la tige se retire par l'arrière du cylindre et le piston par l'avant.
Certaines compagnies de chemin de fer fixent à demeure le piston sur sa tige ; le piston est alors calé à la presse ou à chaud, ou encore vissé sur un filetage cylindrique ou conique complété par une rivure à froid. Dans ces conditions, le piston fait corps avec la lige ; le démontage sur place n'est plus possible et la crosse doit être rapportée sur la tige pour qu'on puisse retirer la tige par l'avant avec le piston.
Nous avons dit que dans les locomotives à vapeur saturée, on faisait porter le piston sur ses cercles ; il en résulte que le cylindre s'use davantage dans sa partie inférieure, ce qui amène plus ou moins rapidement son ovalisation. Plus le diamètre du cylindre est grand, plus lourd est le piston et plus l'ovalisation est à craindre. On la prévient en munissant le piston d'une contretige traversant le couvercle d'avant ; dès lors, le piston supporté à l'avant comme à l'arrière, ne pèse plus sur le cylindre.
Facultative avec la vapeur saturée, tout au moins pour les diamètres inférieurs à 500 mm, la contretige s'est généralisée en Europe avec la vapeur surchauffée ; il en est ainsi sur toutes les locomotives à surchauffe de la S.N.C.B., sauf aux locomotives types 29 et 40, de construction américaine.
Comme elle ne subit aucun effort d'extension ni de compression, la contretige est plus mince que la tige ; c'est néanmoins une masse à mouvement alternatif en plus. Elle exige au surplus une garniture supplémentaire pour la traversée du couvercle d'avant.
On constate, chez les constructeurs américains, une forte tendance à supprimer la contretige, même aux pistons de grand diamètre. Les partisans de cette suppression estiment que la réduction de l'usure du cylindre que permet l'emploi de la contretige n'est pas suffisante pour justifier les ennuis et les dépenses d'entretien qu'elle occasionne.
La contretige est généralement forgée d'une seule pièce avec la tige.
Lorsque dans son mouvement, la contretige pourrait blesser le personnel, on l'enveloppe d'un fourreau ouvert par le bout. En fermant complètement le fourreau et en ménageant une communication entre le fourreau et le compartiment avant du cylindre, on peut supprimer la garniture. On remarquera sur la fig. 455, le fourreau eu fonte ou en bronze, avec rainures de graissage des locomotives à surchauffe de la S.N.C.B., ce fourreau est lui-même entouré d'une gaine fermée à l'avant. Pour éviter la compression de la vapeur qui pourrait passer le long de la contretige, un trou, de 3 mm, fait communiquer le cylindre avec l'espace annulaire qui sépare le fourreau de sa gaine.
Ce mode de construction a l'avantage de permettre de réaliser sans difficulté et d'une façon durable le centrage du piston dans le cylindre. Le fourreau présente, à cet effet, une embase s'emboîtant sans jeu dans le couvercle du cylindre. Ne comportant aucun bourrage, son entretien est réduit. La contretige est graissée au moyen d'une tubulure qui traverse l'enveloppe pour pénétrer dans le fourreau lui-même. Cette disposition se retrouve, comme nous l'avons vu, aux contretiges des tiroirs cylindriques (fig. 366).
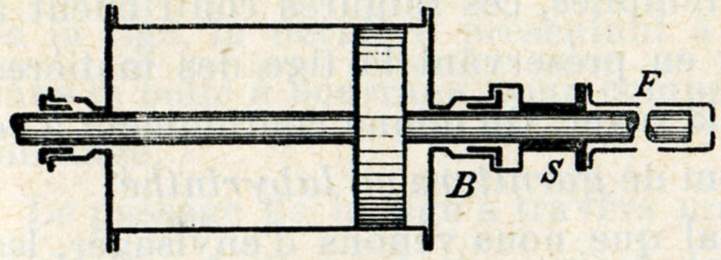
Fig. 472
On rencontre parfois, notamment aux locomotives allemandes, un autre arrangement qui est représenté schématiquement figure 472. Le fond du cylindre AV comporte, au passage de la contretige, une boîte à bourrage ordinaire B, dont le rôle est uniquement d'assurer l'étanchéité, tout en permettant un certain déplacement transversal. La contretige est supportée par une buselure en bronze S, placée à peu de distance à l'avant du bourrage et dont l'axe coïncide rigoureusement avec celui du couvercle du cylindre. Cette buselure S n'a donc aucun rôle à remplir au point de vue de l'étanchéité.
Le fourreau F qui entoure la contretige, n'a que 3 mm d'épaisseur, il présente un trou de 20 mm permettant d'éviter toute compression, il sert uniquement de protection.
La buselure S se trouve parfois placée vers l'intérieur du cylindre, le bourrage B étant extérieur.
Les ouvertures des plateaux des cylindres et des boîtes à vapeur que traversent les tiges de piston et de tiroir, doivent être munies de boîtes à bourrage destinées à éviter les fuites de vapeur.
Lorsque les milieux que traverse la tige sont à des pressions peu différentes, comme c'est le cas pour les tiges de tiroir des locomotives à surchauffe (fig. 402), où c'est la vapeur de décharge qui tend à s'échapper, une simple buselure en fonte ou en bronze, présentant quelques rainures intérieures, suffit pour assurer l'étanchéité. Encore convient-il pour arriver à une étanchéité satisfaisante, de donner une certaine longueur à cette buselure, ce qui a eu même temps l'avantage de réduire l'usure. Les rainures donnent abri aux impuretés emportées par la tige, aux gouttelettes d'eau de condensation, à l'huile de graissage, etc. ; ainsi remplies, ces rainures contribuent à réaliser l'étanchéité tout en préservant la tige des matières qui pourraient l'user ou la rayer. On donne couramment à ce genre de garniture, le nom de garniture en labyrinthe.
En dehors du cas spécial que nous venons d'envisager, les boîtes à bourrage se composent essentiellement d'une boîte cylindrique A en fonte, faisant corps avec le fond du cylindre ou rapportée sur celui-ci (fig. 473). Cette boîte contient une matière dénommée garniture, qui est destinée à former joint étanche. A cet effet, la garniture est pressée entre une bague fixe B, dite bague de fond et une seconde bague mobile C, dénommée bague presse-bourrage ou presse-garniture.
La bague de fond est généralement en bronze, le presse-bourrage est en bronze ou en fonte, mais dans ce dernier cas, il est ordinairement garni d'une buselure D en bronze.
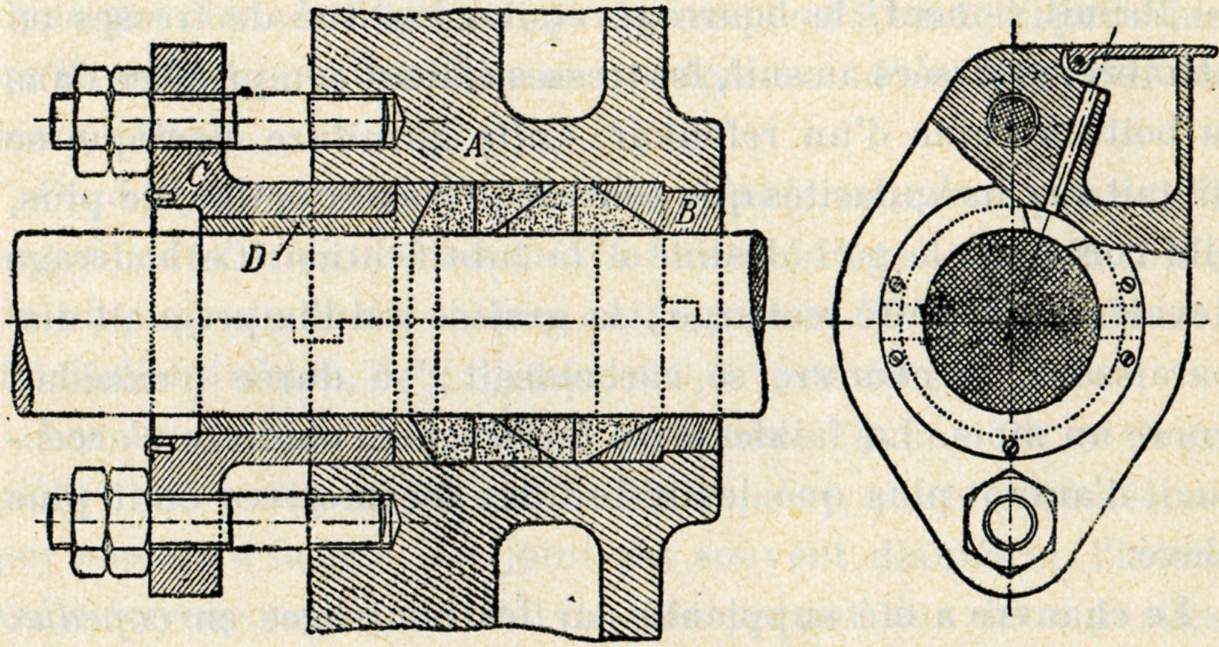
Fig. 473
Boîte à bourrage des locomotives à vapeur saturée.
Afin que la garniture presse convenablement contre la tige, la bague de fond et le presse-bourrage sont généralement terminés en biseau.
Dans les locomotives à vapeur saturée, avec pistons sans contretige, on admet que les boîtes à bourrage jouent en partie le rôle de guide. Dans cet ordre d'idées, on donne à la bague de fond et au presse-bourrage une longueur d'appui suffisante. Ces deux bagues sont alésées avec soin au diamètre de la tige, la dernière présentant à l'extérieur un léger jeu dans la boîte à bourrage pour compenser les irrégularités du montage.
Le passage de la tige à travers une boîte à bourrage occasionne un frottement, il convient donc de lubrifier les bourrages, par exemple, en faisant usage d'un graisseur à mèche ménagé dans le presse-bourrage, comme il est représenté figure 473.
Dans d'autres cas (fig. 476), on dispose à peu de distance du bourrage, une boîte en bronze G remplie de déchets de laine et dans laquelle l'huile est amenée goutte à goutte. Ce dispositif a l'avantage d'assurer dans une certaine mesure la propreté de la tige.
Primitivement, le bourrage était constitué de tresses en chanvre, graissées au suif, les tresses étaient comprimées dans la boîte à l'aide d'un refouloir. Cette garniture élastique se prêtait aux irrégularités que pouvait présenter la tige, de plus, elle contenait le suif destiné à la lubrification. Ce bourrage devait souvent être rechargé ; la graisse qui l'imprégnait disparaissant, le chanvre se carbonisait ; sa durée n'excédait guère un mois. La faiblesse du bourrage en chanvre s'accentuait d'autant plus que le timbre des locomotives était plus élevé.
Le chanvre a été supplanté par les bourrages en copeaux de métal blanc, également graissés au suif et comprimés au refouloir. Ces bourrages métalliques, bien faits, résistaient souvent plus d'une année, mais leur préparation était longue et exigeait beaucoup de soin.
Aujourd'hui, on ne se sert plus que d'anneaux ou bagues en métal blanc qui forment une garniture dont la durée est égale à celle du bourrage en copeaux, mais dont la préparation et la mise en place sont incomparablement plus rapides.
La figure 473 représente la garniture métallique que l'on rencontre généralement aux tiges de piston des locomotives à vapeur saturée ; les anneaux sont formés de deux pièces, leurs faces sont tournées en forme de cône et ils sont introduits, après graissage préalable, dans la boîte en alternant les joints. Par le serrage du bourrage, on presse les anneaux, les uns contre la tige, les autres contre la boîte (voir fig. 474). Les anneaux se déplacent à cause de leur conicité, ils glissent l'un sur l'autre d'autant plus facilement que les surfaces coniques sont mieux polies et mieux lubrifiées. Ce sont là deux conditions pratiques à bien observer lors du placement d'un bourrage de l'espèce.
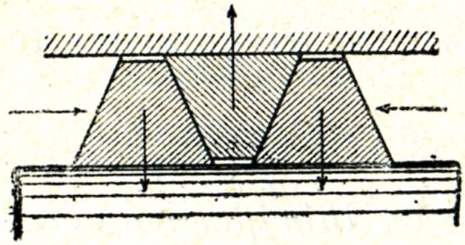
Fig. 474
Le serrage du bourrage doit se faire uniformément, légèrement et peu à la fois, pour laisser à la garniture le temps de s'adapter à la tige.
Les boulons agissant sur le presse-garniture ne peuvent donc pas être serrés à fond, par conséquent il est indispensable qu'ils soient pourvus d'un contre-écrou ou d'un dispositif en tenant lieu.
On doit faire usage d'un métal suffisamment mou pour qu'il se prête aux irrégularités inévitables de la tige. A la S.N.C.B., on emploie un métal blanc qui renferme 79,5 % de plomb, 15 % d'antimoine, 5 % d'étain et 0,5 % de cuivre.
Les anneaux en métal blanc sont, nous l'avons dit, en deux pièces, mais on peut les couler d'une pièce, quitte à les découper ensuite à la scie. Le joint est souvent diamétral, l'intervalle correspondant au trait de scie permet aux deux parties de l'anneau de se rapprocher après usure. Ce joint constitue évidemment une cause de fuite ; c'est pour ce motif : 1°) qu'on fait alterner les joints ; 2°) qu'un certain nombre d'anneaux doivent presser contre la boîte, les autres pressant contre la tige. On découpe parfois les anneaux en biseau ; ce procédé procure un rappel du chef d'usure aussi grand tout en ayant un intervalle donnant lieu à fuite, aussi étroit que possible (fig. 475).
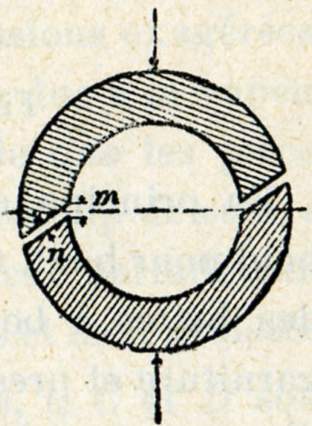
Fig. 475
L'amiante qui constitue par lui-même une garniture élastique et résistante à la chaleur, a l'inconvénient de rayer les tiges. Il entre cependant dans la composition de certains bourrages spéciaux, il est alors imprégné de graisse graphitée et parfois même associée au métal blanc.
En raison des difficultés rencontrées dans le graissage des cylindres des locomotives à surchauffe, nous avons vu, page 377 :
Le bourrage système W. Schmidt, appliqué aux locomotives à surchauffe de construction allemande, satisfait à ces conditions (fig. 476).
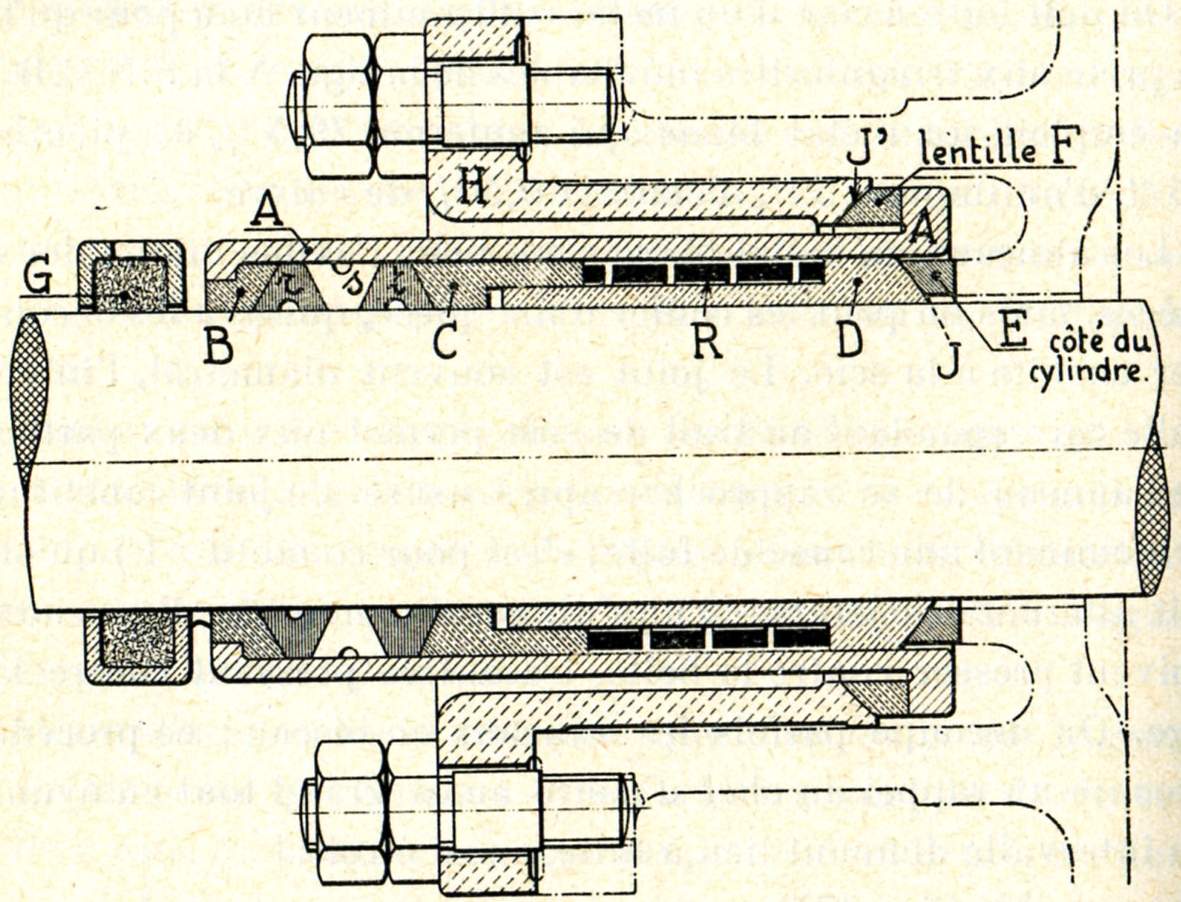
Fig. 476. - Boîte à bourrage Schmidt.
En principe, c'est la boite à bourrage habituelle retournée bout pour bout. On y retrouve, en effet, les éléments ordinaires des boites à bourrage : les trois anneaux r, s, t formant la garniture et pressés dans la boîte A, entre la bague de fond B, d'une part, et le presse-bourrage C, d'autre part. Mais ici, le serrage de la garniture a lieu automatiquement sans l'intervention du mécanicien ; c'est le ressort R, capable de développer un effort de 75 kg, qui presse normalement la garniture.
Le ressort R peut se détendre librement dans l'espace formé par les pièces A, C et D.
On aurait pu conserver l'orientation habituelle du bourrage, mais la température de la vapeur étant élevée, il convenait d'éloigner autant que possible du cylindre les anneaux de métal blanc, afin d'éviter leur fusion (ils fondent vers 300°) ; c'est pourquoi on a renversé l'ordre des éléments et que l'extrémité de la boite est exposée à l'air libre. C'est encore pour la même raison qu'on donne à la bague presse-bourrage C une si grande longueur.
Finalement, le bourrage est comprimé entre les anneaux F et E qui présentent des surfaces d'appui sphériques de même rayon et deux surfaces d'appui planes ; de cette façon, la deuxième condition est satisfaite car on obtient par là une certaine mobilité du bourrage sans qu'il en résulte un dérangement quelconque à la garniture proprement dite.
Une fois le bourrage monté, le mécanicien n'a plus à s'en occuper. La pression assurant l'étanchéité résulte uniquement de l'action du ressort R et de celle de la vapeur sur la surface annulaire que présente la bague D. Cette action de la vapeur est faible, la surface sur laquelle elle s'étend n'étant pas considérable ; elle est variable et disparaît lors de l'échappement, seule l'action du ressort est constante. Il est évidemment nécessaire qu'il y ait une pression permanente de la garniture.
Le principe de construction de ce bourrage, où l'étanchéité est assurée par des éléments sur lesquels le mécanicien ne peut agir, permet d'éviter à coup sûr des pressions exagérées ; mais comme l'action du ressort et la pression due à la vapeur sont relativement faibles, il est indispensable que les pièces formant la garniture soient faites avec beaucoup de soin et surtout que les anneaux de métal blanc soient parfaitement mobiles l'un sur l'autre, c'est-à-dire bien polis et bien graissés.
En vue du placement, les bagues B, r, s, t, C et D sont constituées de deux pièces. Le joint longitudinal des pièces constituant les bagues C et D est à emboîtement. La boite A et la bague E sont en acier, les bagues C et D, en fonte ; les bagues B et F, en bronze.
Le métal blanc de la garniture contient 80 % de plomb et 20 % d'antimoine.
La figure 477 représente en coupe le bourrage Crescent, plus récent, d'origine américaine.
Les segments, indiqués par les hachures quadrillées, sont placés sur une bague de fond B en deux pièces, le tout est contenu dans une boite en acier embouti.
Le serrage résulte de la tension de pose donnée au ressort à boudin et de l'action de la vapeur.
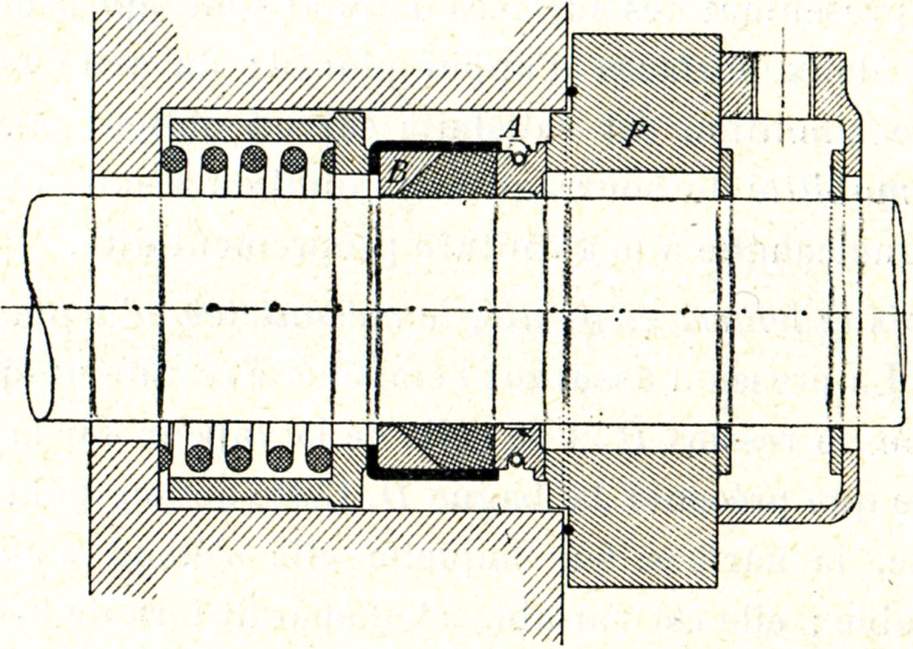
Fig. 477. - Bourrage pour tiges de piston système Crescent.
Un anneau presse-bourrage A forme joint contre la plaque de fermeture P. Ce joint est plan et il doit être rodé avec soin pour assurer l'étanchéité.
Lorsque l'extrémité de la tige est élargie, l'anneau presse-bourrage A est constitué de deux pièces serrées l'une contre l'autre par un petit ressort à boudin qui les entoure et qui est logé dans une gorge correspondante.
Comme on le voit, on a moins cherché à réaliser un déplacement angulaire (articulation sphérique) qu'un déplacement transversal, la boîte contenant les segments entraîne dans son déplacement la bague A qui glisse sur la plaque P. Le déplacement transversal permis est assez important.
Les anneaux de garniture peuvent être constitués de l'alliage habituel (79,5 % de plomb, 15 % d'antimoine, 5 % d'étain et 0,5 % de cuivre), mais lorsque les conditions de travail sont particulièrement rudes, on recommande de faire usage de la composition : 65 % de plomb, 35 % de cuivre, qui a l'avantage d'une plus longue durée tout en occasionnant moins d'usure à la tige.
Les segments des bourrages «Crescent» sont au nombre de quatre et leur forme spéciale (fig. 478) est telle que, sous l'action du ressort, ils s'appliquent tous les quatre contre la tige.
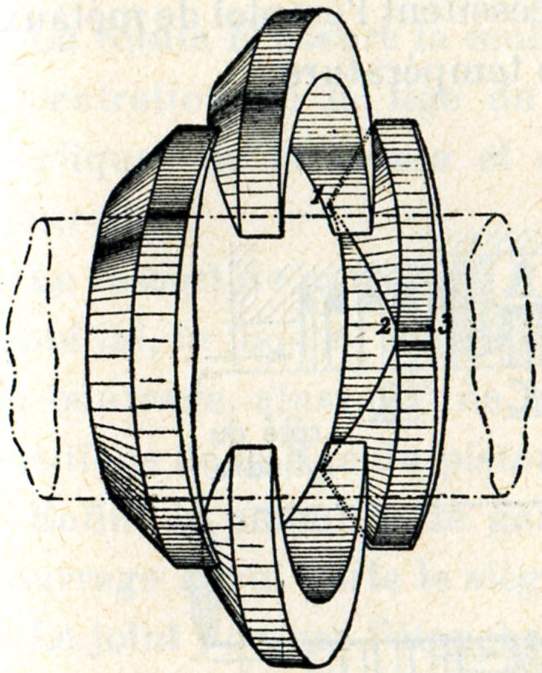 |
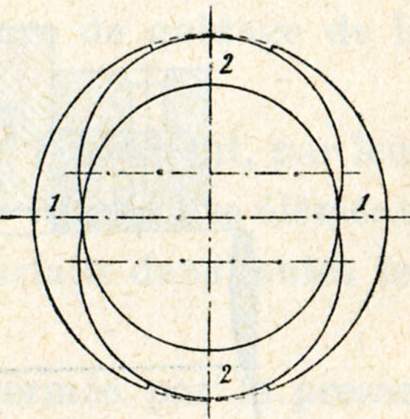 |
| Fig. 478 | Fig. 479 |
Les segments 1 (fig. 479) présentent une surface plane sur laquelle s'appuie l'anneau presse-bourrage A, et, du côté opposé, une surface conique sollicitée à glisser sur la bague de fond B. Le rappel les applique donc contre la tige.
Les segments 2 présentent aussi deux surfaces d'appui, l'une plane, l'autre conique, mais cette dernière glisse sur une surface conique correspondante ménagée à l'intérieur des segments 1.
Il est à remarquer que, lorsque les segments sont en place, leur ligne de joint 1, 2, 3 (fig. 478) contre la tige est fortement inclinée dans la partie 1-2, ce qui est très avantageux du point de vue de l'étanchéité.
Ces segments sont coulés avec précision aux dimensions finies, ils sont simplement alésés au diamètre de la tige.
La garniture se compose d'une chambre renfermant trois segments d'étanchéité à rattrapage de jeu automatique à ressort.
Les segments d'étanchéité à ressort permettent d'obtenir l'étanchéité parfaite par freinage de la fuite, sans créer de friction sur la tige.
Cette absence de friction rend possible l'emploi de métaux tels que la fonte, qui résistent aux hautes températures, tandis que les bourrages ordinaires, par suite de la friction considérable qu'ils exercent sur la tige, nécessitent l'emploi de métaux spéciaux entrant en fusion à basse température.
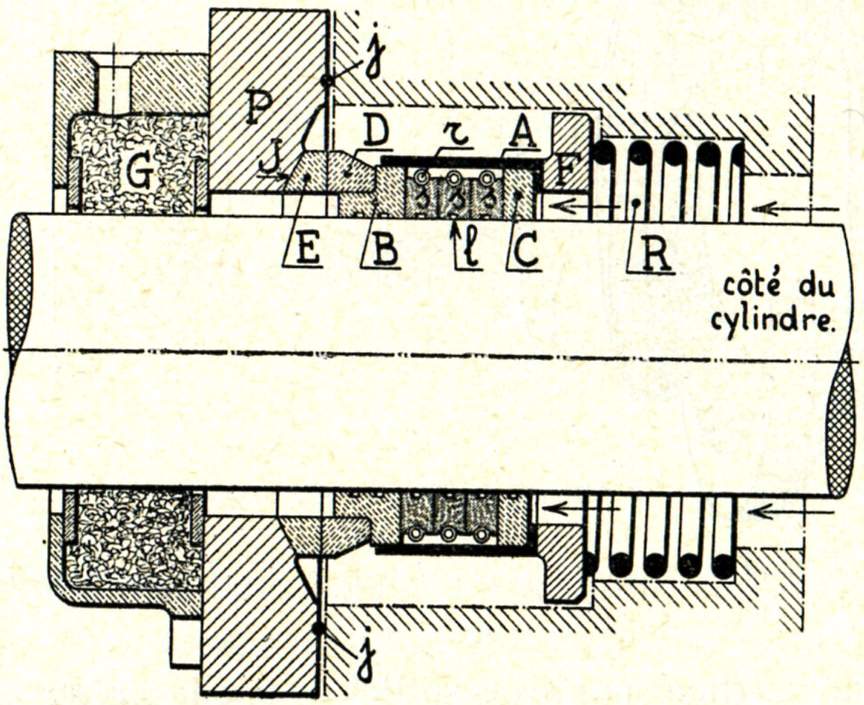
Fig. 480. - Bourrage flottant avec segments en fonte.
Les segments d'étanchéité à ressort réduisent l'usure de la tige, ne demandent qu'un graissage réduit et sont économiques du point de vue entretien.
Le bourrage est monté flottant et constitue une véritable articulation.
Le bourrage proprement dit se compose des 3 segments s précités en fonte et de 2 bagues B, C, formant détendeurs, également en fonte.
Les segments sont alésés exactement au diamètre de la tige du piston, puis divisés obliquement en trois.
Les segments sont maintenus par des ressorts en spirale r et uniformément appliqués sur la tige.
Le segment central est monté de façon à croiser les joints.
Les bagues B et C, formant détendeurs, sont partagées en deux parties, puis alésées à la dimension de la tige plus 0,2 mm.
Les demi-bagues B sont assemblées par l'anneau D.
Les bagues sont montées avec le minimum de jeu dans la boîte de retenue A tandis que les segments d'étanchéité sont placés librement.
La rotule E assure la mobilité nécessaire pour permettre la décentration de la tige du piston par suite de l'usure des appliques de la crosse et de la buselure de guidage de la contretige.
Le ressort de garniture R et son siège F assurent, par leur mobilité, la liaison constante et l'entière liberté des éléments du bourrage, ainsi qu'une étanchéité parfaite dans toutes les positions de la tige du piston.
Enfin, la chambre de garniture est fermée par le presse-bourrage P qui porte le siège de la rotule.
Le joint j assure l'étanchéité du presse-bourrage P.
En résumé, le bourrage étant constitué d'éléments séparés, pouvant se déplacer les uns par rapport aux autres, étant monté flottant sur la tige, réalise une véritable articulation.
En empêchant la tige de porter sur le bourrage, on évite toute ovalisation pouvant résulter d'un mauvais centrage ou de fléchissement.
La crosse forme l'assemblage articulé de la tige du piston et de la bielle motrice en même temps qu'elle assure le guidage de la tige en ligne droite.
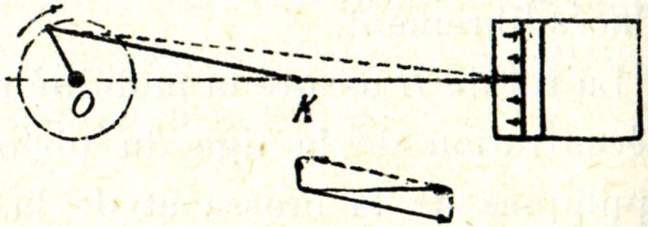
Fig. 481
Si nous considérons la course directe dans la marche avant d'une locomotive (fig. 481), nous savons que le piston reçoit sur sa face de gauche la pression de la vapeur d'admission, tandis que sa face de droite est à l'échappement. Il s'ensuit que le piston exerce sur la manivelle une traction qui tend à redresser suivant le tracé en traits interrompus la ligne brisée formée par la tige et la bielle. Nous en concluons que la crosse presse sur son guide supérieur, ce que la décomposition des forces nous aurait d’ailleurs montré immédiatement.
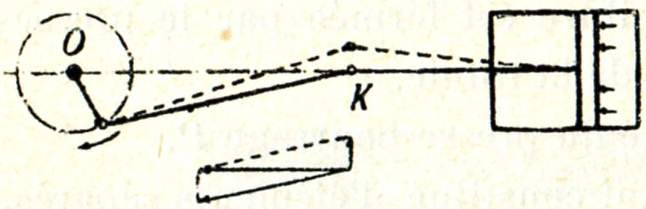
Fig. 482
Considérons toujours le même sens de marche, mais la course de retour (fig. 482). Cette fois, l'admission se produit sur la face de droite et c'est une poussée que le piston exerce sur la manivelle. Cette poussée tend à accentuer la brisure de la tige et de la bielle, mais, comme la bielle est passée en dessous de l'axe OK, c'est encore vers le haut que la brisure se produit, c'est-à-dire que comme pour la course directe, la crosse presse sur son guide supérieur.
Nous voyons donc que pendant la marche avant, la crosse presse sur le guide supérieur pendant le tour complet (note 390).
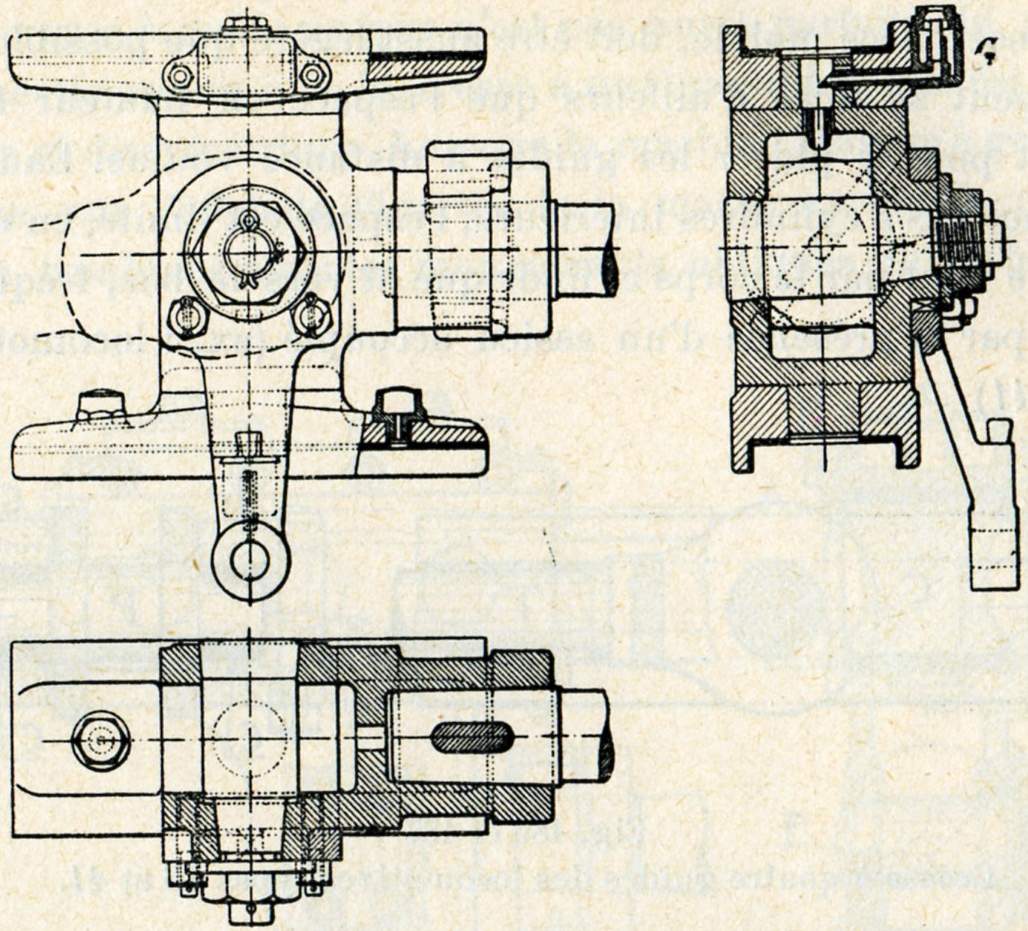
Fig. 483. - Crosse à deux guides. - Locomotives type 53.
Pour la marche arrière, si nous considérons les mêmes positions de la bielle et de la manivelle, le sens des efforts transmis par la tige étant renversé, la crosse pressera sur son guide inférieur pendant le tour complet (fig. 484 et 485).
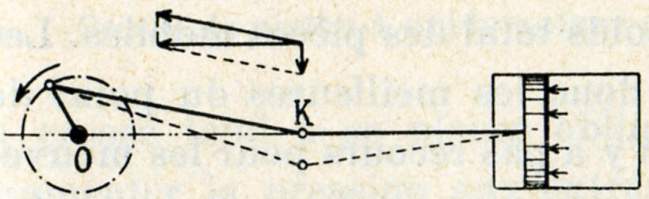
Fig. 484
Les locomotives étant appelées à marcher en avant et en arrière, la crosse est, suivant le cas, sollicitée vers le haut ou vers le bas. Dans ces conditions, la disposition qui se présente naturellement à l'esprit pour le guidage consiste à prévoir deux guides superposés. Tel est le cas pour les locomotives types 10 et 53 (fig. 483).
Fig. 485
Dans ce cas, l'écartement entre les guides doit être suffisant pour que la bielle, dans sa position la plus oblique, ne vienne pas les toucher.
Cela peut conduire à une crosse assez lourde, d'autant plus que, pour éviter le coinçage, on est tenu de donner aux patins une longueur suffisante. Or, il ne faut pas perdre de vue que la crosse, pièce mobile, doit être aussi légère que possible.
Il peut se faire d'ailleurs que l'espace en hauteur fasse défaut pour y placer les guides à distance voulue. Dans les locomotives à cylindres intérieurs, l'espace est limité, en effet, vers le haut par le corps cylindrique et vers le bas, fréquemment par la présence d'un essieu accouplé (ex. : locomotives type41).
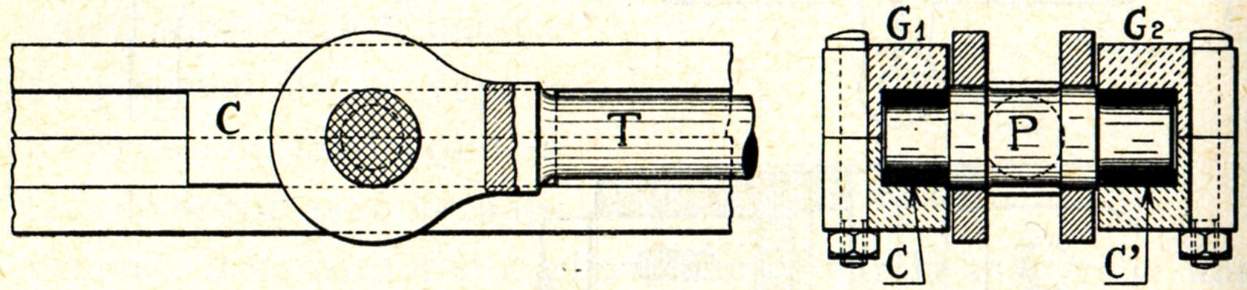
Fig. 486 et 487
Crosse à quatre guides des locomotives types 16 et 41.
On a recours alors à quatre guides groupés deux à deux de part et d'autre de la crosse, la bielle passant librement entre les deux groupes (fig. 486 et 487).
Dans cette disposition, la hauteur du patin peut être très réduite, le coinçage devient impossible, les frottements sont moindres de même que le poids total des pièces mobiles. Les crosses à quatre guides sont donc les meilleures du point de vue des principes. Si l'on n'y a pas recours pour les mouvements extérieurs, c'est que leur construction est un peu plus compliquée ; or, dans la locomotive, on recherche toujours la simplicité ; ces crosses se développent d'ailleurs en largeur et la place dans ce sens peut faire défaut.
Lorsque l'espace manque en hauteur, on peut encore faire usage d'une crosse à un seul guide (fig. 488 et 489), mais comme il faut néanmoins que la crosse soit guidée pendant la marche arrière, la crosse est munie d'un patin qui prend appui sur la face supérieure du guide.
La crosse de piston à deux guides superposés des locomotives type 29 de la S.N.C.B. (fig. 490) apparaît comme une variante de la crosse à guide unique.
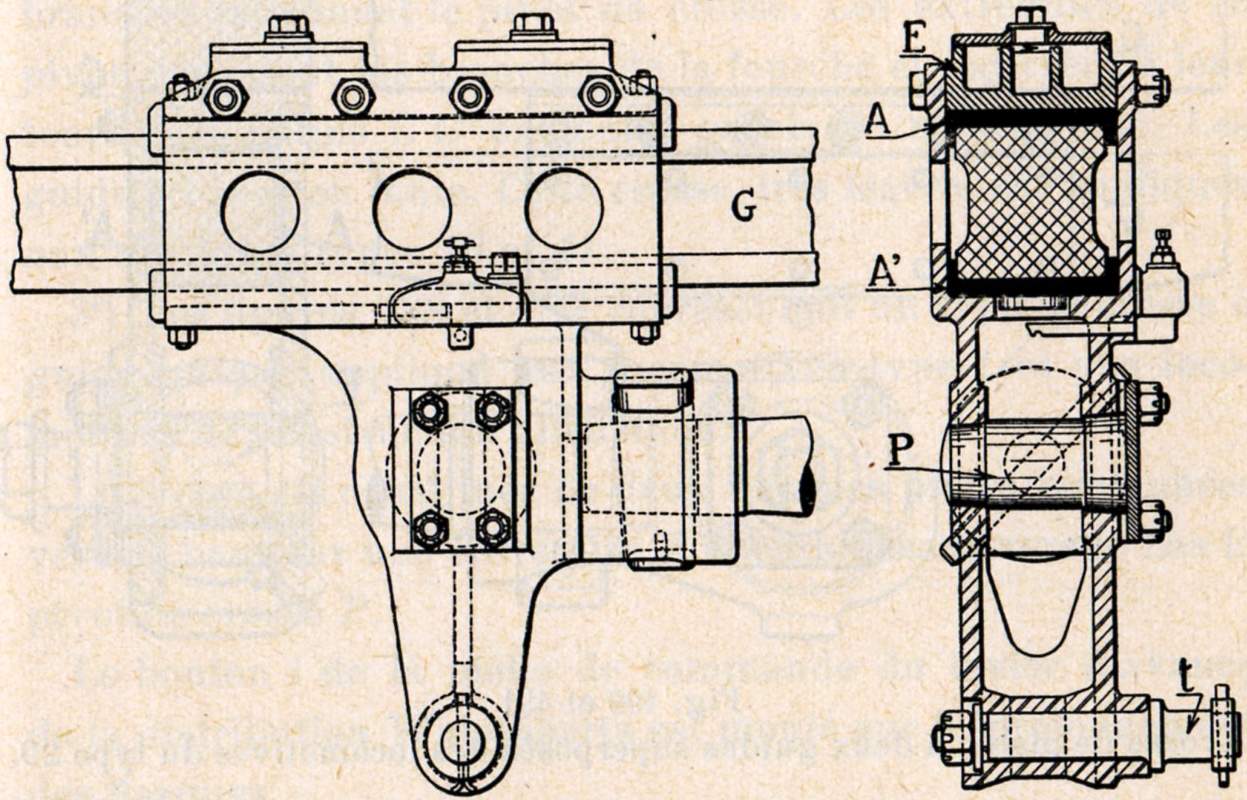
Fig. 488 et 489
Crosse de piston à guide unique des locomotives du type 1.
La crosse à guide unique n'est pas aussi parfaite du point de vue théorique que la crosse à quatre guides, elle est plus lourde et dissymétrique. Lorsque la machine marche à grande vitesse, par l'effet de l'inertie de la masse excentrée de la crosse, combinée avec les mouvements obliques de la bielle, la crosse tend à se placer obliquement ce qui contribue à augmenter la pression aux extrémités des surfaces de glissement. On pare à cet inconvénient en donnant plus de longueur aux patins.
Les crosses à guide unique dont l'emploi est rationnel aux locomotives à cylindres intérieurs sont aussi utilisées pour les mouvements extérieurs.
A présent que nous avons dégagé les principes qui déterminent l'emploi d'un type donné de crosse, examinons quelques détails de construction.
Assemblage de la tige à la crosse. - Comme on le voit sur les figures qui précèdent, la tige s'assemble à la crosse par un bout conique claveté. On laisse un jeu entre le bout de la tige et le fond de la douille pour assurer un serrage parfait ; on ménage en outre un trou au fond de la douille pour faciliter le démontage de la tige.
Très rarement, la crosse est d'une pièce avec la tige (page 378).
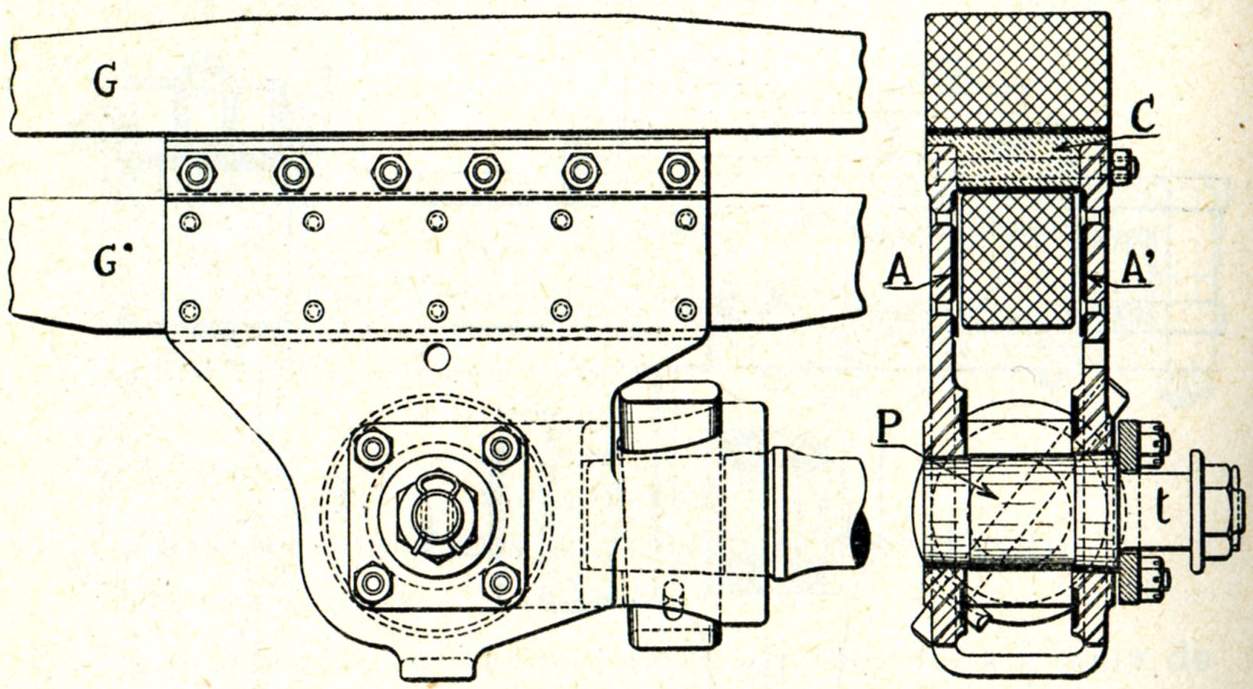
Fig. 490 et 491
Crosse de piston à deux guides superposés des locomotives du type 29.
Quant à la crosse elle-même, elle affecte généralement l'une des formes suivantes.
1°) Dans la crosse à deux guides, représentée fig. 483 et adoptée sur les locomotives types 7, 8, 9, 10, 53, la douille conique se prolonge par une sorte de boite dont les faces supérieure et inférieure reçoivent des patins rapportés. Le pivot comprend deux portées coniques laissant entre elles une partie cylindrique sur laquelle s'articule la petite tête de bielle. La crosse est en acier forgé ou moulé, les patins sont en fonte et généralement garnis de métal blanc. On réunit parfois la crosse proprement dite et les patins en une seule pièce, les surfaces frottantes sont alors recouvertes de métal blanc.
A la crosse est fixée la pièce d'attaque du levier d'avance de la distribution Walschaerts.
Les guides sont en acier demi-dur non trempé, soit en acier spécial traité.
La figure montre comment s'opère le graissage du guide inférieur ; le guide supérieur porte des graisseurs fixes. Enfin, le graisseur G lubrifie le pivot.
2°) Dans la crosse à quatre guides des figures 486 et 487, la tige de piston se termine par une simple fourche dont les branches retiennent le pivot de crosse. Les extrémités de ce pivot dépassent les branches de la fourche et reçoivent à leur tour deux patins C C’ en fonte, garnis de métal blanc. Les guides G sont en fonte. Cette crosse, très légère, est appliquée aux machines types 16 et 41.
3°) Les figures 488 et 489 représentent un type de crosse à guide unique appliqué aux locomotives type 1 et aux locomotives de construction allemande.
La crosse est constituée de deux flasques plates boulonnées vers le haut sur une entretoise E et embrassant vers le bas le pivot de crosse P.
Le bouton t de la bielle de commande du levier d'avance de la distribution Walschaerts est monté sur le prolongement des flasques.
Les patins A et A', dénommés communément appliques, sont en bronze et garnis de métal blanc.
Les figures 490 et 491 représentent la crosse de piston à deux guides superposés appliquée aux locomotives type 29.
Les principes de construction sont les mêmes, mais le bouton t est constitué par le prolongement du pivot P.
Dans les deux cas, ce mode de construction conduit à des crosses particulièrement légères ce qui est avantageux puisqu'il s'agit de masses volumineuses animées d'un mouvement alternatif.
Les guides ou glissières doivent être rigoureusement parallèles à l'axe du cylindre. Ils se construisent, comme nous l'avons vu, en fonte, en acier demi-dur ou en acier spécial traité. Ils s'assemblent à l'avant sur des pattes venues de coulée avec le fond arrière du cylindre, à l'arrière sur une entretoise fixée au châssis.
Aux fonds de course, les guides sont entaillés de manière que le patin de crosse dépasse légèrement les surfaces frottantes afin de prévenir la formation d'une arête par suite d'usure. On arrive au même résultat en réduisant la section des guides vers les fonds de course.
La bielle motrice transmet à la manivelle l'effort que la vapeur a d'abord développé sur le piston ; elle sert encore, avec la manivelle, à transformer le mouvement rectiligne alternatif du piston en mouvement circulaire continu de l'essieu.
D'un côté, la bielle s'articule à la crosse du piston, de l'autre au bouton de la manivelle ou au tourillon de l'essieu coudé, suivant qu'il s'agit d'un cylindre extérieur ou d'un cylindre intérieur.
Les deux extrémités de la bielle formant articulations sont dénommées têtes, elles sont réunies par le corps de la bielle ; l'extrémité reliée à la crosse porte plus particulièrement le nom de pied de bielle ou petite tête, on réserve alors l'appellation de tête à l'autre extrémité ou grosse tête.
Corps de la bielle. - Les dimensions de la section transversale de la bielle doivent évidemment être en rapport avec les efforts qu'elle a à supporter, mais comme il s'agit d'une pièce à mouvement alternatif, elle doit également être aussi légère que possible.
En raison de sa longueur, elle est plus sujette à fléchir que les autres pièces du mécanisme ; d'autre part, comme elle oscille avec une grande vitesse dans le plan vertical, il se produit un battement ou, comme on dit, un fouettement ; la bielle tend à fléchir sous l'action de sa masse propre. On adopte pour ces motifs une section présentant le plus de résistance dans le plan vertical et on lui donne généralement une hauteur croissante du côté de la manivelle.
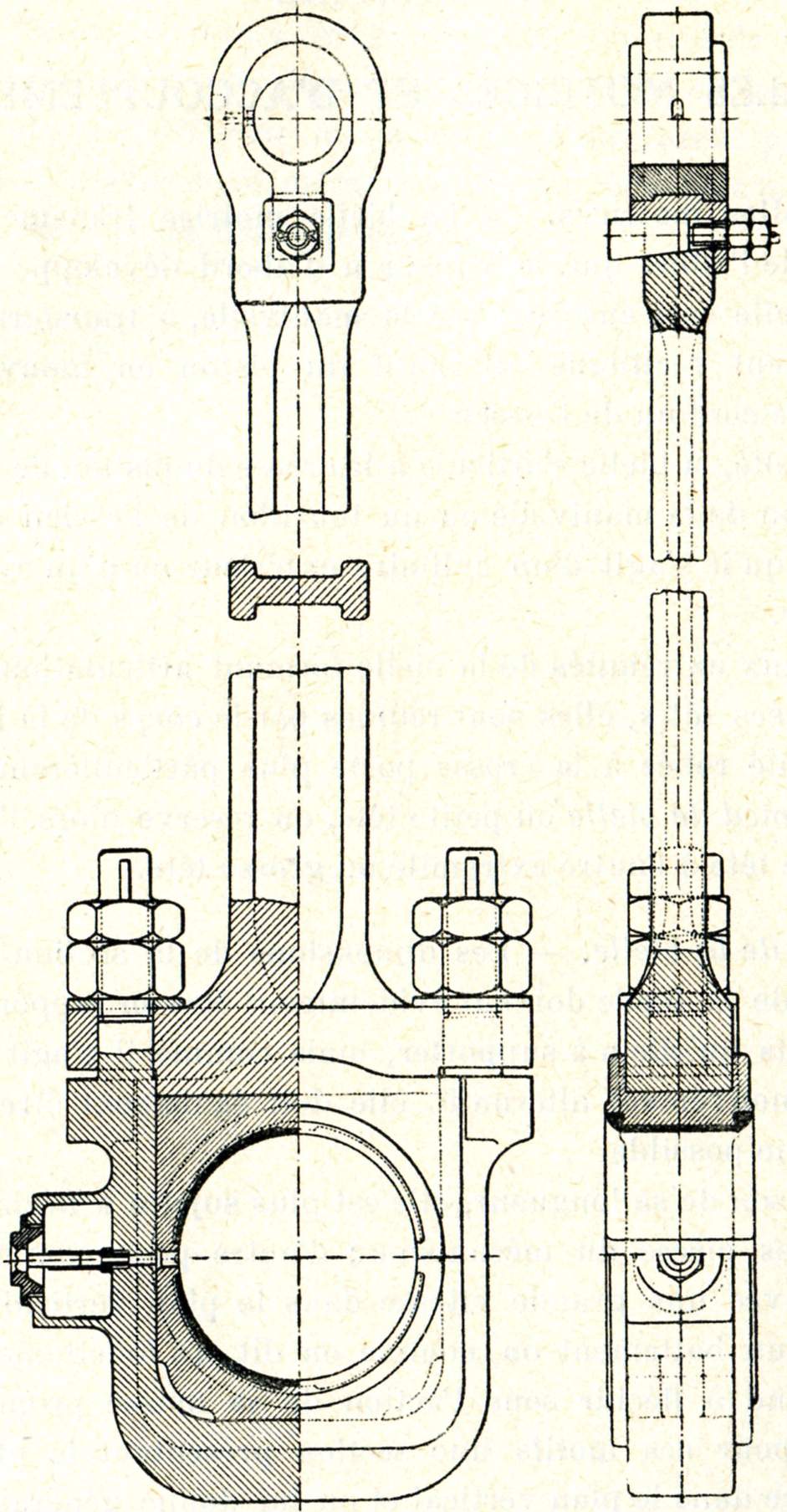
Fig. 493 et 494
Bielle motrice des locomotives type 10.
Les bielles de section rectangulaire se rencontrent encore sur quelques anciennes locomotives, mais actuellement c'est la section en double T que l'on rencontre le plus souvent. A hauteur égale et pour une surface égale de la section (c'est-à-dire pour une section qui contient la même quantité de métal), le profil en double T présente à la flexion une résistance beaucoup plus grande que le profil rectangulaire.
Les bielles sont confectionnées en acier offrant une résistance variant de 68 à 78 kg par mm² et ayant subi un traitement thermique approprié.
En vue de rendre moins sensibles les effets de l'obliquité de la bielle (page 210), on s'efforce de donner à la bielle des machines fixes une longueur égale à cinq fois environ le rayon de la manivelle ; dans les locomotives, on réalise toujours un rapport plus élevé, le plus généralement compris entre 5 1/2 et 8.
Les têtes de bielle sont destinées à transmettre l'effort par contact, d'une part, avec le pivot de la crosse et, d'autre part, avec le tourillon de la manivelle.
Quelques remarques s'imposent de suite à l'esprit :
Ces deux considérations conduisent à donner des dimensions plus fortes à la tête qui s'articule sur la manivelle qu'à celle qui s'articule sur le pivot de crosse. Cette différence se justifie donc par deux raisons :
Ainsi s'expliquent aussi les dénominations courantes de grosse tête et de petite tête.
En principe, une tête de bielle se compose d'un cadre en acier, dénommé cage, faisant corps avec la bielle et contenant le coussinet destiné à former surface de glissement sur le tourillon.
Quand rien ne s'y oppose, la cage est fermée, c'est-à-dire qu'elle est d'une seule pièce, la construction est ainsi moins sujette à avarie et elle est plus légère. Les dimensions intérieures du cadre doivent évidemment être telles que le tourillon et ses épaulements puissent y passer. La robustesse et la légèreté des bielles à cage fermée justifient leur vogue actuelle. On doit avoir recours à la cage ouverte c'est-à-dire démontable, notamment pour les mouvements intérieurs (tourillons des essieux coudés) et pour les mouvements extérieurs, lorsque le pivot de manivelle porte une contremanivelle non démontable.
On classe donc les têtes de bielle en têtes fermées et en têtes ouvertes.
Coussinets. - Les coussinets sont destinés non seulement à assurer un glissement doux aux surfaces en contact, mais c'est encore sur eux que doit se reporter l'usure.
Les coussinets sont pourvus intérieurement d'une rainure de graissage, qui conduit l'huile sur toute la largeur du tourillon. L'huile est amenée là où la pression est la plus faible.
L'emploi du bronze pour les coussinets se justifie par sa résistance aux chocs, par sa coulée facile ; il assure un glissement convenable sur les parties en contact, il se prête à l'étamage indispensable pour la bonne adhérence du «métal blanc» ou «métal antifriction».
Le bronze dur pour coussinets contient :
cuivre 88 1/2 %, étain 6 %, zinc 4 %, plomb 1 1/2 %.
A la S.N.C.B., les coussinets en bronze dur sont toujours garnis de métal antifriction.
Pour les locomotives à voyageurs et mixtes, le métal blanc adopté est un alliage très riche en étain :
étain 83 1/2 %, antimoine 11 %, cuivre 5 1/2 %.
Comme l'étain est un métal coûteux et rare, pour des raisons d'économie, on emploie sur les locomotives à marchandises un métal blanc moins riche en étain :
étain 60 %, antimoine 11 %, cuivre 5 1/2 %, plomb 23 1/2 %
et même un métal blanc moins riche encore :
étain 10 %, antimoine 15 %, cuivre 1 %, plomb 74 %.
Enfin, pour les locomotives de manœuvres, par raison d'économie toujours, on supprime le métal blanc mais on emploie un alliage moins dur :
cuivre 90 %, plomb 10 %.
Avec la garniture en métal blanc, en cas de chauffage, il y a simple fusion du métal blanc, tandis qu'avec le bronze, il peut se produire un grippement du tourillon.
Si l'on substitue complètement le métal blanc au bronze pour les surfaces frottantes, il faut prévoir la fusion du métal blanc. Dans ce cas, en effet, l'articulation se ferait avec un jeu exagéré, il pourrait en résulter des bris de coussinets, de fonds de cylindre et des avaries aux bielles.
Bien que l'emploi d'une surface frottante complètement formée de métal blanc paraisse le plus rationnel, certains praticiens préfèrent avoir recours à une solution mixte consistant à couler du métal blanc dans des alvéoles disposées de différentes manières.
Les figures 495 et 496 représentent les coussinets des bielles motrices intérieures et extérieures. Elles montrent la disposition adoptée pour le métal blanc. Le métal blanc est coulé dans une chambre creusée dans le coussinet. L'épaisseur de métal blanc est de 4 mm. Quatre barrettes de feutre s'imbibent d'huile et répandent celle-ci uniformément sur le tourillon.
Les formes extérieures des coussinets doivent être de nature à leur assurer une grande stabilité dans la cage, ou bien les coussinets sont rectangulaires ou bien ils sont cylindriques et pressés dans la cage.
En règle générale, les coussinets sont munis de rebords qui empêchent leur glissement transversal. Dans le cas des têtes fermées, ces rebords doivent être supprimés partiellement pour la mise en place des coussinets, on supplée à l'insuffisance des rebords en prévoyant des emboîtements entre le corps de la bielle et le coussinet ou entre le coin et le coussinet.
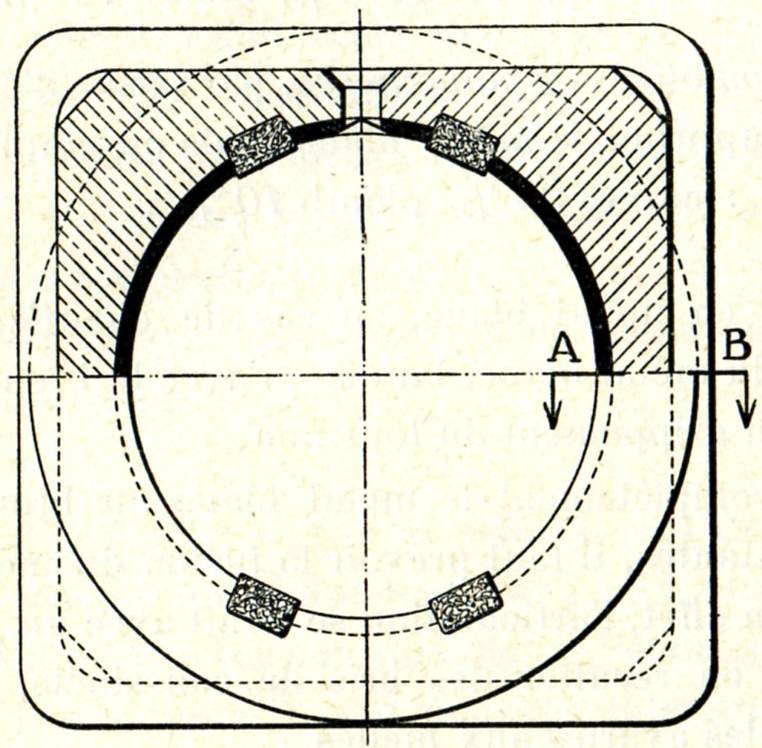 |
Coupe A B |
 |
|
| Fig. 495 | Fig. 496 |
Les coussinets sont alésés de façon à présenter, étant montés, le jeu voulu sur le tourillon. C'est dans la précision de l'alésage, que réside la bonne exécution ; le réglage en place est évidemment nul.
Considérons deux demi-coussinets C et D (fig. 497) entourant le tourillon T ; les coussinets sont montés à bloc l'un contre l'autre et maintenus en place par le coin G.
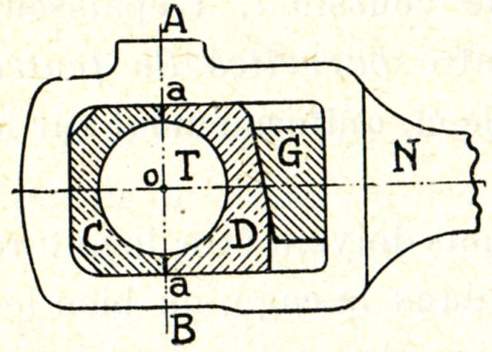
Fig. 497
Rappel du jeu. - La reprise du jeu peut se faire de deux manières :
1°) On lime les surfaces de contact a a, puis l'on serre le coin de rappel G de manière à ramener les coussinets bloc à bloc.
Cette méthode présente les inconvénients suivants :
Pour une bielle motrice, cela n'a pas trop d'importance si les espaces morts sont prévus en conséquence, mais pour les bielles d'accouplement, la longueur des bielles doit absolument être maintenue. Or, ce n'est possible avec la méthode exposée ci-dessus qu'en enlevant la même quantité de métal sur les faces de joint a a, ce qui supposerait la même usure sur tous les coussinets des bielles d'accouplement.
Or, en pratique, l'usure est différente, c'est la raison pour laquelle on préfère recourir à la deuxième méthode.
2°) Reprise du jeu par regarnissage complet du métal blanc des coussinets.
Ce procédé a le grand avantage de ne pas modifier la longueur de la bielle.
En l'espèce, le coin de rappel fait office de coin de fixation.
Certains réseaux prévoient des intercalaires de reprise de jeu entre les deux demi-coussinets.
La reprise du jeu peut alors se faire en modifiant l'épaisseur des intercalaires. Ce procédé, tout comme la méthode n° 1, a l'inconvénient de modifier la longueur des bielles et ne permet pas la reprise du jeu dans le sens vertical.
Décrivons quelques types de bielles motrices choisis parmi les plus usuels.
La figure 493 représente une bielle motrice dont la grosse tête est formée d'un étrier dont les deux branches sont fixées par écrou, contre-écrou et pièce de sûreté. La petite tête est du type à tête fermée avec coin à vis disposé horizontalement. Pour la grosse tête comme pour la petite tête, les coussinets sont serrés à bloc. Ce modèle de bielle motrice se rencontre sur les locomotives types 7, 8, 9, 10, 36 et 53.
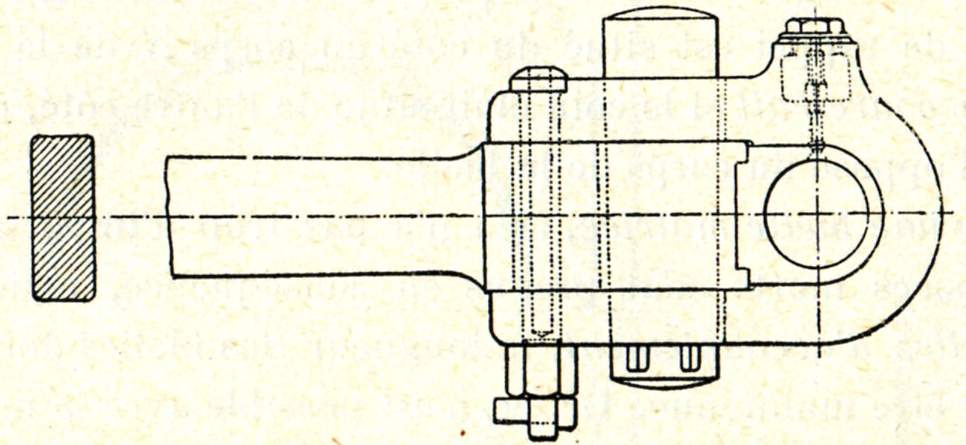
Fig. 498
Petite tête de bielle motrice des locomotives types 41 et 44, à 2 cylindres intérieurs.
La figure 498 représente une petite tête de bielle motrice. Elle comporte un étrier. Pour le rappel de l'usure, on agit sur l'étrier lui-même. Le rappel de l'usure produit un raccourcissement de la bielle du côté de la petite tête. Cette tête de bielle est appliquée sur les locomotives types 41 et 44.
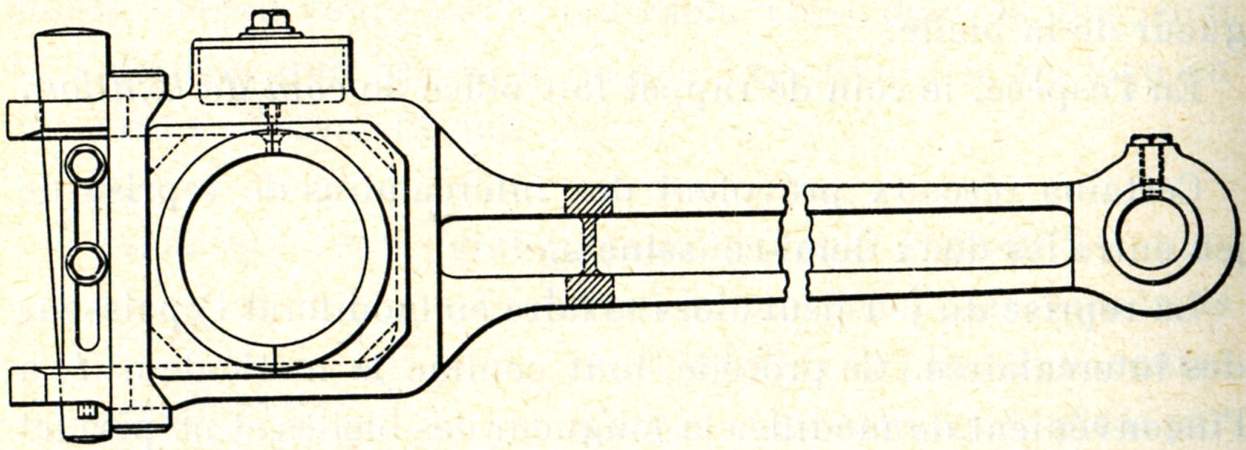
Fig. 499
Bielle motrice intérieure de la locomotive Pacific type 1, à 4 cylindres égaux.
Bielle motrice intérieure de la locomotive Pacific type 1 (fig. 499). - La grosse tête est à chape ouverte. Les coussinets sont serrés à bloc par la plaque de fermeture immobilisée elle-même par une clavette.
La petite tête comporte un coussinet-bague en une pièce.
Bielle motrice de la locomotive Atlantic type 12 (fig. 500). - La grosse tête est à chape ouverte, fermée par une plaque boulonnée. Les deux demi-coussinets sont serrés à bloc par un coin de fixation.
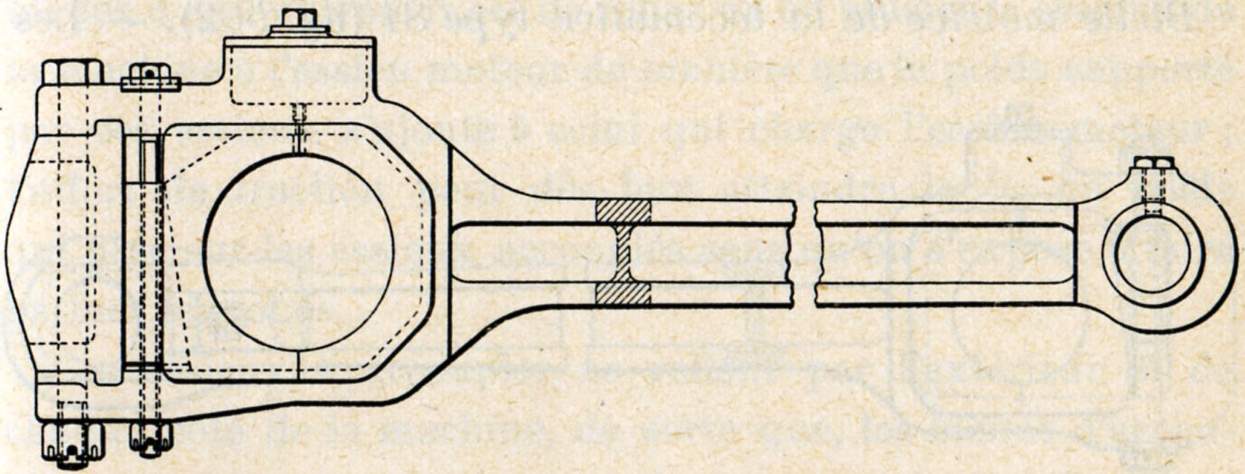
Fig. 500
Bielle motrice de la locomotive Atlantic type 12, à 2 cylindres intérieurs.
Quant à la petite tête, elle est à cage fermée avec un coussinet-bague cylindrique.
Bielle motrice extérieure de la locomotive type 38 (fig. 501). - La grosse tête ouverte est terminée par un étrier solidement fixé sur le bout de la bielle. Ce mode de construction a été adopté pour réduire les dimensions extérieures de l'arrière de la grosse tête.
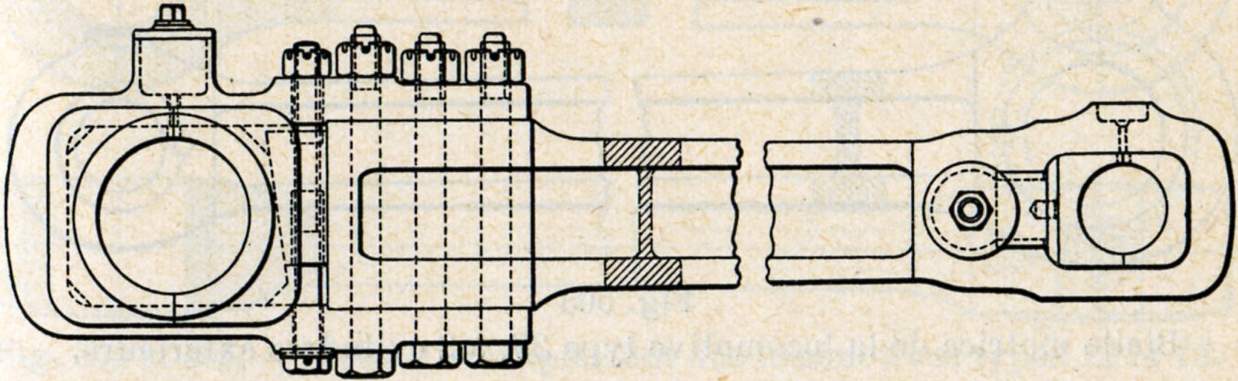
Fig. 501
Bielle motrice de la locomotive type 38, à 2 cylindres extérieurs.
Les deux demi-coussinets rectangulaires sont serrés à bloc par un coin de serrage.
Quant à la petite tête, elle est à cage fermée et les deux demi-coussinets rectangulaires sont également maintenus par un coin de serrage.
Bielle motrice de la locomotive type 81 (fig. 502). - Les deux têtes sont à cage fermée renfermant deux demi-coussinets rectangulaires, serrés à bloc par un coin de fixation.
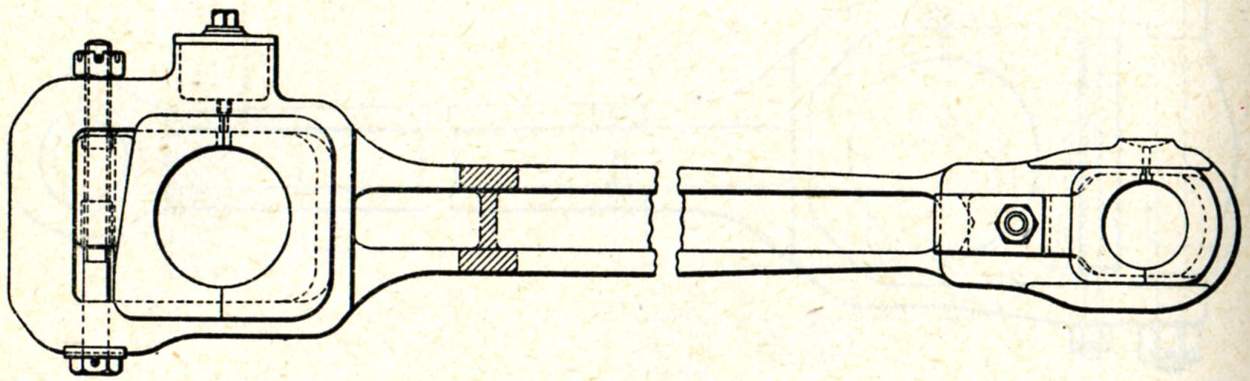
Fig. 502
Bielle motrice de la locomotive type 81, à 2 cylindres extérieurs.
Le coussinet de la grosse tête est garni de métal blanc.
Bielle motrice de la locomotive type 29 (fig. 503). - La grosse tête et la petite tête sont pourvues de coussinets cylindriques placées à la presse et dont la rotation est empêchée par une cale.
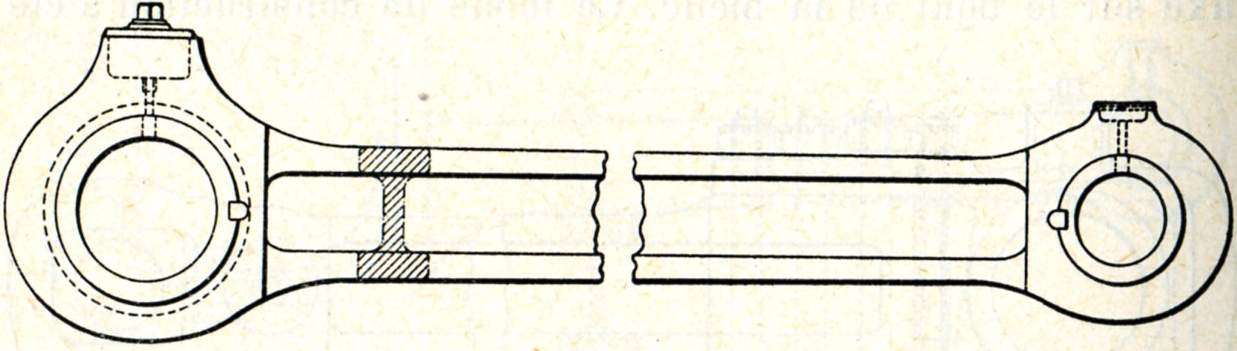
Fig. 503
Bielle motrice de la locomotive type 29, à 2 cylindres extérieurs.
Le coussinet de la grosse tête est garni de métal blanc.
L'effort qu'on peut exercer sur les manivelles d'un essieu pour le faire tourner ne peut, si on le suppose reporté à la jante des roues, dépasser l'adhérence de la roue au rail, c'est-à-dire, dans les conditions moyennes, le 1/6 environ du poids qui pèse sur les deux roues (note 407) ; sans quoi les roues glissent et tournent sur place. Le rôle des bielles d'accouplement est de relier un ou plusieurs essieux de la machine à l'essieu moteur de manière que le poids supporté par ces essieux s'ajoute à celui qui charge l'essieu moteur ; l'effort de traction peut dès lors atteindre le 1/6 du poids qui pèse sur les essieux accouplés sans qu'on s'expose à faire patiner les roues.
Les essieux à accoupler se relient par l'extérieur et de chaque côté de la machine, de sorte que, les bielles d'accouplement réunissant les boutons de deux manivelles de même rayon, les règles de construction étudiées pour les bielles motrices pourront leur être appliquées.
Les têtes de bielles d'accouplement sont le plus souvent du type à cage cylindrique avec coussinet en bronze (avec ou sans métal blanc), placé à la presse, parfois cependant elles sont du type à cage rectangulaire.
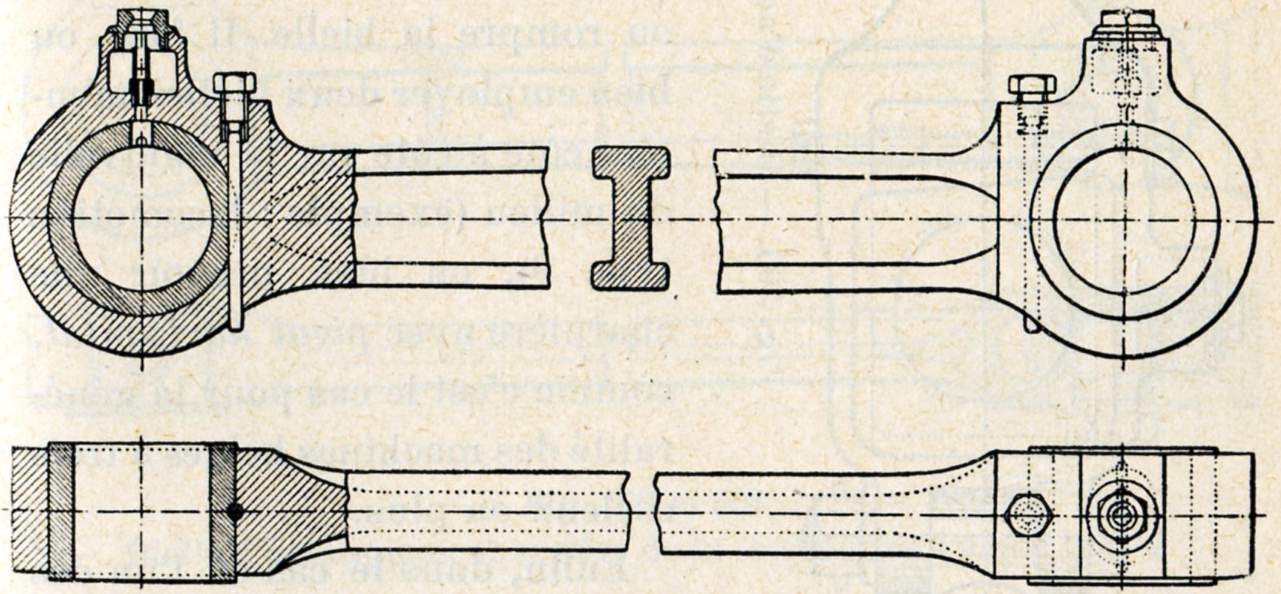
Fig. 504 et 505. - Bielle d'accouplement des locomotives types 12 et 18.
Les bielles qui se correspondent de chaque côté de la machine doivent avoir rigoureusement la même longueur, longueur égale à la distance d'axe en axe des essieux accouplés ; sinon, il en résulterait des chauffages, voire même des bris. Quand on prévoit un rappel de l'usure, celui-ci doit être conçu de telle manière que cette longueur ne varie pas.
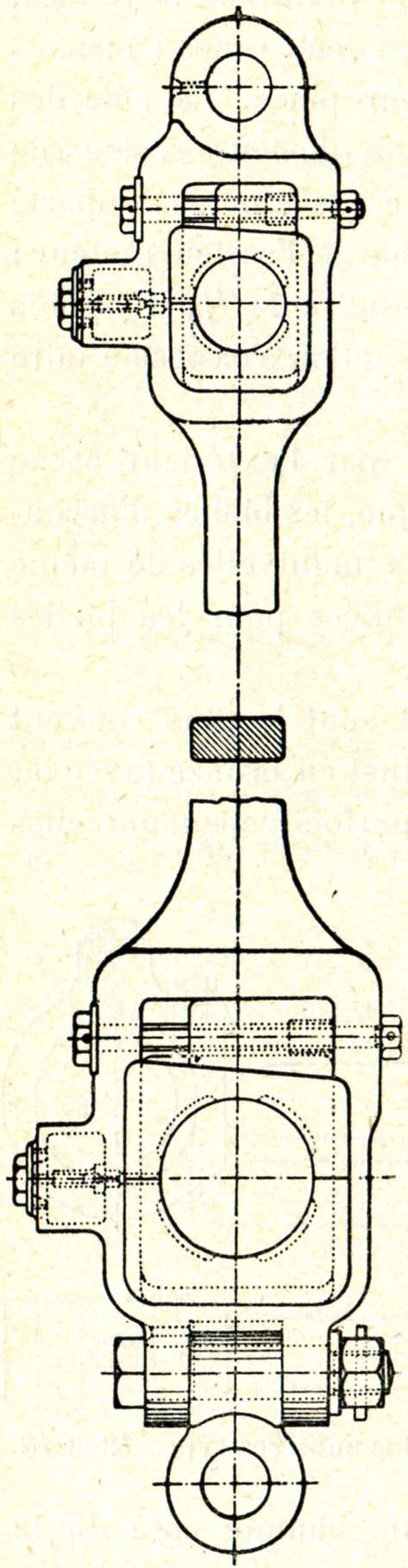
Fig. 506. - Bielle d’accouplement des locomotives types 53.
Très sujettes à fléchir lors des patinages, on donne aux bielles d'accouplement très fréquemment une section en double T (fig. 504) ; parfois les bielles sont renflées vers le milieu.
Quand on doit accoupler trois essieux et, d'une manière générale plus de deux essieux, on ne peut faire usage d'une seule bielle rigide pour relier les trois manivelles ; en effet, les mouvements verticaux des boîtes des essieux dans leurs guides par suite des inégalités de la voie (joints des rails) feraient plier ou rompre la bielle. Il faut, ou bien employer deux bielles montées côte à côte sur la manivelle du milieu (exemple : locomotive type 9), ou bien prévoir une charnière avec pivot horizontal, comme c'est le cas pour la généralité des machines belges à trois essieux ou plus.
Enfin, dans le cas où l'un des essieux a un déplacement latéral important (exemple : l'essieu d'arrière de la machine tender type 53), on prévoit en plus une charnière à pivot vertical.
La figure 504 représente une bielle d'accouplement à têtes rondes. Celles-ci sont garnies d'une buselure en bronze, sans rebord, mise en place à la presse hydraulique. La busette de graissage empêche la rotation de la buselure et son déplacement transversal. Les locomotives types 12 et 41 sont munies de bielles d'accouplement de ce modèle.
Aux locomotives type 29, les buselures ont un épaulement et la fixation est assurée par une cale.
La bielle de la figure 506 est du type à tètes rectangulaires avec coussinets et coins de serrage. On remarque sur la figure la charnière à pivot horizontal et la charnière à pivot vertical dont il a été question plus haut.
Les têtes de bielles d'accouplement des types 9, 10, 36 et 53 sont de ce type.
La charnière avec pivot vertical est appliquée à la locomotive de manœuvre à quatre essieux, type 53.
Bielle d'accouplement arrière de la locomotive Pacific type 1 (fig. 507 et 508). - A l'arrière, le coussinet cylindrique est en bronze garni de métal blanc.
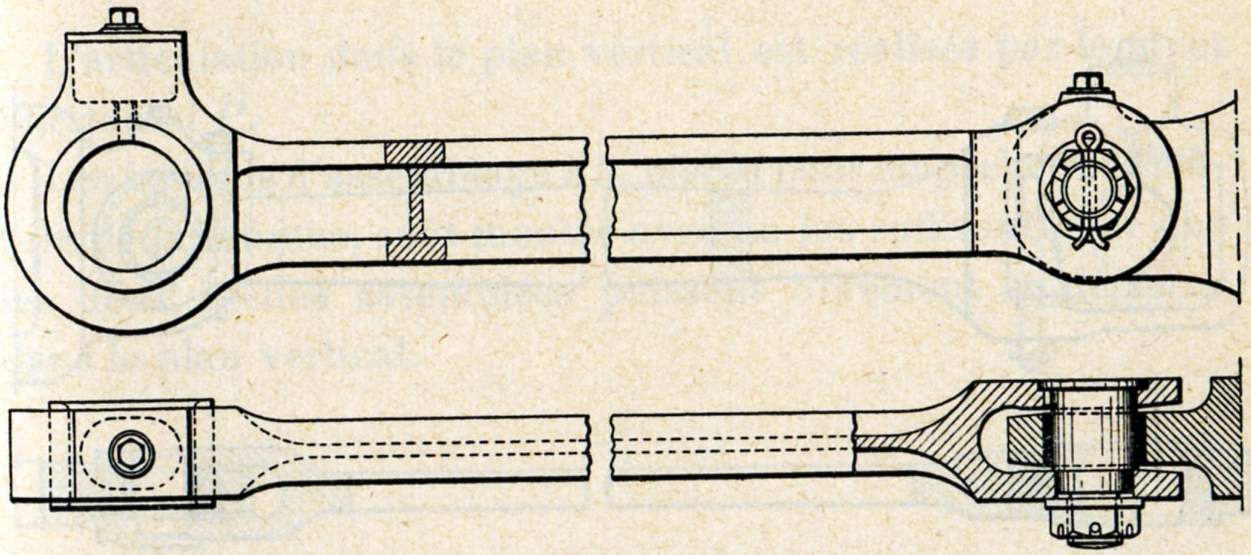
Fig. 507 et 508
Bielle d'accouplement arrière de la locomotive Pacific type 1
A l'avant, la bielle comporte une charnière femelle, avec pivot d'articulation cylindrique, sur lequel est montée la charnière mâle.
La figure 509 représente le pivot à portée conique que l'on rencontre sur les locomotives de construction allemande.
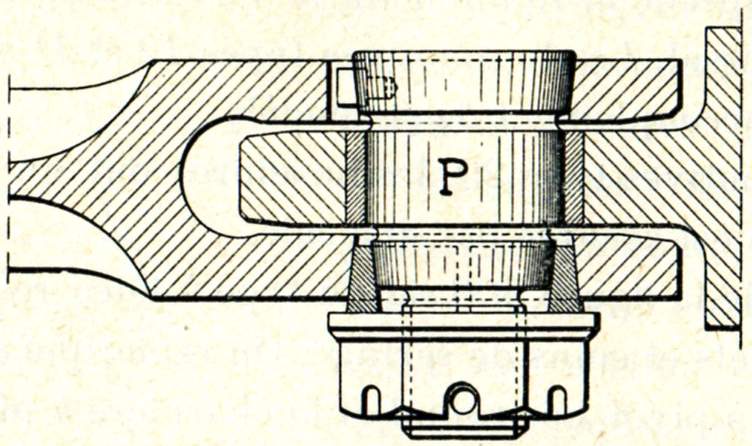
Fig. 509. - Pivot à portée conique.
Il permet, dans une certaine mesure, de reprendre le jeu du pivot dans la charnière femelle par serrage de l'écrou, reprise de jeu qui n'est pas possible avec le pivot cylindrique représenté à la figure 508.
Bielle d'accouplement à articulation sphérique de la locomotive Consolidation type 31 (fig. 510 et 511). - Les têtes sont du type rectangulaire à cage fermée, avec coussinets serrés à bloc par un coin de fixation.
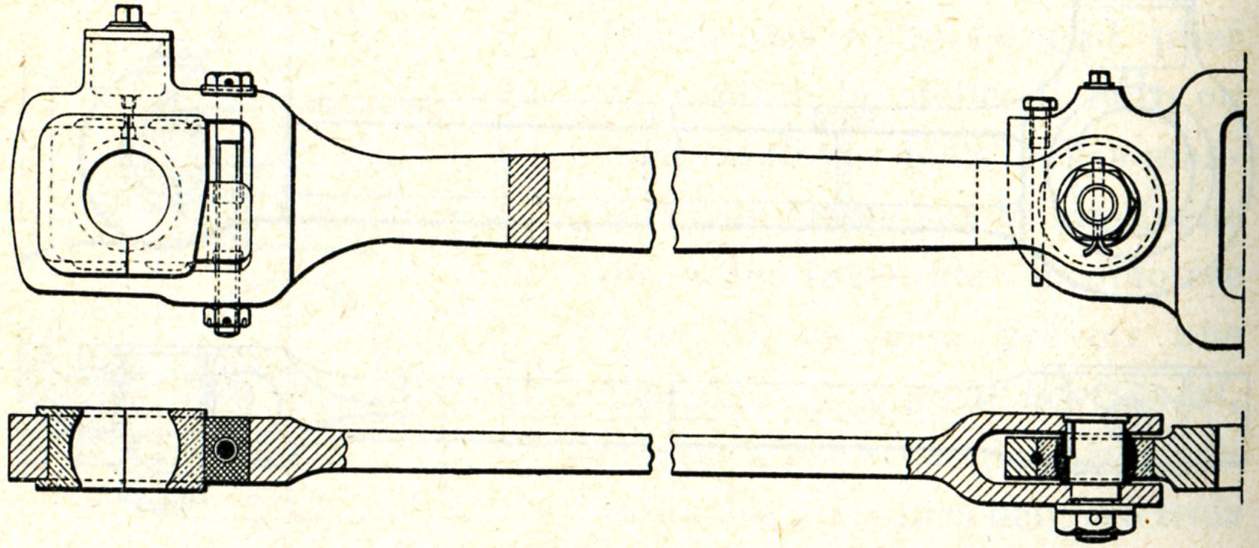
Fig. 510 et 511
Bielle d'accouplement arrière de la locomotive type 31.
La figure montre l'articulation avec pivot horizontal permettant le déplacement relatif des bielles dans le plan vertical.
Quant au déplacement dans le plan horizontal, il est assuré par l'articulation sphérique.
Bielle d'accouplement guidée dans le plan vertical de la locomotive type 26 (fig. 512 et 513) - Dans ce cas, le constructeur a voulu maintenir les bielles d'accouplement dans le même plan vertical. Lors du déplacement latéral en courbe du premier et du cinquième essieux accouplés, les boutons de manivelle se déplacent dans les coussinets, un jeu latéral, visible en D (fig. 513) ayant été prévu en conséquence.
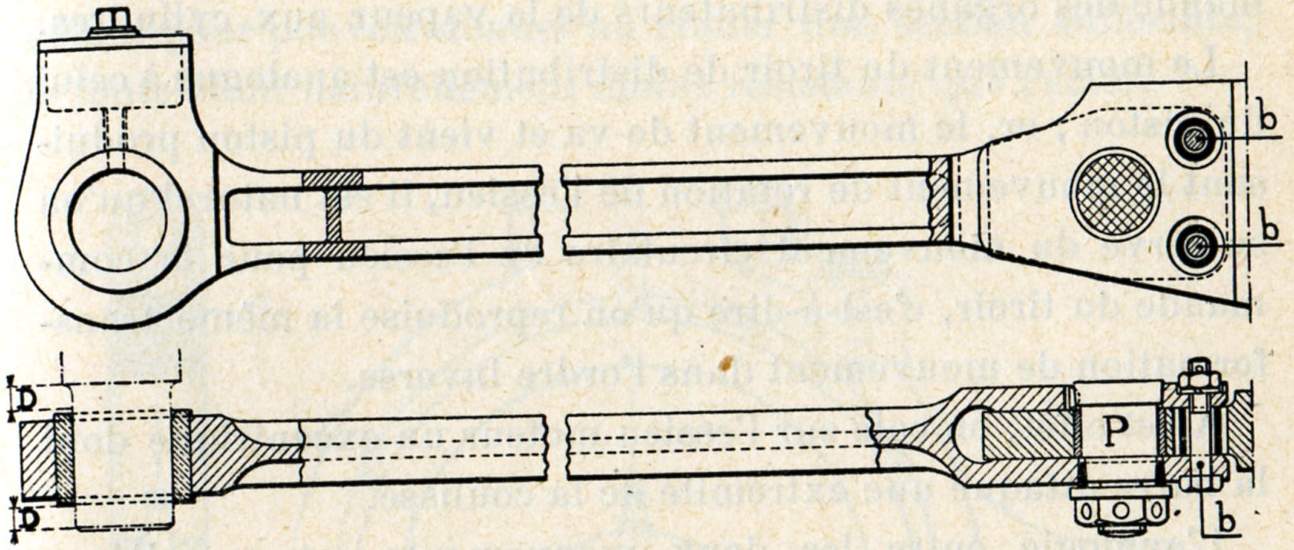
Fig. 512 et 513
Bielle d'accouplement arrière de la locomotive type 26.
L'articulation dans le plan vertical est réalisée par le pivot horizontal P.
Les boulons d'assemblage b b, placés pour empêcher l'ouverture de la fourche, sont montés avec un jeu suffisant pour que les deux bielles assemblées puissent librement se déplacer dans le plan vertical.
Les excentriques servent à la commande des organes distributeurs de la vapeur aux cylindres.
Le mouvement du tiroir de distribution est analogue à celui du piston ; or, le mouvement de va et vient du piston produisant le mouvement de rotation de l'essieu, il est naturel qu'on se serve du mouvement circulaire de l'essieu pour la commande du tiroir, c'est-à-dire qu'on reproduise la même transformation de mouvement dans l'ordre inverse.
A cet effet, on cale sur l'essieu moteur un excentrique dont la barre attaque une extrémité de la coulisse.
L'analogie entre les deux mouvements est complète : l'excentrique - nous l'avons montré page 310 - n'est, en somme, qu'une manivelle et il est, en fait, souvent remplacé par une contremanivelle (page 244) ; la barre d'excentrique fait office de bielle, le collier prenant la place de la grosse tête de bielle.
L'excentrique proprement dit ou poulie d'excentrique se compose en principe d'un disque circulaire en fonte ou en acier, calé excentriquement sur l'essieu ; il est formé (du moins pour les excentriques intérieurs) de deux pièces réunies soit par boulons, soit par vis ou par goujons clavetés. Le joint passe évidemment par le centre de l'arbre 0 et est généralement perpendiculaire à la ligne des centres ON (fig. 515).
Le plus souvent, ce joint est à redan, cette disposition empêche le glissement des deux pièces l'une sur l'autre.
Le collier est formé de deux demi-cercles embrassant la poulie et réunis par boulons à l'intervention de brides d'assemblage.
Pour éviter tout déplacement latéral, le collier est creusé d'une rainure qui s'emboite sur une saillie correspondante de la poulie. Il n'est pas indifférent que cette rainure soit pratiquée dans le collier ou dans la poulie ; creusée dans le collier, elle forme poche vers le bas et par là retient l'huile de graissage.
Du moment que la barre est rapportée sur le collier, celui-ci peut être en fonte. L'usage de la fonte est admissible quand la poulie est elle-même en fonte, à moins que la place ne fasse défaut pour pouvoir donner au collier une section suffisante, la fonte étant naturellement moins résistante que l'acier.
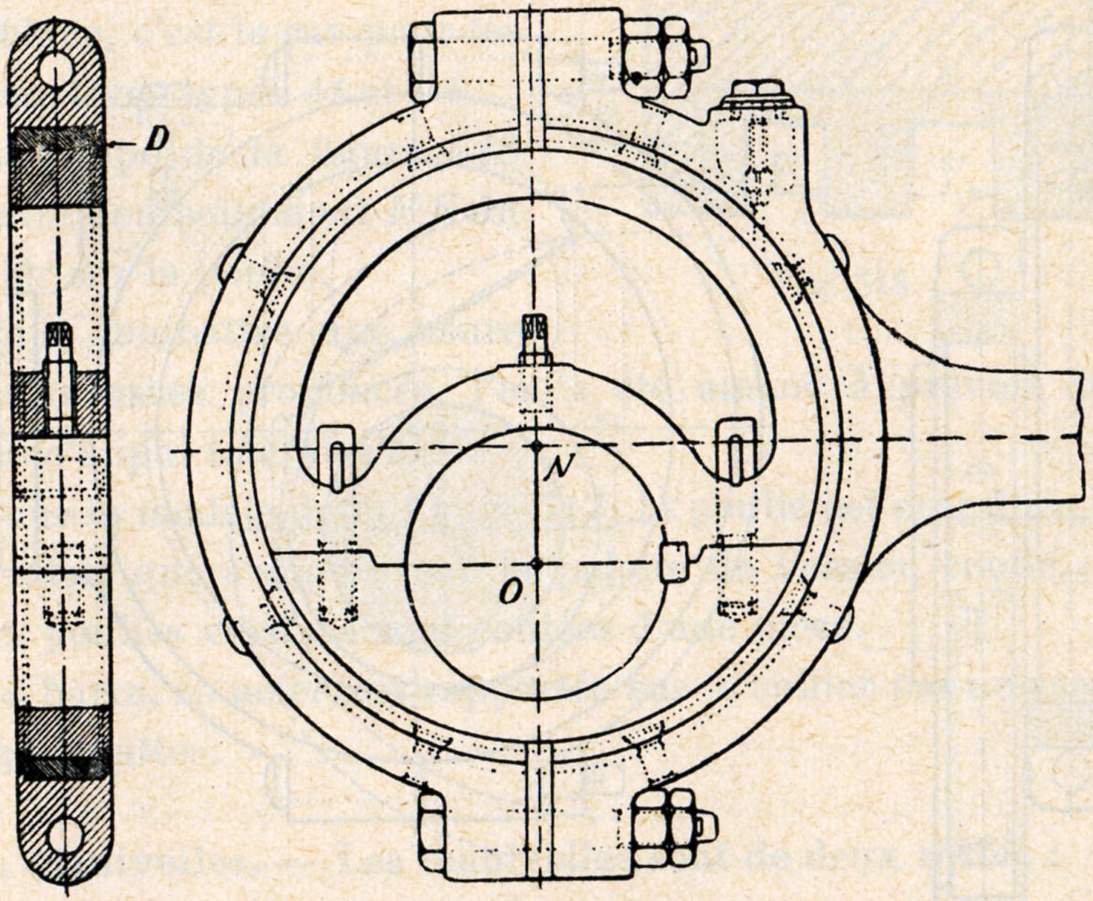
Fig. 514 et 515
Excentrique des anciennes locomotives belges.
Quand le collier est en acier, on le garnit intérieurement d'une bague en bronze ou en métal blanc.
Le rappel de l'usure se fait en modifiant l'épaisseur des cales en bronze interposées entre les brides d'assemblage (fig. 515).
Il est évidemment indispensable de prévoir un dispositif de graissage du collier sur sa poulie (graisseurs à épinglette ou autre).
La barre d'excentrique, de section rectangulaire, commande d'un côté la coulisse et de l'autre s'assemble par une patte au collier. On peut dans ce cas régler très aisément la longueur de la barre par l'interposition de cales I dans l'assemblage (fig. 517). Mais parfois aussi, la barre est venue de forge avec le demi-collier correspondant.
Lorsque, comme dans le cas de la distribution Stephenson, deux excentriques, bien que se mouvant dans des plans différents, attaquent les extrémités d'une même coulisse, on doit nécessairement excentrer les fourches d'attaque de la coulisse ou employer des barres obliques.
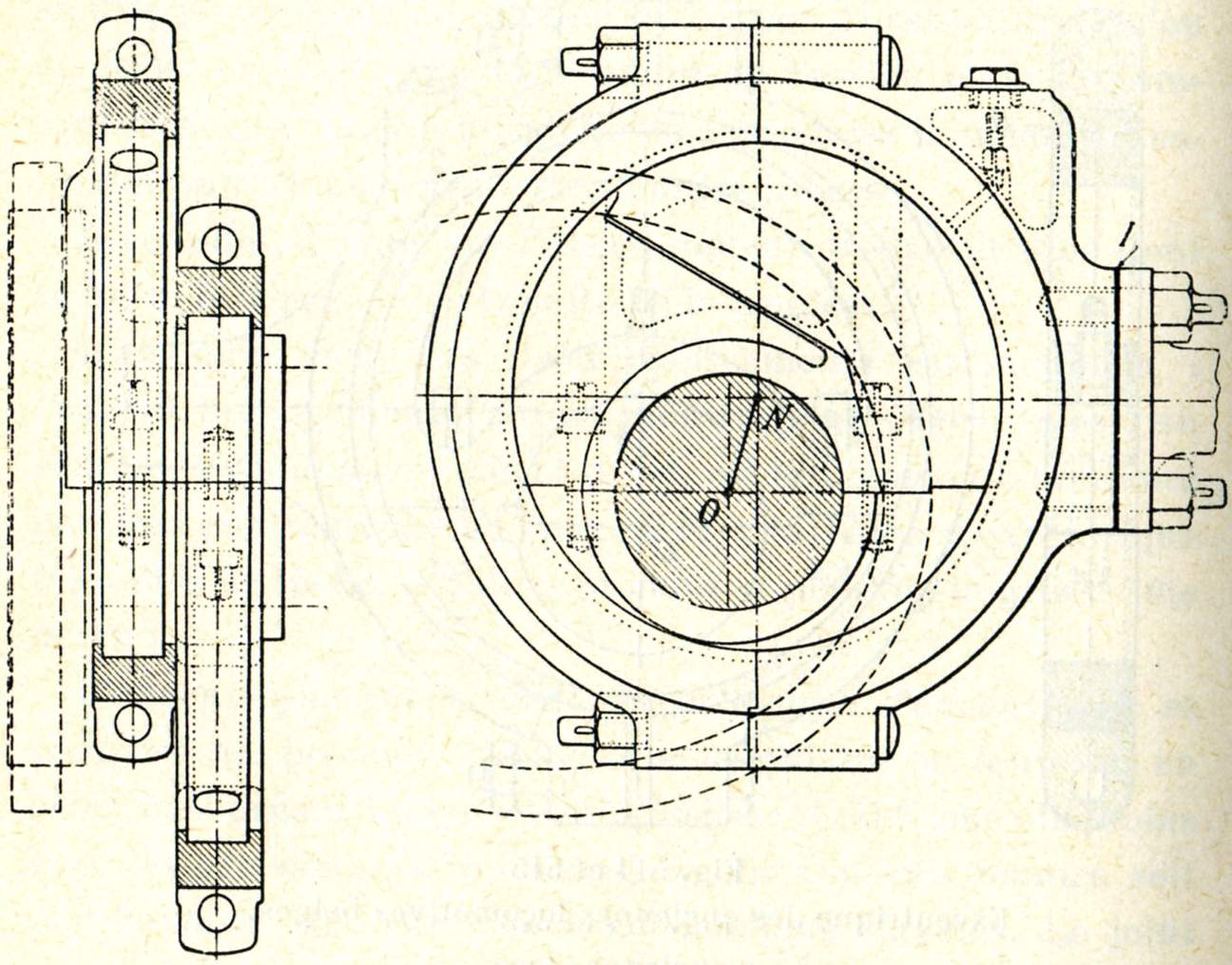
Fig. 516 et 517
Excentrique des locomotives type 18.
Les fig. 515 et 517 représentent, à titre d'exemples, des excentriques dont la construction procède de principes assez différents.
L'excentrique de la fig. 515, appliqué aux anciennes locomotives belges, se compose d'une poulie en acier, en deux pièces, avec joint à redan, fixée à l'essieu par une cale et une vis de pression.
Le collier en acier comporte une garniture de bronze D retenue par des rivets en cuivre, il est lubrifié par un graisseur à épinglette.
Quant à la barre, elle est venue de forge avec la moitié du collier et se termine par un œillet cémenté et trempé.
L'excentrique représenté fig. 517 comprend une poulie en fonte avec collier en fonte garni de macarons en métal blanc.
Actuellement, les colliers d'excentrique se font en acier moulé, avec garniture en métal blanc, c'est le cas pour les locomotives types 41 et 44.
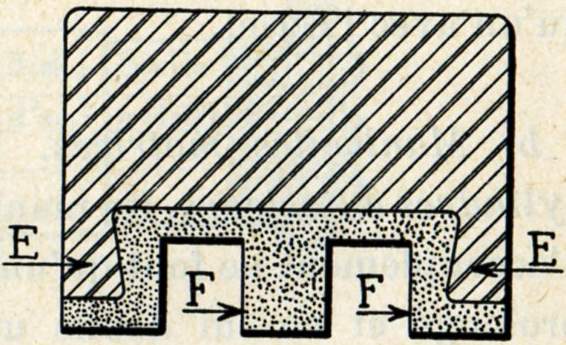
Fig. 518
La coupe de la figure 518 montre l'emboîtement E E du collier sur la poulie.
Pour combattre une usure latérale assez prononcée, l'on a été amené à prévoir deux faces d'appui latérales F F.
Dans le modèle de la figure 517, la poulie est entraînée par un talon qui s'appuie sur la palette de l'essieu coudé. Les deux poulies voisines sont coulées d'une pièce.
La barre, en acier, est rapportée sur le collier par un assemblage à pattes.
Les manivelles sont de deux sortes :
Pour l'accouplement des essieux, on n'a recours à de véritables manivelles que lorsque les longerons sont extérieurs aux roues (fig. 318 et 320). Ces manivelles sont forgées d'une pièce avec leur tourillon d'accouplement, elles sont calées à la presse sur le prolongement des fusées.
Quand les longerons sont intérieurs aux roues (fig. 319 et 321), les manivelles d'accouplement se réduisent à un pivot introduit à la presse dans un bossage coulé avec le centre des roues. L'assemblage est parfois complété par une rivure à froid.
Lorsqu'on a affaire à des bielles d'accouplement à têtes démontables, le tourillon de manivelle se termine par un épaulement ; lorsqu'il s'agit de bielles à têtes rondes, il faut pour pouvoir les mettre en place, supprimer l'épaulement et le remplacer par une rondelle serrée à bloc sur le bout du tourillon par un écrou goupillé, parfois la rondelle ne fait qu'un avec l'écrou.
1°) Dans les locomotives à cylindres extérieurs, les manivelles motrices et les manivelles d'accouplement ne font qu'un, le tourillon d'accouplement est prolongé et on lui donne un diamètre en rapport avec la fatigue à laquelle il est soumis.
Convient-il que la bielle motrice se place entre la roue et la bielle d'accouplement ou qu'elle soit extérieure à celle-ci ?
Si la bielle motrice est à l'extérieur de la bielle d'accouplement, on reporte l'effort le plus grand à l'extrémité du tourillon, en outre, l'écartement des cylindres augmente. Cette disposition n'est donc pas recommandable, mais il est un cas où on ne peut l'éviter, c'est celui où l'essieu moteur n'est pas le premier des essieux accouplés. En effet, dans ce cas, si la bielle motrice se trouvait entre la roue et la bielle d'accouplement, elle rencontrerait dans son mouvement le tourillon d'accouplement du premier essieu accouplé.
Lorsque la distribution des cylindres extérieurs est elle-même extérieure, le tourillon de la manivelle porte une contre-manivelle dont le bouton reçoit les poulies d'excentrique. Dans la distribution Walschaerts, c'est le bouton de la contre-manivelle, convenablement excentré, qui attaque directement la coulisse (fig. 303).
2°) Dans les machines à cylindres intérieurs, l'essieu moteur doit évidemment être coudé et le coude lui-même constitue la manivelle motrice. Nous y reviendrons à propos des essieux moteurs.
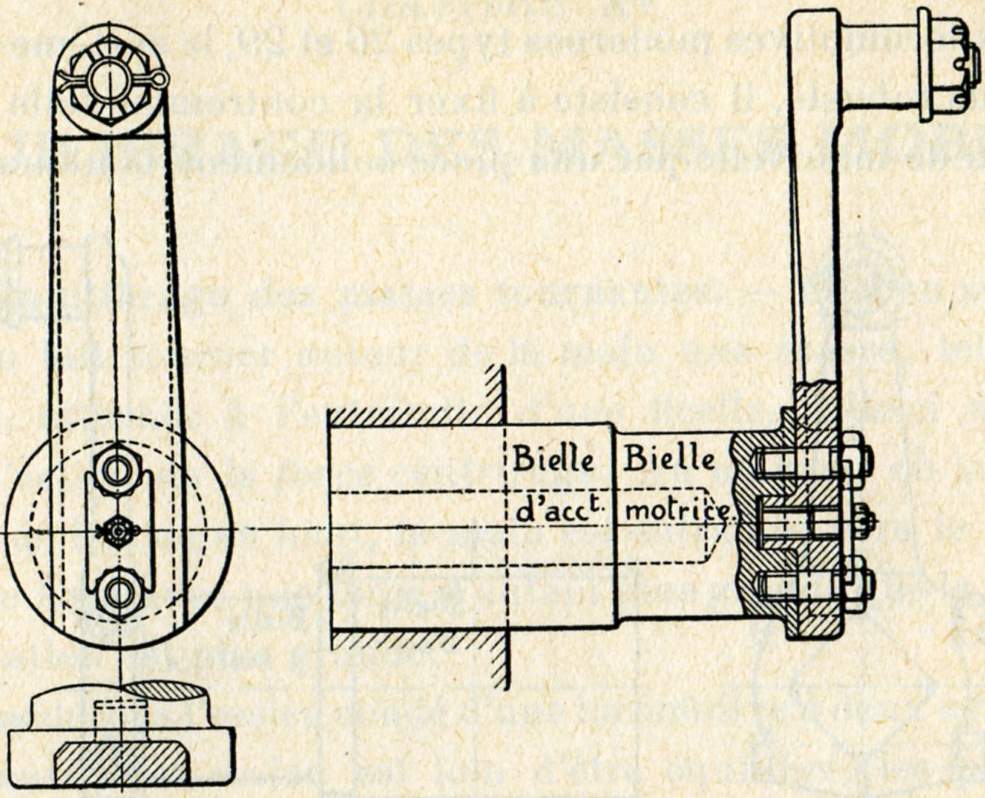
Fig. 519 et 520
Contremanivelles rapportées des locomotives types anciens de la S.N.C.B.
Contremanivelles rapportées. - Aux locomotives belges anciennes et aux locomotives belges d'origine allemande, la contremanivelle est montée dans un emboîtement du bouton de manivelle (fig. 519 et 520) ; elle est tenue en place par deux goujons. Une plaque à redans empêche le desserrage des écrous.
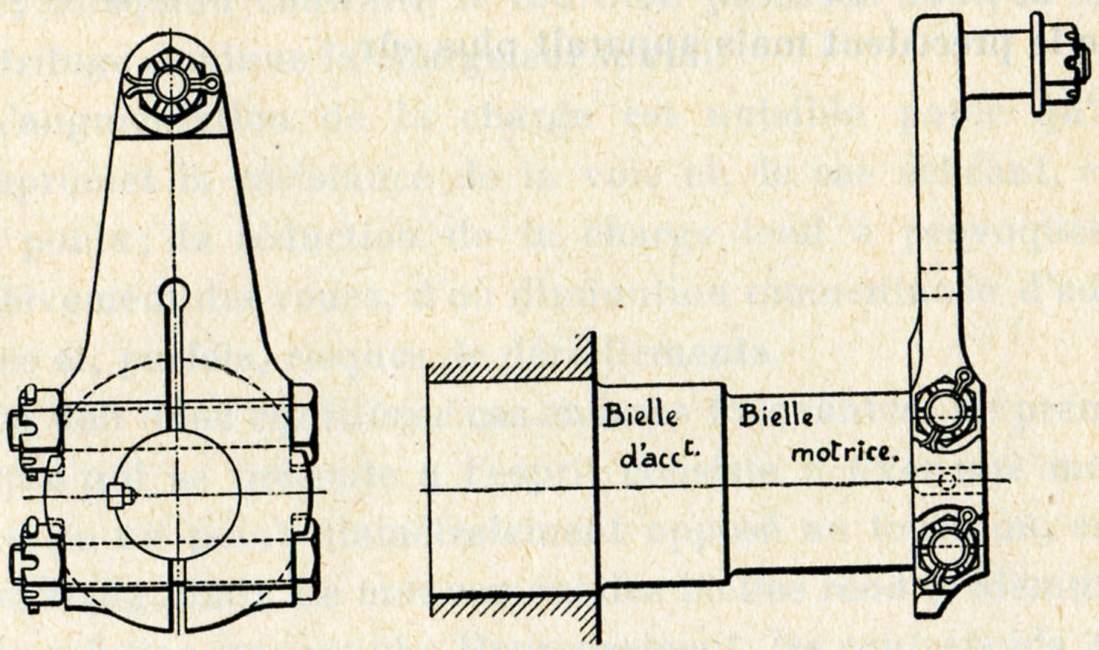
Fig. 521 et 522
Contremanivelles rapportées des locomotives type 29.
Aux locomotives modernes types 26 el 29, le système adopté est plus robuste, il consiste à fixer la contremanivelle sur le boulon de manivelle par une pince solidement boulonnée soit sur une portée cylindrique avec cale (fig. 521 et 522) (locomotives type 29), soit sur une portée carrée (fig. 523 et 524) (locomotives type 26). Ce dernier système est plus coûteux que le précédent mais apparaît plus sûr.
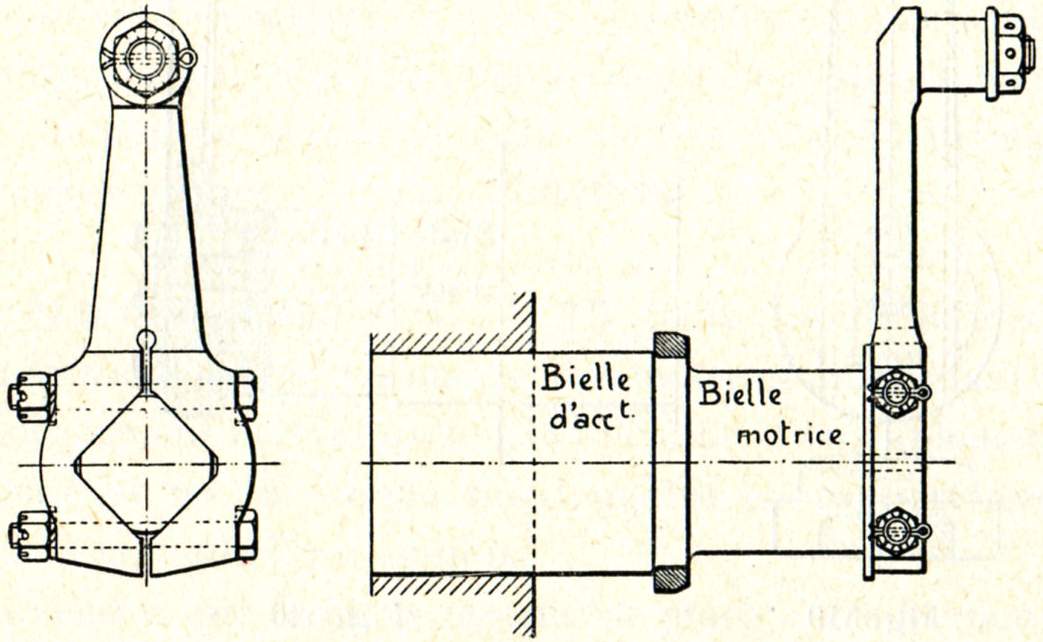
Fig. 523 et 524
Contremanivelles rapportées des locomotives type 26.
Chacun sait que si l'on fait tourner autour de la main une masse, telle une pierre, attachée à l'extrémité d'une ficelle, celle-ci se tend sous l'action de la force centrifuge. Au moment où la pierre passe en bas ou en haut, la main est entraînée vers le bas ou vers le haut avec une force d'autant plus grande que la vitesse de rotation est plus grande.
Considérons l'essieu coudé d'une locomotive à deux cylindres intérieurs ; cet essieu est loin d'être équilibré, les palettes, les tourillons, les grosses têtes de bielles constituent des masses importantes qui sont excentrées. Lorsque les roues tournent à grande vitesse, ces masses développent, par rapport à l'axe de l'essieu, une force centrifuge tout comme la pierre dont nous avons parlé. Lorsque le tourillon du coude passe en bas, la force centrifuge augmente la pression de la roue sur le rail ; lorsqu'au contraire le tourillon passe en haut, la force centrifuge diminue la charge sur le rail.
L'augmentation de la charge est nuisible parce qu'elle compromet la résistance de la voie et, le cas échéant, celle des ponts ; la réduction de la charge tend à provoquer le soulèvement des roues, d'où diminution momentanée d'adhérence et, parfois, risques de déraillements.
On doit donc équilibrer ces masses tournantes. Le premier moyen qui se présente à l'esprit consiste à fixer une masse égale en un point diamétralement opposé au tourillon, en A et en B (fig. 525). Le mouvement des bielles rend évidemment celte solution impossible. Heureusement, les contrepoids A et B peuvent être remplacés par d'autres produisant le même effet, mais placés dans les roues mêmes. Le contrepoids A peut être remplacé par deux autres a et a' placés dans le même plan diamétral, la décomposition de A en a et a' se faisant comme s'il s'agissait de décomposer une force A en deux composantes parallèles. Le contrepoids B peut de même être remplacé par deux autres b et b'.
Il est facile de voir que a sera plus grand que a', que b sera plus grand que b', mais a sera égal à b et a' sera égal à b'.
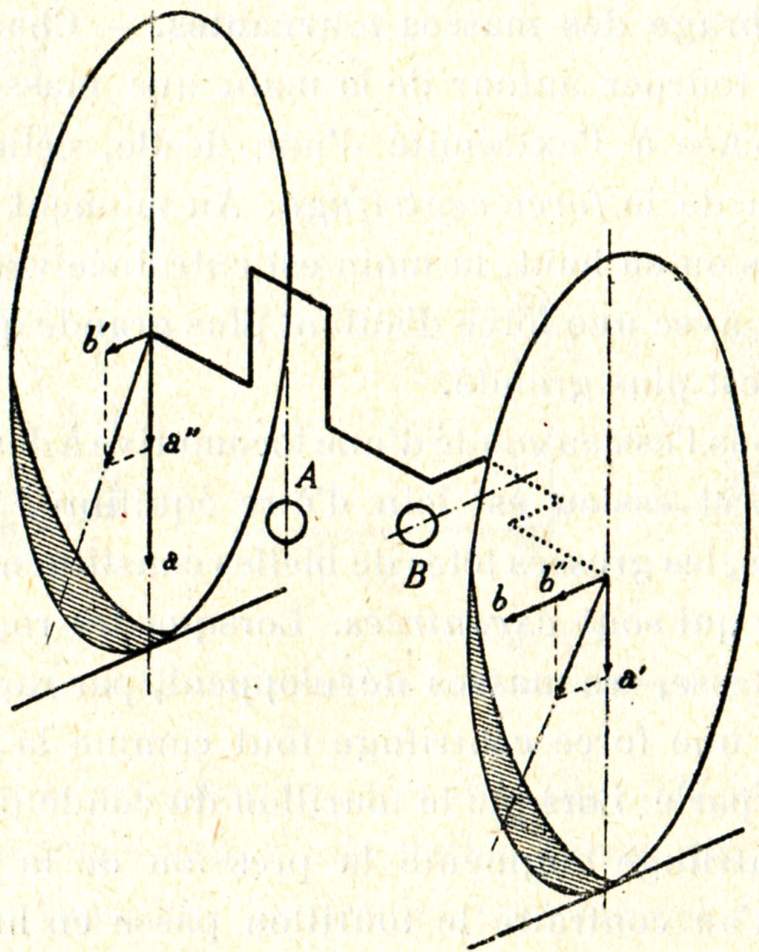
Fig. 525. - Equilibrage des masses tournantes
L'importance des contrepoids a et b pourra être réduite en plaçant les manivelles d'accouplement à 180° des tourillons voisins de l'essieu coudé. La manivelle d'accouplement et la bielle d'accouplement elle-même font alors office de contrepoids. Les contrepoids a et b sont ainsi réduits à a" et b".
Il serait peu pratique de placer ainsi deux contrepoids distincts a", b' et a', b" dans les roues. La théorie montre qu'on produit le même effet en les remplaçant par un seul convenablement calculé et placé vers la jante.
Les considérations qui précèdent montrent comment, contrairement à ce que l'on pourrait croire à première vue, les contrepoids sont orientés à peu près à 45° du prolongement des manivelles.
Dans le cas d'une locomotive à cylindres extérieurs, on aurait à faire des raisonnements analogues. Il convient alors de ne pas perdre de vue que, les contrepoids A et B étant extérieurs aux roues, la décomposition en a et en b se fera autrement. De plus les manivelles d'accouplement ne pouvant plus être placées à 180° des manivelles motrices, la masse des manivelles et bielles d'accouplement n'intervient plus pour réduire le contrepoids dû aux manivelles et bielles motrices.
Les roues accouplées ne comportent qu'un contrepoids destiné à équilibrer les manivelles et bielles d'accouplement.
Les masses tournantes peuvent ainsi être équilibrées exactement ; mais ce ne sont pas, comme nous le verrons plus loin, les seules masses à mouvement relatif dont le déplacement occasionne une marche irrégulière de la machine.
Avec les essieux du type polybloc (fig. 526), constitués d'autant de pièces détachées et assemblées à la presse hydraulique qu'il y a de parties dans l'essieu, il est devenu possible d'équilibrer chaque masse tournante par un contrepoids situé dans son plan, c.-à-d. en prolongement des palettes (fig. 526).
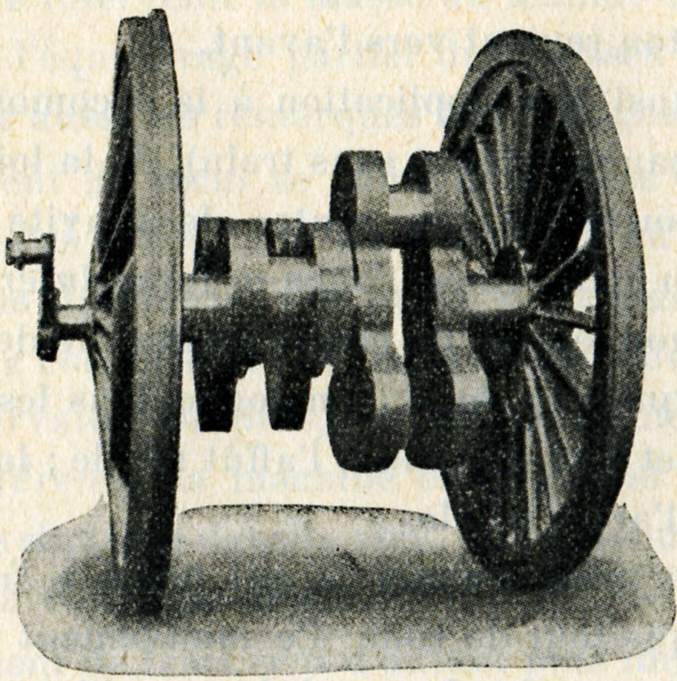
Fig. 526
Essieu coudé «polybloc» équilibré de la locomotive Atlantic type 12.
Cette solution n'était pas réalisable avec les essieux coudés d'une pièce (monobloc) obtenus par forgeage.
On donne à ces prolongements une masse suffisante pour équilibrer en même temps le tourillon d'essieu coudé, la grosse tête de bielle et les deux tiers du corps de la bielle.
Les forces centrifuges dues à ces masses tournantes étant équilibrées, elles ne font plus fléchir l'essieu, il s'ensuit que la fatigue totale de celui-ci en est diminuée d'autant.
L'auto-équilibrage des essieux coudés réduit aussi l'amplitude des mouvements de recul et de lacet, dont nous allons parler.
Pendant la marche de la locomotive, il faut considérer les effets d'inertie des masses animées de mouvements alternatifs.
Le piston, la crosse, sa tige, la bielle elle-même ont un mouvement de va et vient rapide. Lorsque ces masses se déplacent vers l'arrière, le reste de la machine, par réaction, se déplace vers l'avant. Le contraire se produit immédiatement après, lorsque lu piston revient vers l'avant.
Il en est ainsi par application à la locomotive, supposée libre (c.-à-d. sans tender et sans train), de la loi de la conservation du mouvement au centre de gravité : «lorsqu'un système est en mouvement, aucune force intérieure ne peut modifier le mouvement du centre de gravité de ce système».
Il se passe quelque chose d'analogue dans les armes à feu : quand le boulet sort du canon, l'affût recule ; lorsque la balle sort du fusil, l'arme recule.
La machine tend, d'après ce qui précède, à avancer et à reculer à chaque tour de roue. Ce mouvement régulier porte le nom de mouvement de recul, bien qu'il se produise dans les deux sens.
L'amplitude des mouvements d'avancement et de recul est en raison inverse des masses considérées, or, la masse m des pièces à mouvement alternatif (piston, tige, crosse, bielle) est très petite par rapport à la masse M du reste de la machine. Le mouvement de recul de la machine provoqué par les pièces à mouvement alternatif sera donc minime. Les mouvements des deux parties de la locomotive (m et M) se compensent de manière que le mouvement du centre de gravité de l'ensemble ne soit pas altéré.
Pratiquement, l'amplitude du mouvement de recul ne dépasse pas quelques millimètres.
Nous avons dit qu'il se produisait aussi bien vers l'avant que vers l'arrière. Quand il a lieu vers l'arrière, il se traduit par une réduction de la vitesse de la machine par rapport au tender et au train, dont la vitesse peut être considérée comme uniforme pendant un tour des roues motrices.
Quand il se produit vers l'avant, il se traduit par une augmentation de la vitesse de la machine par rapport au tender et au train.
En réagissant sur l'attelage, il peut imprimer au tender des secousses désagréables. On en combat les effets en donnant une tension initiale très forte au ressort d'attelage du tender, de façon à faire intervenir la masse du tender. Ces effets sont diminués par l'équilibrage partiel des masses à mouvement alternatif (voir aussi les remarques I et II pages suivantes).
Ce mouvement de recul se complique parce que les manivelles sont calées à 90° l'une de l'autre et qu'elles agissent dans des plans différents. Les actions des masses des deux mécanismes ne concordent pas, elles se succèdent à un quart de tour d'intervalle. De plus, ces masses se déplaçant dans des plans différents, la machine entière tend à se mouvoir d'une manière sinueuse dans la voie. Ce mouvement irrégulier est appelé mouvement de lacet.
Le mouvement de lacet sera d'autant plus important :
On contrarie le mouvement de lacet comme celui de recul en intéressant le tender à ce mouvement, en réalisant un attelage aussi rigide que possible entre machine et tender.
On peut réduire ces mouvements en faisant usage de contre-poids, comme pour les pièces rotatives. On pourrait prévoir dans ce but des contrepoids placés également à l'opposé des manivelles (fig. 527). Lorsque le piston et les masses qui en sont solidaires se déplacent vers l'arrière, ces contrepoids se meuvent vers l'avant et inversement.
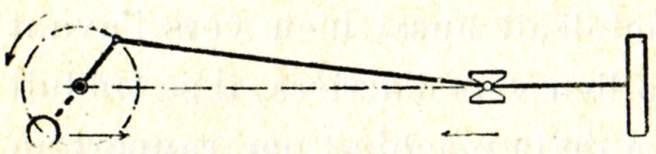
Fig. 527. - Equilibrage des masses à mouvement alternatif
Les mouvements de lacet et de recul pourraient donc ainsi être supprimés, mais nous voyons immédiatement que nous introduisons ainsi un nouvel élément perturbateur. En effet, le placement de ces nouveaux contrepoids revient, en définitive, à augmenter les contrepoids A et B de la figure 525 ; or, l'accroissement de masse donné à ces contrepoids donnerait lieu, par lui-même, à des réactions semblables à celles que l'on a voulu éviter en équilibrant les masses tournantes, le remède deviendrait ainsi pire que le mal.
Aussi n'annule-t-on jamais complètement le mouvement de lacet. Les contrepoids A et B sont simplement majorés de façon que l'excédent sur ce qu'ils devraient être pour équilibrer les masses tournantes seules, ne puisse développer sur le rail une pression dépassant 15 % environ de la charge dont l'essieu est normalement chargé.
Remarque I. - Les mouvements de lacet et de recul ne sont possibles que dans les limites permises par les jeux que les boites d'essieux peuvent avoir dans leurs guides ou sur les fusées. Au-delà, ils sont contrariés et même arrêtés par le frottement des roues sur les rails que les forces d'inertie sont généralement incapables de vaincre.
Remarque II. - Comme nous l'avons dit plus haut, les locomotives à cylindres intérieurs seront, par leur construction même, plus faciles à équilibrer que celles à cylindres extérieurs.
Les locomotives à quatre cylindres fourniront un moyen aisé d'arriver à un équilibrage naturel presque parfait en calant les manivelles à 180° l'une de l'autre.
L'accroissement de puissance que l'on a été obligé de donner à l'heure actuelle aux locomotives, a donc entraîné avec lui un avantage appréciable, surtout aux grandes vitesses.