Comme on l'a si bien dit, la chaudière est l'âme de la locomotive : de sa puissance de vaporisation, c'est-à-dire de la rapidité avec laquelle elle pourra produire une quantité déterminée de vapeur et de la constance avec laquelle elle pourra soutenir cette production, dépendra essentiellement le service qu'il sera possible d'attribuer à la machine elle-même.
La chaudière de la locomotive est du type dit tubulaire et à foyer intérieur. Elle se compose de trois parties :
Elle comprend en outre comme accessoires, les appareils d'alimentation, de sécurité, de visite, de nettoyage et parfois de fumivorité. Elle se complète aussi sur toutes les locomotives de route d'un appareil surchauffeur de la vapeur.
Normalement, la cheminée est orientée en avant dans le sens de la marche, le foyer se trouvant à l'arrière.
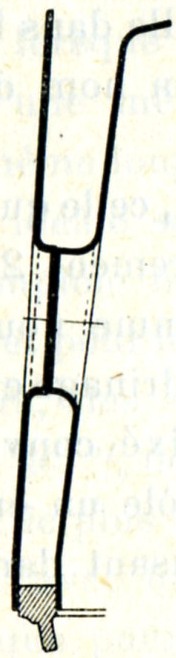
Fig. 46
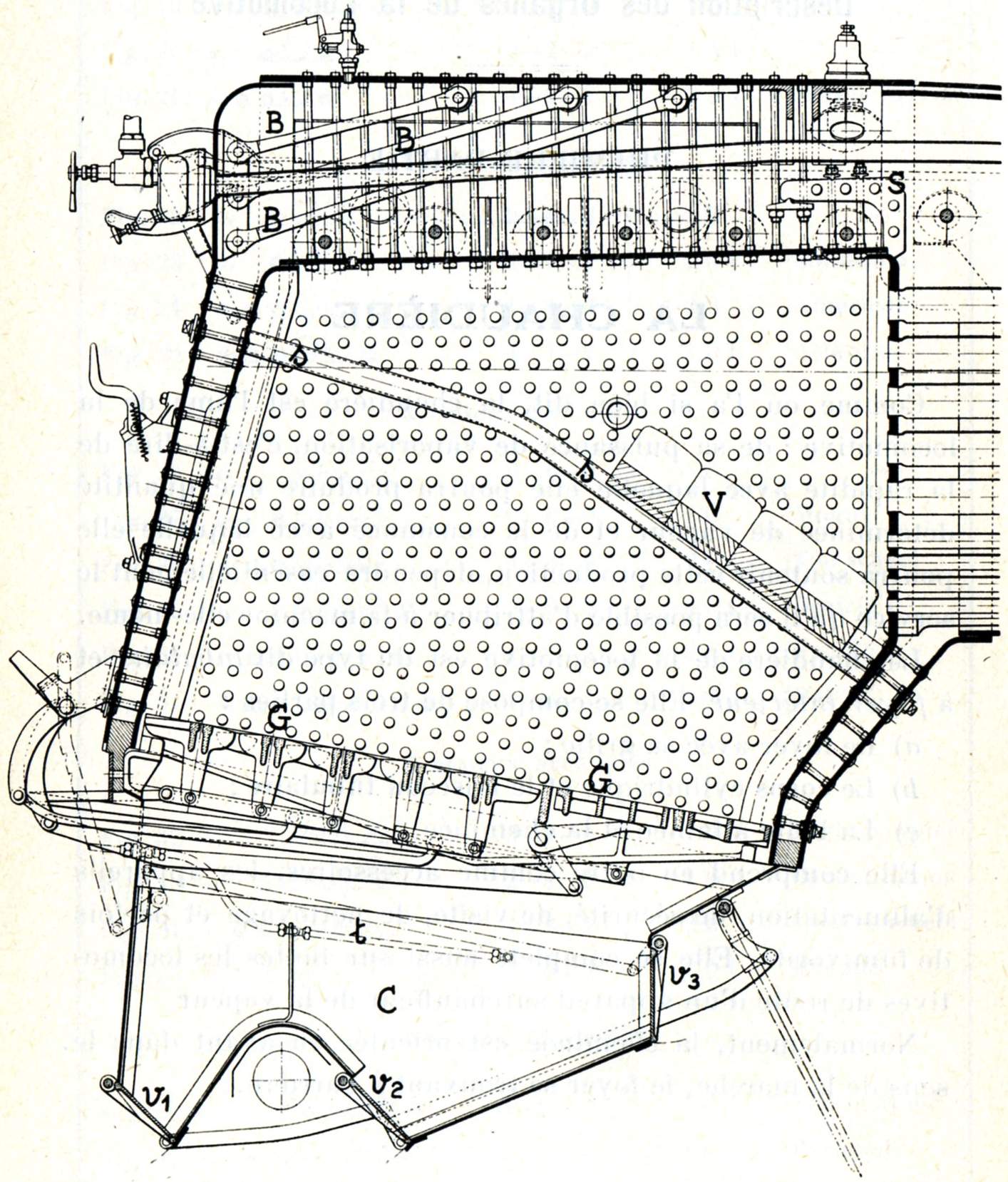
Coupe longitudinale du foyer de la locomotive Pacific type 1.
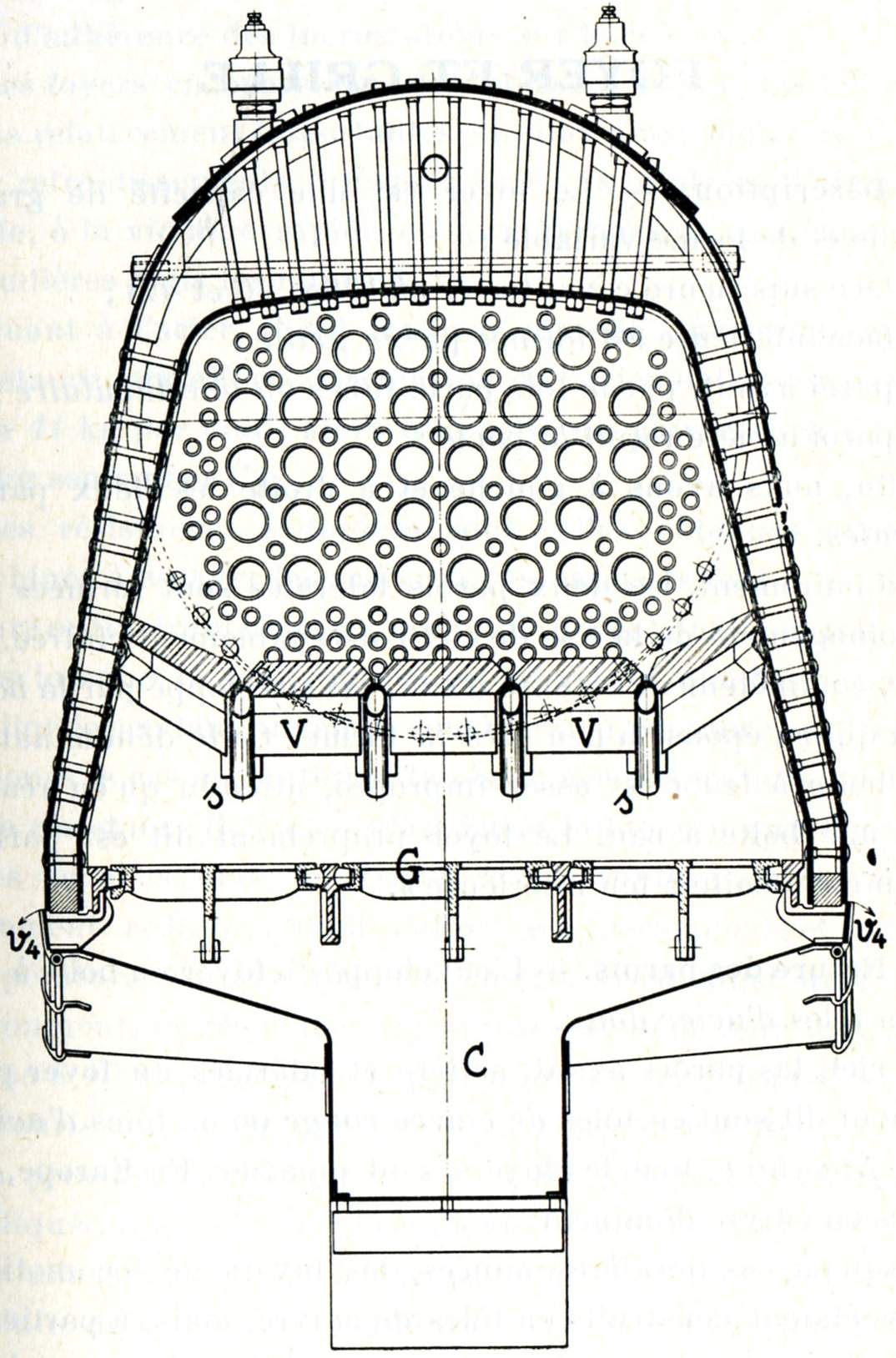
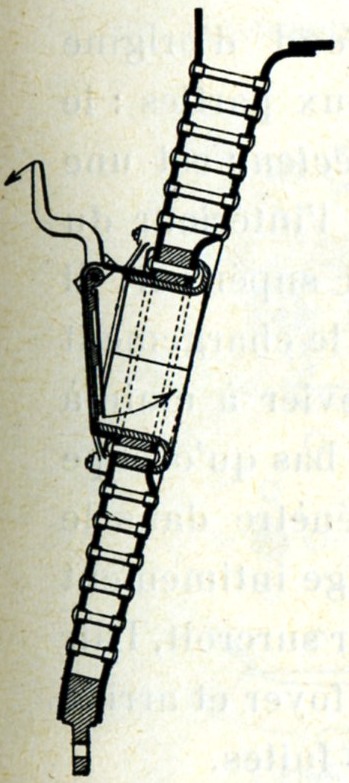
Fig. 47
Coupe transversale du foyer de la locomotive Pacific type 1.
Le foyer est une capacité de grand volume et de forme variable :
Ordinairement, les deux parois latérales sont formées par le prolongement de la tôle de ciel convenablement cintrée. Le foyer, complètement entouré d'eau, est enveloppé par la boîte à feu qui en épouse à peu près la forme. Celle dénomination de « boite à feu » est assez impropre, attendu qu'en réalité c'est une boîte à eau. Le foyer proprement dit est parfois dénommé « boîte à feu intérieure ».
L'enveloppe du foyer ou boîte à feu est en tôles d'acier doux.
Le ciel, les parois avant, arrière et latérales du foyer proprement dit sont en tôles de cuivre rouge ou en tôles d'acier.
En Amérique, tous les foyers sont en acier. En Europe, les foyers en cuivre dominent.
Jusqu'en ces dernières années, les foyers de locomotives belges étaient construits en tôles de cuivre, mais, à partir de 1943, l'on a été amené à employer les tôles d'acier, si bien que, fin 1946, 600 locomotives avaient leur foyer en acier.
Les locomotives type 29, importées d'Amérique, sont munies de foyers en acier.
L'emploi du cuivre pour le foyer se justifie principalement par la grande résistance de ce métal à l'action du feu et aux actions chimiques. On peut faire valoir encore en sa faveur : sa haute conductibilité, son travail facile, sa grande valeur après mise hors d'usage et enfin le peu d'adhérence des incrustations sur le cuivre.
Les foyers en cuivre se prêtent assez bien à des déformations relativement importantes et sont ainsi moins sensibles aux refroidissements brusques dus aux rentrées d'air par la porte, à la vidange rapide ou aux lavages à l'eau froide des chaudières dans les remises.
Quant à l'acier, il est meilleur marché que le cuivre. La résistance aux efforts d'extension de l'acier extra-doux est de 34 à 41 kg par mm², alors que celle du cuivre varie de 22 à 27 kg seulement (note 021).
Les résistances indiquées sont celles obtenues avec les machines à essayer les métaux, ces essais se font à la température ordinaire et n'ont qu'une faible durée : quelques minutes. Mais lorsque la température est élevée et que la charge est appliquée pendant un temps considérable, comme c'est presque toujours le cas en pratique, la résistance des métaux varie.
La résistance de l'acier n'est guère influencée aux températures usuelles, mais la résistance à la rupture du cuivre est fortement réduite quand l'effort est permanent et que la température est quelque peu élevée. C'est ainsi qu'à 200° notamment, la résistance du cuivre est déjà réduite à 23 et même à 19 kg, alors que l'application de la charge n'est que de courte durée. Or, 200°, c'est la température de la vapeur à la pression de 16 kg par cm². A 350°, quand la charge est appliquée d'une façon permanente, le cuivre peut se rompre sous une charge de 7,5 à 9 kg par mm². Cette température est atteinte dans les surchauffeurs, c'est pourquoi les tuyaux de livrance de la vapeur aux cylindres des locomotives à surchauffe sont en acier.
On voit par ce qui précède que l'acier extra-doux est plus résistant que le cuivre, il en résulte qu'à pression égale, les parois des foyers en acier sont beaucoup plus minces (8 à 10 mm pour les parois et 12 à 13 mm pour la tôle tubulaire contre 13 à 17 mm et 25 à 30 mm pour le cuivre). Cette minceur des tôles de foyer en acier rachète la conductibilité moindre de ce métal.
Dans les locomotives modernes, l'emploi de l'acier au lieu du cuivre permet de réduire le poids du foyer de 1.500 kg environ.
Les épaisseurs des tôles des chaudières neuves sont déterminées de manière que sous la pression de marche l'effort auquel le métal employé est soumis ne puisse dépasser le 1/4 environ de celui qui produirait sa rupture. Encore a-t-on soin de donner un surcroît d'épaisseur en prévision de l'usure des tôles soit par la rouille, soit par l'action du feu. C'est ainsi que les tôles en cuivre du foyer d'une locomotive type 1, par exemple, timbrée à 18 kg par cm², ont à l'état neuf une épaisseur de 17 mm, alors qu'elles ne doivent être remplacées que lorsqu'elles sont réduites à 11 mm.
Les tôles de foyer en cuivre s'assemblent par recouvrement au moyen de coutures simples avec rivets en acier. Les rivets en cuivre se cisaillent fréquemment, aussi les a-t-on abandonnés dans les locomotives récentes.
Aujourd'hui, les pressions effectives (les timbres) de 18 kg/cm² et de 20 kg/cm² sont d'usage courant et même la pression de 25 kg/cm² est atteinte, ce qui donne pour la vapeur des températures respectives de 209°, 214° et 225°.
Or, nous avons dit ci-dessus que la résistance et l'élasticité du cuivre diminuaient rapidement avec la température, l'on s'explique dès lors que les constructeurs se tournent de plus en plus vers les foyers en acier.
D'ailleurs, les foyers en acier sont utilisés exclusivement aux Etats-Unis, au Canada et dans une proportion croissante en France, en Afrique du Sud, en Australie.
Le Southern Railway vient de construire des locomotives Pacific avec boîte à feu extérieure et foyer intérieur en acier entièrement soudés, siphon thermique compris.
Les foyers en acier en service à la S.N.C.B. depuis 1943 se composent de trois tôles assemblées par soudure. Ils ont donné lieu aux constatations suivantes :
1°) Tubulure.
La tenue des gros tubes à fumée est satisfaisante, elle est comparable à celle des locomotives à foyer en cuivre.
Quant aux petits tubes à fumée, ils présentent après un certain kilométrage des fuites aux soudures et des corrosions, côté foyer, contre la tôle tubulaire.
Depuis le placement des foyers en acier, cependant récent, de nombreuses tubulures ont dû être renouvelées.
Les petits tubes à fumée en acier, placés dans les locomotives à foyer en cuivre tiennent beaucoup mieux.
Pour améliorer la tenue des tubes, des buselures en cuivre de 1,6 mm d'épaisseur ont été posées dans les alvéoles de la tôle tubulaire du foyer des locomotives type 29, aussi bien aux petits tubes à fumée qu'aux gros tubes.
2°) Entretoises.
En général, les entretoises des foyers en acier des locomotives belges sont du type rigide ; seuls les foyers des locomotives type 29, 25 et 26 ont reçu des entretoises flexibles dans les rangées qui fatiguent le plus.
Or, les entretoises rigides présentent très rapidement des fuites, particulièrement dans la zone du feu.
Les fuites aux entretoises sont attribuées, d'une part, à l'épaisseur réduite des parois du foyer, ce qui diminue le nombre de filets en prise et, d'autre part, au métal qui se prête plus difficilement que le cuivre à la formation des têtes au matage.
On espère garantir l'étanchéité en recourant à la soudure.
Des bris d'entretoises sont également fréquents, pour y remédier, l'emploi des entretoises flexibles sera étendu.
3°) Tirants de ciel.
Ils se comportent bien.
4°) Tôles et soudures du foyer.
En général, les soudures du foyer résistent bien.
Conclusion.
De ce qui précède, l'on doit conclure que les foyers en acier sont délicats et qu'il faut absolument éviter les variations brusques de température en cours de route, lors de l'extinction des feux et à l'occasion des lavages.
Réparations par soudure.
Pour les foyers en acier, les réparations par soudure à l'arc sont effectuées normalement par le personnel des remises à locomotives, tandis que pour les foyers en cuivre, les réparations par la soudure autogène, qui demande un personnel spécialisé et un outillage approprié, se fout dans les ateliers centraux.
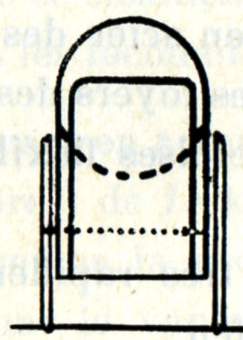
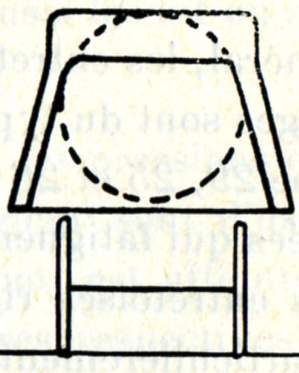
Plus la forme d'un foyer sera simple, plus aisée sera sa construction. Si l'on envisage les parois latérales seules, le foyer peut affecter trois formes différentes. Dans les locomotives peu puissantes, les parois latérales descendent verticalement (fig. 48), mais si le corps cylindrique de la chaudière est de grand diamètre et si le foyer doit quand même se loger entre de grandes roues, les parois latérales présenteront la forme rentrante de la fig. 49.
 |
 |
 |
|
| Fig. 48 | Fig. 49 | Fig. 50 | |
| Foyer : | droit | rentrant | débordant |
D'un autre côté, lorsque la surface de grille est très développée, on peut, quand le diamètre des roues est faible, donner au foyer la forme débordante de la fig. 50 dans laquelle les parois latérales sont obliques.
Du point de vue de leur profondeur, les foyers diffèrent suivant le combustible utilisé.
Dans les foyers plats, disposés pour brûler le charbon menu sous faible épaisseur (fig. 51), le seuil de la porte se trouve au niveau de la grille ou à quelques centimètres au-dessus (loc. type 53). Le tirage y est modéré pour éviter l'entraînement du combustible et, toutes choses égales, la surface de grille est grande.
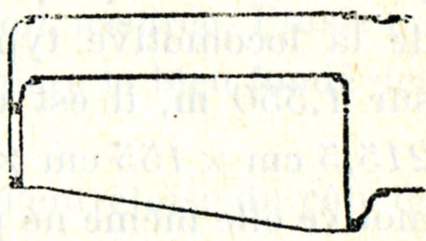
Fig. 51.
Foyer plat
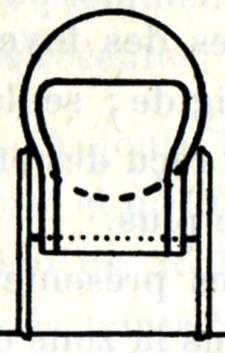
Lorsqu'on a en vue en ordre principal l'emploi de briquettes ou de charbon gailleteux, qui peuvent brûler sous forte épaisseur, on donne au foyer une profondeur correspondante (60 centim. environ comptés à partir du seuil de la porte) ; de là le nom de foyer profond (fig. 52 et 67). Ce type de foyer, très répandu en Angleterre où le charbon gailleteux est abondant, est appliqué aux locomotives type 14, 18, 19 et 20.
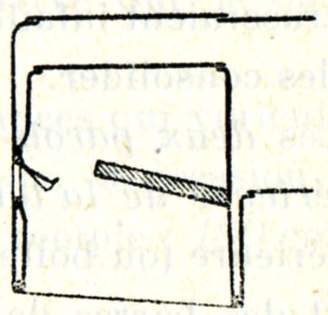
Fig. 52.
Foyer profond
Le foyer profond permet l'emploi d'une surface de grille relativement faible. Le combustible y brûlant sous forte épaisseur, le tirage doit être très énergique ; en outre, l'emploi d'une voûte et d'une porte déflecteur devient indispensable pour obtenir une combustion complète.
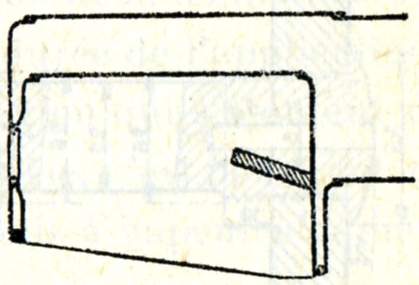
Fig. 53.
Foyer mi-profond
Si, comme c'est le plus souvent le cas en Belgique, la machine est destinée à brûler un combustible mixte, composé par exemple de 20 % de briquettes, 10 % de criblé et de 70 % de charbon menu, on adopte un foyer dit mi-profond dont la profondeur est de 0,40 m environ (fig. 53). L'épaisseur du combustible étant moindre, le tirage peut rester le même à cause de la présence du menu.
Les parois du foyer sont soumises à des pressions énormes qui vont jusqu'à 18 kg et même au-delà, de sorte que chaque cm² de leur surface supporte un effort qui peut atteindre 18 kg ; ainsi le ciel du foyer de la locomotive type 1, timbrée à 18 kg, mesure 2,155 m sur 1,550 m, il est conséquemment soumis à un effort de 215,5 cm x 155 cm X 18 kg par cm² = 600.000 kg, la locomotive elle même ne pèse que 126.000 kg !
Sous de pareilles pressions, le ciel et les parois du foyer s'écraseraient infailliblement si l'on ne prenait la précaution de les consolider.
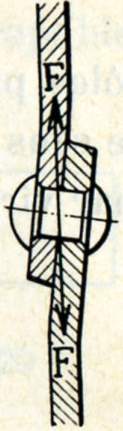
Les deux parois littérales, la paroi d'arrière et la partie inférieure de la tôle tubulaire sont rattachées à l'enveloppe extérieure (ou boîte à feu) par des entretoises. Les entretoises sont des barres de cuivre ou d'acier filetées soit sur toute leur longueur, soit seulement aux extrémités (fig. 54, système adopté en Belgique) et qui s'introduisent dans des trous taraudés à travers les deux tôles. Souvent aussi, les entretoises sont amincies entre les parties filetées (fig. 54) ; ainsi délardées, elles sont un peu plus flexibles et les incrustations s'attachent moins facilement à la partie lisse.
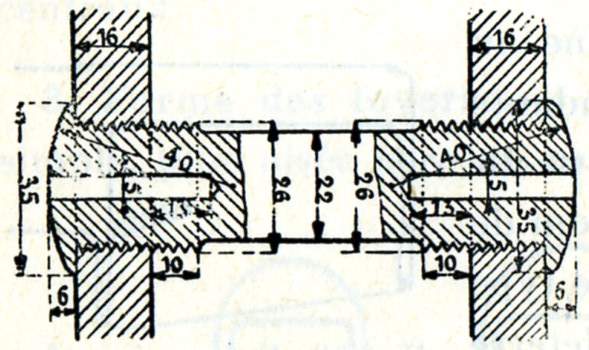
Fig. 54.
Les entretoises sont mises en place au moyen d'un écrou borgne dans lequel elles sont préalablement vissées ; l'écrou est pourvu à son extrémité d'une portée carrée permettant l'application d'un tourne à gauche. Les extrémités de l’entretoise dépassent les tôles de la quantité nécessaire à la formation des têtes ; les têtes sont façonnées au petit marteau de façon à leur donner la forme indiquée (fig. 54).
Les entretoises sont donc vissées et rivées, la rivure contribue efficacement à la sécurité de l'assemblage ; aussi les entretoises dont les têtes sont brûlées doivent-elles être remplacées. Celle prescription est surtout de rigueur lorsque les tôles dans lesquelles les entretoises sont vissées, commencent à devenir minces ; le nombre de filets en prise est alors, en effet, trop réduit pour que la sécurité soit assurée. Plusieurs explosions de chaudières ont mis en lumière le bien fondé des considérations qui précèdent.
A moins d'impossibilité, on introduit l'entretoise du côté de la tôle d'acier parce que la chose est plus aisée, le cuivre glissant bien sur l'acier, tandis qu'il arrive que le cuivre grippe sur le cuivre.
Les entretoises sont placées à des distances qui varient de 80 à 110 mm, elles supportent donc chacune la pression qui s'exerce sur environ un décimètre carré (exemple : 100 cm² X 18 kg = 1800 kg).
Nous avons dit (page 21) que la résistance à la rupture du cuivre baissait rapidement avec l'élévation de la température ; d'autre part, il faut tenir compte de la durée de l'application de la charge ainsi que des efforts de flexion qui s'ajoutent à l'effort de traction s'exerçant sur l'entretoise, c'est pourquoi le règlement de police belge sur les appareils à vapeur n'admet pas que l'entretoise supporte un effort supérieur au 1/7 de la charge sous laquelle elle se romprait, c'est-à-dire un effort variant de 22/7 ou 3,1 kg par mm² à 27/7 = 3,8 kg par mm² selon la qualité du cuivre employé. Dans ces conditions, une entretoise de 26 mm de diamètre, par exemple, pourra être soumise à un effort maximum égal à autant de fois 3,8 kg que sa section ![]() contient de mm², soit :
contient de mm², soit :
![]()
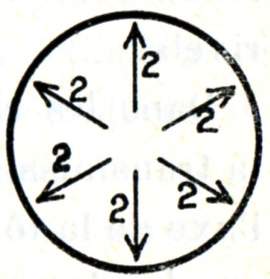
Si une entretoise a (fig. 55) vient à se rompre, la charge qu'elle supportait, par exemple 2000 kg, se partage sur les entretoises les plus voisines b, c, d, e et celles-ci supporteront chacune environ ![]() ; or, cette surcharge de 500 kg sur ces entretoises, dont la section résistante peut être réduite par corrosion ou fissure, peut suffire pour les faire sauter à leur tour, la rupture se propage ainsi de proche en proche pour aboutir finalement à l'explosion du foyer.
; or, cette surcharge de 500 kg sur ces entretoises, dont la section résistante peut être réduite par corrosion ou fissure, peut suffire pour les faire sauter à leur tour, la rupture se propage ainsi de proche en proche pour aboutir finalement à l'explosion du foyer.
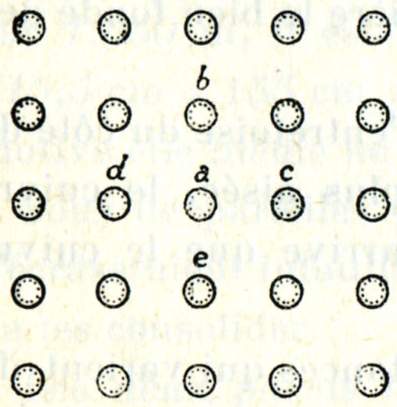
Fig. 55.
On comprend dès lors qu'il importe au plus haut point de remplacer immédiatement les entretoises rompues ; or, comme d'une part l'inspection par les trous de lavage ne suffit pas, que d'autre part l'essai au marteau ne donne que des indications incomplètes et qu'il ne se fait d'ailleurs que lors des visites périodiques, on recourt au moyen suivant :
Les entretoises sont forées aux deux extrémités (fig. 54). Cette disposition décèle, avant que des déformations des parois aient le temps de se manifester, les bris qui surviennent aux entretoises et qui se produisent généralement dans le voisinage des tôles. Sous la pression, l'eau de la chaudière s'écoule par le trou central dans le foyer ou vers l'extérieur et met l'atelier dans l'obligation de remplacer l'entretoise rompue. Il convient évidemment de veiller à ce que les trous des entretoises ne se bouchent pas, surtout à l'intérieur du foyer.
Parfois encore les entretoises sont forées sur toute leur longueur. L'extrémité extérieure au foyer est bouchée par simple matage, l'orifice intérieur restant libre. Avec cette disposition, un bris d'entretoise se décèle toujours, quel que soit l'endroit où il se produit. La constatation se fait uniquement à l'intérieur du foyer, c'est-à-dire à l'endroit où elle se fait le plus aisément.
Le commerce livre des barres cylindriques laminées creuses, d'un diamètre intérieur voisin de 5 mm dont l'emploi dispense du forage dont il vient d'être question.
Le diamètre des entretoises varie entre 22 et 30 mm.
Parfois, on constate que les entretoises se corrodent contre les tôles en cuivre. Cette corrosion semble due au mouvement extrêmement rapide qui se produit dans l'eau qui se vaporise le long de la tôle et, comme l'eau en mouvement contient en suspension des matières solides, celles-ci produisent la corrosion à la manière du jet de sable qu'on emploie pour attaquer les surfaces très dures (dépolissage du verre).
La fig. 56 montre l'entretoise rigide en acier des locomotives types 25 et 26. L'entretoise est creuse et délardée.
Pour la mise en place, l'on visse l'entretoise de l'extérieur vers l'intérieur en la faisant dépasser de 4 mm du côté foyer.
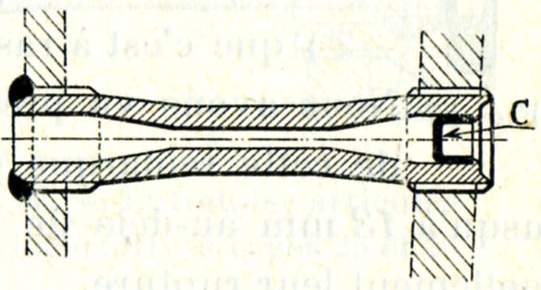
Fig. 56.
Entretoise rigide des locomotives types 25 et 26
L'on soude alors l'extrémité comme indiqué en noir sur la figure.
Du côté extérieur on donne un coup de pointeau pour éviter le desserrage.
La capsule c ferme l'entretoise du côté extérieur, de cette manière, en cas de bris, l'eau de la chaudière est projetée uniquement du côté du foyer.
Aux locomotives type 29, les entretoises rigides ont des têtes rivées du côté du foyer et du côté de la boîte à feu.
Les entretoises ont à résister non seulement à des efforts d'extension, mais encore à des efforts de flexion.
Les tôles du côté du foyer sont à une température supérieure à celles de la boîte à feu. Les tôles du foyer sont en contact direct avec le feu et subissent directement le rayonnement du combustible. De l'autre côté, ces tôles sont baignées par l'eau. Tandis que pour la boite à feu, si, à l'intérieur elles sont baignées par l'eau, à l'extérieur, elles sont simplement exposées à la température ambiante.
On conçoit donc que lorsque la température s'élève, les différentes rangées d'entretoises, primitivement perpendiculaires aux parois, tendent à prendre la forme représentée d'une manière exagérée à la figure 57. Les entretoises des rangées supérieures surtout sont déformées, elles subissent de ce chef des efforts de flexion qui sont loin d'être négligeables et qui viennent s'ajouter à l'effort de traction qu'elles sont appelées à supporter.
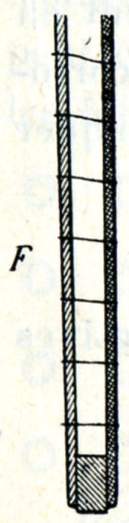
Fig. 57.
On s'explique ainsi :
Ces considérations s'appliquent à la fois aux foyers en acier et aux foyers en cuivre, mais ces effets s'accusent encore davantage pour les foyers en cuivre, en effet : les tôles dans lesquelles sont fixées les entretoises sont constituées de métaux différents, de cuivre du côté du foyer, d'acier du côté de la boite à feu. Une barre de cuivre de 1 m de longueur se dilate de 1,7 mm lorsque la température augmente de 100°, tandis que pour une même variation de température une barre d'acier de même longueur ne s'allonge que de 1,1 mm.
Une entretoise idéale serait à la fois flexible et résistante. Aujourd'hui on emploie beaucoup, pour les rangées horizontales supérieures et pour les rangées verticales avant et arrière des grands foyers, des entretoises en bronze manganèse, alliage contenant 95 % de cuivre et 5 % de manganèse pour lequel on prescrit le plus souvent une résistance à la traction de 33 kg par mm² avec un allongement de 33 % mesuré sur 200 mm, tandis que pour le cuivre pur pour entretoises, on n'exige que 24 kg par mm² et 24 % d'allongement.
Enfin, on utilise souvent aux endroits les plus sujets à rupture des entretoises à tête articulée dont la fig. 58 représente un modèle courant.
Une entretoise de ce genre est utilisée sur les locomotives type 29, mais, en plus, la nipple est soudée à la boîte à feu.
Sur les locomotives types 25 et 26, l'entretoise articulée est placée avec le bout dépassant de 4 mm vers l'intérieur, puis soudée (fig. 59).
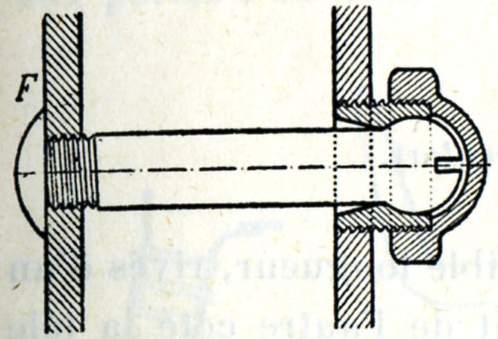
Fig. 58.
Entretoise articulée.
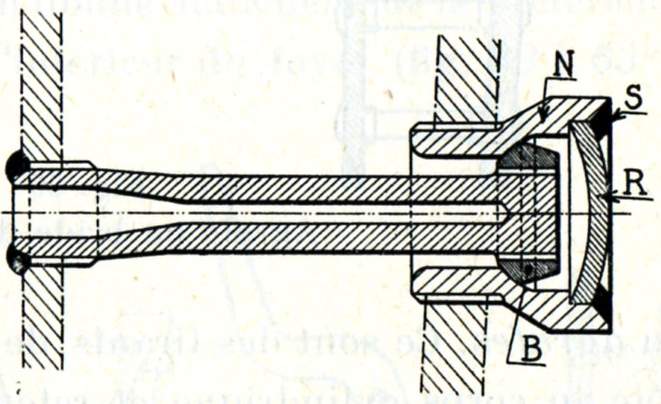
Fig. 59.
Entretoise articulée des locomotives types 25 et 26
La nipple N est vissée dans la tôle de la boîte à feu. La bague filetée B bloque l'entretoise à fond. Comme on le voit, la bague filetée prend appui sur un joint sphérique. La nipple est fermée par la rondelle R soudée en S en vue d'éviter les fuites.
La paroi d'avant du foyer est celle dans laquelle vient se fixer le faisceau tubulaire, d'où son nom de tôle tubulaire ou plaque tubulaire.
Dans sa partie supérieure (fig. 46), celle qui reçoit les tubes, l'épaisseur est assez forte : ordinairement 24 à 30 mm pour les tôles en cuivre, parce que, comme nous le verrons, le mode de fixation des tubes par mandrinage exige une certaine épaisseur. Le faisceau tubulaire fixé convenablement aux deux extrémités, constitue pour la tôle un entretoisage puissant qui est considéré comme suffisant dans la zone où se trouvent les tubes.
La partie inférieure de la tôle tubulaire du foyer qui se trouve en regard de la tôle d'avant de la boite à feu est consolidée au moyen d'entretoises ordinaires : on lui donne la même épaisseur qu'aux parois latérales du foyer. Quand, entre la rangée inférieure des tubes et la rangée supérieure des entretoises, il y a un trop grand espace pour qu'on puisse le laisser sans consolidation, on fait usage de brides de renfort ou agrafes. Ce sont des tirants de faible longueur, rivés d'un côté au corps cylindrique et retenant de l'autre côté la tôle tubulaire au moyen d'une vis (fig. 60).
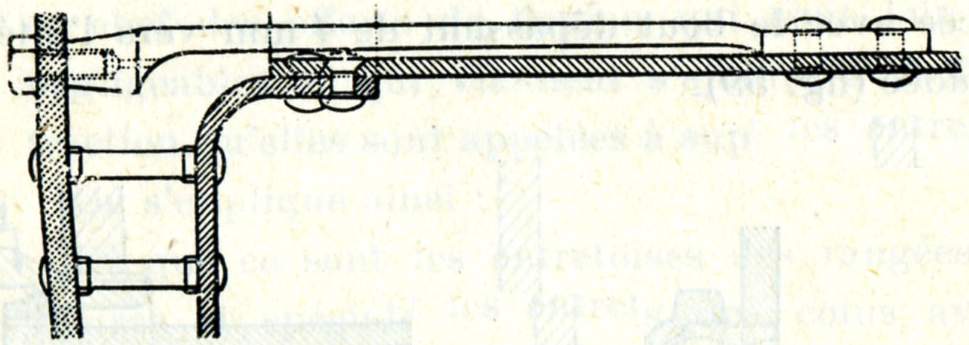
Fig. 60.
Agrafe ou bride de renfort.
Pour l'enfournement du combustible, on pratique dans la paroi arrière du foyer et dans celle de la boîte à feu des ouvertures pourvues de portes. Les bords de ces ouvertures sont consolidés de façons diverses : en Belgique, la tôle du foyer est emboutie de manière à rapprocher ses bords de celle de la boite à feu et les rebords des deux tôles sont réunis (fig. 61) par un cadre en acier forgé de section rectangulaire.
 |
 |
| Fig. 61. | Fig. 62. |
Dans les foyers en acier, à l'endroit de la porte, les tôles arrière de la boite à feu et du foyer sont embouties et assemblées par soudure (fig. 62).
On fait usage de deux portes quand la largeur du foyer le justifie (locomotives types 10 et 36).
Les portes sont le plus souvent en tôle, on les munit vers l'intérieur du foyer d'une tôle de protection qui se trouve à une distance de 4 à 5 cm de la porte proprement dite et à laquelle elle est assemblée comme le montre la figure 61. La tôle de protection préserve la porte de l'action directe du feu ; en s'échauffant outre mesure, la porte incommoderait le personnel, elle pourrait aussi se gauchir et n'être plus jointive.
 |
 |
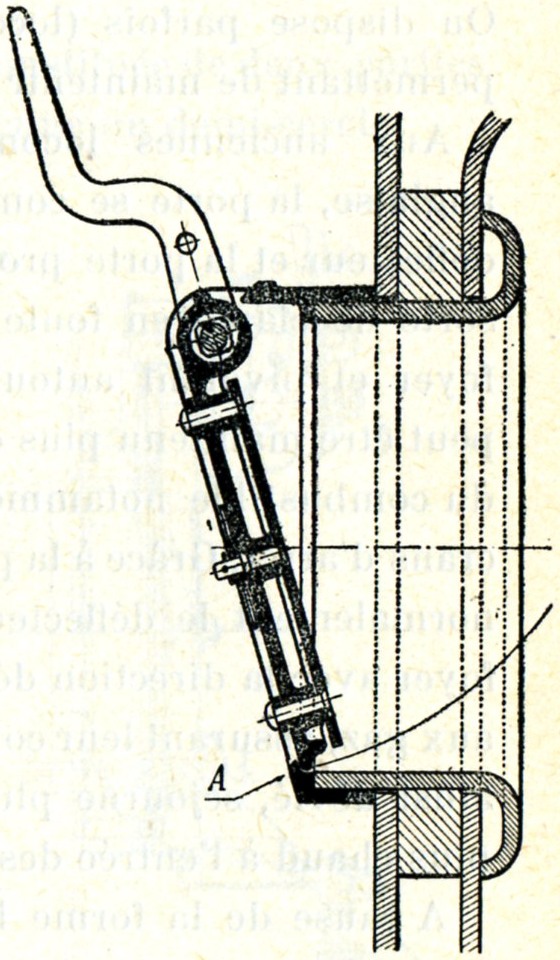 |
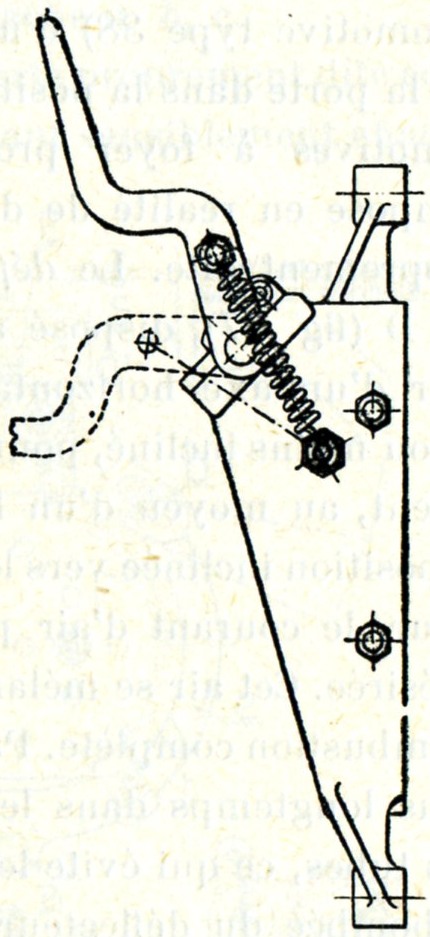
| Fig. 63. | Fig. 63bis. | Fig. 63ter. |
| Portes de foyer basculantes. | ||
On donne actuellement la préférence aux portes s'ouvrant vers l'intérieur du foyer (fig. 63 à 63ter) parce qu'elles offrent plus de sécurité pour le personnel en cas de fuite importante dans le foyer (un tube crevé par exemple). La porte, même entr'ouverte, s'applique alors d'elle-même contre le talon A et l'excès de pression se dégage par la boîte à fumée et par la grille. Ces portes sont munies d'un dispositif à ressorts, assurant automatiquement les positions ouverte et fermée.
Dans les machines à foyer profond, destinées à brûler un combustible gras, à longue flamme, il est nécessaire pour rendre la combustion plus complète, de ménager un accès d'air plus ou moins important par dessus la couche de combustible.
Cet afflux d'air complémentaire amené par la porte du foyer doit être dirigé sous la voûte en briques réfractaires dont ces foyers sont pourvus, de manière à couper perpendiculairement le courant normal des gaz de la combustion. Pour arrivera ce résultat, on entr'ouvre la porte d'une dizaine de centimètres. On dispose parfois (locomotive type 38) d'un encliquetage permettant de maintenir la porte dans la position désirée.
Aux anciennes locomotives à foyer profond d'origine anglaise, la porte se compose en réalité de deux parties : le déflecteur et la porte proprement dite.
Le déflecteur est une sorte de clapet en fonte D (fig. 67), disposé à l'intérieur du foyer et pivotant autour d'un axe horizontal supérieur. Il peut être maintenu plus ou moins incliné, pour le chargement du combustible notamment, au moyen d'un levier à main à crans d'arrêt. Grâce à la position inclinée vers le bas qu'occupe normalement le déflecteur, le courant d'air pénètre dans le foyer avec la direction désirée. Cet air se mélange intimement aux gaz, assurant leur combustion complète. Par surcroît, l'air ainsi dévié, séjourne plus longtemps dans le foyer et arrive plus chaud à l'entrée des tubes, ce qui évite les fuites.
A cause de la forme bombée du déflecteur, il reste encore une ouverture pour le passage de l'air, alors même qu'il est totalement abaissé.
Quant à la porte proprement dite H, elle se trouve à l'extérieur du foyer et pivote autour d'un axe horizontal inférieur. Elle est constituée d'une simple tôle munie de talons qui limitent son rabattement. La porte relevée procure une fermeture plus complète que le déflecteur, mais elle est cependant, à dessein, trop courte pour boucher entièrement l'ouverture, (fig. 67), l'air extérieur est toujours admis, quoiqu'en moins grande quantité, à la surface du combustible.
La rivure du cadre de la porte, n'étant pas directement refroidie par le contact de l'eau, est exposée à se brûler rapidement. On la protège par une pièce en fonte, dite paraflamme, qui la recouvre. Cette pièce, fixée par boulons, est facile à remplacer, elle protège en même temps le cadre du contact des ringards.
(fig. 64 à 66). - Cette porte se compose :
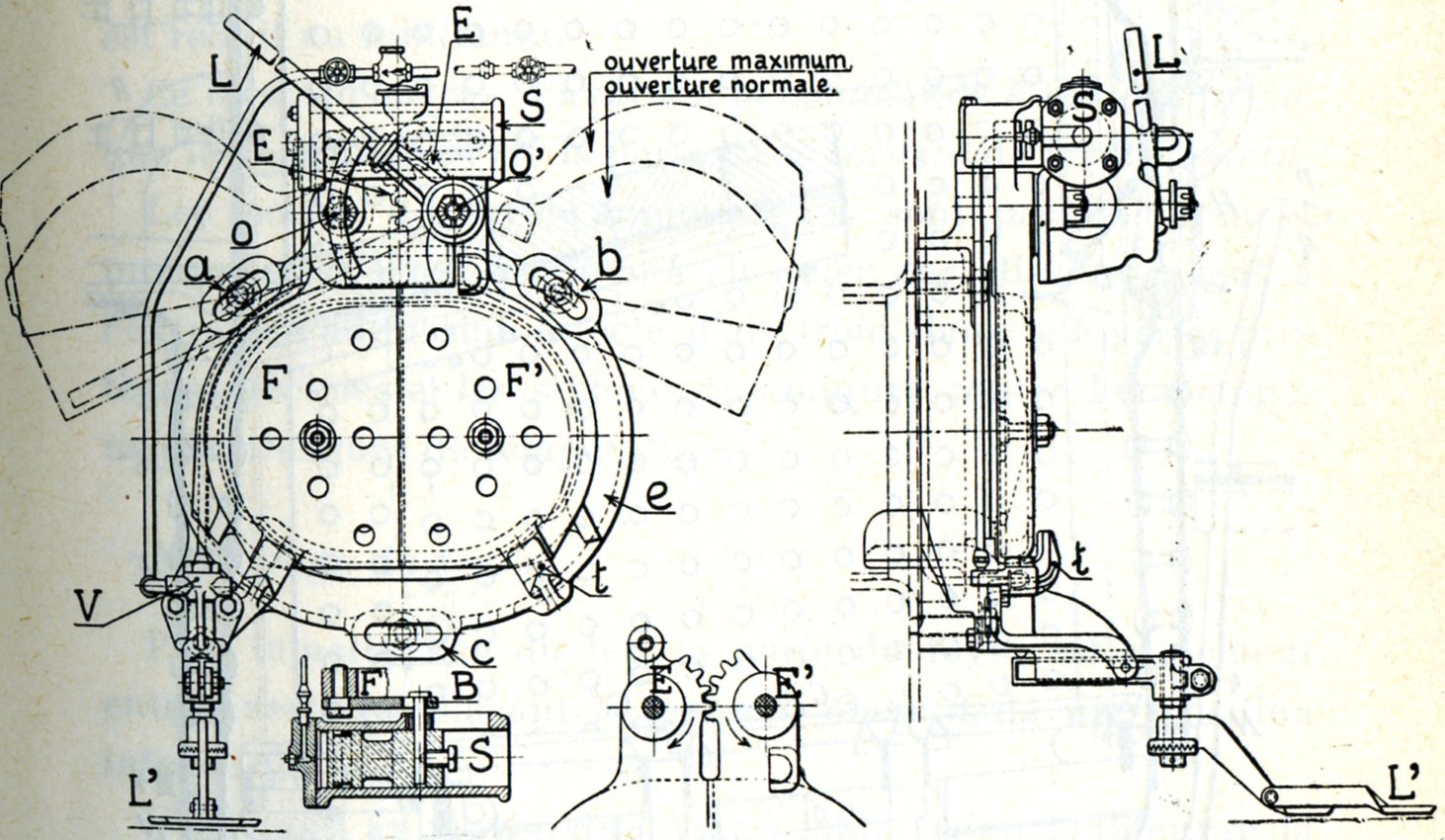
Fig. 64 à 66.
Porte de foyer système Franklin.
Lors de l'ouverture, chaque demi-porte pivote autour de son axe de rotation 0 ou 0'.
L'ouverture s'opère soit par l'action d'un servo-moteur à air comprimé S, soit par l'action d'un levier à main L.
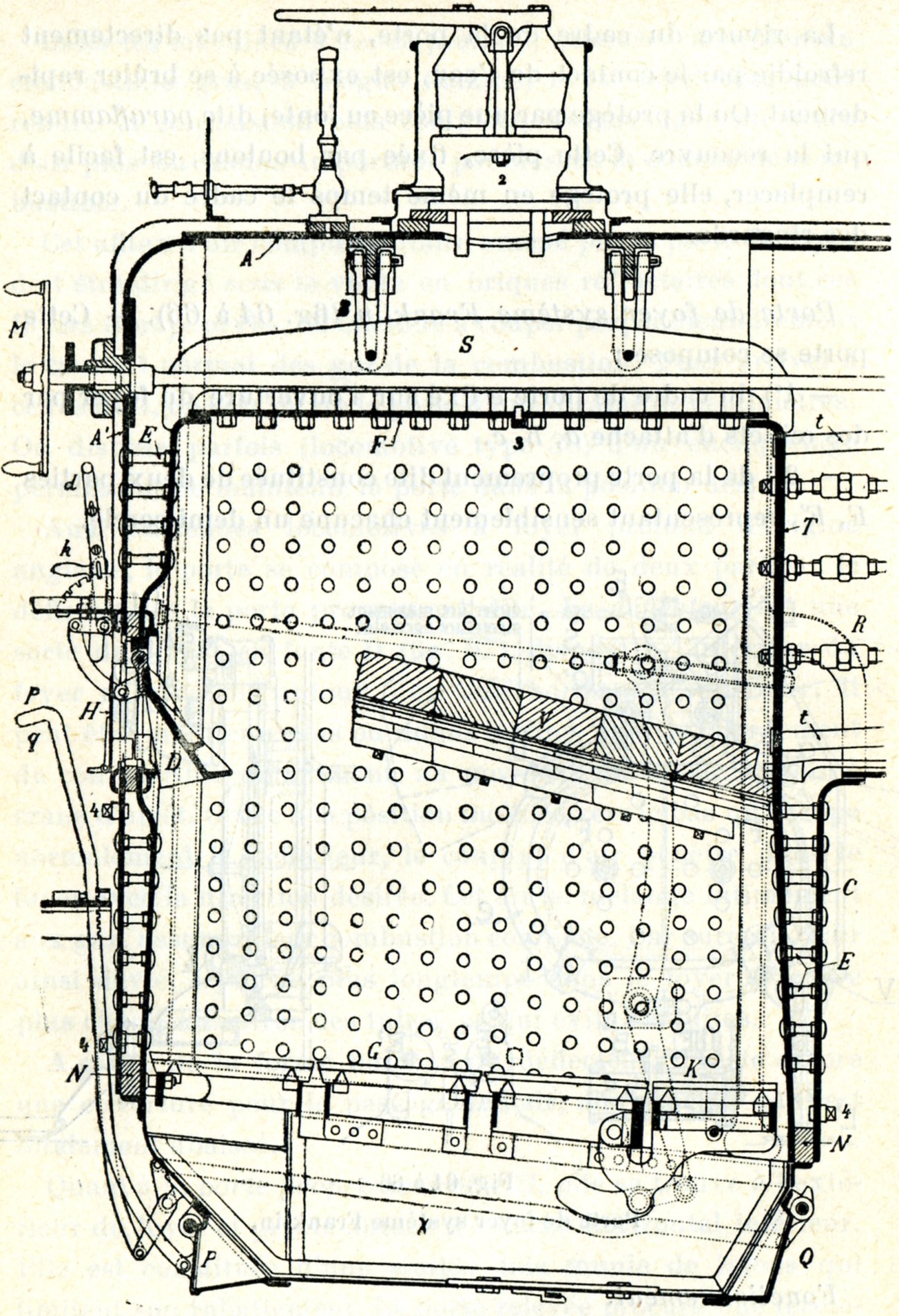
Fig. 67.
| Légende | |||
| A. Tôle du ciel de la boîte à feu intérieure | M. Commande du modérateur | ||
| A’. Tôle d’arrière de la boîte à feu extérieure | N. Cadre du foyer | ||
| B. Bielle de suspension des sommiers | P. Clapet d’arrière du cendrier | ||
| C. Tôle selle | Q. Clapet d’avant du cendrier | ||
| D. Déflecteur | p et q. Commande des clapets des cendriers | ||
| d. Commande du déflecteur | R. Tirants d’ancrage des tôles tubulaires | ||
| E. Entretoises | S. Sommiers | ||
| F. Ciel de foyer | T. Tôle tubulaire | ||
| G. Grille | V. Voûte en briques réfractaires | ||
| H. Porte du foyer | X. Cendrier | ||
| 1. Sifflet | 2. Soupape de sûreté | 3. Bouchon fusible | 4. Bouchons de lavage |
A chaque pelletée, le chauffeur ouvre la porte en appuyant sur la pédale L' qui commande la valve V. Celle-ci, en se soulevant, permet l'arrivée de l'air comprimé à gauche du piston du servo-moteur S. Le piston, en se déplaçant vers la droite, actionne la bielle D reliée à la demi-porte F.
L'ouverture simultanée des deux demi-portes est assurée par deux portions d'engrenages E, E' montées en prolongement des demi-portes, comme le montrent les figures.
Dès que la pelletée est enfournée, le chauffeur lâche la pédale et les deux demi-portes se referment automatiquement.
Le temps pendant lequel la porte est ouverte est ainsi aussi court que possible ; il s'ensuit que le refroidissement du foyer est réduit au minimum.
Ce n'est qu'en cas d'avarie à la commande à air comprimé que le chauffeur ouvre la porte en se servant du levier à main.
Les portes de foyer automatiques sont particulièrement intéressantes avec les foyers en acier car elles réduisent à l'extrême l'admission directe d'air froid dans le foyer et protègent les tôles et les siphons thermiques contre les changements brusques de température.
Pour le nettoyage du feu, la porte du foyer est seulement entr'ouverte en plaçant le levier à main dans une position intermédiaire.
C'est aussi au moyen du levier à main qu'on manœuvre la porte pour l'allumage du feu et pour la mise en pression de la chaudière.
Le ciel du foyer est constitué comme les autres parois d'une tôle plane ou légèrement cintrée. Il est donc également nécessaire de le consolider.
Le plus ancien mode de consolidation est celui par sommiers ou fermes (fig. 67 et 68).
On ne le rencontre plus guère que dans d'anciennes locomotives et, si nous nous attardons à le décrire, c'est qu'il est instructif de voir comment, à cette époque, l'on avait résolu le problème de la libre dilatation du ciel du foyer et parce qu'enfin, nous en retrouvons le principe dans le système adopté dans la locomotive Pacific type 1 pour permettre à la partie avant du ciel du foyer de se dilater librement.
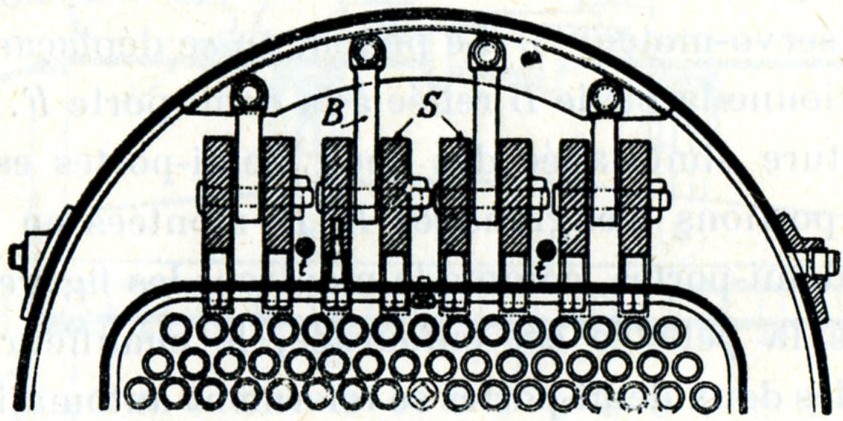
Fig. 68.
Dans le cas des figures 67 et 68, le ciel du foyer est soutenu au moyen de pièces S en fer forgé de section rectangulaire, dénommées sommiers, prenant appui par leurs extrémités sur la tôle tubulaire et sur la tôle d'arrière du foyer. La tôle du ciel est rattachée aux sommiers par des vis et l'ensemble se présente comme si la tôle du ciel était en quelque sorte pourvue de nervures longitudinales. L'énorme pression que le ciel supporte est alors reportée sur les parois avant et arrière du foyer.
Pour réduire la charge qui pèse sur ces deux tôles, on suspend le plus souvent les sommiers à la boîte à feu au moyen de bielles B. Les sommiers sont suspendus deux à deux à un fer T rivé à la boite à feu.
Les sommiers ainsi disposés longitudinalement sont évidemment d'autant plus lourds que le foyer est plus long ; en les plaçant transversalement, c'est-à-dire dans le sens de la moindre largeur du foyer, on peut se contenter de pièces moins fortes et partant plus légères, mais l'orientation longitudinale se prête mieux à la visite et au lavage de la chaudière.
Dans le cas où les sommiers sont transversaux, on peut leur faire prendre appui sur des équerres ou consoles fixées aux parois latérales de la boîte à feu.
On remarquera que les sommiers permettent au ciel de se soulever librement quand le foyer se dilate.

Fig. 69 et 70.
Foyer Belpaire. - Locomotive type 53.
La consolidation par sommiers conduisait à un poids d'autant plus considérable que la surface du ciel allait sans cesse en croissant avec la puissance des chaudières.
En 1864, feu Belpaire, Administrateur des chemins de fer de l'Etat belge (note 039), amené à donner à ses chaudières une grande surface de grille dans le but de brûler du charbon menu alors d'un prix inférieur, chercha à obtenir un poids moindre pour la consolidation du ciel et, en même temps, à en rendre l'exécution plus précise et plus sûre ; il abandonna les sommiers et créa le type de foyer qui porte son nom (fig. 69 et 70) et qui se distingue par les deux caractères suivants :
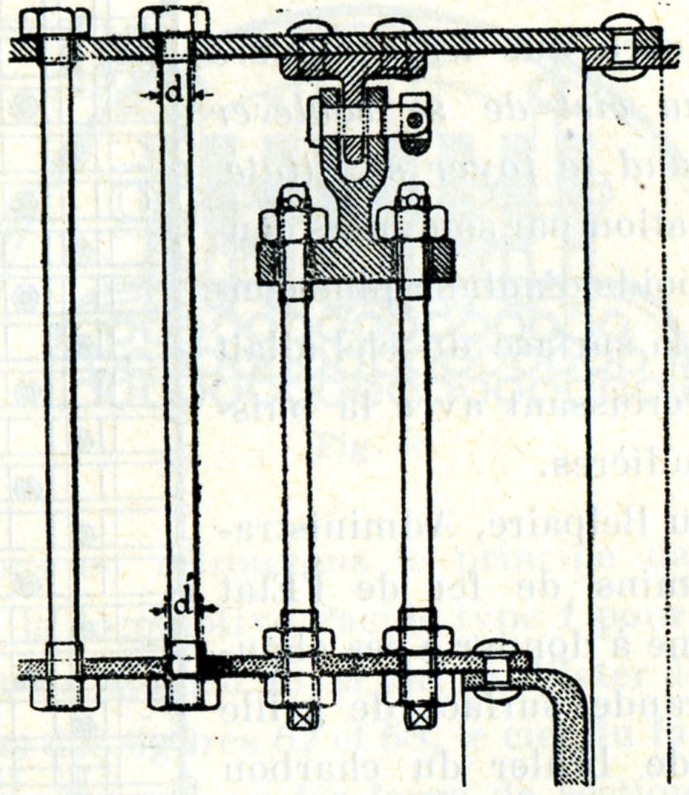
Fig. 71.
Suspension articulée de l'avant du foyer.
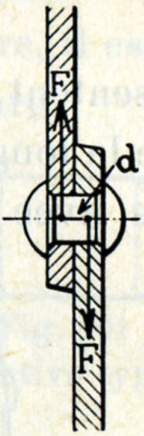
Les tirants sont des boulons établis de la manière suivante (fig. 71) : du côté de la tôle d'acier extérieure, la tête s'appuie sur une mince feuille de cuivre pour former joint, puis le boulon est fileté sur l'épaisseur de la tôle d'acier, ensuite aminci et fileté de nouveau à la traversée de la tôle de cuivre, enfin, contre celle-ci, vient se visser l'écrou. Le diamètre d est supérieur au diamètre d' pour faciliter l'introduction et l'enlèvement des tirants ; quant aux filets, ils ont nécessairement le même pas.
Actuellement, que la boite à feu soit du type Belpaire ou qu'elle soit à berceau cylindrique, les ciels de foyer sont invariablement armés par des tirants les reliant à l'enveloppe extérieure ; dans le premier cas, ces tirants sont verticaux, dans le second cas, ils sont disposés radialement (fig. 46, 47, 72 et 73), ou même verticalement comme dans la chaudière de la locomotive type 9 (fig. 75).
Les tirants traversant alors obliquement la boite à feu, on donne à celle-ci une très forte épaisseur pour mieux garantir l'étanchéité de l'assemblage.
Dans le système d'armature par tirants (locomotives types 9, 10, etc.), on place près de la tôle tubulaire une double rangée de tirants à dilatation (fig. 69 et 71), qui permettent au ciel du foyer de se soulever légèrement à l'avant quand la tôle tubulaire se dilate lors de l'allumage.
Aux chaudières des locomotives type 38, le même résultat est obtenu au moyen de tirants spéciaux, véritables entretoises flexibles et disposés en trois rangées (fig. 72). Le jeu entre la tête sphérique et l'écrou à chapeau est suffisamment grand pour parer au soulèvement de l'avant du foyer.
Fig. 72 et 73.
Consolidation du ciel par tirants radiaux. - Locomotive type 38.
La figure 74 montre le système adopté sur les locomotives Pacific type 1 pour permettre à la partie avant du ciel du foyer de se soulever sous l'effet de la dilatation.
Ce système s'inspire à la fois de la suspension par sommiers (fig. 67 et 68) et de la suspension articulée (fig. 71).
En effet, des équerres ou sommiers S reportent la pression qui s'exerce sur le ciel :
Fig. 74 Dilatation du ciel du foyer. - Locomotive Pacific type 1
Sur ces équerres prennent simplement appui les têtes des tirants t1 t2.
Dans les foyers du type Belpaire, les parties des parois latérales de la boîte à feu qui dépassent le ciel du foyer sont entretoisées par des tirants horizontaux (fig. 69) ; dans les chaudières à berceau cylindrique (machines types 9, 10, 35 et 36), les parties cylindriques des faces latérales sont également réunies par des tirants transversaux disposés horizontalement, mais la consolidation est complétée par des fers T rivés (Fig. 75).
Elle est consolidée par des tirants horizontaux qui s'attachent à des douilles fixées à la première virole du corps cylindrique (fig. 69 et 70), ou à la tôle tubulaire de la boite à fumée, ou bien, comme dans les locomotives Pacific type 1, par des brides de renfort B (fig. 46) qui s'articulent à l'arrière sur une cornière commune et, à l'avant, à des pattes rivées au ciel de la boite à feu.
Fig. 75.
Consolidation du ciel par tirants verticaux. - Locomotive type 9.
Le principal avantage du foyer Belpaire réside dans ce fait que les faces à relier sont parallèles, ce qui facilite le calcul, la pose et la tenue des entretoises et des tirants ; on peut ajouter comparativement aux anciens sommiers, que les tirants gênent peu la circulation de l'eau et permettent plus aisément le lavage du ciel du foyer.
La disposition du foyer Belpaire, avec ciel de boîte à feu plat, a encore l'avantage de conduire à une surface d'évaporation de l'eau un peu plus grande qu'avec le berceau cylindrique. Il en résulte que les entraînements d'eau sont moins à craindre.
Par contre, le berceau cylindrique s'assemble plus facilement avec le corps cylindrique. Le foyer Belpaire nécessite, pour passer de la forme plane du ciel à celle du corps cylindrique, l'emploi d'une tôle spéciale de forme compliquée, nécessitant des travaux de forge difficiles.
On ne peut guère trouver de limite à l'application du foyer Belpaire que dans le cas de foyers débordants, lorsque la hauteur de l'axe du corps cylindrique au-dessus du rail est très grande, les coins supérieurs du foyer Belpaire masquent alors davantage la vue au machiniste.
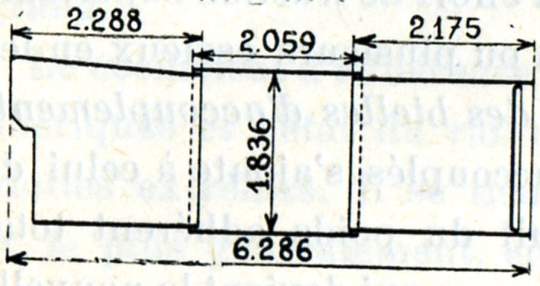
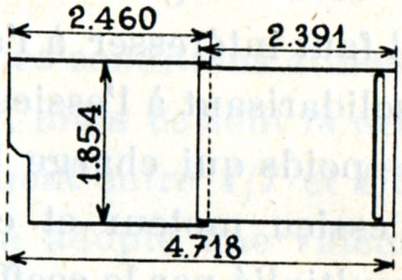
Le foyer est disposé de manière qu'on puisse l'introduire par le dessous à l'intérieur de la boîte à feu et le retirer en le descendant par le bas (fig. 76). Dans ces conditions, il faut que la plus grande largeur d' extérieure du foyer soit plus petite que la largeur intérieure d de la boîte à feu à l'endroit du cadre. Lorsque le diamètre du corps cylindrique est très grand et que le foyer descend entre les longerons (fig. 77), on doit forcément retirer le foyer par le dessus, alors la tôle du berceau cylindrique est en trois pièces, avec d plus grand que d’. Enfin, plus rarement, on retire le foyer par l'arrière en démontant la façade de la boîte à feu.
 |
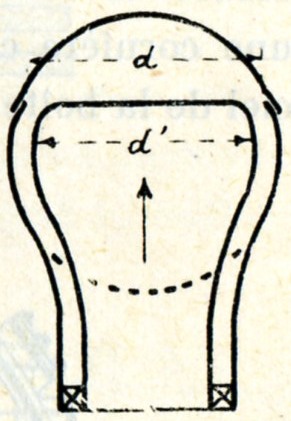 |
| Fig. 76. | Fig. 77. |
A la S.N.C.B., aux locomotives types 36, 38 et 69, on retire le foyer par le dessous, sans enlever le cadre.
Dans certains cas, comme dans les locomotives type 10, on doit démonter préalablement la tôle selle pour sortir le foyer par le dessous.
Quand la tôle arrière de la boite à feu doit être renouvelée, c'est par l'arrière qu'on relire et qu'on réintroduit le foyer.
Lorsque la virole arrière du corps cylindrique doit être remplacée, on découple la boîte à feu du corps cylindrique pour sortir le foyer par l'avant.
On place des voûtes en briques réfractaires dans les foyers pour forcer, malgré le tirage, les flammes à revenir vers l'arrière avant de se diriger vers le faisceau tubulaire, ce qui opère un brassage des gaz et procure une combustion plus parfaite (fig. 46 et 67). La combustion est d'autant plus complète qu'elle se produit dans un milieu large, maintenu à très haute température par la voûte incandescente. Les gaz combustibles sont, grâce à ces conditions favorables, brûlés avant leur entrée dans le faisceau tubulaire. Dans celui-ci, la combustion ne pourrait se faire qu'imparfaitement, en effet, la surface offerte par les tubes n'est pas à haute température et la vitesse de circulation des gaz y est trop grande. La voûte protège en outre dans une certaine mesure l'entrée des tubes contre les coups d'air froid. La voûte s'emploie surtout avec les foyers profonds et demi-profonds.
Les voûtes reposent sur des supports fixés aux parois latérales ; elles se construisent, en général, au moyen de briques réfractaires de dimensions ordinaires.
Dans leur confection, il faut veiller à ce que les briques assemblées au moyen de ciment réfractaire (argile pure et briques réfractaires broyées) laissent entre-elles un joint aussi étroit que possible.
Le retrait que subissent les joints sous l'action de la chaleur peut provoquer la dislocation de la voûte. Pour limiter le nombre de ces joints, on a été amené à faire usage de briques, ou voussoirs, de plus grandes dimensions. La construction ainsi obtenue est meilleure, mais pour certaines raisons pratiques, (facilité d'approvisionnement, réparation des voûtes, réduction du nombre de types à tenir en réserve, etc.), on tend à y renoncer.
Lorsque la portée de la voûte devient assez considérable, aux foyers débordants (locomotives types 1, 29, 38), on a recours actuellement à la disposition représentée fig. 78 et 79. La voûte repose sur une série de tubes bouilleurs ou thermo-siphons de 67 mm de diamètre intérieur, sur lesquels les briques sont simplement posées, sans mortier.
Celles de côté reposent d'une part sur un tube, d'autre part sur la paroi du foyer (fig. 79, coupe AB). Les briques sont évidées par le dessous pour réduire leur poids.
Les tubes supports de voûte sont pleins d'eau ; en raison de leur inclinaison, il se produit dès l'allumage une circulation favorable à la transmission de la chaleur et à sa bonne répartition.
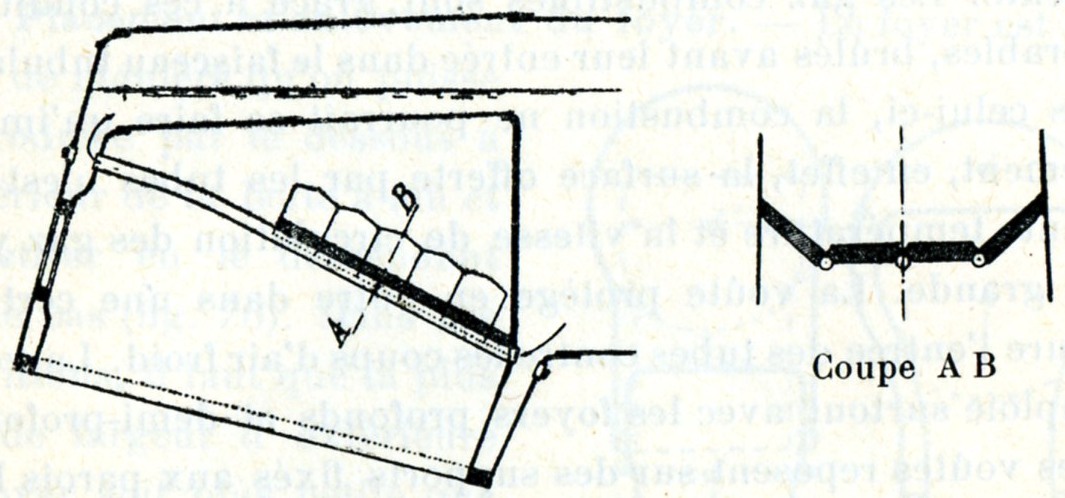
Fig. 78 et 79.
Voûte supportée par les tubes bouilleurs. - Locomotive type 38.
La partie inférieure du foyer doit être fixée à la boite à feu d'une manière à la fois solide et étanche. Pour réaliser cette fixation, on interpose le plus généralement entre les parois à réunir un cadre N (fig. 46 et 67), de section rectangulaire en acier, forgé d'une pièce. Ce cadre est usiné sur les deux faces en contact avec les parois et fixé par une double rivure. Il sert aussi d'attache au cendrier et aux sommiers transversaux qui supportent la grille.
L'épaisseur du cadre varie de 60 à 85 mm. Cette épaisseur détermine, dans la partie inférieure tout au moins, celle des lames d'eau comprises entre les parois du foyer et celles de la boite à feu. Cette épaisseur doit être suffisante pour ne pas gêner la circulation de l'eau et la vaporisation ; dans certains foyers débordants, le cadre a jusque 120 mm.
La grille varie de forme, de dimensions et de disposition selon la nature du combustible à brûler. Dans une grille, deux éléments principaux sont à considérer : l'épaisseur et l'écartement des barreaux, ce sont eux en effet qui déterminent : 1°) la section de passage de l'air, 2°) la grosseur des morceaux de combustible que la grille peut laisser tomber.
Les barreaux sont en acier et reposent sur des sommiers transversaux également en acier. En Belgique, les grilles sont constituées de paquets de barreaux en acier laminé du profil représenté fig. 80 et 81, assemblés au moyen de rivets et de petites pièces intercalaires a en acier ; les écartements entre barreaux sont de 10 mm pour les foyers profonds des locomotives types 18, 19 et 20 ; de 8 mm pour les foyers mi-profonds. Quant à l'épaisseur des barreaux, elle est invariablement de 8 mm.

Fig. 80 et 81.
L'inconvénient des grilles à barreaux fixes que nous venons de décrire est d'obliger le chauffeur à un travail assez sérieux pour éclaircir la grille pendant la marche. Lorsque la proportion de cendres du charbon est assez considérable, ce travail devient quasi impossible.
Au cours du nettoyage du feu, il arrive souvent que des paquets de grille sont basculés dans le cendrier ce qui nécessite le retrait du feu pour la remise en place des paquets de grille. Si l'avarie se produit en cours de route, le personnel doit avoir recours à des moyens de fortune (morceaux de tôle, par ex.) pour obstruer le trou dans la grille et éviter ainsi la détresse par suite de la chute de pression.
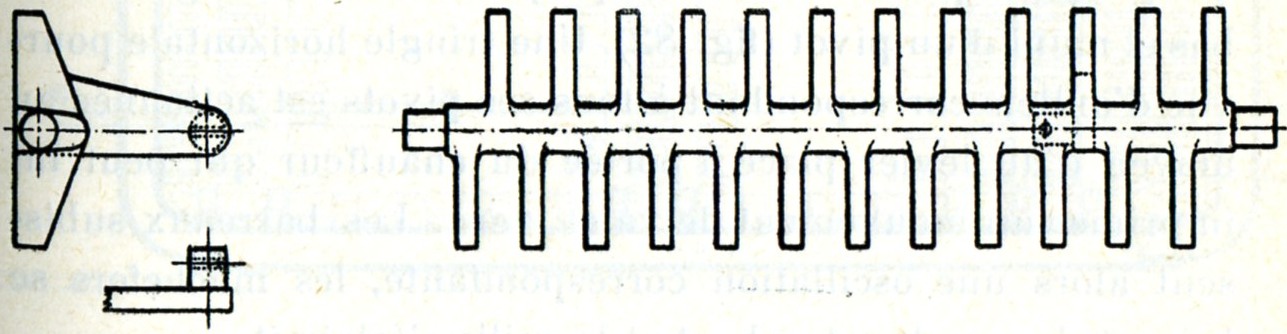
Fig. 82 et 83.
Élément de grille à secousses.
La grille à secousses remédie à ces difficultés. Elle se compose d'éléments transversaux (fig. 83) en fonte présentant de part et d'autre une série de dents alternées qui pénètrent dans des intervalles correspondants de l'élément voisin. Aux éléments extrêmes d'avant et d'arrière, le nombre de dents est doublé (fig. 86 et 87). Les interstices entre les dents des barreaux ont une largeur variant de 13 mm à 15 mm.
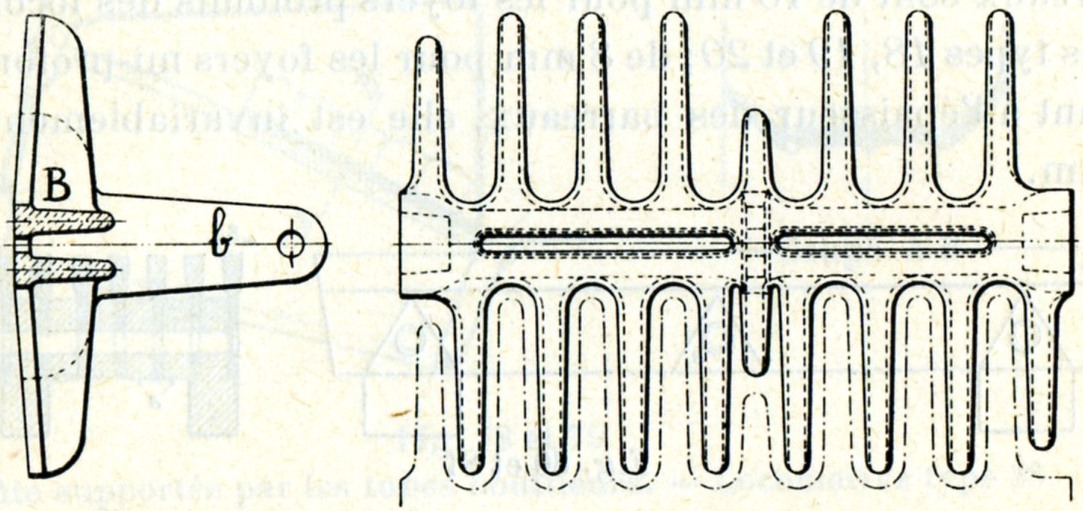
Fig. 84 et 85.
Élément de grille à secousses à coins arrondis de la S.N.C.B.
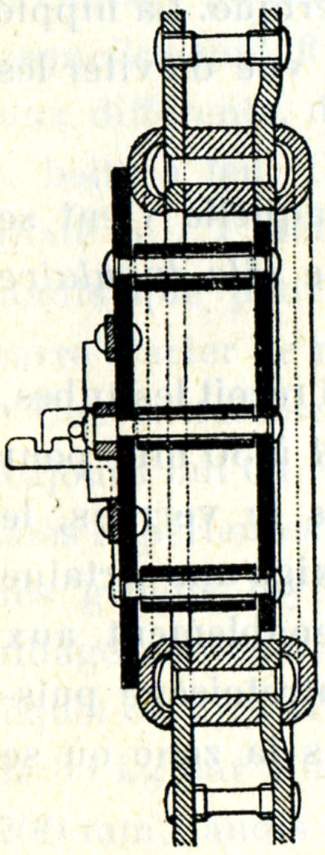
Les éléments de grille pivotent autour de deux tourillons reposant sur deux sommiers latéraux en acier moulé (fig. 86), ces sommiers sont supportés par des fers plats plies p fixés au cadre du foyer, comme le montre la figure 90.
Dans un modèle plus récent, les éléments sont coulés avec coins arrondis conformément aux dessins des figures 84 et 85.
La rotation des éléments est obtenue comme suit (fig. 87) : chaque pièce présente un bras perpendiculaire, dirigé vers le bas et muni d'un pivot (fig. 82). Une tringle horizontale pourvue d'œillets correspondant à tous ces pivots est actionnée au moyen d'un levier placé à portée du chauffeur qui peut lui imprimer un mouvement de va et vient. Les barreaux subissent alors une oscillation correspondante, les mâchefers se brisent, les cendres tombent et la grille s'éclaircit.
Le feu peut donc subir sans difficulté un nettoyage partiel pendant la marche et ce travail peut s'accomplir sans ouvrir la porte du foyer. Les refroidissements dus aux rentrées d'air froid sont donc limités au minimum.
Les avantages de la grille à secousses tendent à rendre son emploi de plus en plus général.
Généralement, la surface de la grille est divisée en deux parties actionnées séparément par deux leviers distincts, l'un à gauche, l'autre à droite. On réduit ainsi l'effort nécessaire à la manœuvre. Pour les grandes surfaces, la grille est divisée, dans le même but, en 4 parties actionnées séparément.
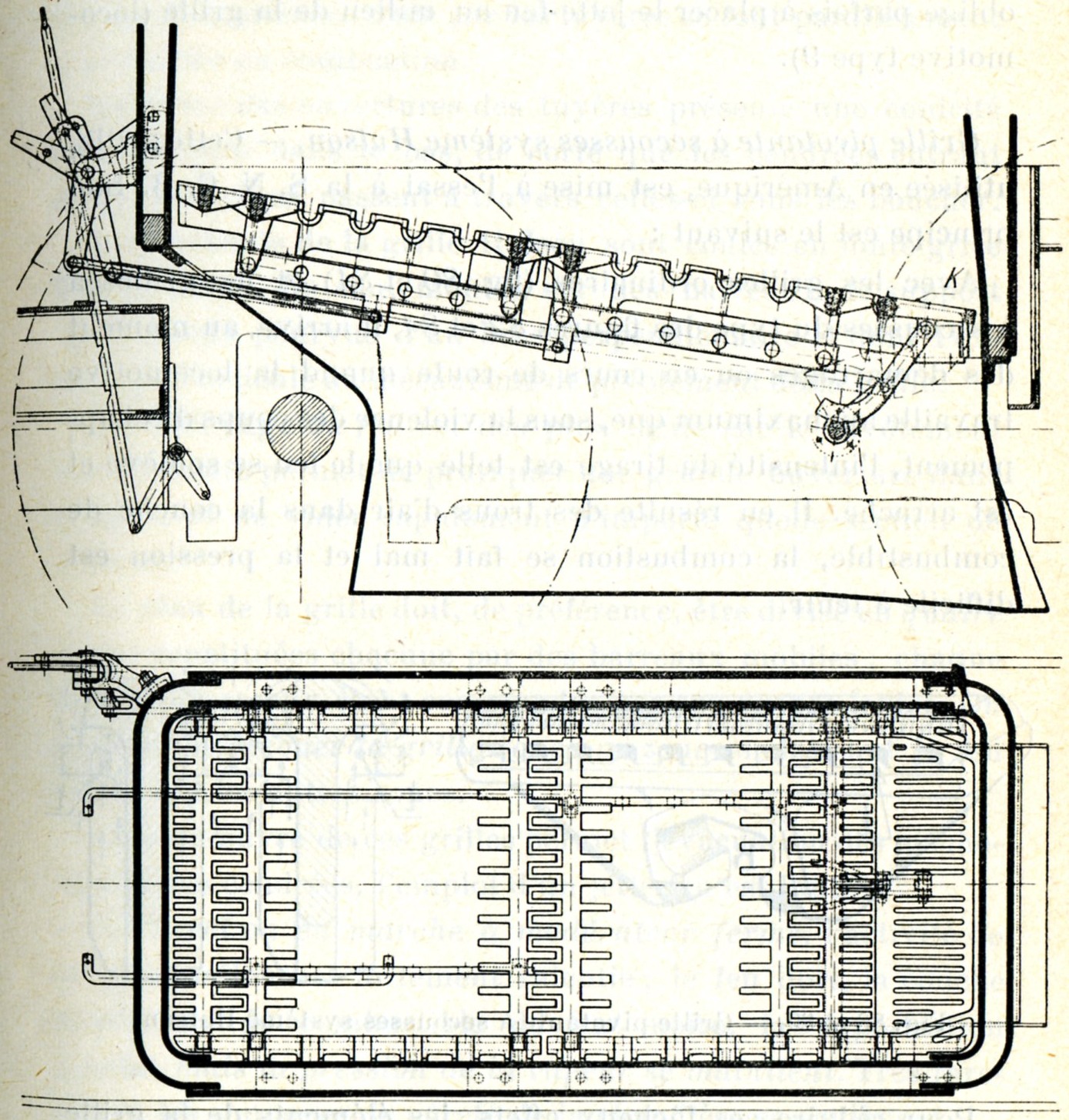
Fig. 86 el 87.
Grilles à secousses des locomotives type 64 et 81.
Les grilles sont légèrement inclinées vers l'avant de sorte que, par les trépidations de la marche, le combustible descend graduellement vers l'extrémité avant où se trouve le jette-feu K (fig. 67 et 87) ; celui-ci est une portion de grille mobile constituée soit par des paquets de barreaux analogues à ceux de la partie fixe, mais rendus solidaires soit d'un cadre, soit d'une pièce coulée de forme appropriée. Le chauffeur peut donner un mouvement de bascule à cette portion de grille au moyen d'un mécanisme placé à sa portée. Le jette-feu facilite considérablement le nettoyage du feu. La présence d'un essieu oblige parfois à placer le jette-feu au milieu de la grille (locomotive type 9).
Cette grille, utilisée en Amérique, est mise à l'essai à la S.N.C.B. Son principe est le suivant :
Avec les grilles ordinaires (fig. 80 et 81) et les grilles à secousses du type des figures 82 et 84, il arrive, au moment des démarrages ou en cours de route quand la locomotive travaille au maximum que, sous la violence des coups d'échappement, l'intensité du tirage est telle que le feu se soulève et est arraché. Il en résulte des trous d'air dans la couche de combustible, la combustion se fait mal et la pression est difficile à tenir.
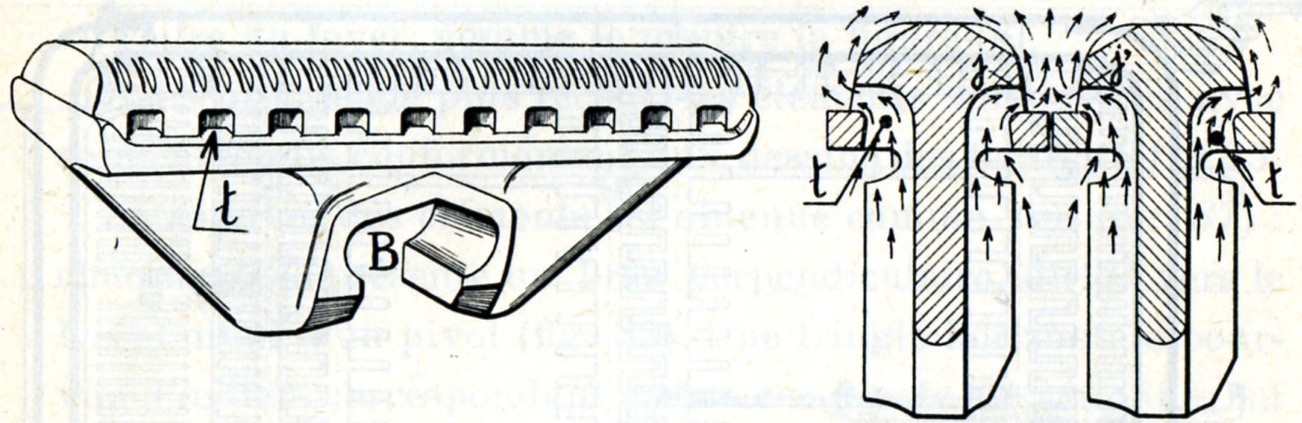
Fig. 88 et 89.
Grille pivotante à secousses système Hulson.
Pour réduire ces fâcheux effets, les éléments de la grille Hulson (fig. 88 et 89) sont conçus de telle manière que les orifices d'arrivée d'air (les tuyères) sont disposés de telle sorte que chaque jet d'air j entrant sous la couche de charbon rencontre un jet semblable j’. Il s'ensuit que, sans modifier le volume d'air aspiré, la vitesse de cet air est réduite, d'où diminution de la tendance à l'arrachement du feu.
On réalise ainsi ce qu'on pourrait appeler le tirage indirect par opposition au tirage direct des grilles plates ordinaires avec fentes.
Dans celles-ci, les arrivées d'air se font perpendiculairement à la couche de charbon en combustion, alors que dans la grille Hulson, les arrivées d'air par les tuyères se font parallèlement à la couche en combustion.
La forme des ouvertures des tuyères présente une conicité très marquée dans le bas, de sorte que les cendrées entrant dans les tuyères passent à travers celles-ci sans les boucher.
Les éléments de la grille Hulson sont coulés en fonte grise à grains fins. Ils sont montés sur des barreaux de support horizontaux pourvus d'un bras perpendiculaire et dont l'extrémité s'articule au mécanisme de pivotement de la grille.
Le nettoyage du feu est des plus facile car le pivotement des éléments permet de pratiquer une grande ouverture dans la grille et de vider rapidement n'importe quelle section de celle-ci.
Le plan de la grille doit, de préférence, être divisé en quatre zones constituées chacune par des barreaux mobiles ; chaque zone de barreaux étant commandée par son propre levier. On peut ainsi secouer la grille zone par zone en laissant le feu intact sur les autres zones.
La manœuvre de ces grilles permet l'évacuation des mâche-fers et des cendrées, l'emploi d'un jette-feu est inutile.
A l'arrêt ou en marche à modérateur fermé, l'activité de la combustion est fortement ralentie ; le feu dort, la couche supérieure de combustible devient noire, la vaporisation tombe, mais la pression de la vapeur se maintient. Très rarement, les soupapes de sûreté de la chaudière se soulèvent.
Pendant la marche à modérateur fermé, il faut tenir la porte du foyer fermée pour éviter le retour de flammes.
A la remise en marche de la locomotive, le feu se réveille instantanément dès l'ouverture du modérateur.
La souplesse de la conduite du feu est très grande.
En résumé, la grille à tuyères Hulson présente les avantages suivants :
Le foyer se complète par un cendrier.
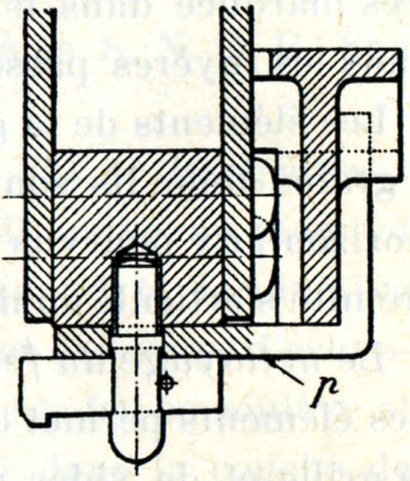
Fig. 90.
C'est une caisse en tôle ou en acier moulé destinée, comme son nom l'indique, à contenir les cendres du foyer. Le cendrier est muni de clapets de vidange et d'admission d'air placés à l'avant et à l'arrière, dont le machiniste se sert utilement pour régler l'allure de la combustion. Les clapets d'air se manœuvrent, en effet, à volonté de la plateforme au moyen de leviers à portée de la main, ce qui permet, on le conçoit, de faire varier l'afflux d'air sous la grille. Les clapets et leurs leviers de commande p et q sont visibles sur la fig. 67. Les cendres sont évacuées par les clapets de vidange.
Aux foyers débordants, il existe aussi des clapets d'air latéraux (locomotives types 1, 12, 29).
Pour éviter que les cendrées incandescentes déforment ou brûlent le cendrier, on ménage la possibilité d'arroser celui-ci par de l'eau sous pression amenée par les tuyaux t visibles sur la figure 46.
Le cendrier affecte parfois une forme assez compliquée par suite de la nécessité de contourner les essieux avec des enveloppes qui en empêchent réchauffement.
L'inclinaison des parois du cendrier doit être suffisante pour assurer l'écoulement (ou la chute) des cendrées dans le fond du cendrier.
Pour réduire les dépenses d'entretien de la voie et pour que celle-ci garde sa douceur de roulement, il est important que le ballast de pierrailles conserve le plus longtemps possible sa perméabilité et son élasticité. Pour cela, il faut éviter que les vides existant entre les pierres soient comblés petit à petit par les cendrées qui tombent des foyers des locomotives.
C'est pour atteindre ce résultat que de 1930 à 1933, la S.N.C.B. a muni toutes ses locomotives de cendriers étanches en acier moulé ou en tôles soudées.
Pour le surplus, grâce à l'étanchéité du cendrier, on évite les risques d'incendie le long des voies par la projection de cendrées incandescentes.
Un chauffeur expérimenté et de force musculaire normale, ne peut guère charger plus de 2.500 kg de charbon par heure, en régime continu de 3 à 4 heures.
Lorsque la grille dépasse 5 m² et qu'en même temps l'allure de combustion doit être très poussée (par exemple plus de 500 kg de charbon brillé par mètre carré de grille et par heure), le chauffeur ne peut plus suivre. Il faut alors recourir aux chargeurs mécaniques.
Les chargeurs mécaniques sont très employés en Amérique où les surfaces de grille atteignent et dépassent même parfois 10 m². Des essais de chargeurs mécaniques sont également entrepris en France avec des grilles de 6 m² seulement.
Dans le chargeur américain Duplex (fig. 91 et 92), le charbon est amené du tender par une vis sans fin V dans une petite trémie placée devant la plaque du foyer ; de là, deux autres vis sans fin v, obliques et parallèles à cette plaque, le montent à droite et à gauche, devant deux orifices o.
Soufflé par un jet de vapeur, le charbon est projeté sur la grille par ces orifices.
Des déflecteurs assurent sa répartition sur toute l'étendue de la grille.
La vis sans fin est commandée par un petit moteur à vapeur placé sur la locomotive.
Les chargeurs mécaniques exigent des menus bien secs car les vis sans fin s'engorgent avec des menus mouillés.
Enfin, comme ces menus secs tombent d'assez haut, ils sont entraînés et brûlent mal, alors que, dans le chargement à la main, le chauffeur les mouille pour éviter cet entraînement. C'est pourquoi, la consommation de charbon avec les chargeurs mécaniques est généralement d'environ 10 % supérieure.
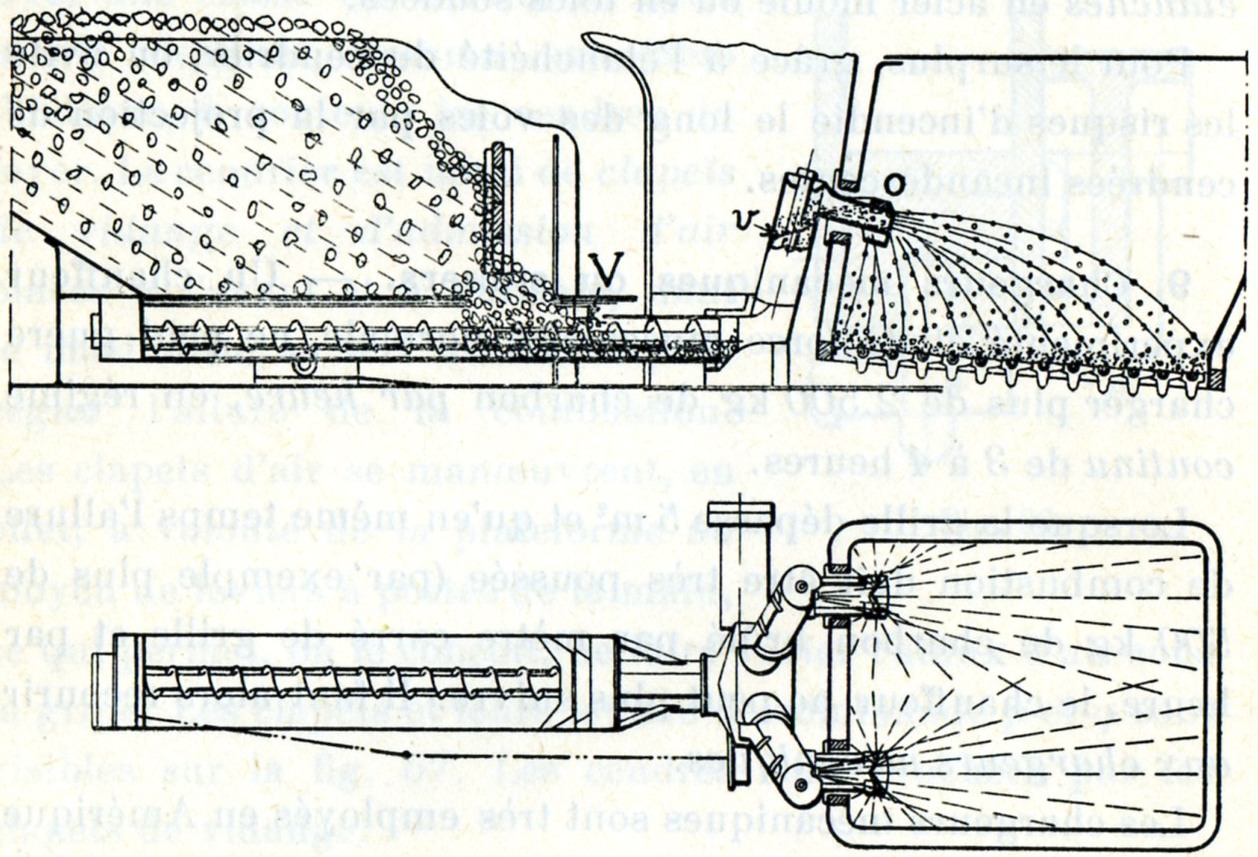
Fig. 91 et 92.
Chargeur mécanique américain Duplex (Stoker)
A l'avantage du chargement mécanique, on peut faire valoir que l'alimentation en charbon est continue, que l'appel d'air comburant est constant et que, comme le foyer est constamment fermé, la température est plus uniforme.
Dans certains chargeurs mécaniques, tel le chargeur Elvin, l'installation se complète d'un concasseur.
Dans une locomotive à marchandises, à cause du petit diamètre des roues, le foyer sera à volonté étroit ou débordant, profond ou non, sans qu'il en résulte une bien grande sujétion quant à la position du foyer et des essieux (exemple : loc. type 36 à foyer débordant et semi-profond), mais dans une machine à voyageurs, il n'en sera plus ainsi et la position du foyer par rapport aux essieux influera grandement sur l'architecture même de la locomotive.
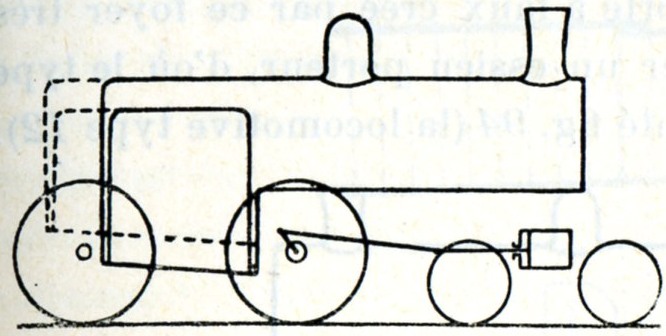
Fig. 93.
Considérons par exemple une locomotive du type 18 avec quatre grandes roues accouplées à l'arrière et bogie à l'avant (fig. 93), le foyer profond plonge entre les deux essieux accouplés ; dès lors, sa longueur est limitée par l'espace libre entre ces deux essieux ; or, la distance maximum d'axe en axe entre les essieux est donnée par la plus grande longueur admissible pour les bielles d'accouplement, soit 3 m environ ; il en résulte que la plus grande longueur de la grille d'un foyer profond d'une machine de ce type sera limitée à 2,40 m dans le cas d'une machine à cylindres extérieurs et à 2,10 m dans le cas de cylindres intérieurs (à cause du coude de l'essieu).
D'autre part, l'écartement des roues limite à 1 m la largeur de la grille de ce foyer.
Dans ces conditions, quand une surface de grille supérieure à 1 x 2,40 m = 2,40 m² sera nécessaire, il faudra agrandir le foyer en longueur en passant au-dessus de l'essieu arrière (comme l'indique sur la fig. 93 le trait interrompu), ce qui amène à construire le foyer semi-profond. Mais, aussi longtemps qu'il reste engagé entre les roues des essieux accouplés, le foyer mi-profond voit à son tour sa surface de grille limitée par la plus grande longueur qu'on peut lui donner sans rendre le travail du chauffeur trop difficile ; la pratique fixe cette longueur à 3 m, de sorte que la surface de grille du foyer mi-profond (engagé entre les roues accouplées) est limitée à 1 m x 3 m = 3 m².
Si une plus grande surface est nécessaire, force est de recourir au foyer débordant qui permet d'augmenter la largeur ; mais alors, sous peine de relever l'axe du corps cylindrique de la chaudière à des hauteurs incompatibles avec le gabarit, on doit rejeter le foyer derrière les rôties motrices et accouplées. Dès ce moment, pour éviter la surcharge de l'essieu d'arrière à cause du porte à faux créé par ce foyer très lourd, on place sous le foyer un essieu porteur, d'où le type dénommé Atlantic, représenté fig. 94 (la locomotive type 12).
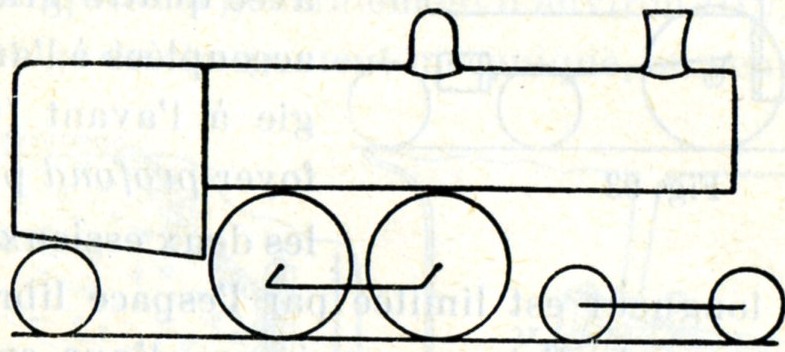
Fig. 94.
De la même manière, le type dit Pacific dérive de la machine à trois essieux accouplés (fig. 95). Dans ce dernier modèle, le faisceau tubulaire s'allonge au-delà des limites rationnelles, pour le raccourcir et reporter du même coup le centre de gravité vers l'avant, on infléchit le foyer comme le montre la figure 95 (locomotives types 1 et 5 avec 6 mètres entre tôles tubulaires).
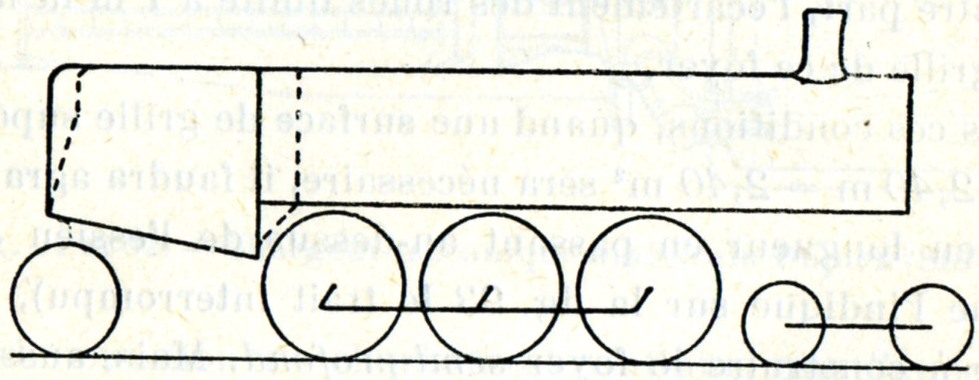
Fig. 95.
Pour obtenir une combustion plus complète, une meilleure fumivorité ou éviter un accès trop direct de l'air froid sur la tôle tubulaire, on a souvent intercalé entre le foyer et le faisceau tubulaire une chambre de combustion (fig. 96). Cette disposition est reprise dans la construction des locomotives modernes de grande puissance (locomotives américaines). Outre l'avantage qui vient d'être indiqué, elle permet de réduire le poids à l'arrière ; de plus, la tôle tubulaire du foyer étant reportée vers l'avant, on évite de donner aux tubulures une longueur exagérée.
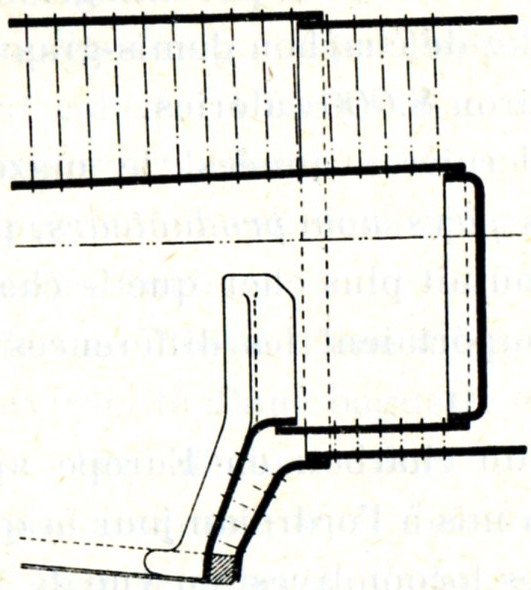
Fig. 96.
Le pétrole brut, tel qu'il sort des puits d'extraction, donne par distillation fractionnée un grand nombre de produits dont les principaux sont, par ordre décroissant de volatilité et par ordre croissant de densité :
C'est cette huile lourde ou fuel oil qui, dans nos régions, est communément connue sous le nom de mazout.
Dans les pays producteurs de pétrole, notamment en Roumanie, au Caucase et dans le Sud des Etats-Unis, beaucoup de locomotives sont chauffées exclusivement au mazout.
Le mazout, comparé au charbon, a un pouvoir calorifique de 10.300 à 10.500 calories par kilogramme, alors que la combustion d'un kg de charbon demis-gras à 10% de cendres ne dégage qu'environ 8.000 calories.
Jusqu'en ces dernières années, le mazout n'était guère employé dans les pays non producteurs, parce que ce combustible liquide coûtait plus cher que le charbon et beaucoup plus que ne le comportaient les différences de pouvoir calorifique.
Mais la rareté du charbon en Europe après la deuxième guerre mondiale a mis à l'ordre du jour la question de l'usage du mazout dans les locomotives, en vue de libérer le charbon pour d'autres emplois.
Déjà des essais ont été entrepris en Angleterre, la question est également à l'examen en France et en Belgique.
Pour brûler le mazout, le foyer des locomotives doit subir quelques aménagements. La température de la flamme atteignant 1.700 degrés environ, le foyer doit recevoir un revêtement réfractaire composé d'une sole remplaçant la grille, de murets le long des parois et d'une voûte.
Le brûleur est placé à l'arrière du foyer ou à l'avant.
Quand le brûleur est placé à l'avant du foyer, il est placé sous la voûte. La flamme s'avance alors vers l'arrière du foyer, contourne la voûte, puis se dirige vers la plaque tubulaire.
Lorsque le brûleur est placé à l'arrière du foyer, le jet enflammé est dirigé vers le dessous de la voûte.
Le brûleur comporte deux conduits :
La consommation de vapeur est assez importante, environ 10% de la vapeur produite.
La manœuvre combinée des robinets de vapeur et de mazout permet de régler l'allure depuis la mise en veilleuse jusqu'au débit maximum.
Il faut qu'à la sortie du brûleur un mélange très intime des particules pulvérisées et de l'air comburant soit assuré. Une combustion incomplète se signale par l'apparition d'une fumée noire ou fortement colorée. Un regard ménagé dans la paroi arrière permet d'observer le feu.
Le mazout est préalablement réchauffé par un serpentin de vapeur pour le rendre fluide.
L'allumage se fait au moyen d'une mèche d'étoupe enflammée attachée à l'extrémité d'une baguette en acier.
Le chauffeur est libéré de tout effort physique, mais pour obtenir une conduite économique, il doit surveiller attentivement l'arrivée de l'air, le robinet d'admission du mazout, la prise de vapeur du brûleur et celle du réchauffeur.
Pour allumer une locomotive froide, il faut pouvoir disposer d'une source auxiliaire de vapeur de 5 ou 6 kg de pression par cm² pour alimenter le souffleur, le brûleur et pour le chauffage préalable du mazout.
En outre de leur plus grand pouvoir calorifique, les combustibles liquides offrent les avantages suivants :
En Angleterre, c'est le Gouvernement qui a imposé aux chemins de fer la transformation de 1.217 locomotives en vue de la chauffe à l'huile lourde, soit 6% de l'effectif total des locomotives.
Cette mesure fait partie du programme d'économie de charbon du gouvernement britannique.
Le tender contient 9 m³ de mazout. Celui-ci s'écoule par simple gravité vers un brûleur situé dans l'axe de la locomotive, sur la paroi avant du foyer et au niveau du cadre de foyer.
Le brûleur est du type à déversoir, le mazout s'écoule par un orifice rectangulaire sur une mince lame de vapeur fournie par la chaudière. Reçu sur la lame de vapeur, le mazout y est pulvérisé et projeté vers l'arrière du foyer. Il se mélange ainsi intimement à l'air comburant appelé dans le foyer du cendrier grâce au tirage forcé produit par la vapeur sortant de la tuyère de décharge des cylindres.
La porte du foyer est conçue de manière à être absolument étanche quand le brûleur fonctionne. Elle est munie d'un trou de regard avec volet permettant de contrôler l'allure du feu. Le fond du foyer est constitué par une tôle d'acier percée de six trous rectangulaires assurant une admission d'air appropriée.
A portée du chauffeur, sous l'abri, se trouvent :
Des essais poursuivis sur le Great Western Railway, il ressort que la consommation de mazout est de l'ordre de :
contre respectivement 19 kg/km et 14 kg/km de charbon.
Fin 1946, le mazout coûtait en Angleterre 138 shillings la tonne (1215 frs belges), le charbon revenait à 42 shillings la tonne (370 frs belges) ; la tonne de mazout coûte donc environ trois fois plus cher que le charbon.
Remarque. - Alors que pour le chauffage au mazout de locaux d'habitation, l'installation se complète d'un dispositif de commande automatique, en vue d'éviter la présence en permanence d'un agent dans la salle de chauffe ; au contraire, sur les locomotives chauffées au mazout, il n'existe pas de commande automatique par suite de la présence à bord du chauffeur et du machiniste.
La surface de chauffe de la chaudière se compose de deux parties :
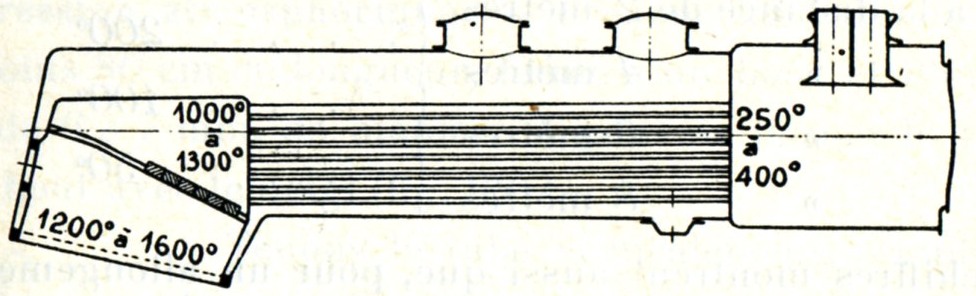
Fig. 97
La chaleur totale produite dans le foyer se partage comme suit :
1°) la chaleur contenue dans le combustible incandescent se transmet surtout par rayonnement aux parois intérieures du foyer, celles-ci la cédant par conductibilité à l'eau qui les baigne sur l'autre face.
La température du foyer, alimenté au charbon, varie de 1.200° à 1.600° (fig. 97), tandis que celle des parois ne dépasse pas 200° à 250°.
2°) la chaleur incorporée aux gaz de la combustion est transmise par contact des gaz chauds avec la surface froide des tubes, c'est ce que l'on appelle le mode de transmission par convection. Les tubes cèdent ensuite la chaleur reçue à l'eau qui les entoure.
La température des gaz à l'entrée des tubes à fumée varie de 1.000° à 1.300° ; à la sortie du faisceau tubulaire, elle varie entre 250° et 400° (fig. 97).
Le foyer prend environ 40% de la chaleur absorbée par la chaudière, le reste, 60%, passe par les tubes.
C'est l'étendue de la surface de grille qui détermine celle de la surface de chauffe directe.
La température des gaz chauds qui circulent à travers le faisceau tubulaire décroît rapidement, il s'ensuit que la surface de chauffe indirecte transmet d'autant moins de chaleur que l'on s'éloigne davantage du foyer.
Des expériences ont montré comment varie la température le long des tubes à fumée. Ainsi :
pour une température de 1000° à l'entrée des tubes elle tombe
| Différence pour 2 m de longueur : | |
| à 600° à la distance de 2 mètres | |
| 200° | |
| à 400° à la distance de 4 mètres | |
| 100° | |
| à 300° à la distance de 6 mètres | |
| 50° | |
| à 250° à la distance de 8 mètres |
Ces chiffres montrent, aussi que, pour un allongement des tubes de 2 mètres, entre 4 et 6 m, la température baisse de 100°, mais que pour un même allongement de 2 mètres entre 6 et 8 m, la chute de température n'est que de 50°.
Or, pour cette longueur de 8 m, la température des gaz n'étant plus que de 250° alors que celle de l'eau qui les baigne est d'environ 200°, l'on voit qu'il n'est pas intéressant de pousser l'allongement des tubes au-delà d'une certaine longueur.
N'oublions pas que plus les tubes sont longs, plus la résistance à la circulation des gaz au travers des tubes augmente et plus il faut augmenter le tirage.
Prenons un tube de verre d'au moins 80 cm de longueur, fermé à un bout et d'un diamètre de 6 à 7 mm, de manière à pouvoir fermer le tube à l'autre bout avec le doigt (fig. 98).
Tenons le tube verticalement, remplissons le complètement de mercure, puis fermons l'extrémité supérieure avec le doigt.
Retournons le tube au-dessus d'une cuvette contenant du mercure.
Lorsque l'extrémité du tube est plongée dans le mercure, retirons le doigt. Nous constatons que le mercure descend aussitôt dans le tube mais qu'il reste soulevé sur une hauteur de 760 mm environ.
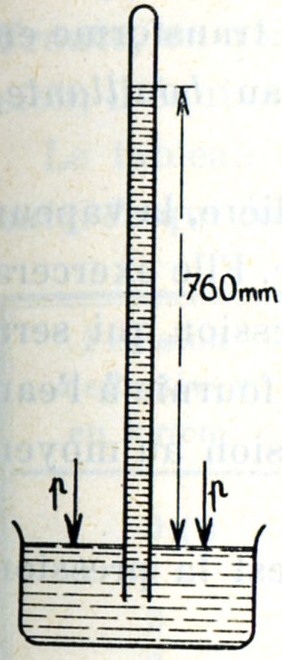
Fig. 98 - Pression atmosphérique.
Cela veut dire que la pression p de l'air atmosphérique qui s'exerce sur le mercure de la cuvette est capable de soutenir une colonne de mercure de 760 mm de hauteur.
En d'autres termes, dans des conditions moyennes, la pression atmosphérique fait équilibre à une colonne de mercure de 760 mm.
C'est le principe du baromètre.
L'on constate que la hauteur de mercure varie avec l'altitude du lieu où l'on se trouve, elle diminue au fur et à mesure que l'on s'élève dans l'atmosphère.
Si l'on remplace le mercure par de l'eau, l'expérience montre que l'eau est soulevée à une hauteur de 10,330 m. C'est à cause de cela qu'une pompe aspirante qui fait le vide dans son tuyau d'aspiration, ne peut faire monter l'eau dans celui-ci à une hauteur supérieure à 10 mètres environ.
Le volume d'une colonne cylindrique d'eau de 10,330 m de hauteur et de 1 cm² de base est de 1,033 décim.³ et son poids est de 1,033 kg, d'où cette définition :
la pression de l'atmosphère est égale à 1,033 kg /cm².
Dans le cas du mercure cité ci-dessus, nous trouverions le même résultat. En effet, une colonne cylindrique de mercure de 76 cm de hauteur et de 1 cm² de base représente un volume de 76 cm³ et comme 1 décim.³ de mercure pèse 13,6 kg, le poids de la colonne est de 13,6 kg x 0,076 décim.³ = 1,033 kg.
Si nous chauffons de l'eau dans un vase ouvert, nous constatons qu'elle se transforme en vapeur. Plongeons un thermomètre dans l'eau bouillante, nous voyons que la température est de 100°.
Mais si cette eau est enfermée dans une chaudière, la vapeur produite ne pourra plus se dissiper à l'extérieur. Elle exercera une pression sur les parois de la chaudière, pression qui sera d'autant plus forte que la quantité de chaleur fournie à l'eau sera plus grande. On peut mesurer cette pression au moyen d'un manomètre.
A l'extérieur de la chaudière, la pression est la pression atmosphérique, c'est-à-dire 1,033 kg/cm².
A l'intérieur, avant que commence l'ébullition, la pression est aussi égale à la pression atmosphérique, mais bientôt elle atteint un nombre de kg qui dépend de la chaleur fournie.
Remarquons que ce qui pourrait faire rompre la chaudière, ce n'est pas la pression absolue à l'intérieur de la chaudière, mais bien la différence entre la pression extérieure et la pression intérieure. C'est pourquoi, habituellement, on ne considère pas la pression absolue ou totale de la vapeur, mais bien la pression effective qui est égale à la pression absolue intérieure diminuée de la pression extérieure de l'air, c'est-à-dire d'une atmosphère.
C'est cette pression effective qu'indiquent les manomètres.
Aussi longtemps que la vapeur reste au contact de l'eau qui la produit, elle est dite saturée et le moindre refroidissement provoque sa condensation partielle.
Si, au moyen d'un thermomètre, nous mesurons la température de la vapeur, nous constatons qu'à toutes les pressions relevées au manomètre, correspondent toujours les mêmes températures pour la vapeur.
La température de l'eau, tout au moins dans sa partie supérieure, est la même que celle de la vapeur. Cependant, à l'endroit où l'eau d'alimentation débouche dans l'eau de la chaudière, l'eau peut rester quelque temps plus froide que la vapeur.
En Belgique, la pression effective de la vapeur s'exprime en kg/cm² et non pas en atmosphère (1,033 kg/cm²). En France, on a adopté l'hectopièze (hpz) comme unité de pression, il équivaut à 1,02 kg/cm².
Le tableau ci-après donne les températures de la vapeur saturée qui correspondent aux pressions de 0 à 30 kg/cm².
| Pression «effective» en kg/cm² | Température (Nombres arrondis) | Pression «effective» en kg/cm² | Température (Nombres arrondis) |
| 0 (*) | 100° | ||
| 1 | 120° | 16 | 203° |
| 2 | 133° | 17 | 206° |
| 3 | 143° | 18 | 209° |
| 4 | 151° | 19 | 211° |
| 5 | 158° | 20 | 214° |
| 6 | 164° | 21 | 216° |
| 7 | 170° | 22 | 219° |
| 8 | 175° | 23 | 221° |
| 9 | 179° | 24 | 223° |
| 10 | 183° | 25 | 225° |
| 11 | 187° | 26 | 227° |
| 12 | 191° | 27 | 229° |
| 13 | 194° | 28 | 231° |
| 14 | 197° | 29 | 233° |
| 15 | 200° | 30 | 235° |
| (*) La pression effective de 0 kg/cm² correspond à une pression absolue de 1 kg/cm², c'est-à-dire sensiblement à la pression de l'atmosphère qui est égale à 1,033 kg/cm². | |||
Posons sur une table (fig. 99) un bloc de fonte d'un poids P kg.
Rattachons à ce bloc une corde passant sur une poulie et suspendons au bout libre de la corde un poids p.
Le bloc de fonte ne commencera à glisser sur la table que lorsque le poids p sera suffisamment lourd pour vaincre le frottement du bloc sur la table. Les choses se passent comme si une «force de frottement» tirait sur le bloc en sens inverse du mouvement et c'est cette force que le poids p doit surmonter pour faire glisser le bloc.
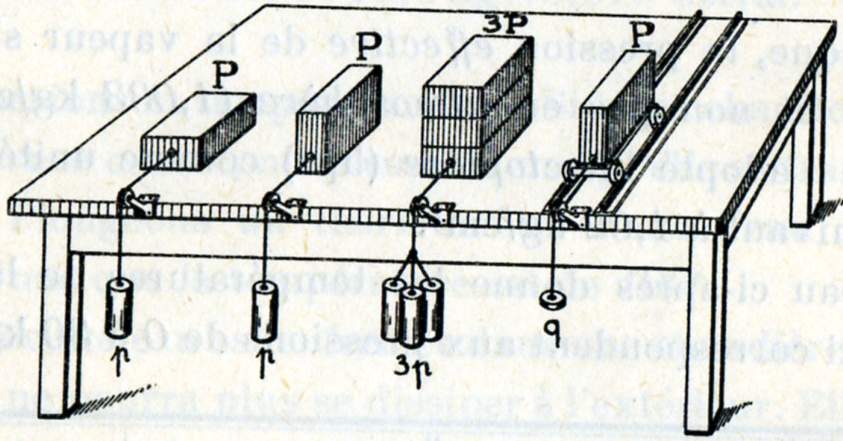
Fig. 99
Le rapport entre la force de frottement p et la pression P des blocs sur la table est ce qu'on appelle le coefficient de frottement f : ![]() .
.
L'expérience montre que pour un bloc de chêne lisse glissant sur une table de chêne lisse, le coefficient de frottement f est égal à 0,35 ; pour un bloc de fonte lisse glissant sur une table en fonte lisse, le coefficient f est égal à 0,12 ; dans ce dernier cas, si la table est graissée, le coefficient tombe à 0,07.
On constate encore que le coefficient de frottement est sensiblement plus grand au départ (c'est-à-dire au moment de la mise en mouvement) que lorsque le glissement est établi.
Le poids p sera le même que nous placions ce même bloc P sur sa tranche ou à plat. Il en est ainsi parce que si le bloc repose sur une surface moitié moindre, par exemple, quand il est posé sur sa tranche, la pression sur la table est double et la force de frottement par cm² est double, mais celle-ci n'est appliquée qu'à une surface moitié moindre de ce qu'elle était quand il était posé à plat, il s'ensuit qu'au total, la force de frottement ne change pas.
Si nous triplons ou quadruplons le poids P, nous devrons tripler ou quadrupler le poids p qui fait équilibre à la force de frottement de glissement.
Plaçons maintenant le bloc de poids P sur un petit chariot très mobile roulant sur des rails fixés à la table. Nous constatons que le frottement à vaincre est beaucoup plus faible que lorsque le bloc glissait directement sur la table (fig. 99 et 100), ce qui veut dire que le poids q sera beaucoup plus petit que le poids p. Il en est ainsi parce que le nouveau coefficient f n'est plus dû au frottement de glissement mais bien à un frottement de roulement.
Le coefficient de frottement de roulement ![]() .
.
Exemples : chêne sur bois blanc, f’ = 0,002.
acier sur acier, f’ = 0,002.
Il y a donc toujours grand avantage à remplacer le frottement de glissement par un frottement de roulement. D'ailleurs, chacun sait qu'il faut déployer un effort beaucoup plus considérable pour traîner un bloc de pierre sur le sol que si ce même bloc est placé sur des rouleaux en bois dur.
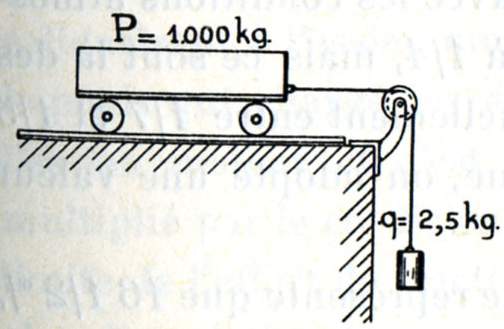
Fig. 100
C'est ce qui explique aussi que pour déplacer à faible vitesse un wagon sur une voie de chemin de fer de niveau et en ligne droite, il suffit d'exercer un effort de 2,5 kg environ par tonne de poids (fig. 100).
Dans ces mêmes conditions, pour déplacer un wagon ordinaire chargé de 25 tonnes et pesant 10 tonnes à vide, il suffira de déplacer un effort de 35 t x 2,5 kg = 87,5 kg, c est-à-dire que 3 hommes seulement pourront le déplacer en le poussant à l'épaule.
Le roulement sans glissement des roues motrices sur les rails produit le mouvement d'avancement de la locomotive. Ce roulement sans glissement est dû à l'adhérence des roues motrices sur les rails. Or, qu'est-ce que l'adhérence ? L'adhérence A est l'effort de frottement que la roue serait capable de développer au contact du rail au moment où la roue motrice commencerait à glisser sur le rail. C'est ce frottement qui empêche le patinage.
Cet effort de frottement, comme nous l'avons vu page 66, est proportionnel au poids p qui charge les roues motrices, il est donc égal à
![]()
f étant le coefficient d'adhérence. Celui-ci varie avec la nature et l'état des surfaces en contact ainsi qu'avec la vitesse.
Pour éviter le patinage, il faut que l'adhérence soit toujours supérieure à l'effort de traction, sinon le frottement est vaincu.
Pour pouvoir utiliser un grand effort de traction, il faut disposer d'une grande adhérence et pour que celle-ci soit grande, il faut que le coefficient d'adhérence f soit élevé et que le poids P qui charge les roues motrices soit également grand.
Le coefficient d'adhérence f varie avec les conditions atmosphériques et l'état du rail de 1/10 à 1/4, mais ce sont là des limites extrêmes. Il se tient habituellement entre 1/7 et 1/5 et, le plus généralement, en pratique, on adopte une valeur moyenne de 1/6 = 0,165.
Ce qui veut dire que l'adhérence ne représente que 16 1/2 % du poids P qui charge les roues motrices, soit 165 kg par tonne de poids.
La valeur la plus basse du coefficient d'adhérence correspond aux rails rendus glissants par la présence de feuilles, par le brouillard, par la rosée, par une pluie fine ou encore par l'humidité condensée dans les tunnels, par la neige, soit aussi par l'huile de graissage tombée des organes de la locomotive.
Au contraire, un rail sec ou parfaitement lavé par une pluie abondante donne au coefficient d'adhérence sa plus grande valeur.
On retarde le moment où les roues motrices patinent en projetant sur le rail du sable fin, tamisé et bien sec devant les roues motrices au point de contact avec le rail.
L'on peut ainsi relever le coefficient d'adhérence jusqu'au 1/4. Autrement dit, l'effort de traction maximum ne pourra dépasser, avec la sablière, 25 % du poids P qui charge les roues motrices.
Pour augmenter l'adhérence on peut, comme dit plus haut, augmenter le poids qui charge les roues motrices, c'est-à-dire augmenter la pression sur le rail. Mais on est limité dans ce sens par la résistance de la voie.
La charge maximum par essieu est, en Belgique, de 24,7 tonnes ; en Hollande de 18,5 t ; en France et en Suisse, 21,5 t ; en Italie, 22 t ; en Allemagne, 23 t ; en Amérique, 36 t.
En Belgique, on ne peut donc escompter qu'un seul essieu moteur pourra procurer, dans des conditions moyennes, une adhérence supérieure à 24.000 kg x 1/6 = 4.000 kg et exceptionnellement, avec recours à la sablière, 24.000kg x 1/4 = 6.000 kg.
Si la charge remorquée exige un effort de traction supérieur, il faut intéresser à l'adhérence un ou plusieurs essieux en les solidarisant à l'essieu moteur par des bielles d'accouplement, le poids qui charge les essieux accouplés s'ajoute à celui de l'essieu moteur et c'est le produit du poids adhérent total multiplié par le coefficient d'adhérence qui devient la nouvelle limite de l'effort de traction. Ainsi, dans une machine à marchandises à 5 essieux moteurs et accouplés, chargés chacun de 24 tonnes, fournissant donc un poids adhérent total de 24 x 5 = 120 t, on pourra développer un effort de traction égal à 120.000 kg x 1/6 = 20.000 kg sans risquer le patinage.
Le corps cylindrique enveloppe le faisceau tubulaire. L'eau qui remplit le corps cylindrique doit toujours recouvrir le foyer et les tubes ; mais au-dessus de l'eau, dans le haut de la boîte à feu et du corps cylindrique, il reste un espace pour la vapeur. Le corps cylindrique étant de section circulaire, n'a pas besoin d'armature, il est capable de résister par lui-même à la pression intérieure.
Fig. 101
Locomotive type 29
Il est formé d'un certain nombre de viroles cintrées en tôle d'acier extra-doux. Les viroles sont ordinairement cylindriques. Souvent, elles ont un diamètre croissant de l'avant à l'arrière, c'est la forme dite télescopique, locomotives types 29 et 12 (fig. 101 et 103). Dans la locomotive type 1, la virole du milieu a un diamètre supérieur à celui des deux autres (fig. 102).
 |
 |
| Fig. 102 Locomotive type 1 | Fig. 103 Locomotive type 12 |
Dans un corps cylindrique fermé aux deux bouts, la pression de la vapeur agit de deux façons :
Nous montrerons, page 74, que le second effort développe dans la tôle une fatigue deux fois plus grande que le premier, conséquemment, on enroulera les viroles dans le sens de leur longueur, qui est le sens du laminage et suivant lequel les tôles présentent le maximum de résistance. C'est aussi dans le sens de la longueur qu'on aura le moins de joints, un seul par virole, avec les dimensions actuelles des tôles.
 |
 |
| Fig. 104 et 105 | |
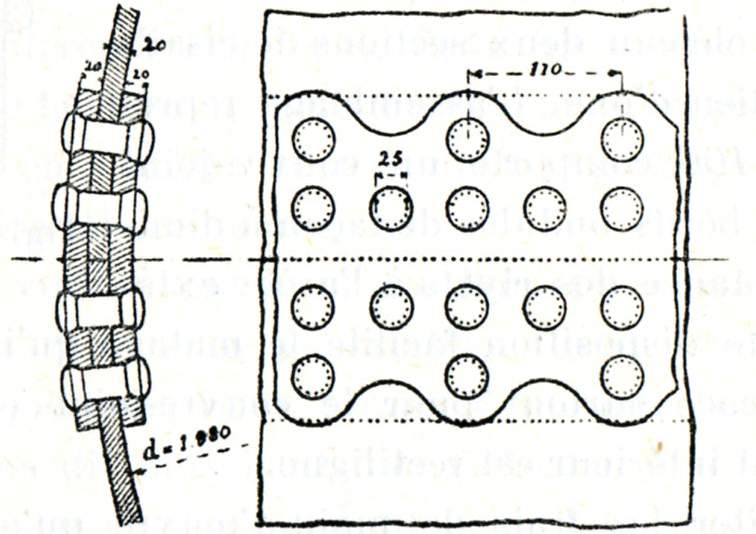
Fig. 106
Rivure à double couvre-joint, locomotive type 10.
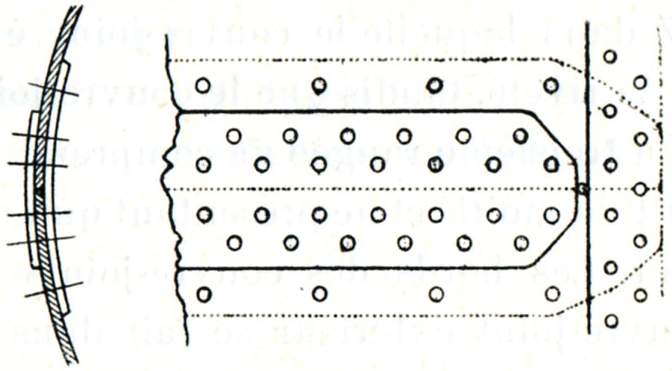
Fig. 107
Rivure à couvre-joints inégaux et 3 rangées de rivets - Loc. type 38.
La rivure longitudinale sur laquelle s'exerce l'effort transversal, doit donc être particulièrement soignée au point de vue de la résistance. On réalise généralement cet assemblage au moyen de deux couvre-joints, à deux ou à trois rangées de rivets (fig. 106 et 107) ; tandis que pour l'assemblage des viroles entre elles on peut se contenter d'une rivure à simple recouvrement (fig. 113 et 114) à une ou à deux rangées de rivets.
Dans les rivures à simple recouvrement (fig. 108 et 109), la transmission de l'effort ne se fait pas exactement suivant l'axe de la tôle ; l'effort qui tend à séparer les viroles s'exerce sur la rivure à la manière d'un couple (fig. 108), il tend à cisailler les rivets et à déformer l'assemblage (fig. 109).
 |
 |
| Fig. 108 | Fig. 109 |
Dans la rivure à double couvre-joints égaux (fig. 106), l'effort se transmet suivant l'axe de la tôle, de plus les rivets présentent chacun deux sections de cisaillement au lieu d'une. L'assemblage représenté fig. 106 comporte un couvre-joint extérieur à bords ondulés de façon à diminuer la distance des rivets à l'arête extérieure. Cette disposition facilite le matage qu'il importe de rendre efficace surtout pour le couvre-joint extérieur. Le couvre-joint intérieur est rectiligne.
Pour éviter les frais de main-d'œuvre qu'occasionne le façonnage spécial du couvre-joint extérieur, on a recours actuellement dans les locomotives modernes à la disposition de la fig. 107 dans laquelle le couvre-joint extérieur prend deux rangées de rivets, tandis que le couvre-joint intérieur en prend trois. La troisième rangée ne comprend qu'un nombre de rivets réduit de moitié et ne présentant qu'une seule section de cisaillement. Les bords des couvre-joints sont droits, le matage du couvre-joint extérieur se fait dans les meilleures conditions ; l'écartement des rivets au couvre-joint intérieur est trop considérable pour obtenir un matage efficace, mais comme il vient d'être dit, cela ne présente pas d'inconvénient. Cette disposition a encore l'avantage d'affaiblir très peu les tôles, le déforcement dû aux trous de rivets étant réduit au minimum. Il est à remarquer cependant que, les couvre-joints n'étant pas égaux, il subsiste une certaine flexion des tôles et des rivets, mais on se rend bien compte que cette influence est très réduite et que l'assemblage ainsi conçu présente une très grande efficacité. C'est ce qui justifie son emploi actuellement normal, comme rivure longitudinale, aux locomotives de grande puissance.
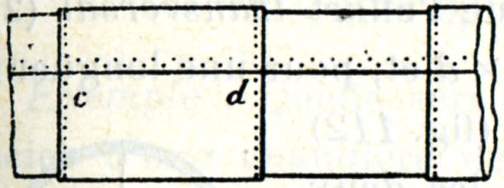
Fig. 110
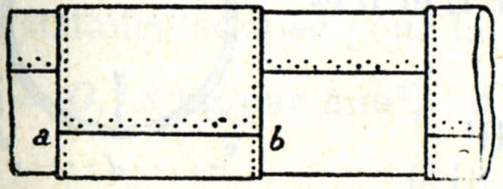
Fig. 111
Au point de vue construction, il convient que les rivures longitudinales successives ne soient pas dans le prolongement l'une de l'autre (fig. 110), mais symétriquement distribuées sur la circonférence (fig. 111). Cette disposition a en outre l'avantage de faciliter la jonction des tôles, la pince de trois tôles en a et en b étant naturellement plus facile à faire que celle de quatre tôles en c et en d.
Quand les viroles sont de même diamètre, ce qui est actuellement assez rare, elles s'assemblent entre elles au moyen d'un couvre-joint extérieur, laminé d'une pièce sans soudure.
Nous avons dit plus haut que l'effort transversal (2) qui tend à ouvrir les viroles fatiguait deux fois plus la tôle que l'effort longitudinal (1) qui tend à séparer deux viroles.
On peut se rendre compte qu'il en est bien ainsi par le raisonnement suivant :
1°) l'effort longitudinal (1) qui tend à séparer deux viroles est égal à la pression qui s'exerce sur le fond :
![]()
p étant la pression effective (note 073) de la vapeur de la chaudière et d le diamètre intérieur. Cet effort est équilibré par la résistance R de la section annulaire d'épaisseur e et de diamètre intérieur d que présente la virole dans le sens transversal.
On a donc ![]()
d'où l'on tire ![]() (1)
(1)
3°) On démontre, d'autre part, que l'effort transversal (2) est, par unité de longueur, égal à p x d et, pour une longueur L, à p x d x L. Cet effort est équilibré (fig. 112) par la résistance R' que présentent les deux sections longitudinales de longueur L et d'épaisseur e. On peut donc écrire :
![]()
d'où résulte ![]() (2)
(2)
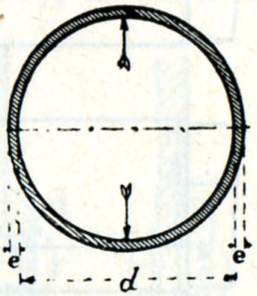
Fig. 112
La comparaison des formules (1) et (2) montre que la fatigue R' est bien le double de R.
Si l'on se donne la résistance R' du métal, la formule (2) permettra de calculer l'épaisseur de la tôle de la chaudière, on a en effet :
![]()
Mais ce calcul suppose la tôle pleine, tandis qu'elle est déforcée plus ou moins par la rivure.
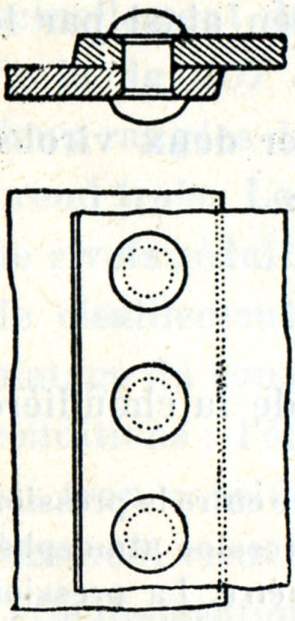 |
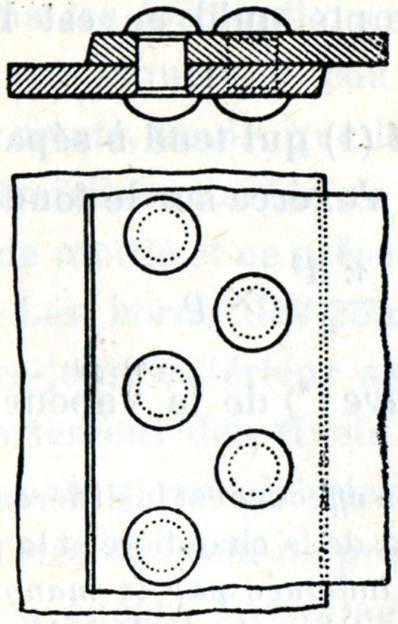 |
| Fig. 113 | Fig. 114 |
Un calcul pratique doit tenir compte du déforcement de la rivure. On constatera, par exemple :
On tient compte de ces faits en augmentant l'épaisseur de la tôle dans le rapport inverse de celui dont la rivure l'affaiblit.
On aurait donc, selon le cas :
![]() ou
ou ![]()
Exemple : Quelle sera l'épaisseur à donner aux tôles en acier d'une chaudière de 1,80 m de diamètre, timbrée à 18 kg/cm², les tôles étant assemblées à double rivure, la résistance admise pour la tôle étant de 10 kg par mm² (note 075) ?
p = 0,18 kg par mm², d = 1800 mm, R = 10 kg par mm²
donc ![]()
On ajoute le plus souvent 2 à 3mm à l'épaisseur trouvée pour tenir compte de l'usure en service (action de la rouille, etc.).
Pour la locomotive Pacific type 1, construite en 1935, dont les dimensions sont celles ci-dessus, on a remplacé l'acier ordinaire par l'acier au nickel dont la charge de rupture est au minimum de 52 kg/mm² au lieu de 40 kg/mm², il s'ensuit que, en adoptant le même coefficient de sécurité de 3,75, l'épaisseur des tôles du corps cylindrique a pu être ramenée à 18 mm.
Le gouvernement belge par son règlement de police sur les appareils à vapeur (Arrêté royal du 28 mars 1919, complété par l'Arrêté ministériel du 30 mars 1919) prescrit, pour le calcul de l'épaisseur du corps cylindrique (non chauffé) des chaudières, l'emploi de la formule ci-après :
![]()
dans laquelle :
Vérifions, à titre d'exemple, le calcul de l'épaisseur des tôles en acier ordinaire, assemblées à double couvre-joints et à double rivure, de la chaudière de la locomotive belge type 10.
Coefficient de sécurité : a = 3,75,
p = 14 kg, d = 1,980 mm, t = 40 kg par mm², ![]() (fig. 106)
(fig. 106)
d'où
![]() .
.
Ce chiffre est celui au-dessous duquel on ne peut descendre ; dans la locomotive type 10, e = 20 mm.
Le raccordement du corps cylindrique à la boîte à feu, c'est-à-dire à l'enveloppe du foyer, se fait au moyen d'une pièce spéciale qu'on appelle selle de raccordement.
Lorsque le foyer est du type Belpaire, la selle de raccordement peut être d'une seule pièce emboutie de façon à épouser d'un côté la forme plus ou moins rectangulaire de la boîte à feu, de l'autre, la forme ronde du corps cylindrique (fig. 115 et 116).
Le plus souvent, afin de simplifier les travaux de forge, on fait usage de deux tôles.
Dans le foyer à berceau cylindrique, le ciel de la boite à feu est rivé directement sur la virole arrière du corps cylindrique, il n'y a donc qu'une demi-tôle selle pour raccorder le dessous avant de la boite à feu à la moitié inférieure du corps cylindrique.
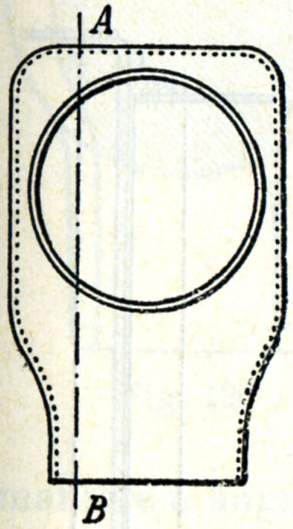 |
 |
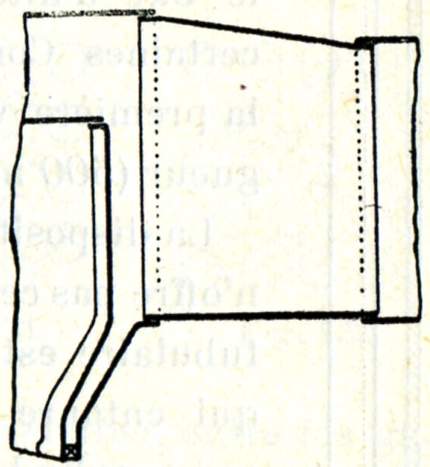 |
| Fig. 115 | Fig. 116 | Fig. 117 |
| Tôle selle | Dispositif wagon-top | |
Mais dans le cas où la boite à feu en berceau s'élève à une hauteur plus grande que le corps cylindrique, on se sert pour le raccordement d'une virole tronconique (fig. 117) ; ce dispositif dénommé wagon-top est usuel aux Etats-Unis et se répand sur le continent, exemple : locomotives types 1, 10 et 36.
Le dispositif wagon-top permet de réduire le poids de la locomotive vers l'avant, tout en donnant à la section transversale du foyer tout le développement désirable.
La virole tronconique de raccord est quelquefois située au milieu ou même à l'avant du corps cylindrique, là où les viroles d'arrière restent cylindriques et au même diamètre que le berceau.
Raccordement du corps cylindrique à la boîte à fumée. - Dans certains cas, la boîte à fumée est constituée d'une virole en tôle de moindre épaisseur rivée à la virole d'avant du corps cylindrique (fig. 118). Nous disons de moindre épaisseur puisqu'il n'y a pas de pression dans la boîte à fumée. Exemples : loc. types 1, 12 et 29. Dans cette disposition, la tôle tubulaire étant elle-même assemblée à l'intérieur de la première virole, l'humidité et les vapeurs sulfureuses produisent de fortes corrosions dans le bas de la tôle tubulaire et dans la partie de la virole qui en est voisine. Le remplacement de la tôle tubulaire est toujours motivé par cette usure spéciale ; ce remplacement entraine celui de la virole d'avant ou tout au moins d’une partie de celle-ci. Dans le but d'atténuer cet inconvénient, certaines Compagnies ne donnent à la première virole qu'une faible longueur (500 mm environ).
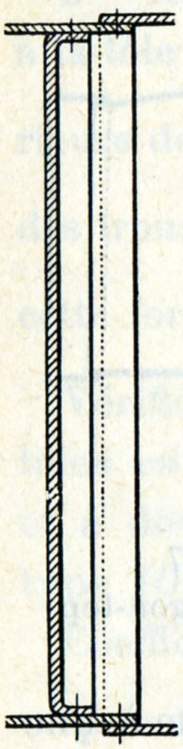 |
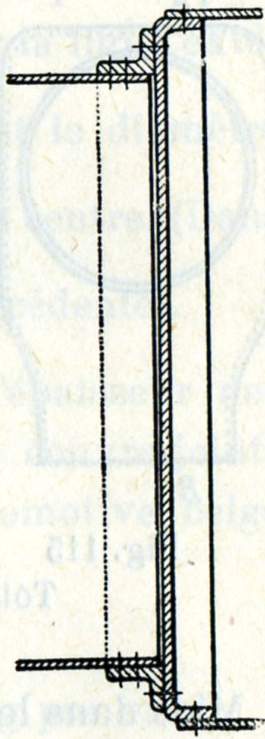 |
| Fig. 118 | Fig. 119 |
La disposition représentée fig. 119 n'offre pas cet inconvénient, la plaque tubulaire est rivée sur une cornière qui entoure la première virole du corps cylindrique à laquelle elle est fixée par une double rivure ; quant à la boîte à fumée, elle s'assemble sur le rebord embouti de la plaque tubulaire ; grâce à ce mode de construction, la tôle tubulaire seule est attaquée. Il en résulte en outre cet avantage que les tubes inférieurs sont plus à découvert et partant moins exposés à être obstrués par la suie et les escarbilles. C'est la disposition la plus rationnelle.
Actuellement, dans les locomotives à vapeur surchauffée, le faisceau tubulaire comporte une série de tubes de diamètre relativement petit, livrant simplement passage aux gaz de la combustion et un groupe de tubes de plus fort diamètre, parcourus également par les produits de la combustion, mais qui servent en outre à loger les éléments surchauffeurs.
Les tubes sont fixés à l'avant dans la tôle tubulaire en acier de la boîte à fumée, à l'arrière dans la tôle tubulaire en cuivre ou en acier du foyer. Baignés extérieurement par l'eau, ils sont traversés intérieurement par les produits gazeux de la combustion qui s'opère dans le foyer.
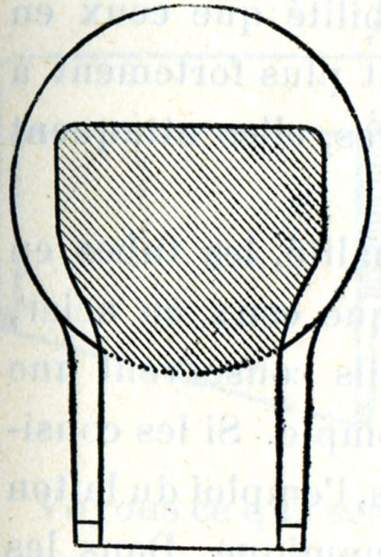 |
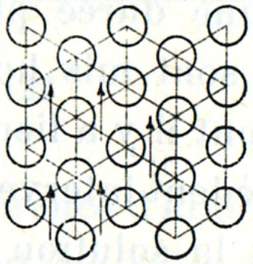 |
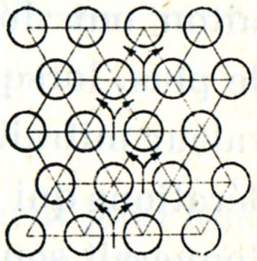 |
| Fig. 120 | Fig. 121 | Fig. 122 |
Le nombre des tubes est variable, on cherche à en mettre le plus possible dans la portion de plaque tubulaire qui se trouve en regard du corps cylindrique (partie hachurée de la fig. 120). Le but que l'on vise est de subdiviser le plus possible la masse gazeuse qui va à la cheminée, de manière à augmenter ainsi la surface de contact entre les gaz à haute température et l'eau froide à laquelle ils doivent céder le maximum de leur chaleur.
Dans la disposition la plus fréquente, les centres des tubes se trouvent aux sommets de triangles équilatéraux adjacents, mais ces triangles peuvent avoir un côté vertical (fig. 121) ou bien un côté horizontal (fig. 122). Dans le premier cas, les tubes apparaissent comme disposés en colonnes verticales ; dans le second cas, en rangées horizontales. Dans la disposition en colonnes verticales, le dégagement des bulles de vapeur est plus aisé. Cette disposition facilite aussi la chute des incrustations pendant les lavages.
En Belgique, on rencontre ces deux modes de placement : dans les locomotives types 15, 17 et 18, les tubes sont rangés horizontalement (fig. 122) ; dans les locomotives plus récentes, ils sont rangés verticalement (fig. 121).
Les tubes se placent et se retirent par la boîte à fumée, ce qui nécessite que leur diamètre soit un peu plus grand de ce côté que de celui du foyer ; néanmoins, les tubes sont fournis avec un diamètre uniforme sur toute leur longueur ; lors du placement, un léger emboutissage les amène au diamètre voulu.
Les tubes se font en acier doux étiré à froid sans soudure ou en laiton (70 % de cuivre, 30 % de zinc).
Les tubes en acier ont l'avantage de coûter moins cher, mais ils ont une moins grande conductibilité que ceux en laiton ; en outre, les incrustations adhèrent plus fortement à l'acier ; enfin, quand les eaux sont impures, elles attaquent plus vivement l'acier que le laiton.
Lorsque les eaux sont de mauvaise qualité, les tubes en laiton ont donc une durée plus grande que ceux en acier, de plus, lorsqu'ils sont mis hors d'usage, ils conservent une valeur mitraille dont il y a lieu de tenir compte. Si les considérations qui précèdent intervenaient seules, l'emploi du laiton donnerait souvent la solution la plus économique. Dans les chaudières modernes, surtout dans celles munies d'un surchauffeur, l'emploi du laiton pour les tubes crée des différences de dilatation - soit avec le corps cylindrique, soit, ce qui est plus grave, avec le faisceau des gros tubes toujours en acier - qui sont la source de fréquentes avaries, notamment de défauts d'étanchéité. L'emploi de tubulures en laiton ne se justifie donc qu'aux locomotives à vapeur saturée dont la longueur des tubes ne dépasse guère 3,50 m.
C'est pourquoi les tubes en laiton sont abandonnés en Belgique, toutes les machines de route étant munies d'un surchauffeur.
Voyons d'ailleurs, avec quelques détails, comment se manifestent les effets de ces différences de dilatation :
Sous l'effet de la chaleur, le faisceau tubulaire a b c d (fig. 123) et le corps cylindrique se dilatent, mais l'allongement des tubes en laiton est plus grand que celui de la partie correspondante e f g d des tôles en acier du corps cylindrique ; en effet, l'expérience montre qu'une barre de laiton d'un mètre de longueur s'allonge de 1,9 mm pour une augmentation de température de 100° (note 081), tandis qu'une barre d'acier doux de même longueur ne s'allonge dans les mêmes conditions que de 1,1 mm, ce qui représente par degré d'élévation de température un allongement de 0,019 mm par mètre pour le laiton et de 0,011 mm pour l'acier, en d'autres termes, l'allongement du laiton est presque double de celui de l'acier.
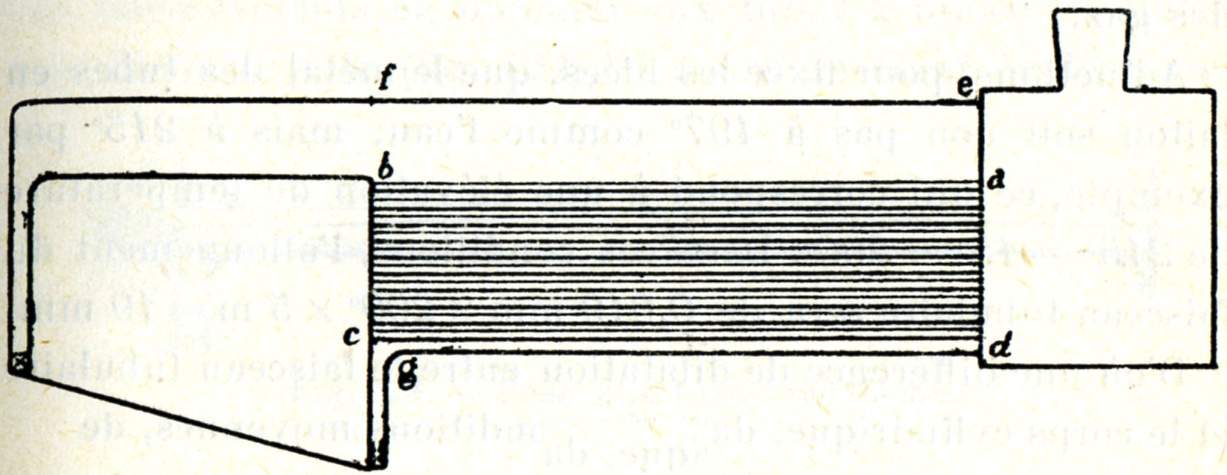
Fig. 123
Voyons ce que serait cette différence d'allongement pour une locomotive timbrée à 14 kg dont les tubes mesurent 5 m de longueur.
Avant l'allumage, les tôles du corps cylindrique sont à la température de l'eau de la chaudière, soit à 15° environ ; en pleine pression, la température de l'eau s'élève à 197°, ce sera également celle du corps cylindrique protégé contre le refroidissement par une enveloppe, l'élévation de température des tôles est donc de 197° - 15° = 182° ; or, si 1 m d'acier s'allonge de 0,011 mm par degré, les 5 m du corps cylindrique s'allongeront pour 182° de 0,011 mm X 182° x 5m = 10 mm.
Quant au faisceau tubulaire, avant l'allumage, il est également à 15° ; en marche, il est parcouru par les gaz sortant du foyer qui sont évidemment beaucoup plus chauds que l'eau qui les entoure ; ces gaz ont une température de 1100°, par exemple, à l'entrée du faisceau tubulaire et en sortent à une température voisine de 400°.
On peut donc s'attendre à ce que les tubes eux-mêmes soient à une température supérieure à celle de l'eau, mais en réalité la différence n'est pas aussi grande qu'on serait tenté de le croire. Cela tient à ce que les métaux cèdent leur chaleur à l'eau avec cent fois plus de rapidité qu'ils ne la reçoivent des gaz.
Admettons, pour fixer les idées, que le métal des tubes en laiton soit non pas à 197° comme l'eau, mais à 215° par exemple, ce qui correspond à une élévation de température de 215° - 15° = 200". Dans ces conditions, l'allongement du faisceau tubulaire sera de 0,019 mm X 200° X 5 m = 19 mm.
D'où une différence de dilatation entre le faisceau tubulaire et le corps cylindrique, dans des conditions moyennes, de
19 mm - 10 mm = 9 mm.
Le faisceau tubulaire exerce donc une poussée sur la tôle tubulaire du foyer plus chaude et moins bien maintenue que celle de la boîte à fumée. L'effet de cette poussée se traduit :
Quand on jette les feux, ou même simplement lors des variations d'allure, il se produit des contractions, c'est-à-dire des diminutions de longueur en rapport avec les abaissements de température, de sorte que les effets repris aux 1°, 2° et 3° ci-dessus se produisent en sens inverse et provoquent les conséquences suivantes :
Certaines administrations de chemins de fer ont remédié à ces inconvénients en donnant aux tubes à fumée en laiton une flèche de pose (fig. 124), la courbure étant évidemment orientée dans le même sens pour tous les tubes. Dans ces conditions, la dilatation a simplement pour effet d'augmenter la courbure primitive. Ce procédé ne paraît pas recommandable.

Fig. 124. - Pose d'un tube avec flèche.
Pour les tubes en acier, la différence de dilatation est moindre, le coefficient de dilatation étant le même que pour le corps cylindrique, la différence de température intervient seule. Ces tubes sont toujours posés sans flèche.
Lorsque les tubes en acier doivent être mandrinés dans des tôles de foyer en acier, il est avantageux d'interposer entre le tube et la tôle tubulaire une bague en cuivre de 1,5 mm d'épaisseur. On réalise ainsi une meilleure étanchéité.
On arrive aussi à de très bons résultats en soudant par soudure électrique les extrémités des tubes dans la tôle tubulaire en acier.
L'épaisseur de métal entre deux tubes varie de 15 à 20 mm.
Pour rendre le montage des tubes plus aisé, ceux-ci sont rétreints du côté du foyer alors que les trous de la tôle tubulaire de boite à fumée sont agrandis ; il en résulte que l'épaisseur de métal entre deux tubes est plus grande pour la tôle tubulaire du foyer que pour celle de la boite à fumée, ce qui est d'ailleurs favorable.
Montage des tubes à fumée en acier.
A) Petits tubes.
Le diamètre intérieur des petits tubes en acier de la S. N. C. B. est variable : 45, 50 et 55 mm.
Il est logique d'utiliser des tubes de plus forte section lorsque la longueur de la tubulure augmente en vue de diminuer la résistance au passage des gaz.
D'autre part, plus le diamètre des tubes est petit, plus grand pourra être le nombre de tubes, plus la masse gazeuse sera subdivisée et, toutes choses égales, la transmission de la chaleur des gaz à l'eau qui les entoure sera plus complète.
| Montage des petits tubes dans les foyers en acier. | |||
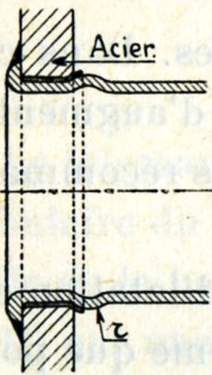 |
 |
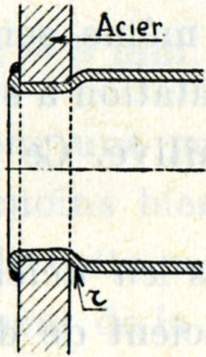 |
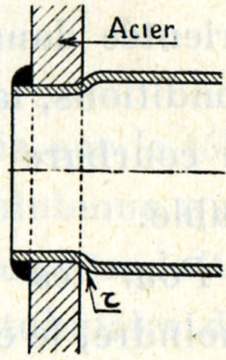 |
| Fig. 125 loc. type 29 |
Fig. 126 loc. type 26 |
Fig. 127 | Fig. 128 |
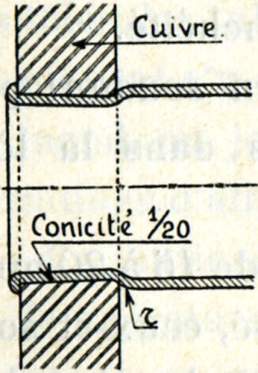 |
Plusieurs modes de montage sont employés en vue d'assurer une meilleure étanchéité (fig. 125 à 129), mais, dans tous les procédés, le tube présente un renflement r tout contre la tôle tubulaire du foyer pour éviter le glissement des tubes dans les alvéoles de la tôle tubulaire, glissements qui, se produisant dans les deux sens, provoquent des fuites aux tubes. En outre, les trous dans la tôle tubulaire sont forés avec une conicité de 1/20, le plus grand diamètre étant naturellement du côté du foyer. |
||
| Fig. 129 Foyers en cuivre. |
|||
a) Foyers en acier.
b) Foyers en cuivre. - Le tube est en quelque sorte rivé sur la tôle tubulaire en cuivre (fig. 129), grâce au renflement intérieur d'une part, et à la collerette d'autre part.
Il n'y a pas de soudure d'étanchéité. Ce mode de montage s'est révélé efficace et est adopté définitivement.
B) Gros tubes à fumée.
a) Foyers en acier. - La figure 130 dispense d'explications, le tube est recourbé en forme de collerette puis soudé.
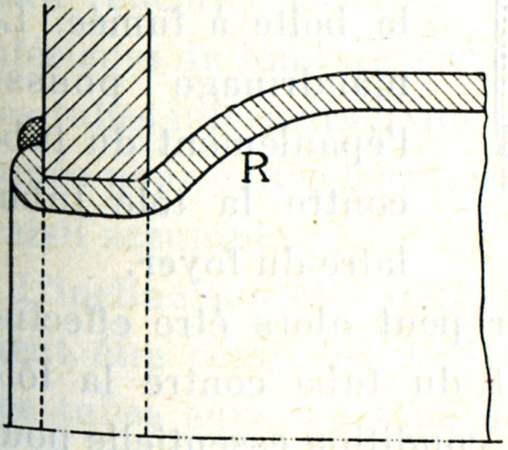 |
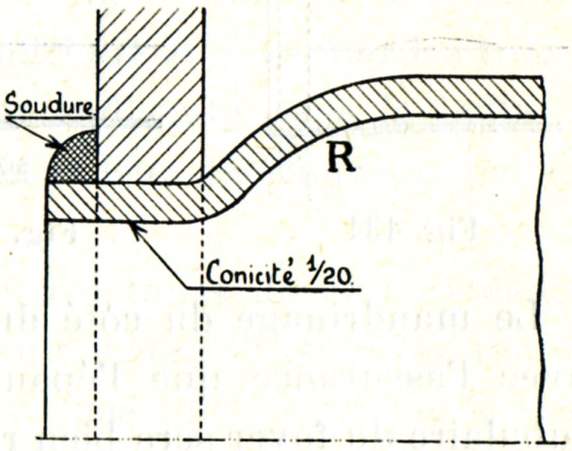 |
||
| Fig. 130 | Foyers en acier | Fig. 131 | |
Aux gros tubes à fumée de la locomotive type 29, le montage comporte une bague intercalaire en cuivre.
D'autres fois, le tube reste droit (fig. 131), mais le cordon de soudure est plus développé.
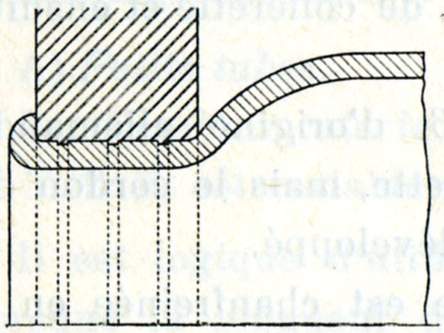
Fig. 132
Foyers en cuivre.
b) Foyers en cuivre. - Le tube est rivé entre le renflement intérieur et la collerette (fig. 132).
En outre, trois rainures sont creusées au tour dans la surface extérieure du tube. Le cuivre étant moins dur que l'acier, lors du mandrinage, la tôle tubulaire pénètre dans les rainures du tube en acier, donnant ainsi un meilleur encastrement des tubes et une étanchéité durable.
Côté de la boîte à fumée. - Au passage de la tôle tubulaire de boîte à fumée, les petits tubes sont posés avec une conicité de 1/20 comme le montre la figure 133.
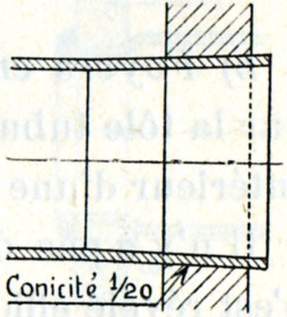
Fig. 133
Quant aux gros tubes, un élargissement est réalisé à la faveur du renflement R (fig. 134).
Dans certains cas (fig. 135), le tube est recourbé en forme de collerette et soudé.
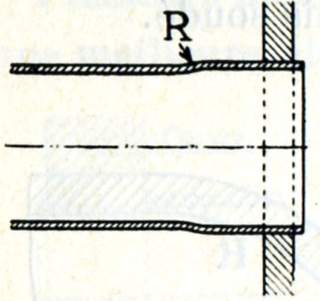 |
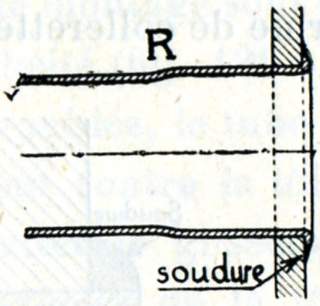 |
| Fig. 134 | Fig. 135 |
Ajoutons que la pratique suivante s'est révélée très efficace : le tube est d'abord mandriné du côté de la boîte à fumée. Le mandrinage pousse l'épaulement du tube contre la tôle tubulaire du foyer.
Le mandrinage du côté du foyer peut alors être effectué avec l'assurance que l'épaulement du tube contre la tôle tubulaire du foyer sera bien réalisé, condition essentielle pour éviter le glissement du tube dans la tôle tubulaire.
Les tubes sont sertis en place au moyen d'un mandrineur à galets, appelé Dudgeon.
L'appareil Dudgeon consiste en un cylindre creux renfermant trois noix légèrement coniques, qu'une broche conique écarte de plus en plus de l'axe à mesure qu'on l'enfonce davantage (fig. 136 et 137). Tout en tournant, la broche conique entraîne les noix dans un mouvement de rotation, de sorte que le tube est véritablement laminé intérieurement.
Aujourd'hui, les mandrineurs à galets à avancement automatique se généralisent aussi bien pour les gros tubes que pour les petits tubes (fig. 138-139 et 140-141).
L'avancement automatique résulte de ce que l'axe des noix N est incliné sur l'axe de la broche B.
Les tubes en laiton retirés des chaudières peuvent, si leur épaisseur est encore suffisante et après affranchissage des bouts, être soumis à l'étirage par leur passage dans une filière, ce qui permet de les allonger d'une dizaine de centimètres et de les employer à nouveau.
Quant aux tubes en acier, après triage et affranchissement des bouts, ils peuvent être raboutis, l'extrémité du tube et le bout à ajouter sont assemblés par soudure autogène.
En général, les tubes sont légèrement inclinés avec la partie haute du côté de la cheminée en vue de faciliter le tirage quand la machine est au repos. L'inclinaison des tubes présente encore l'avantage d'écarter suffisamment les tubes inférieurs du fond du corps cylindrique et d'amener les trous des tubes inférieurs à une hauteur suffisante dans la boîte à fumée pour éviter leur obstruction et leur détérioration par le fraisil accumulé.
L'inclinaison et l'emplacement des tubes doivent évidemment être combinés de telle manière que l'extrémité avant des tubes supérieurs ne se trouve pas plus haut que le ciel du foyer.
 |
 |
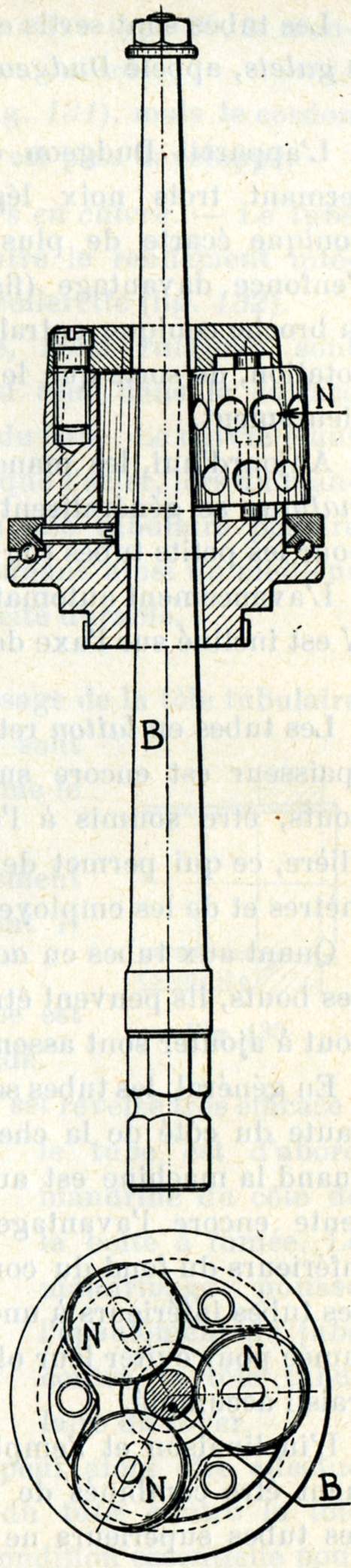 |
| Fig. 136-137 Appareil Dudgeon |
Fig. 138-139 | Fig. 140-141 |
| Mandrineurs à galets à avancement automatique | ||
| pour petits tubes | pour gros tubes | |
Tubes Serve. -Les tubes Serve, dont l'emploi a été abandonné en Belgique, sont des tubes à ailettes intérieures fabriqués au moyen d'une tôle présentant des nervures en saillie, repliée sur elle-même et soudée bord à bord (fig. 142).
L'emploi des ailettes a pour but d'augmenter la surface intérieure du tube, ces ailettes multiplient les contacts des gaz et vont chercher la chaleur plus au centre du tube.
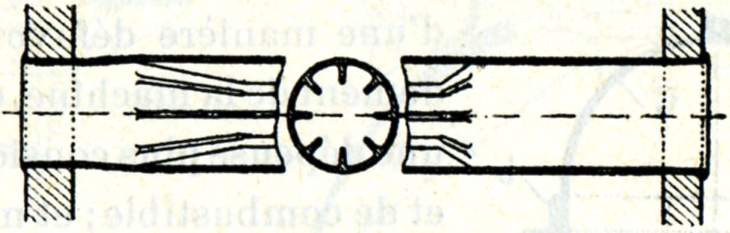
Fig. 142 - Tube Serve.
Le tube Serve s'emploie le plus souvent au diamètre extérieur de 70 mm ; sous un trop faible diamètre, il créerait une trop grande résistance au courant gazeux et s'obstruerait rapidement par la suie, la présence des ailettes rendant, en effet, le nettoyage des tubes moins aisé.
La fig. 142 montre le mode de placement d'un tube Serve. Les deux extrémités, mandrinées suivant la conicité de 1/20, sont rabattues de manière à former collerette. Ces tubes ne sont pas munis de viroles. Les ailettes sont nécessairement enlevées sur une certaine longueur pour permettre le mandrinage.
Le dôme, dans lequel se trouve l'appareil de prise de vapeur, est fixé soit sur la virole arrière du corps cylindrique, comme dans les locomotives belges types 15 et 18 ; soit sur celle du milieu, comme dans les machines types 8, 9, 10, 36, soit sur la virole d'avant comme dans les locomotives type 53. Dans les machines anciennes, on le rencontrait sur la boite à feu, mais cet emplacement ne convenait guère, car c'est en cet endroit que l’ébullition est la plus désordonnée et on court le risque d'avoir des entraînements d'eau.
On évite d'ailleurs de placer le dôme sur la virole d'avant, parce que, dans cette position, les entraînements d'eau sont à redouter, lors des freinages énergiques, l'eau de la chaudière refluant alors vers l'avant en raison de son inertie.
La raison d'être du dôme n'est pas d'augmenter le volume de la chambre à vapeur, mais de prendre la vapeur aussi haut que possible au-dessus de l'eau afin de l'avoir bien sèche. L'eau entraînée dans les cylindres avec la vapeur y agit d'une manière défavorable au rendement de la machine, occasionnant une dépense plus considérable d'eau et de combustible ; et même, si l'eau est entraînée en abondance, elle peut amener des bris.
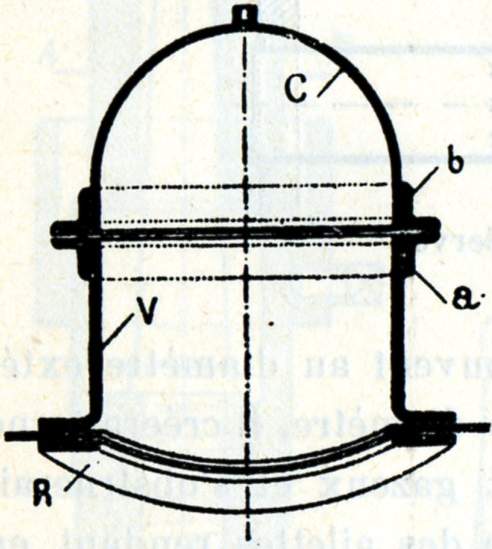
Fig. 143
Le dôme se compose d'une virole V en acier (fig. 143), surmontée d'une calotte hémisphérique C également en acier. A la virole et à la calotte sont rivées des cornières cintrées, laminées d'une pièce sans soudure a et b qui s'assemblent entre elles par boulons en vue du démontage pour la visite. C'est la disposition courante en Belgique.
Quant à la liaison entre le dôme et le corps cylindrique, elle se réalise généralement de la façon suivante (fig. 143). La virole V est emboutie à sa base de manière à poser exactement sur la chaudière à laquelle elle est rivée.
L'ouverture pratiquée à l'endroit du dôme dans le corps cylindrique déforce sérieusement la chaudière, c'est pourquoi on la consolide par un cercle de renfort R (fig. 143), placé intérieurement. C'est pour ce motif également qu'on limite le diamètre du dôme à ce qui est strictement nécessaire pour permettre à un homme de pénétrer dans la chaudière.
Remarque. - Certaines locomotives possèdent deux dômes (loc. type 1 par exemple) :
a) le dôme avant (fig. 144-145) contient le dispositif de dispersion de l'eau d'alimentation dans la vapeur. Nous en reparlerons à l'occasion de l'examen des «tuyauteries des appareils d'alimentation».
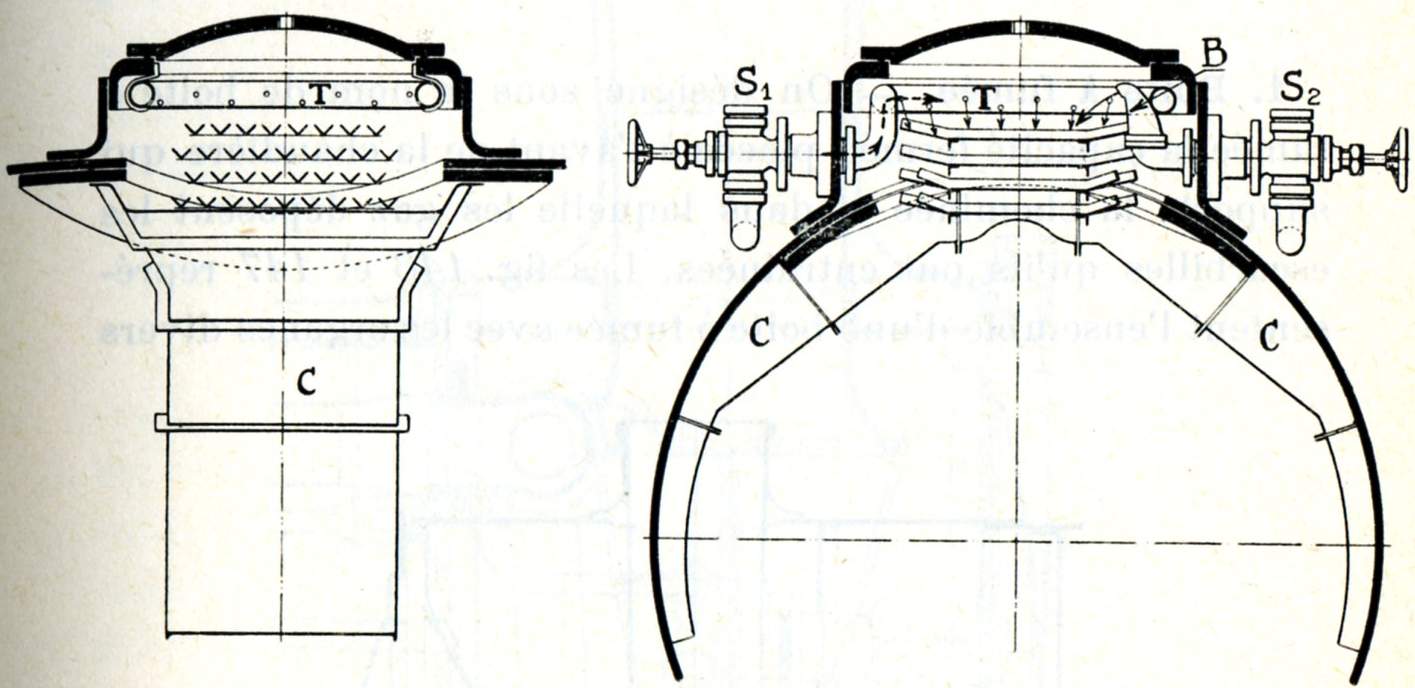
Fig. 144 et 145
Dôme avant de la locomotive type 1 montrant le dispositif de déversement de l'eau d'alimentation dans la vapeur.
b) le dôme arrière renferme l'appareil de prise de vapeur, son mode de construction est identique à celui du dôme avant (fig. 144-145).
On désigne sous le nom de boite à fumée la capacité fermée placée à l'avant de la chaudière qui supporte la cheminée et dans laquelle les gaz déposent les escarbilles qu'ils ont entraînées. Les fig. 146 et 147 représentent l'ensemble d'une boite à fumée avec les organes divers qu'elle renferme : tuyau d'échappement, tuyaux de livrance, souffleur, grilles à flammèches, tuyau d'arrosage, collecteur, étouffoir, etc.
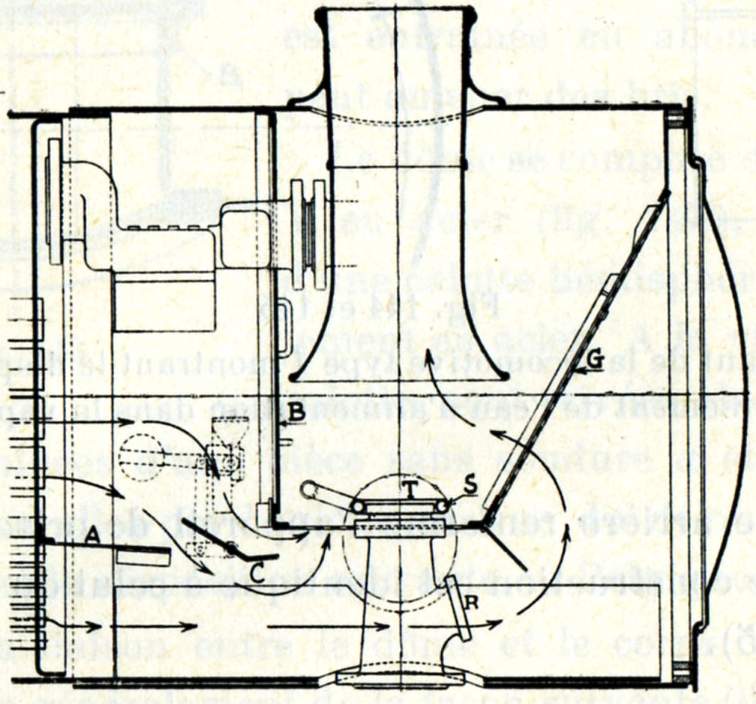
Fig. 146 - Boîte à fumée de la locomotive type 29.
| A - B = étouffoir. | G - grille à flammèches. |
| S = souffleur. | C = clapet de l'étouffoir. |
| T = tuyère d'échappement. | |
Les gaz, produits de la combustion, sortant du faisceau tubulaire, débouchent dans la boite à fumée et sont entraînés vers la cheminée à la faveur du tirage provoqué par la décharge des cylindres.
Au repos ou à modérateur fermé, les gaz s'échappent encore, soit sous l'appel du souffleur, soit simplement par le tirage naturel résultant de la différence de leur densité avec celle de l'air ambiant.
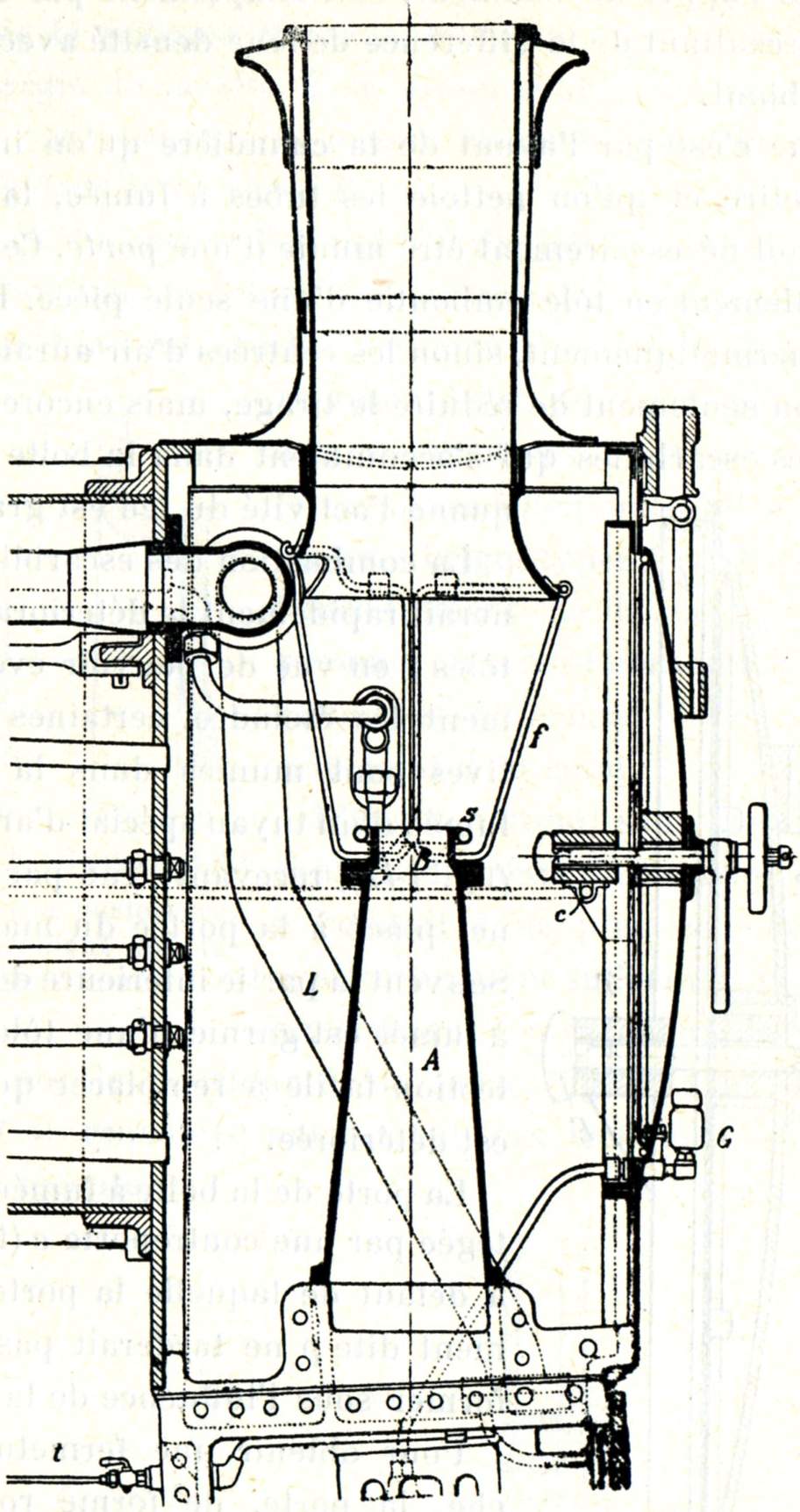
Fig. 147 - Coupe longitudinale dans une boîte à fumée.
Locomotive type 15, à vapeur saturée.
| A = Tuyau de décharge. | s = Souffleur. |
| R = Tuyère d'échappement. | c = Tuyau d'arrosage. |
| L = Tuyau de livrance. | f= Grille à flammèches. |
| G = Graisseur. | t = Tuyau de graissage des chapelles. |
Comme c'est par l'avant de la chaudière qu'on introduit, qu'on retire et qu'on nettoie les tubes à fumée, la boîte à fumée doit nécessairement être munie d'une porte. Celle-ci est habituellement en tôle emboutie d'une seule pièce. Elle doit fermer hermétiquement, sinon les rentrées d'air auraient pour effet, non seulement de réduire le tirage, mais encore de faire brûler les escarbilles qui s'accumulent dans la boîte à fumée quand l’activité du feu est grande.
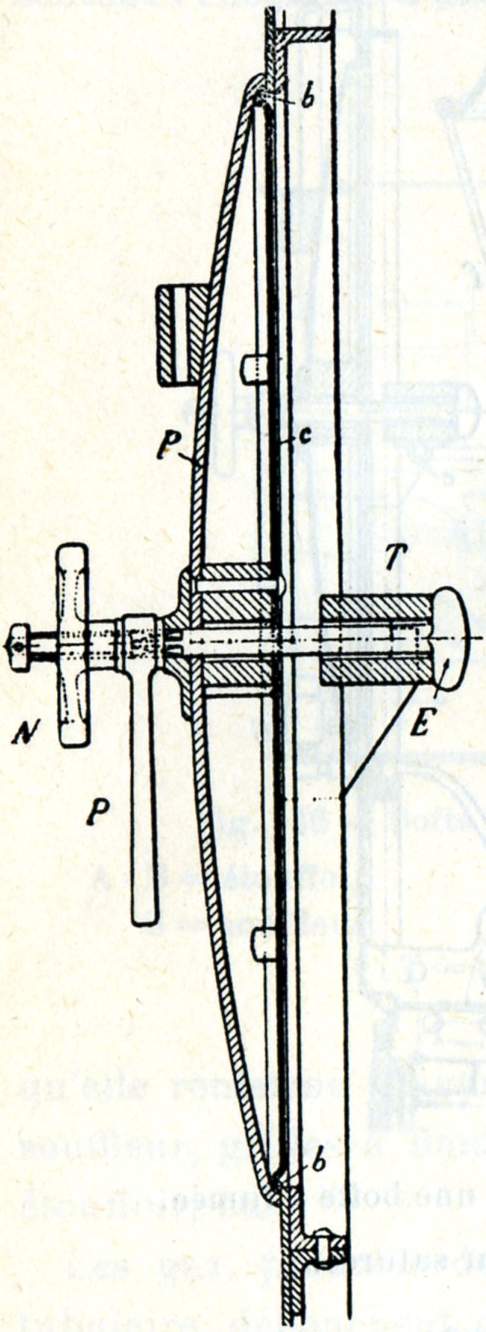
Fig. 148
La combustion des escarbilles amènerait rapidement la détérioration des tôles ; en vue de pouvoir éventuellement les éteindre, certaines locomotives sont munies dans la boite à fumée d'un tuyau spécial d'arrosage c (fig. 147), recevant l'eau par un robinet placé à la portée du machiniste. Souvent la partie inférieure de la boîte à fumée est garnie d'une tôle de protection facile à remplacer quand elle est détériorée.
La porte de la boite à fumée est protégée par une contreporte c (fig. 148), à défaut de laquelle la porte proprement dite p ne tarderait pas à se déformer sous l'influence de la chaleur.
Pour obtenir une fermeture étanche, la porte, de forme ronde, est serrée contre la tôle d'avant de la boîte à fumée au moyen d'un boulon central présentant une tête plate et élargie E qui prend appui sur une traverse fixe T et dont l'écrou est constitué par un petit volant à main N.
Pour ouvrir la porte on desserre d'abord quelque peu le volant, puis on fait tourner le boulon d'un quart de tour au moyen de la poignée P qui agit sur une portée carrée ; la partie élargie de la tête E se présente alors horizontalement et peut, par conséquent, passer aisément dans la mortaise pratiquée dans la traverse T.
On améliore encore l'étanchéité du joint en intercalant un bourrelet d'amiante b dans l'espace annulaire laissé libre entre la porte p et la contreporte c, ou bien l'on adopte le dispositif représenté fig. 149 qui est appliqué aux locomotives du type 29. Aux locomotives allemandes et aux locomotives belges types 1 et 12 (fig. 150), l'encadrement de la boîte à fumée présente un rebord embouti sur lequel vient se serrer le bord plat de la porte, sans joint d'amiante.
 |
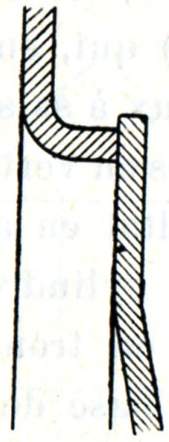 |
| Fig. 149 Type 29 |
Fig. 150 Type 1 et 12 |
| Joint de la porte avec l'encadrement de la boîte à fumée. | |
L'augmentation sans cesse croissante du diamètre du corps cylindrique a conduit à ne plus considérer ces systèmes comme suffisants et à ajouter au serrage central celui de verrous disposés sur le pourtour de la porte (fig. 151 et 152). Ce dispositif se rencontre notamment aux locomotives de construction récente.
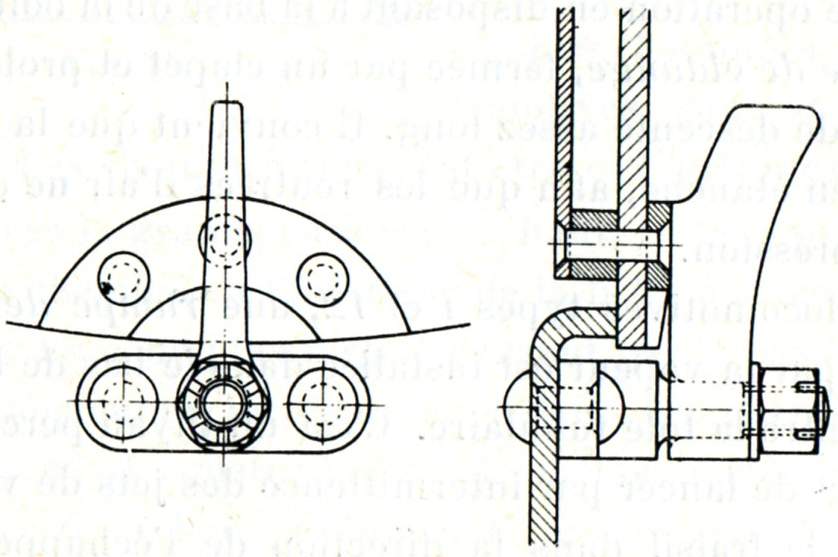
Fig. 151 et 152 - Verrou de fermeture de la porte de la boîte à fumée.
On ne craint pas de donner aux boites à fumée un grand volume ; on y trouve au contraire les avantages suivants :
Par la violence du tirage de la locomotive, des escarbilles incandescentes et des flammèches s'échappent par la cheminée et peuvent occasionner des incendies le long de la voie parcourue par les trains. On prévient ce danger en plaçant dans la boite à fumée un pare-étincelles en tôle, sorte de déflecteur amovible (pour le nettoyage des tubes) qui, en provoquant une déviation brusque du courant gazeux à sa sortie du faisceau tubulaire, sépare les matières solides en vertu de l'inertie. Plus souvent, on arrive au même résultat en adaptant, sur l'extrémité du tuyau de décharge des cylindres, une toile métallique à fortes mailles f, enroulée en tronc de cône et dont la partie la plus large se fixe à la base de la cheminée (fig. 147). Cette toile métallique, appelée grille à flammèches, tamise le courant gazeux et retient les particules solides dans la boite à fumée. C'est le système adopté en Belgique.
Les pare-étincelles et les grilles à flammèches nuisent au tirage et ce d'autant plus que leur efficacité est plus grande.
A la fin du service et pendant les stationnements si c'est nécessaire, le chauffeur extrait à la pelle les escarbilles de la boite à fumée ; certaines compagnies de chemins de fer facilitent cette opération en disposant à la base de la boîte à fumée une trémie de vidange, fermée par un clapet et prolongée par un tuyau de descente assez long. Il convient que la fermeture en soit bien étanche, afin que les rentrées d'air ne diminuent pas la dépression.
Sur les locomotives types 1 et 12, une rampe de soufflage du fraisil par la vapeur est installée dans le bas de la boite à fumée, contre la tôle tubulaire. C'est un tuyau percé de trous qui permet de lancer par intermittence des jets de vapeur qui soulèvent le fraisil dans la direction de l'échappement. La vapeur de décharge entraine le fraisil et l'évacue par la cheminée.
Ce soufflage est d'autant plus utile que les tuyères d'échappement sont situées à un niveau des plus bas.
La boite à fumée est percée à sa partie supérieure d'une ouverture qui reçoit la cheminée.
Les chaudières fixes sont souvent à tirage naturel, c'est-à-dire qu'elles sont munies de cheminées de hauteur et de diamètre suffisamment grands pour que les gaz chauds s'y élèvent simplement parce que leur densité est moindre que celle de l'air extérieur. Dans les chaudières de locomotives, les dimensions du gabarit, l'élévation et le diamètre du corps cylindrique réduisent les cheminées à des dimensions trop faibles pour qu'elles soient quelque peu efficaces. Aussi, ce n'est pas sur le tirage naturel que l'on compte pour obtenir l'activité de combustion nécessaire, on a recours au tirage forcé produit par la vapeur de décharge des cylindres.
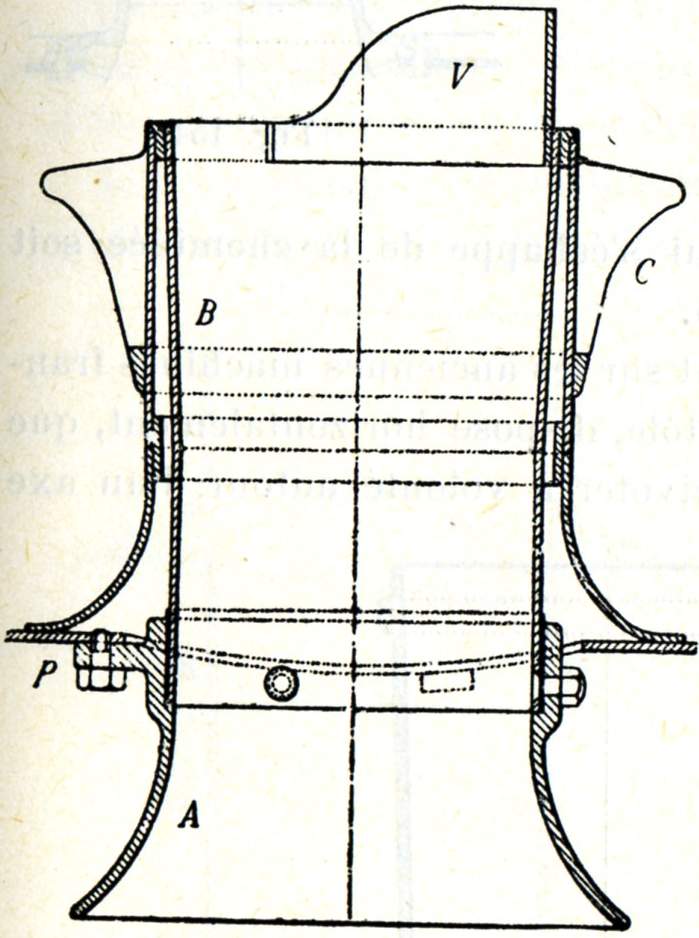
Fig. 153
Les cheminées des locomotives sont de section circulaire. Les cheminées peuvent être cylindriques ou tronconiques avec la grande base vers le haut. Le plus souvent, on prolonge la cheminée à l'intérieur de la boite à fumée et on la termine par un cône plus large s'évasant par le bas (fig. 153).
Sur les anciennes locomotives belges, les cheminées ont été généralement construites sur le même modèle. Le cône A, intérieur à la boite à fumée et évasé vers le bas, est en fonte. Il se fixe par quatre pattes p à la boite à fumée. La cheminée proprement dite B, en tôle d'acier, s'emboîte dans le cône A qui lui sert de support, elle va s'élargissant légèrement vers le haut et est enveloppée extérieurement d'une tôle d'acier plus mince. La peinture de l'enveloppe ainsi soustraite à l'action directe de la chaleur, se conserve mieux et la machine y gagne en aspect.
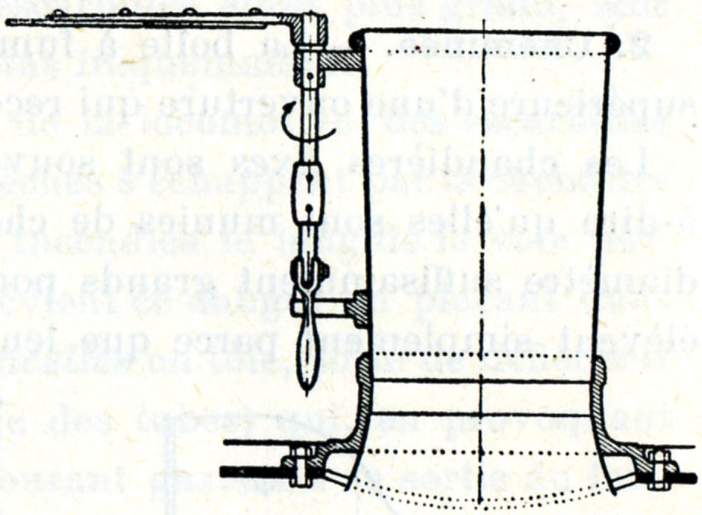
Fig. 154
Accessoirement, la cheminée de locomotive comporte aussi :
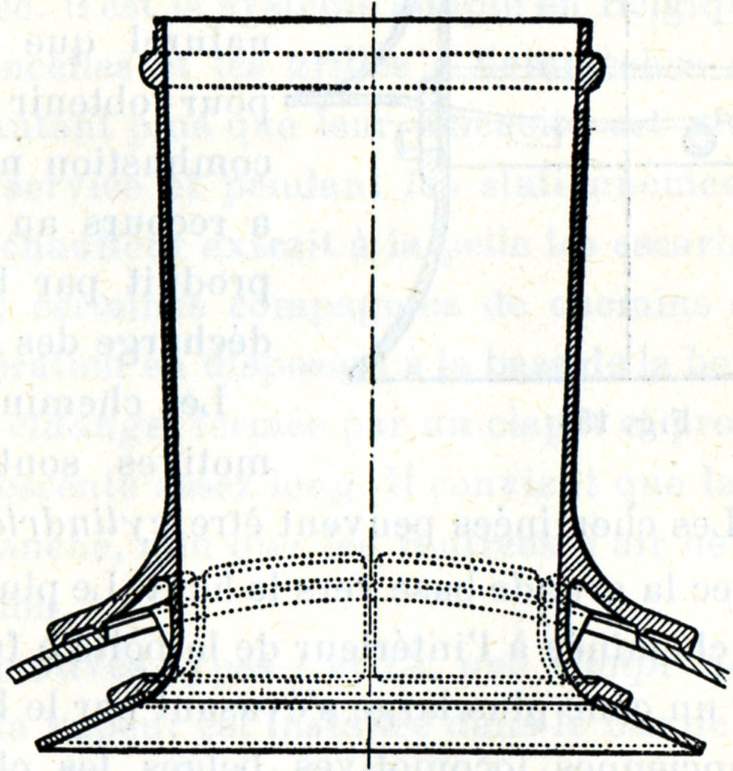
Fig. 155 - Cheminée en fonte des locomotives allemandes.
Le capuchon ne se justifie pas lorsque la locomotive est pourvue d'un cendrier muni de clapets au moyen desquels on peut empêcher l'accès de l'air sous la grille. Ce dernier dispositif est d'ailleurs préférable à l'emploi du capuchon pour les foyers profonds avec lesquels les retours de flammes se produisent facilement par la porte du foyer, ce qui constitue un danger pour le personnel.
Le chapiteau, lorsqu'il est simple, complète heureusement l'aspect de la machine, il n'a guère d'autre but.
La figure 155 représente la cheminée en fonte dont sont munies les locomotives allemandes. Ce modèle a l'avantage d'être économique, comme construction et comme entretien.
Sur les locomotives modernes, la cheminée est beaucoup moins saillante : la figure 156 représente une cheminée en fonte en deux pièces, la figure 157 montre une cheminée en fonte comportant un chapiteau et une courte visière.
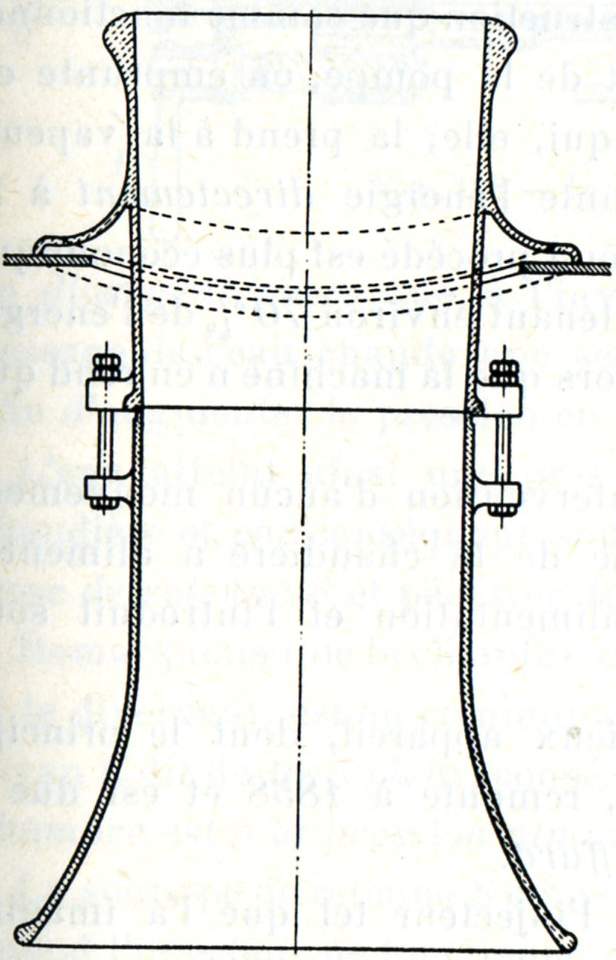 |
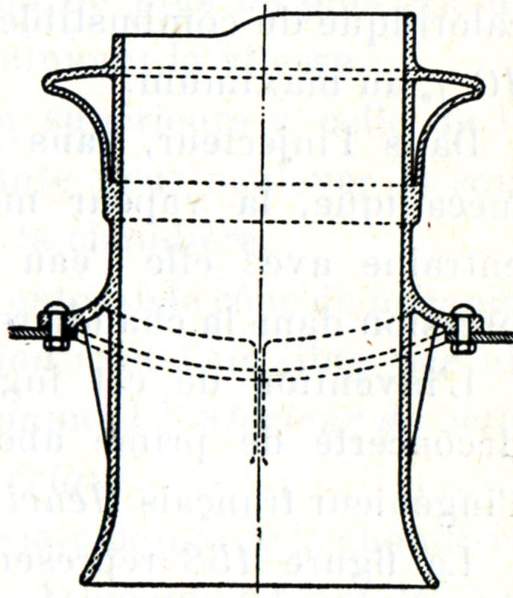 |
| Fig. 156 | Fig. 157 |
Double cheminée. - La question des doubles cheminées sera traitée dans le chapitre consacré à l'échappement.
L'alimentation en eau de la chaudière de locomotive par pompes mues, soit par les crossettes des pistons, soit par les excentriques, est abandonnée, ces pompes ne permettant pas l'alimentation de la machine au repos.
Les injecteurs, actuellement employés, suppriment ce grave inconvénient et possèdent en outre l'avantage d'être plus économiques tant comme construction que comme fonctionnement. Pour le fonctionnement de la pompe, on emprunte en effet l'énergie à la machine qui, elle, la prend à la vapeur, tandis que l'injecteur emprunte l'énergie directement à la vapeur ; il s'ensuit que le second procédé est plus économique que le premier, la vapeur contenant environ 70 % de l'énergie calorifique du combustible alors que la machine n'en rend que 10 % au maximum.
Dans l'injecteur, sans l'intervention d'aucun mouvement mécanique, la vapeur même de la chaudière à alimenter entraîne avec elle l'eau d'alimentation et l'introduit sous pression dans la chaudière.
L'invention de cet ingénieux appareil, dont le principe déconcerte de prime abord, remonte à 1858 et est due à l'ingénieur fiançais Henri Giffard.
La figure 158 représente l'injecteur tel que l'a imaginé Giffard.
Un tuyau, pourvu d'un robinet d'arrêt, amène la vapeur de la chaudière en N ; de là, la vapeur pénètre par une série de trous dans un cylindre C qui se prolonge par une partie conique T appelée tuyère. La vapeur, en se détendant dans le cylindre C, acquiert, au détriment de sa pression, une vitesse considérable, vitesse encore accrue par le rétrécissement progressif de la tuyère.
Animée de cette vitesse, la vapeur pénètre dans un deuxième cône M, appelé cône de mélange, là, elle entraîne par frottement l'air qui l'entoure, créant ainsi un vide qui provoque l'aspiration de l'eau du tender par le tuyau E.
L'eau aspirée dans le cône de mélange y condense la vapeur qui lui cède la grande vitesse dont elle était animée et l'eau chaude, formée du mélange de vapeur condensée et d'eau froide aspirée, est lancée dans un troisième cône D qui aboutit au tuyau de refoulement de la chaudière. Ce cône porte le nom de divergent parce que, à l'inverse de la tuyère, il offre au passage de l'eau chaude une section de plus en plus grande afin d'augmenter la pression en diminuant la vitesse.
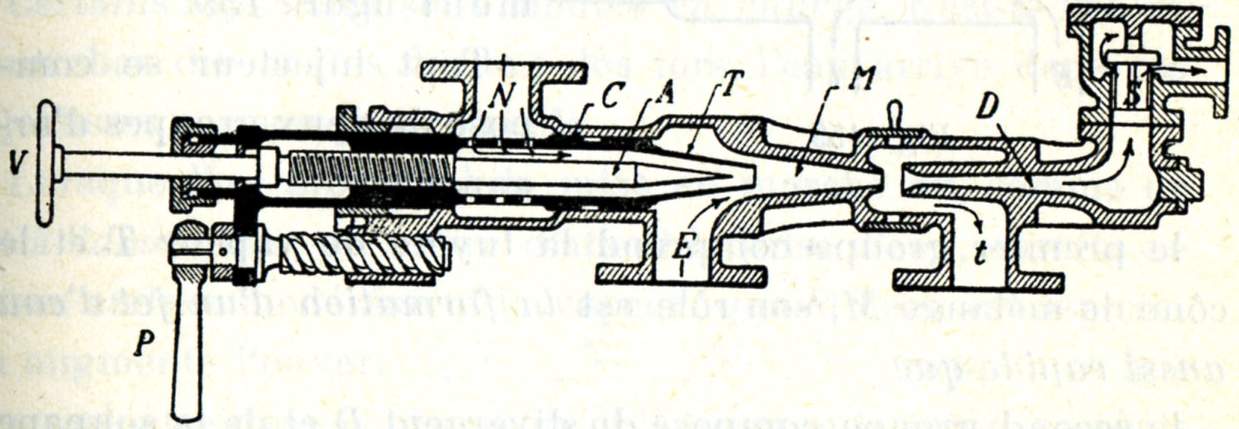
Fig. 158 - Injecteur Giffard.
L'eau atteint ainsi une pression supérieure à celle de la chaudière et par conséquent suffisante pour soulever la soupape de retenue S et pénétrer dans la chaudière.
Remarquons que la chambre qui entoure le cône de mélange et le divergent, est en communication avec l'air libre par un tuyau t, dit de trop-plein ; conséquemment l'intérieur de cette chambre est à la pression atmosphérique.
La soupape de retenue S empêche la vidange de la chaudière quand l'injecteur ne fonctionne pas. Accidentellement, la soupape de retenue peut rester levée, c'est pourquoi on prévient la sortie de l'eau de la chaudière en plaçant, en outre, un robinet de sûreté à l'endroit où le tuyau de refoulement pénètre dans la chaudière. Le robinet de sûreté est souvent remplacé par une soupape obturatrice qu'on peut fermer à la main.
La masse d'eau aspirée dans l'injecteur doit être suffisante pour condenser complètement la vapeur émise par la tuyère. Le réglage des quantités respectives d'eau et de vapeur à mettre en présence dans ce but est obtenu, en ce qui concerne la vapeur, par le déplacement de l’aiguille A, manœuvrée au moyen du volant V et, en ce qui concerne l'eau, par le déplacement de la tuyère sous l'action de la poignée P.
Depuis Giffard jusqu'à nos jours, on a créé de très nombreux modèles d'injecteurs, mais dans tous nous retrouverons les mêmes éléments essentiels reproduits schématiquement figure 159.
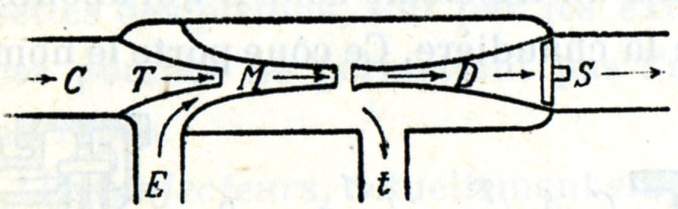
Fig. 159
Tout injecteur se compose de deux groupes d'organes :
le premier groupe comprend la tuyère de vapeur T et le cône de mélange M, son rôle est la formation d'un jet d'eau aussi rapide que possible ;
le second groupe composé du divergent D et de la soupape de retenue S, a pour but la transformation de l'énergie de vitesse du jet d'eau en énergie de pression.
Ces deux groupes d'organes sont séparés par un intervalle à la pression atmosphérique, la chambre du trop-plein.
On comprend aisément le fonctionnement du premier groupe : d'une part, l'écoulement de la vapeur dans la chambre M vers le trop plein y produit un vide partiel qui est la cause première de l'aspiration de l'eau ; d'autre part, l'eau déjà mise en mouvement par l'aspiration dans le sens même de la circulation de la vapeur, reçoit de celle-ci des impulsions successives qui lui impriment une vitesse considérable. Le mélange de l'eau et de la vapeur se fait dans un cône M qui est convergent parce que d'abord le volume du mélange va en diminuant puisque la vapeur se condense et ensuite parce que sa vitesse augmente.
Le fonctionnement du second groupe demande une explication : l'eau chaude sortant du cône de mélange traverse la chambre de trop-plein à la pression atmosphérique, c'est-à-dire sans pression apparente pour l'observateur et elle entre animée d'une très grande vitesse (30 à 50 mètres par seconde) dans le cône divergent D. Comme la section du divergent va en augmentant graduellement, la vitesse de l'eau va en diminuant ; mais ce qu'elle perd en vitesse l'eau le gagne en pression, si bien qu'elle finit par atteindre une pression supérieure à celle de la chaudière.
L'injecteur Giffard que nous venons de décrire est aspirant, c'est-à-dire qu'il peut se trouver à un niveau supérieur à la vanne de prise d'eau du tender.
Certains injecteurs sont montés en charge, c'est-à-dire en contrebas des soutes à eau ; dès lors, l'eau arrive dans ces injecteurs par son propre poids.
Lorsque l'on procède à la mise en marche ou, comme on dit à l'amorçage, on ouvre d'abord la prise d'eau, ensuite on laisse arriver modérément la vapeur ; quand l'eau est aspirée, on augmente l'ouverture de la prise de vapeur jusqu'à ce que l'eau pénètre dans la chaudière. L'amorçage terminé, on règle la venue de l'eau et celle de la vapeur de manière qu'il n'y ait plus de perte par le trop-plein.
Un injecteur monté en charge peut généralement fonctionner avec de l'eau plus chaude, parce qu'il n'est pas obligé pour amener l'eau de créer un vide.
Un injecteur aspirant, avant de pouvoir condenser la vapeur, est obligé d'aspirer l'eau d'alimentation. Or un injecteur ne peut jamais produire qu'un vide partiel, relativement faible avant son amorçage ; si l'eau d'alimentation a une température assez élevée, elle émet des vapeurs sans cesse renouvelées, qui sont seules aspirées par l'injecteur. Après quelques instants d'ailleurs le corps de l'injecteur s'échauffe par les essais infructueux, rendant l'amorçage de plus en plus difficile.
Les locomotives sont toujours pourvues de deux injecteurs, l'un servant de réserve au cas où l'autre refuserait de fonctionner ; mais il importe de les faire marcher tour à tour afin d'être toujours sûr de leur fonctionnement.
Aux chemins de fer belges, les deux injecteurs sont de débits égaux, mais certaines compagnies munissent leurs locomotives de deux injecteurs de calibres différents, le plus petit alimentant la machine d'une façon continue, l'autre ne fonctionnant que d'une manière intermittente, quand il faut relever rapidement le niveau de l'eau.
Un injecteur est restarting lorsqu'il se réamorce automatiquement (c'est-à-dire sans l'intervention du machiniste) lorsqu'il s'est désamorcé à la suite, par exemple, d'une secousse subie par la machine.
En 1868, Friedmann perfectionna l'injecteur en allongeant la chambre de mélange de manière à y loger deux cônes successifs. Cette disposition favorisant le contact entre l'eau et la vapeur, procure ainsi une condensation plus rapide et plus complète, elle permet à l'injecteur de fonctionner soit avec de l'eau plus chaude, soit avec de la vapeur plus chaude (pression plus élevée), et cela d'autant mieux que cet injecteur est monté en charge (voir page 103).
Friedmann avait étudié son injecteur de façon à arriver à une construction simple permettant la visite facile des cônes. Ceux-ci, à l'exception de la tuyère de vapeur, pouvaient tous se retirer en dévissant simplement un bouchon.
L'injecteur non aspirant, étudié par Rongy, ancien chef d'atelier des chemins de fer belges, s'inspire des mêmes principes (fig. 160, 161 et 162) ; on y retrouve les deux cônes de mélange A et B formant avec le cône divergent un ensemble qui peut se retirer avec grande facilité. Quant à la tuyère de vapeur N, elle est vissée simplement dans l'appareil.
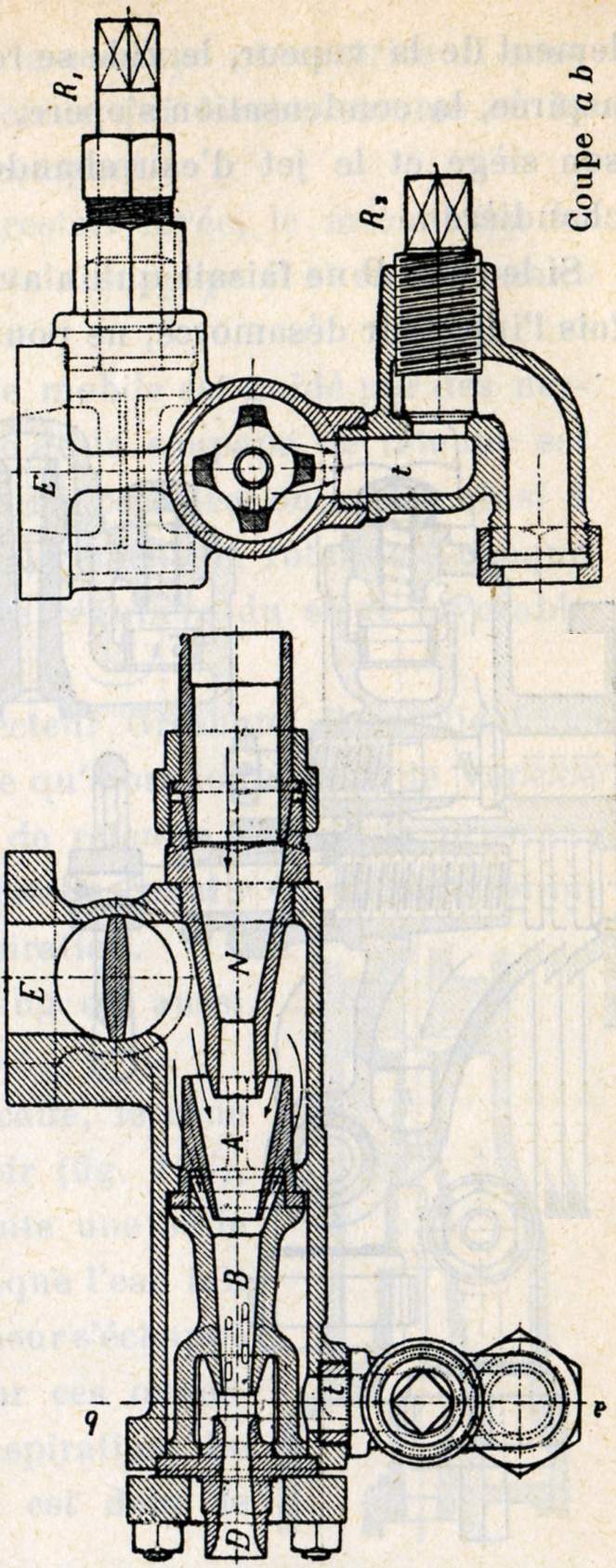
Fig. 160 et 161 - Injecteur Rongy
L'injecteur Gresham & Craven (fig. 163) est aspirant ; il se place verticalement sur la face arrière du foyer, les tuyaux d'amenée de vapeur et de refoulement sont placés à l'intérieur de la chaudière.
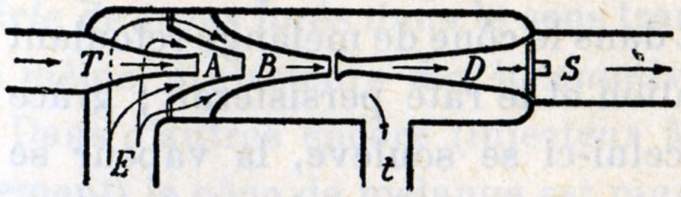
Fig. 162 - Schéma de l’injecteur Rongy
La vapeur suit le trajet indiqué par la flèche pour se rendre par le passage n à la tuyère T. On retrouve dans cet injecteur les organes habituels : la tuyère T, le tuyau d'amenée de l'eau E, le tuyau de trop-plein t, le cône divergent D, la soupape de retenue S et deux cônes de mélange A et B. Mais ici, le premier cône de mélange est fixe, tandis que le second, figuré en noir, est mobile dans le sens vertical, il porte sur le premier par une surface annulaire étanche et est guidé à la partie supérieure par une série de nervures hélicoïdales. C'est à la présence de ce cône mobile B que l'injecteur Gresham doit sa propriété d'être restarting, c'est-à-dire de pouvoir se réamorcer automatiquement.
Aussi longtemps que l'injecteur fonctionne, les cônes A et B sont remplis d'un mélange de vapeur en voie de condensation et d'eau ; il règne à l'intérieur de ces cônes une pression inférieure ou tout au plus égale à la pression atmosphérique et le poids propre du cône mobile B suffit donc à l'appliquer sur son siège.
Lorsque pour une cause quelconque, un choc par exemple, l'injecteur se désamorce, la vapeur n'étant plus condensée, exerce sa pression sur le cône mobile qu'elle soulève et s'échappe directement au trop-plein par la large ouverture produite entre les cônes A et B ; par l'écoulement de la vapeur, le vide se reforme, l'eau est de nouveau aspirée, la condensation s'opère, le cône mobile retombe sur son siège et le jet d'eau chaude reformé pénètre dans la chaudière.
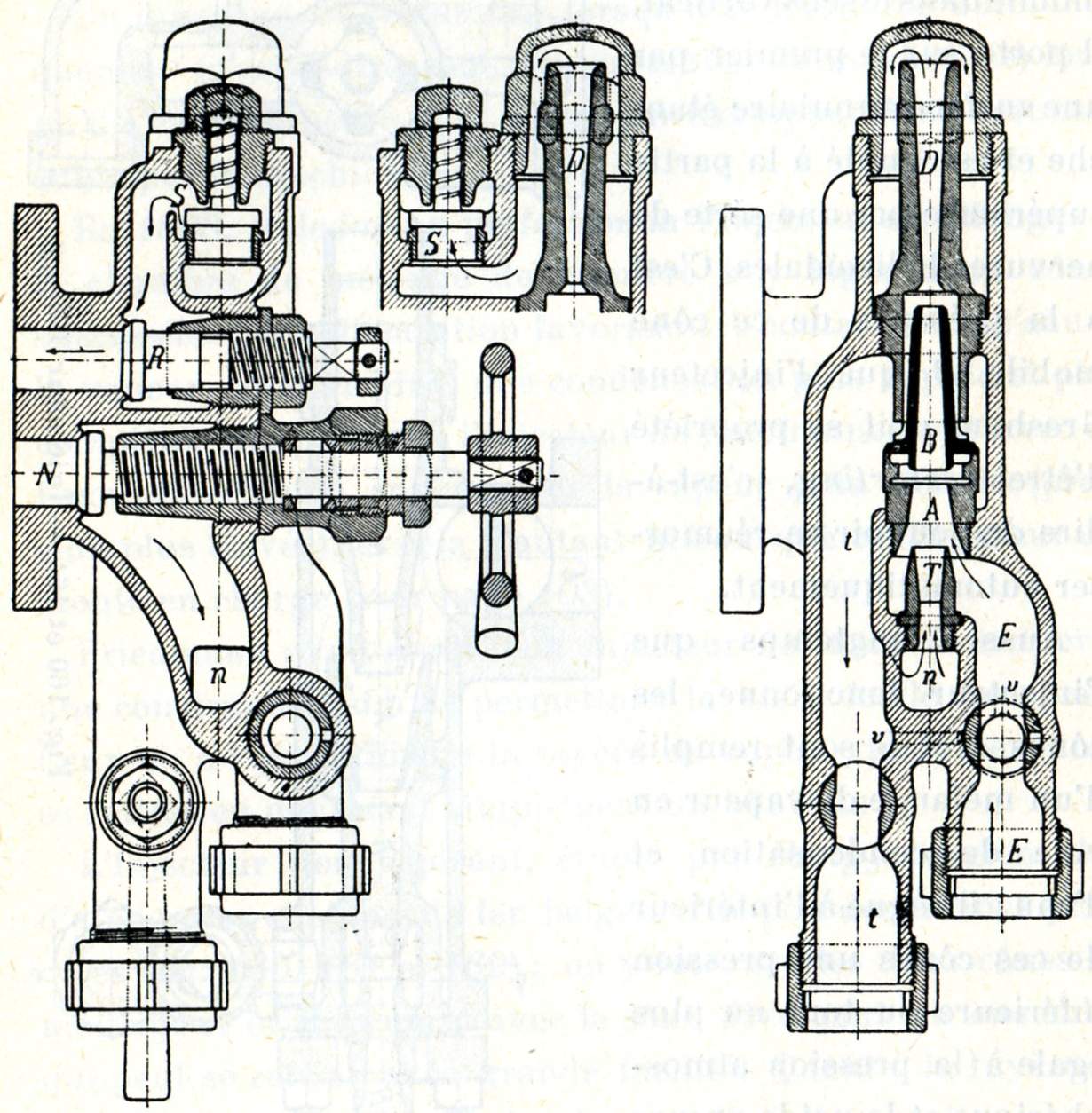
Fig. 163 et 164 - Injecteur Gresham
Si le cône B ne faisait qu'un avec le cône A, la vapeur une fois l'injecteur désamorcé, ne pourrait se rendre au trop-plein que par le bout étroit du cône de mélange, une pression plus ou moins grande s'établirait dans le cône de mélange refoulant l'eau dans le tuyau d'aspiration et le raté persisterait ; grâce à la mobilité du cône B, celui-ci se soulève, la vapeur se dégage librement et son écoulement continue à appeler l'eau dans la direction primitive, c'est ce qui fait que l'injecteur se réamorce de lui-même.
La soupape de retenue S et la soupape obturatrice R sont logées dans le corps de l'injecteur qui forme, comme on le voit, un ensemble complet et compact.
Si la soupape de retenue restait levée, le mécanicien la visiterait aisément en fermant la soupape R et en dévissant le bouchon supérieur.
Nous avons dit que le cône mobile est guidé par des nervures en forme d'hélice, la tige de la soupape de retenue est de même pourvue de rainures hélicoïdales, on assure ainsi à ces deux organes un léger mouvement de rotation à chaque levée, ce qui procure une usure régulière du siège favorable à l'étanchéité.
Après avoir employé l'injecteur Gresham, il convient de refermer le robinet d'eau parce qu'alors toute fuite de vapeur provenant soit de la soupape de retenue, soit de la prise de vapeur, passe au trop-plein par le canal v v ; on évite ainsi l’échauffement du tuyau d'aspiration.
La propriété d'être restarting est aussi obtenue par d'autres procédés :
Ainsi, dans l'injecteur Metcalfe, le cône de mélange représenté en noir (fig. 165), est d'une pièce, mais il présente une série d'ouvertures annulaires. Lorsque l'eau fait momentanément défaut, la vapeur s'échappe directement au trop plein par ces ouvertures sans refouler l'eau d'aspiration. Le principe du fonctionnement est donc le même que précédemment.
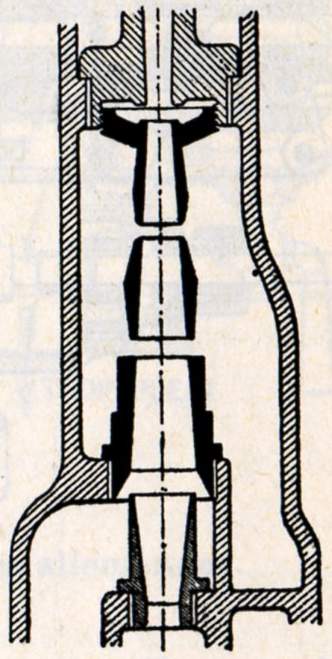
Fig. 165 Injecteur Metcalfe
Dans d'autres constructions, les ouvertures annulaires sont remplacées par une série de trous forés dans le sens transversal et dont le rôle est le même. (Injecteurs des locomotives prussiennes, fig. 167).
Dans d'autres encore (injecteur Metcalfe à vapeur d'échappement) le cône de mélange est muni d'un clapet à charnière qui, en se soulevant, permet le réamorçage de l'injecteur (fig. 168 et 169).
Injecteur aspirant Nathan, type R. - Monté sur les locomotives américaines type 29, il se distingue par les particularités suivantes (fig. 166) :
Pour admettre la vapeur, on déplace le levier L vers la gauche. Le levier, pivotant autour de l'axe o, entraine, par le pivot p, la tige A qui porte la soupape S. La vapeur pénètre alors dans la tuyère T.
En même temps, un jet annulaire de vapeur passe par t autour de la tuyère T.
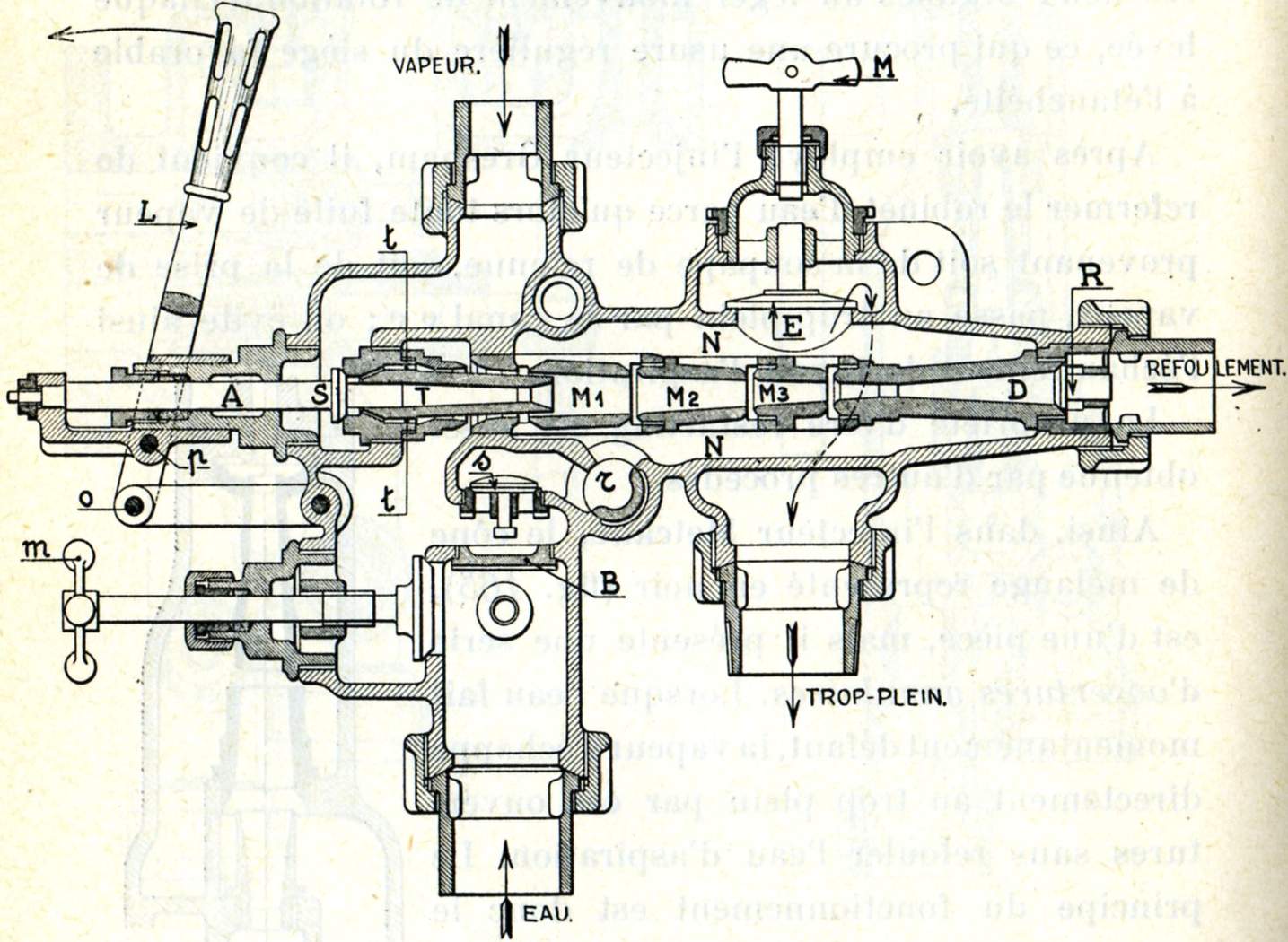
Fig. 166 - Injecteur aspirant Nathan, type R.
L'ouverture de la vanne de prise d'eau est commandée par la manette m.
Le cône de mélange se compose de trois parties M1, M2, M3 de manière à multiplier les contacts entre la vapeur et l'eau froide aspirée.
Une soupape s qui s'ouvre automatiquement quand l'aspiration est suffisante, provoque une arrivée d'eau supplémentaire.
Par le bouchon amovible B, on peut placer ou enlever la soupape automatique s.
Quand l'injecteur fonctionne, la chambre NN est tout au plus à la pression atmosphérique, de sorte que la valve E descend par son propre poids sur son siège.
Quand l'injecteur se désamorce, la pression de la vapeur non condensée soulève la valve E, ce qui procure un dégagement rapide et le réamorçage se produit.
Le robinet r permet d'isoler la chambre de mélange.
Pour réchauffer l'eau du tender, on ferme le trop-plein au moyen de la manette M qui force la valve E à se poser sur son siège. Ensuite, on ouvre la soupape de prise d’eau m, la vapeur est alors envoyée au tender par l'ouverture de la soupape de prise de vapeur S.
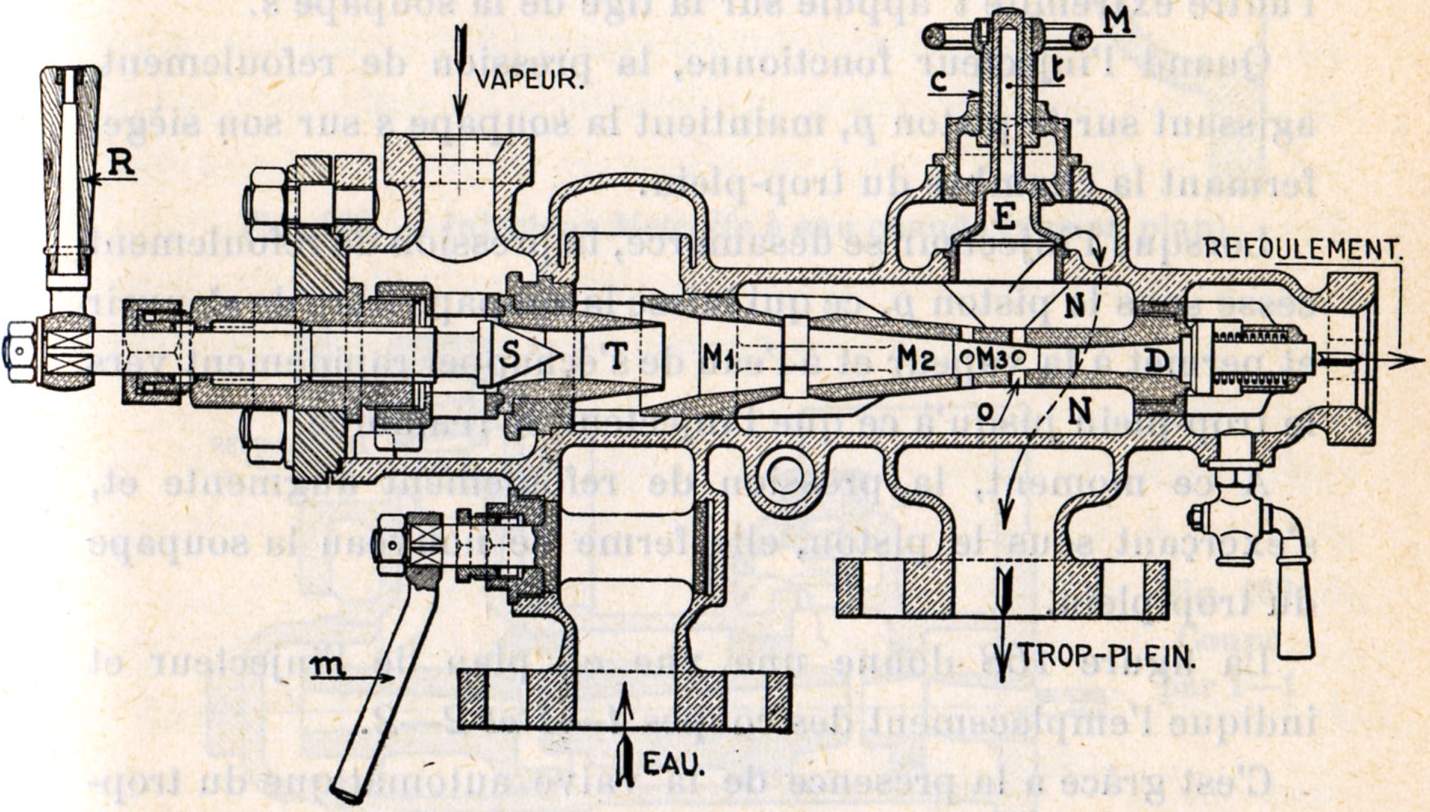
Fig. 167. - Injecteur aspirant des locomotives allemandes.
Injecteur aspirant allemand. - Comme dans l'injecteur Nathan, nous retrouvons ici (fig. 167) :
Débit : 250 litres par minute.
Injecteur à eau chaude système Metcalfe (fig. 168 à 170). - La coupe 1-1 montre comment la prise de vapeur, les cônes de mélange et le divergent se vissent dans le corps de l'injecteur.
On aperçoit aussi le clapet à charnière c qui permet le réamorçage automatique. La soupape V joue le même rôle.
Sur la coupe 2-2, on distingue la valve automatique du trop-plein s, fermée par l'action du piston p placé dans la chambre de refoulement. Ce piston est relié au levier l dont l'autre extrémité V appuie sur la tige de la soupape s.
Quand l'injecteur fonctionne, la pression de refoulement, agissant sur le piston p, maintient la soupape s sur son siège, fermant la chambre du trop-plein.
Lorsque l'injecteur se désamorce, la pression de refoulement cesse sous le piston p, ce qui laisse la soupape libre de s'ouvrir et permet à la vapeur et à l'eau de s'échapper rapidement vers le trop-plein jusqu'à ce que l'injecteur se réamorce.
A ce moment, la pression de refoulement augmente et, s'exerçant sous le piston, elle ferme de nouveau la soupape du trop-plein.
La figure 168 donne une vue en plan de l'injecteur et indique l'emplacement des coupes 1-1 et 2-2.
C'est grâce à la présence de la valve automatique du trop-plein, de la valve v et du clapet à charnière que cet injecteur parvient à fonctionner avec de l'eau très chaude.
Débit des injecteurs. - Le débit q en litres par seconde d'un injecteur est proportionnel au carré du diamètre d du divergent à l'endroit où il est le plus étroit et à la racine carrée de la pression p de la chaudière :
![]()
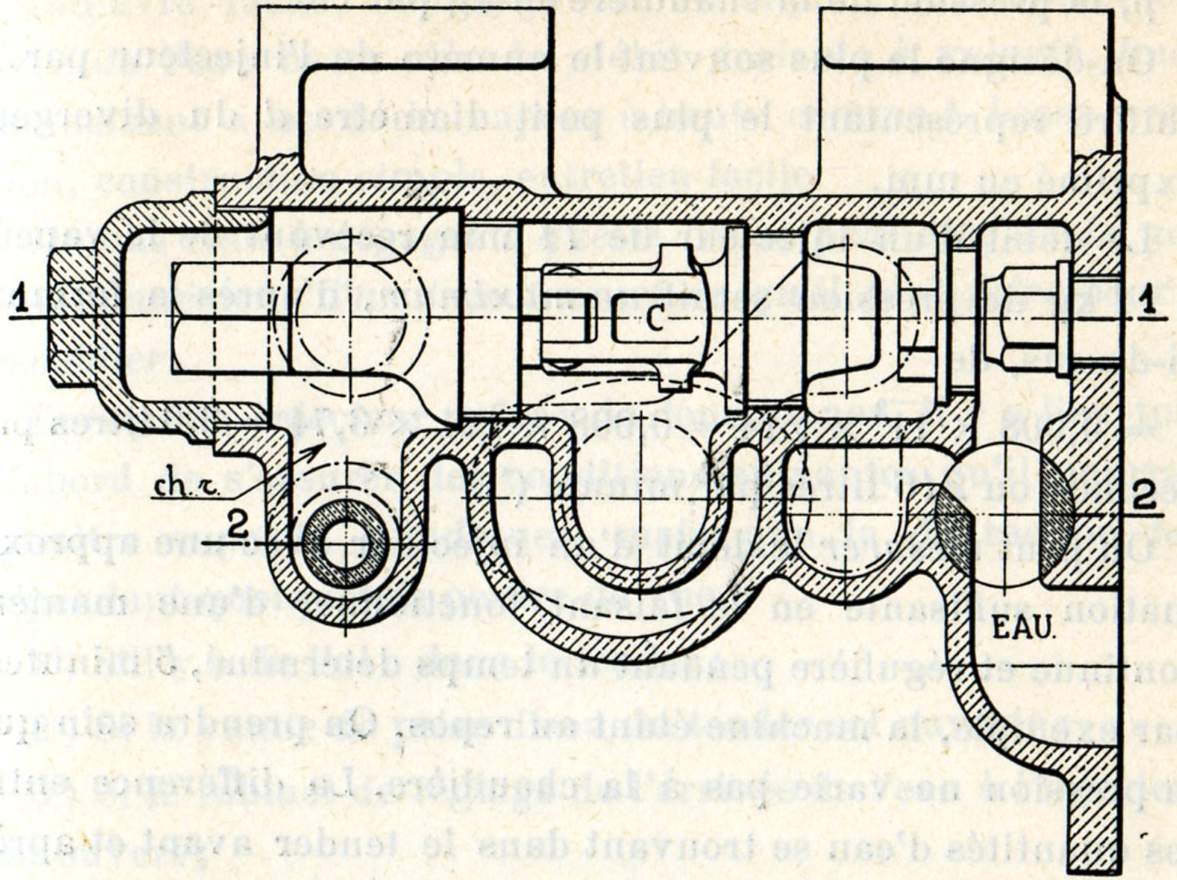
Fig. 168. - Injecteur Metcalfe à eau chaude (vue en plan)
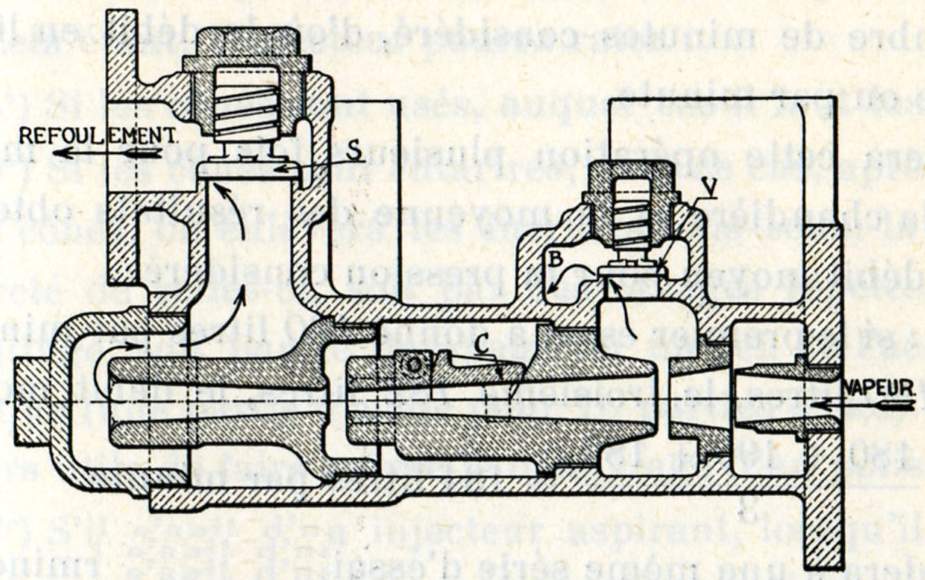
Fig. 169. - Coupe par 1-1
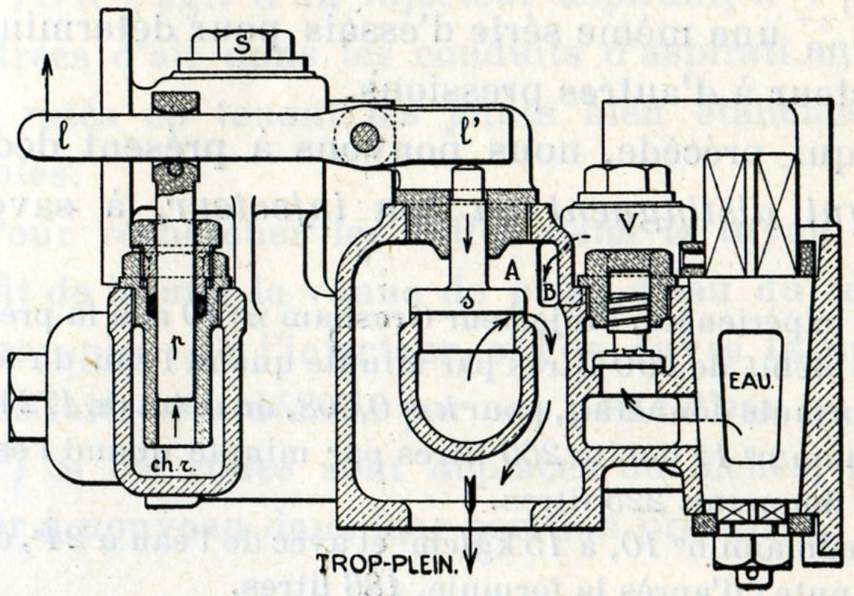
Fig. 170. - Coupe par 2-2
On désigne le plus souvent le numéro de l'injecteur par le chiffre représentant le plus petit diamètre d du divergent exprimé en mm.
Le débit d'un injecteur de 11 mm recevant de la vapeur à 14 kg de pression serait au maximum, d'après la formule ci-dessus, de
![]() litres par seconde ou 216 litres par minute (note 112).
litres par seconde ou 216 litres par minute (note 112).
On peut mesurer le débit d'un injecteur avec une approximation suffisante en le faisant fonctionner d'une manière continue et régulière pendant un temps déterminé, 5 minutes, par exemple, la machine étant au repos. On prendra soin que la pression ne varie pas à la chaudière. La différence entre les quantités d'eau se trouvant dans le tender avant et après l'opération, diminuée des pertes éventuelles par le trop-plein, représentera la quantité d'eau refoulée dans la chaudière pendant le nombre de minutes considéré, d'où le débit en litres par seconde ou par minute.
On répétera cette opération plusieurs fois pour la même pression à la chaudière et la moyenne des résultats obtenus fournira le débit moyen pour la pression considérée.
Exemple : si le premier essai a donné 180 litres par minute, le second 190 litres, le troisième 182 litres, le débit moyen sera égal à ![]() litres par minute.
litres par minute.
On procédera à une même série d'essais pour déterminer le débit de l'injecteur à d'autres pressions.
De tout ce qui précède, nous pouvons à présent déduire les qualités qui distinguent un bon injecteur, à savoir :
manœuvre facile, amorçage sûr et rapide, fonctionnement avec de l'eau assez chaude, débit variable à volonté, fonctionnement avec de la vapeur à haute comme à basse pression, construction simple, entretien facile.
Il nous reste à dégager à quelle cause peut être dû le non fonctionnement d'an injecteur et ce qu'il faut faire pour y remédier.
Lorsqu'un injecteur refuse de fonctionner, il y a lieu tout d'abord de s'assurer des conditions suivantes qu'il pourrait paraître superflu d'indiquer, mais que la distraction fait cependant quelquefois perdre de vue :
Cela étant, l'injecteur pourra rater :
Pour rechercher les fuites dans le tuyau d'aspiration, il suffit de fermer la vanne de prise d'eau du tender, ainsi que le trop-plein de l'injecteur, si l'on ouvre la prise de vapeur, toute fuite sera décelée par une perte d'eau ou de vapeur ;
Il y a intérêt évident à alimenter la chaudière avec de l'eau aussi chaude que possible ; on économise, en effet, environ une calorie par degré supplémentaire de température et par litre d'eau refoulé à la chaudière, ce qui correspond à ![]() de charbon par degré supplémentaire et par litre (note 115).
de charbon par degré supplémentaire et par litre (note 115).
Il faut évidemment que l'obtention de cette plus grande température ne coûte pas plus cher que le gain à en résulter.
On utilise à cet effet deux moyens : on peut réchauffer l'eau d'alimentation :
Si l'on ferme le robinet de trop-plein dont sont pourvus la plupart des injecteurs (fig. 160 et 163), qu'ensuite on ouvre le robinet de prise de vapeur, puis celui de prise d'eau du tender, la vapeur se dirigera vers le tender dont elle échauffera l'eau.
Ce procédé n'est économique que lorsque la vapeur utilisée aurait été perdue, l'économie réalisée est alors évidente.
Le réchauffage de l'eau du tender par la vapeur vive est parfois appliqué, en dehors du cas normal prévu ci-dessus, avant le départ d'un train dont la remorque est particulièrement difficile, lorsque la température atmosphérique est basse, on facilite alors la production de vapeur en marche ; l'eau ayant déjà subi un échauffement sensible avant son introduction dans la chaudière, la chaleur à lui fournir pour la transformer en vapeur est diminuée d'autant. Mais si, d'un côté, la puissance de production de la chaudière est ainsi augmentée, il a fallu par contre faire avant le départ une dépense de vapeur correspondante. Le procédé ne comporte donc aucune économie de combustible, au contraire, l'eau du tender dont la température a été élevée au-dessus de la température ambiante perd progressivement de sa chaleur en la communiquant à l'air extérieur.
Rappelons encore qu'il y a une limite au chauffage de l'eau, dans le cas de l'alimentation par injecteur. Nous avons vu, en effet, que l'amorçage des injecteurs aspirants devient à un moment donné impossible. Pour les injecteurs montés en charge, cependant mieux placés sous ce rapport, la condensation ne peut plus se faire au-delà d'une certaine température, même pour ceux à double cône de mélange (Friedmann). Plus grande sera d'ailleurs la pression de la vapeur, plus élevée sera sa température et dès lors plus basse devra être la température de l'eau pour qu'il y ait condensation.
L'idée de cette récupération remonte presque à l'origine des chemins de fer. Déjà en 1852 des essais d'application ont été faits dans ce sens, la vapeur prélevée à l'échappement était amenée directement au tender pour en réchauffer l'eau, mais ces essais n'ont pas pu être étendus en pratique, parce que la vapeur ne pouvait être débarrassée de l'huile dont elle était chargée. L'introduction de cette huile dans la chaudière était très nuisible à sa conservation, de plus, les particules d'huile s'émulsionnant dans l'eau en ébullition provoquaient des entraînements d'eau excessifs.
D'autre part, l'eau du tender ne pouvait dépasser une certaine température sans rendre l'alimentation impossible.
Ces premiers essais furent effectués avec des pompes d'alimentation, l'apparition de l'injecteur, avec tous ses avantages pratiques, fit abandonner toute idée de réchauffer l'eau du tender, le fonctionnement de l'injecteur exigeant à cette époque une température peu élevée de l'eau.
Après une longue période d'oubli, l'idée de récupérer la chaleur d'une partie de la vapeur d'échappement fut reprise avec vigueur dans ces dernières années. D'une part, le prix du combustible s'était considérablement accru, d'autre part, tous les efforts devaient être faits pour augmenter la puissance et le rendement des locomotives.
Les appareils en usage actuellement sur les locomotives peuvent se classer en deux catégories :
Dans tous ces appareils, sauf dans l'injecteur Metcalfe, l'eau d'alimentation réchauffée est refoulée dans la chaudière au moyen d'une pompe à vapeur spéciale, dont la vapeur de décharge ainsi que celle de la pompe Westinghouse viennent d'ailleurs s'ajouter à la vapeur d'échappement récupérée.
Nous décrivons comme type d'appareil de la première catégorie, le réchauffeur Caille et Pottonié. Cet appareil comporte un réchauffeur R constitué par une caisse en tôle qu'un tuyau t met en communication directe avec l'atmosphère. Le réchauffeur R comporte un faisceau tubulaire à travers lequel circule la vapeur d'échappement en formant quatre circuits, ainsi que le montre la figure 171.
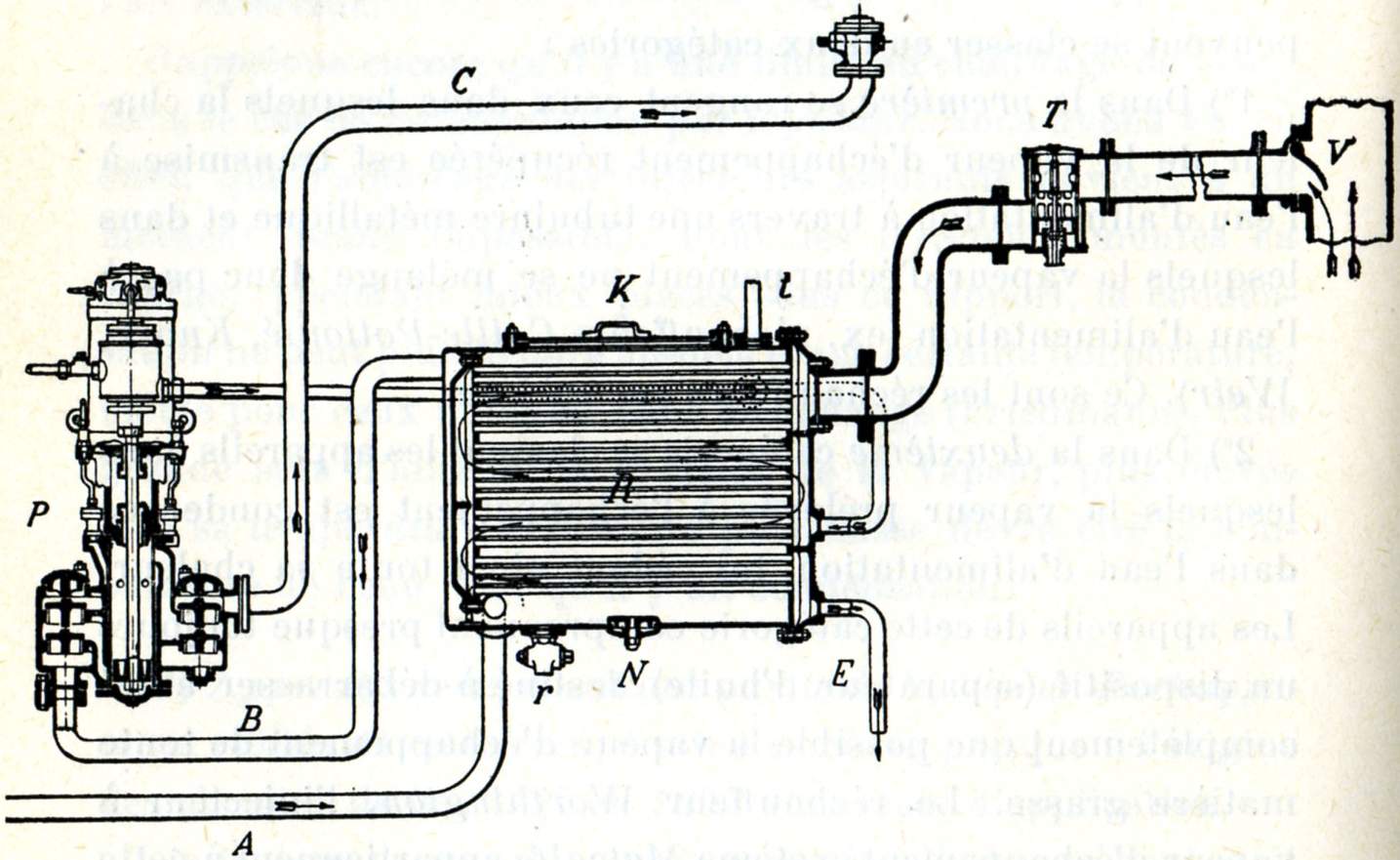
Fig. 171
Réchauffeur tubulaire d'eau d'alimentation, système Caille-Pottonié, premier modèle.
La vapeur d'échappement est prélevée à la colonne d'échappement au moyen d'un volet V à ouverture réglable. Un régulateur de température T est intercalé sur la conduite amenant la vapeur d'échappement. Ce régulateur de température constitue un véritable détendeur de vapeur, il intercepte l'accès de la vapeur d'échappement au réchauffeur lorsque la pression y atteint une valeur déterminée, réglée au moyen d'un ressort. Si la pression de la vapeur vient à baisser, le régulateur se rouvre automatiquement.
L'eau d'alimentation baigne l'extérieur de la tubulure du réchauffeur, c'est là que la vapeur d'échappement lui communique sa chaleur. L'eau froide est amenée du tender, par la pesanteur, par le tuyau A, quant à l'eau chaude, elle quitte le réchauffeur par le tuyau B, pour être aspirée par la pompe à vapeur P. L'eau étant à une température qui peut être voisine de 100°, la pompe doit recevoir cette eau en charge pour les raisons que nous avons fait valoir à propos des injecteurs (page 103). Les soupapes d'aspiration de la pompe doivent donc être placées à un niveau aussi bas que possible.
La pompe refoule l'eau à la chaudière par le tuyau C. La décharge de la pompe à vapeur est amenée au réchauffeur. Les eaux de condensation provenant de la vapeur d'échappement quittent le réchauffeur en E. Ces eaux chargées de matières grasses, doivent être évacuées à l'extérieur.
La vapeur circule en sens inverse de l'eau à réchauffer, l'eau la plus chaude vient en contact avec la vapeur au moment où celle-ci est à la température la plus élevée.
L'eau quittant normalement le réchauffeur R à une température voisine de 100°, y abandonne une forte proportion des sels calcaires qu'elle contient, ces sels calcaires s'accumulent sous forme de boue au fond du réchauffeur qui est pourvu inférieurement d'un robinet de vidange r. Le réchauffeur comporte d'ailleurs une porte de lavage K et un bouchon de nettoyage N qui permettent de débarrasser la tubulure des sels calcaires qui la recouvrent après un certain temps.
Le réchauffeur R, dans le système Caille et Pottonié n'est soumis intérieurement qu'à la pression atmosphérique, ce qui le différencie du réchauffeur Knorr, dans lequel l'eau passe à l'intérieur de la tubulure du réchauffeur à la pression de la chaudière, tandis que la vapeur d'échappement entoure les tubes. Dans le réchauffeur Caille-Pottonié la pompe aspire de l'eau chaude, tandis que dans le Knorr la pompe aspire de l'eau froide.
La marche de la pompe doit être réglée pour le débit correspondant à la consommation moyenne de la machine, de façon à assurer une alimentation continue.
Pendant les périodes de marche à modérateur fermé, la vapeur d'échappement faisant défaut, on pourrait craindre que la chaudière soit alimentée d'eau froide. Il est à remarquer toutefois qu'un certain réchauffage reste cependant assuré, c'est celui qui provient de la décharge de la pompe à eau.
Les appareils Caille et Pottonié, outre l'économie de combustible qu'ils procurent, ont l'avantage de réaliser une épuration partielle de l'eau d'alimentation avant son entrée dans la chaudière. On leur a reproché, comme d'ailleurs aux appareils similaires, leur poids et leur encombrement assez considérables, les soins dont ils doivent être l'objet pour les préserver des avaries dues à la gelée et leurs frais d'entretien élevés.
Comme appareils de la deuxième catégorie, nous décrirons les réchauffeurs Worthington, les réchauffeurs Caille et Pottonié et A.C.F.I., et l'injecteur à vapeur d'échappement système Metcalfe.
Cet appareil comporte (fig. 172 et 173) :
La pompe de circulation comporte un cylindre à vapeur V, à double effet, actionnant directement deux corps de pompes superposés, l'inférieur P' déplaçant de l'eau chaude, le supérieur P refoulant de l'eau froide. Ce dernier en communication avec le réchauffeur proprement dit R qui est placé verticalement, parallèlement aux pompes. Le fonctionnement du cylindre à vapeur ne présente rien de particulier.
L'eau aspirée du tender par la pompe à eau froide arrive en A. Après avoir franchi la soupape B inférieure, elle est refoulée à la course suivante à travers la soupape B supérieure, dans le canal C communiquant avec le dessus du réchauffeur R. De là, l'eau froide franchit une soupape commandée par un ressort et pénètre dans le réchauffeur où elle vient largement en contact avec la vapeur d'échappement débouchant par le conduit D. La vapeur d'échappement se condense en communiquant sa chaleur à l'eau qui tombe sur des chicanes de forme conique, l'eau chaude passe ensuite au réservoir E par un canal spécial. Cette eau est aspirée du réservoir E par la pompe à eau chaude P' qui la refoule vers la chaudière (soupape K).
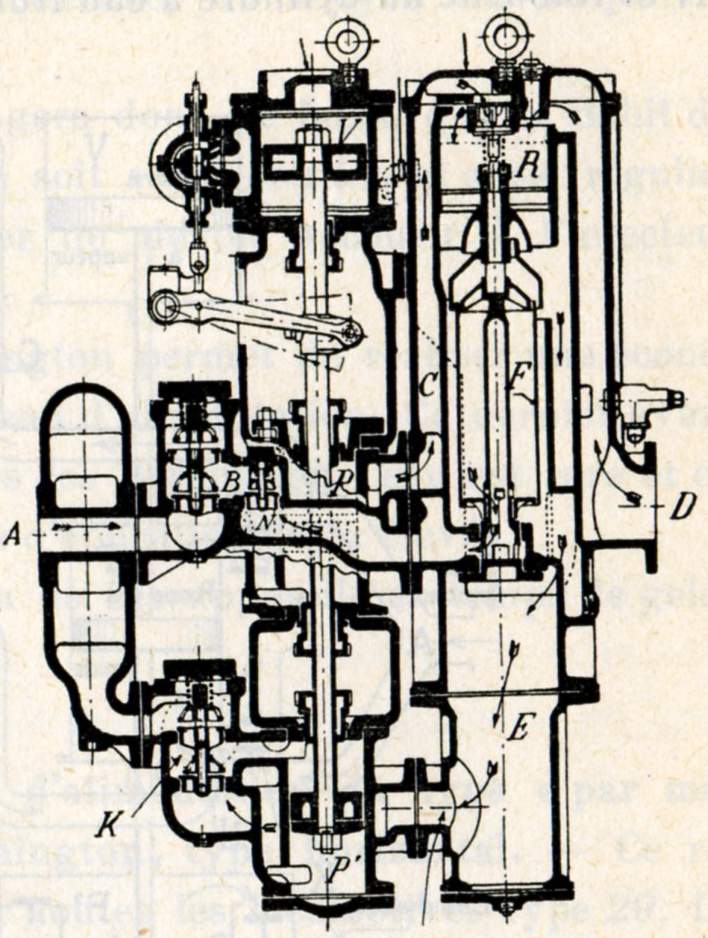
Fig. 172
Le diamètre du cylindre de la pompe à eau chaude P' est légèrement supérieur à celui du cylindre à eau froide, afin de tenir compte dans une certaine mesure du volume de l'eau condensée provenant de la vapeur d'échappement qui est venue s'ajouter à l'eau puisée au tender. Le débit de la pompe à eau chaude P' est donc plus grand que celui de la pompe P, mais il est encore inférieur à ce qu'il devrait être pour évacuer tout le supplément d'eau dont nous venons de parler. Cette disposition a l'avantage de maintenir la pompe à eau chaude noyée.
La quantité d'eau que la pompe à eau chaude ne peut absorber retourne à l'aspiration de la pompe à eau froide par le mécanisme suivant : à l'intérieur du réchauffeur R se trouve un baquet F monté sur une tige creuse sur laquelle il est libre de se déplacer sur une faible hauteur. L'excédent d'eau que la pompe P' ne peut absorber s'accumule dans le corps du réchauffeur et soulève le baquet F qui forme flotteur. Ce soulèvement est limité par une butée. L'eau continue à monter jusqu'à ce que, passant par dessus bords, elle tombe dans le baquet F qui se remplit, ce dernier descend alors en découvrant les orifices ménagés au bas de la tige creuse. L'eau traverse d'abord ceux-ci, puis une petite soupape d'aspiration N et retourne au cylindre à eau froide.
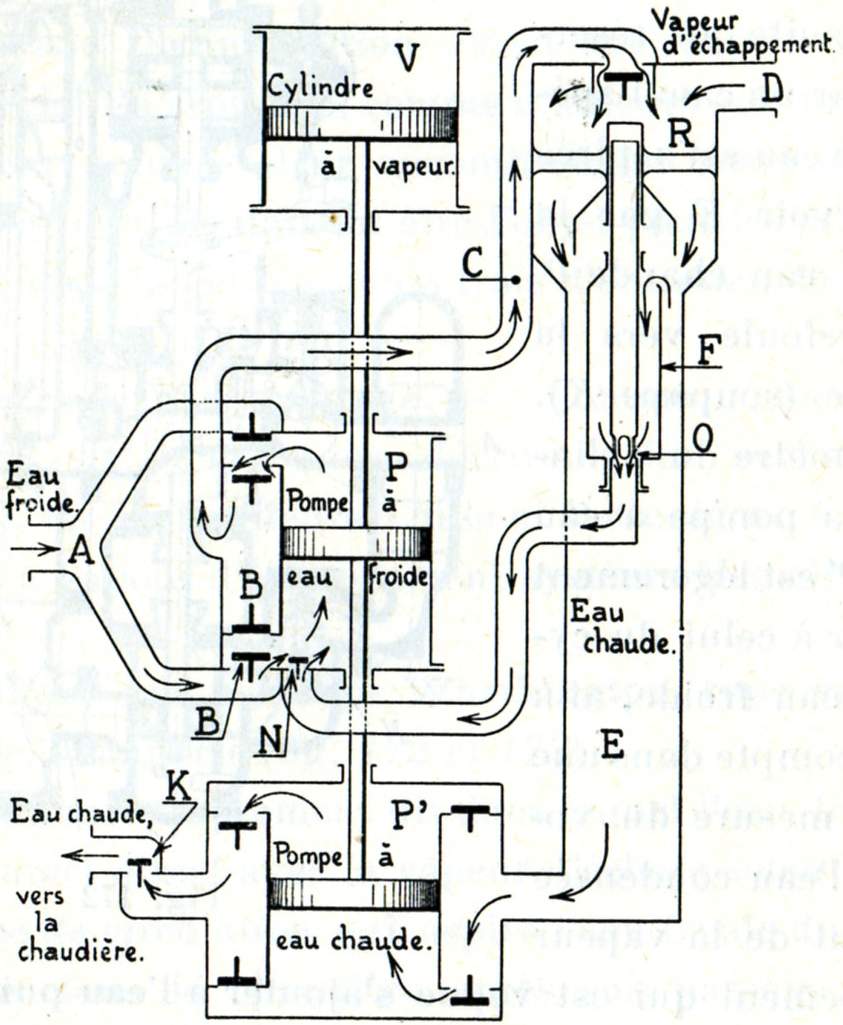
Fig. 173
Une certaine quantité d'eau est donc aspirée du réchauffeur par le cylindre à eau froide et y retourne, réduisant d'une quantité égale l'eau froide aspirée au tender. Quand le niveau de l'eau dans le baquet F a été ainsi réduit, il flotte de nouveau automatiquement et les orifices du by-pass se referment.
Un séparateur d'huile est placé sur la conduite amenant la vapeur d'échappement au réchauffeur.
La figure 173 représente schématiquement le réchauffeur décrit ci-dessus.
Autant que possible, la pompe ne doit fonctionner qu'à modérateur ouvert ; quand la vapeur d'échappement fait défaut, on refoule de l'eau à température relativement basse, (40 à 60°), elle n'est échauffée que par la décharge de la pompe elle-même. Il est préférable dans ce cas d'arrêter la pompe et d'alimenter, si c'est nécessaire, au moyen de l'injecteur ordinaire.
Le mécanicien s'arrangera donc de façon que le débit du réchauffeur Worthington soit aussi continu et aussi régulier que possible pour éviter de devoir recourir à l'injecteur ordinaire.
Le réchauffeur Worthington permet de réaliser une économie de combustible et d'eau d'alimentation. Ce dernier avantage est appréciable dans les régions où l'eau est rare et où sa qualité exige des frais d'épuration assez élevés.
La bonne conservation de ces appareils en temps de gelée exige des soins attentifs.
Ce réchauffeur est monté sur toutes les locomotives type 29. La figure 174 représente l'ensemble de l'installation. Celle-ci comporte trois parties principales :
L'eau froide, aspirée du tender, est refoulée dans le réchauffeur par une pompe centrifuge P2.
Dans le réchauffeur, l'eau froide est injectée en A (fig. 175). dans la vapeur d'échappement à laquelle elle se mélange.
L'eau chaude qui résulte de ce mélange, descend vers une pompe à piston, aspirante et foulante, disposée horizontalement. Cette pompe refoule l'eau dans la chaudière.
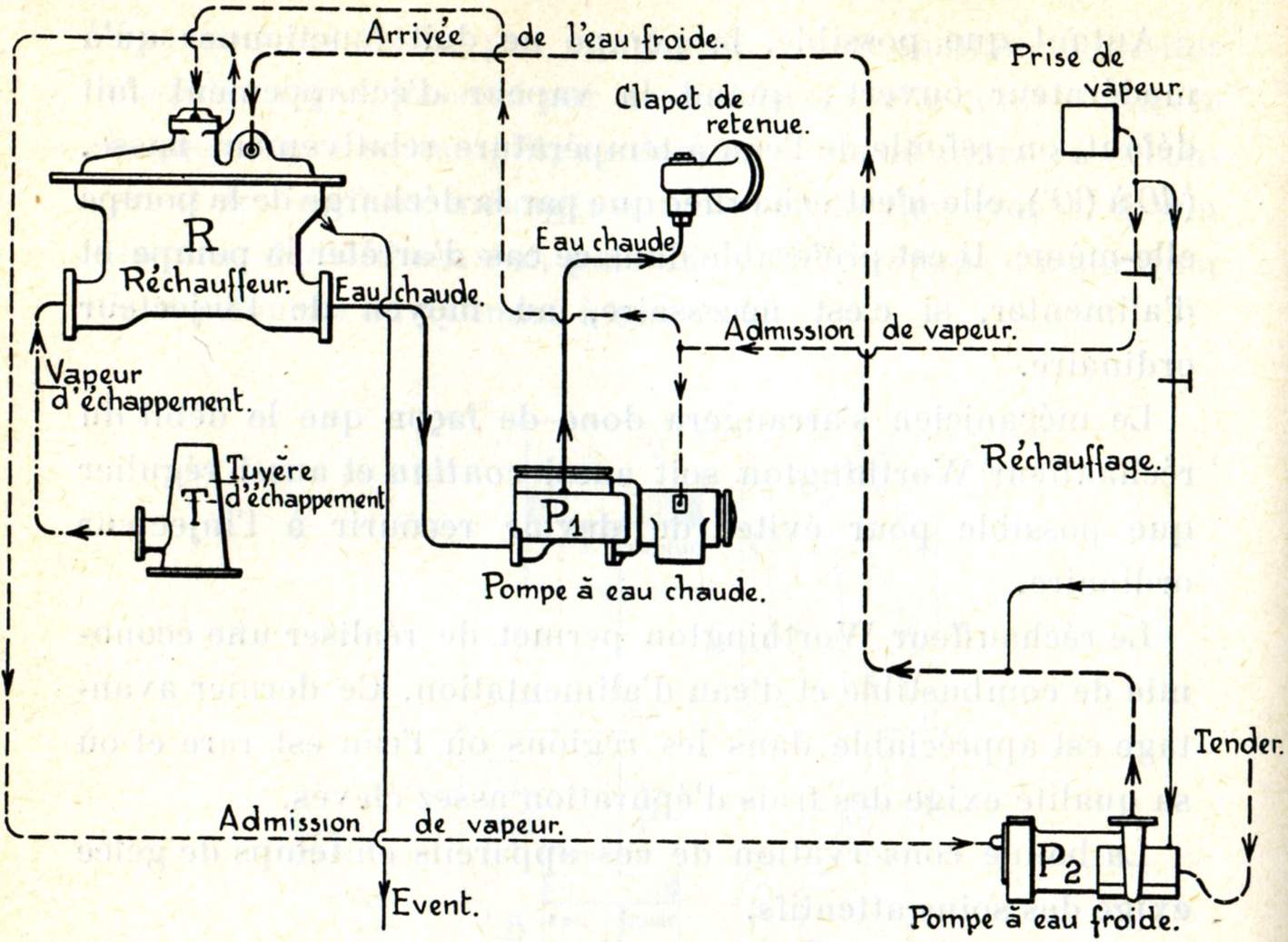
Fig. 174. - Réchauffeur par mélange Worthington, type horizontal.
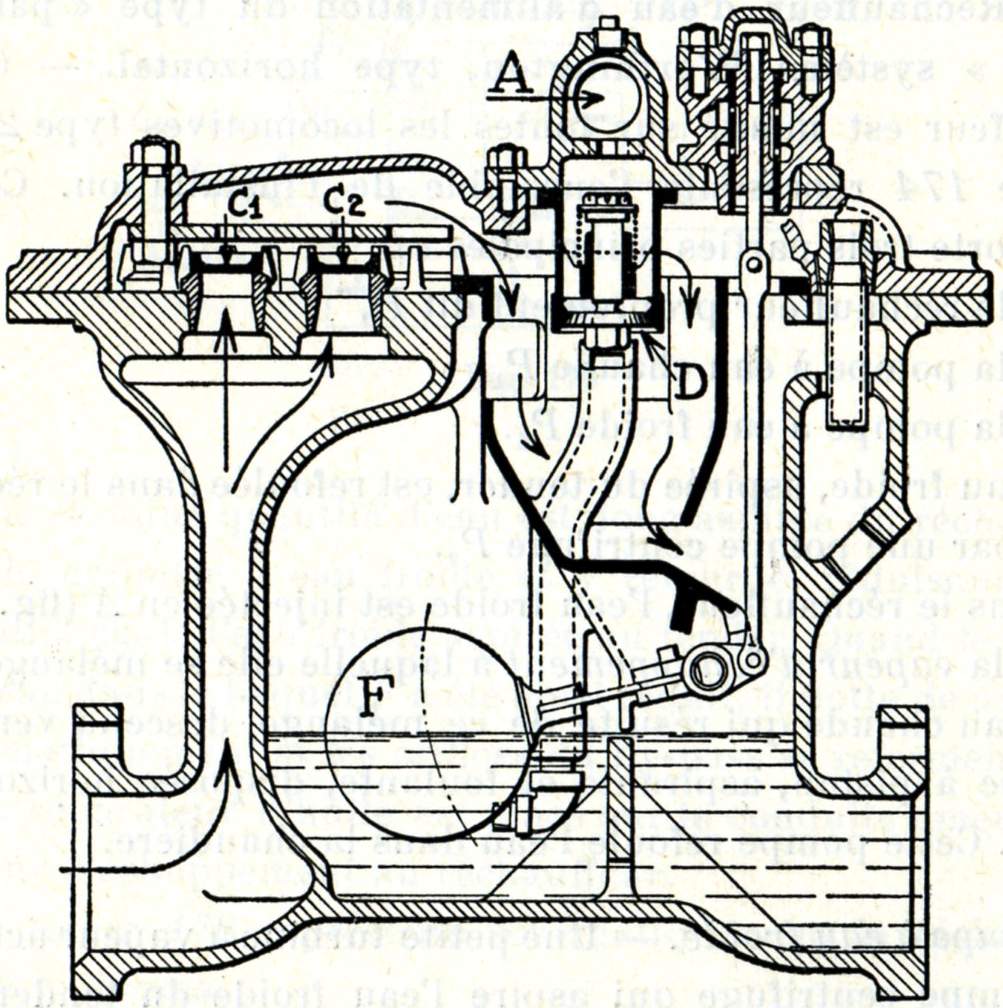
Fig. 175. - Chambre de mélange du réchauffeur Worthington.
Pompe à eau froide. - Une petite turbine à vapeur actionne la pompe centrifuge qui aspire l'eau froide du tender et la refoule dans le mélangeur. La vitesse de rotation de la pompe est de 3.600 t/min.
La turbine et la pompe sont graissées par l'huile qui remplit le carter intercalé entre les deux.
La quantité d'eau froide refoulée dans le réchauffeur est réglée par un flotteur à boule F (fig. 175), dont la position dépend du niveau de l'eau chaude dans le réchauffeur.
Ce flotteur à boule, selon qu'il monte ou qu'il descend, ferme, modère ou ouvre la prise de vapeur vive admise dans la turbine qui commande la pompe centrifuge à eau froide.
Réchauffeur (fig. 175). - La vapeur d'échappement pénètre dans le réchauffeur par un groupe de clapets C1 C2 ... dits de non retour, elle se mélange à l'eau froide qui pénètre par le clapet d'injection D.
Ce clapet s'ouvre sous la pression de l'eau froide. Celle-ci tombe en pluie dans le réchauffeur à la rencontre de la vapeur d'échappement grâce au plateau horizontal fixé sur le bout inférieur de la tige du clapet.
Le mélange d'eau et de vapeur se fait dans la proportion approximative de cinq parties d'eau froide pour une partie de vapeur d'échappement.
Les clapets C1 C2, qui s'ouvrent du dehors vers le dedans, empêchent que, à la suite d'une avarie, l'eau chaude déborde dans la tuyère d'échappement et de là dans les cylindres en suivant un trajet inverse à celui indiqué par les flèches.
Pompe à eau chaude. - La pompe à eau chaude est une pompe à piston aspirante et foulante, elle est commandée par un distributeur qui reçoit de la vapeur à la pression de la chaudière. Elle peut fonctionner avec de l'eau très chaude, c'est-à-dire à une température supérieure à 100°.
La température de l'eau d'alimentation est inférieure d'environ 6° à la température de la vapeur d'échappement à l'intérieur du réchauffeur. Ainsi, pour une pression de un kg/cm² de la vapeur d'échappement dans le réchauffeur, la température de l'eau d'alimentation sera de 116° environ.
Cette température varie parce que la pression de la vapeur d'échappement dépend de la contrepression qui s'exerce sur le piston de la locomotive.
La valeur de cette contrepression dépend elle-même du dispositif d'échappement adopté, elle varie de 150 gr/cm² à 500 gr/cm² et, même dans certains cas, elle atteint 800 gr/cm².
Lorsque la locomotive développe son travail maximum, le tirage dans la boîte à fumée doit aussi être maximum et la contrepression sera plus élevée car elle est proportionnelle au carré du débit de la vapeur de décharge.
Il s'ensuit que la température de l'eau chaude sera d'autant plus élevée que le travail développé par la locomotive sera lui-même plus grand et, par conséquent, on refoulera à la chaudière de l'eau plus chaude, d'où une récupération de chaleur plus grande se traduisant par une économie de charbon supérieure.
Vanne anti-gel. - Par temps froid, un peu de vapeur vive est dirigée vers les parties exposées à la gelée, c'est-à-dire :
Events. - L'oxygène et les autres gaz qui se dégagent de l'eau chaude d'alimentation, s'échappent du réchauffeur par des tuyaux d'évent dont l'un débouche à l'avant de la cheminée et l'autre sous le cendrier.
Remarque. - Les réchauffeurs Worthington par mélange du type horizontal, montés sur les locomotives type 29, ne comportent pas de déshuileur, les américains n'installent le déshuileur que sur demande.
La Société A.C.F.I. (note 126) a mis sur le marché un type de réchauffeur d'eau d'alimentation basé, comme le réchauffeur Worthington, sur le mélange direct de la vapeur d'échappement à l'eau d'alimentation.
Le fonctionnement est indiqué schématiquement fig. 176. L'appareil comporte une pompe double à eau froide F et à eau chaude C actionnée par un cylindre à vapeur V, comme dans l'appareil Worthington. L'eau froide venant du tender est reçue dans une poche A où elle est aspirée par le cylindre à eau froide F et refoulée dans le tuyau T d'où elle est projetée sous forme de pluie fine à travers la vapeur d'échappement amenée en B. La prise de vapeur à la colonne d'échappement des cylindres est réglée par un volet, elle traverse ensuite un régulateur de pression et un séparateur d'huile B avant de se rendre au réservoir dans lequel l'eau froide est projetée sous forme de pluie comme il est dit ci-dessus. Le volet et le régulateur de pression sont les mêmes que ceux figurés en F et en T (fig. 171).
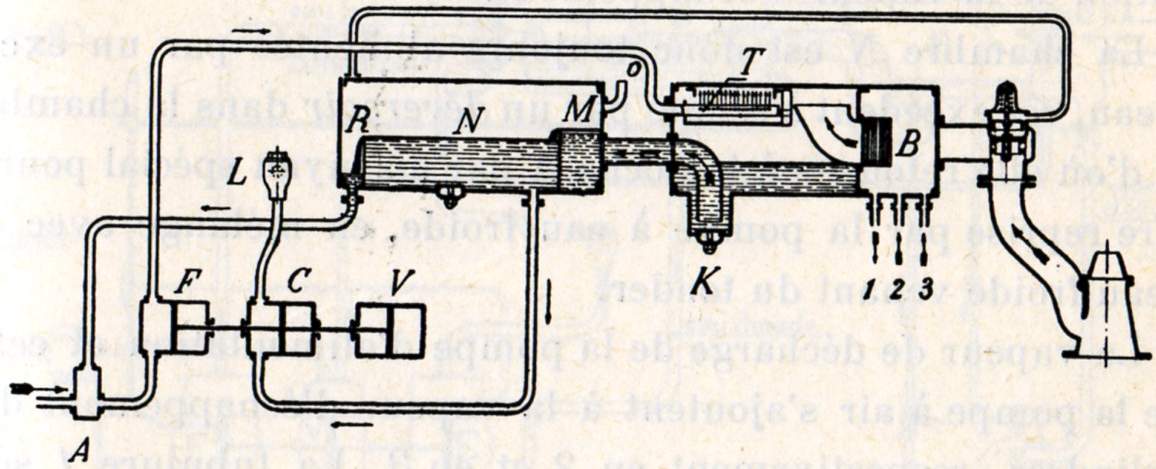
Fig. 176 Réchauffeur par mélange à déversoir, système A.C.F.I. (Caille-Pottonié).
L'eau froide sortant du tuyau T, en contact intime avec la vapeur d'échappement, condense celle-ci en s'échauffant à une température qui atteint normalement 100° C. Les sels calcaires qu'elle contient se précipitent partiellement et sont recueillis dans une poche de vidange K.
L'eau, après s'être ainsi échauffée, s'écoule suivant les flèches et pénètre dans le deuxième réservoir par une première chambre M, puis s'écoule de là, par un déversoir, dans la chambre N où elle est prise par la pompe à eau chaude C qui la refoule ensuite, en L, dans la chaudière.
Les chambres M et N dans lesquelles séjourne l'eau chaude communiquent entre elles et avec l'atmosphère par l'orifice 0. Pendant le séjour dans ces chambres, l'eau abandonne les gaz qu'elle contenait en dissolution et qui se dégagent sous l'effet de la chaleur. Ces gaz sont évacués en 0. On voit donc que, d'après les dispositions adoptées, il faut être assuré que le réservoir N soit toujours rempli d'eau chaude. Pour y arriver, le débit de la pompe à eau froide est légèrement supérieur à celui de la pompe à eau chaude. A l'eau refoulée par la pompe à eau froide s'ajoute d'ailleurs celle qui provient de la condensation de la vapeur d'échappement.
La chambre N est donc toujours alimentée par un excès d'eau, cet excédent s'écoule par un déversoir dans la chambre R d'où elle retourne à la poche A par un tuyau spécial pour y être reprise par la pompe à eau froide, en mélange avec de l'eau froide venant du tender.
La vapeur de décharge de la pompe d'alimentation et celle de la pompe à air s'ajoutent à la vapeur d'échappement des cylindres, respectivement en 2 et en 3. La tubulure 1 sert à évacuer l'huile et les impuretés arrêtées par le séparateur d'huile placé dans la chambre B.
L'appareil A.C.F.I., tel qu'il est décrit ci-dessus, à été appliqué aux locomotives types 1, 7, 9, 10, etc.
(fig. 177). - L'appareil comporte, comme le précédent, une pompe horizontale munie de dispositifs spéciaux assurant un fonctionnement avec de l'eau à haute température (100°). Cette pompe comprend un cylindre à vapeur V, actionnant directement deux cylindres placés en tandem et dont l'un F aspire l'eau froide du tender et l'amène au réchauffeur et l'autre E reprend l'eau chaude pour la refouler à la chaudière.
Ce réchauffeur est également constitué de deux corps cylindriques M et G, communiquant entre eux par un tuyau de large section.
Le premier corps M est la chambre de mélange dans laquelle est installé un déshuileur D. La chambre de mélange constitue le réchauffeur proprement dit, dans lequel l'eau froide à réchauffer condense la vapeur d'échappement utilisée pour le réchauffage et préalablement déshuilée.
Le deuxième corps G est la chambre de dégazage et de mise en charge. Il est en communication avec l'atmosphère par un évent qui assure le dégazage de l'eau réchauffée. C'est ce deuxième corps qui alimente la pompe à eau chaude.
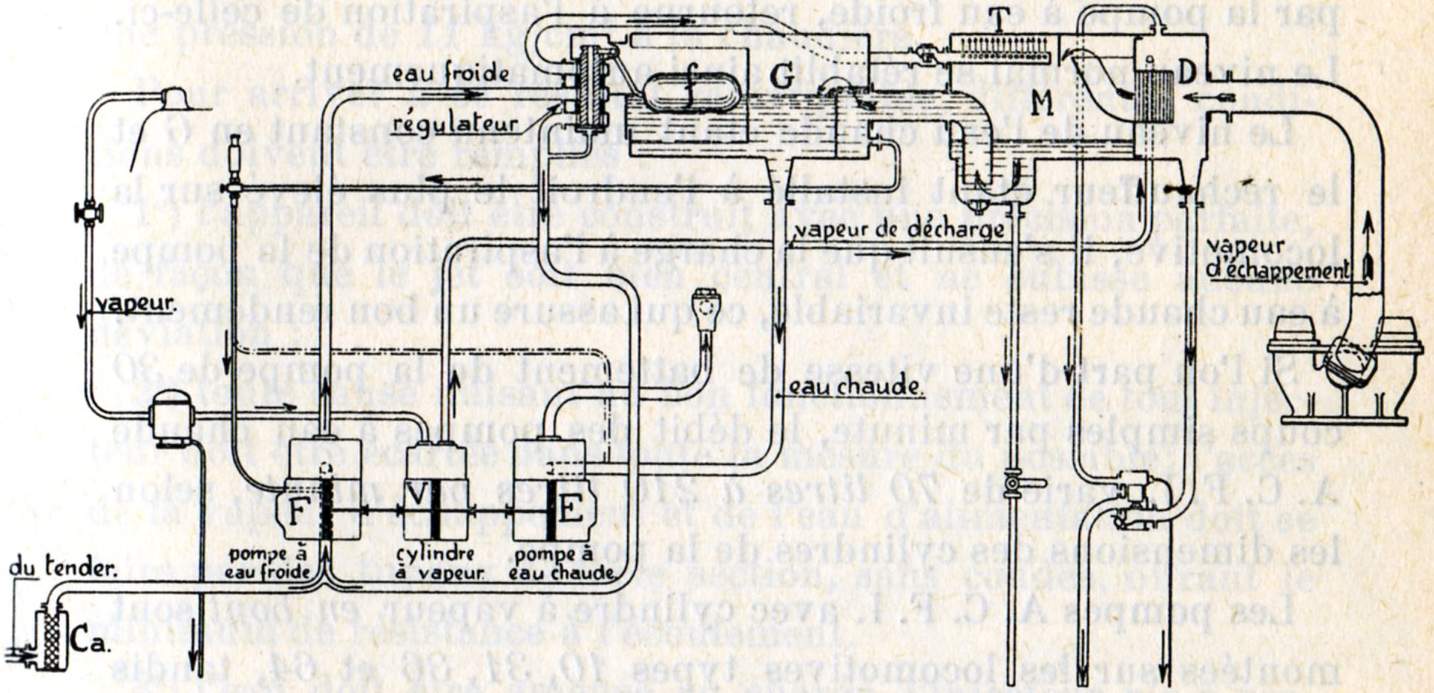
Fig. 177. - Réchauffeur par mélange à flotteur A.C.F.I. type RM intégral.
Circulation de l'eau. - L'eau froide du tender est aspirée à travers la crépine d'aspiration Ca par la pompe à eau froide qui la refoule dans la chambre de mélange M par un tuyau crépine T.
L'eau froide est projetée par les orifices du tuyau crépine en jets qui viennent se briser sur la paroi supérieure et retombent en pluie.
L'eau froide se mélange ainsi intimement à la vapeur qu'elle condense et se trouve portée rapidement à la température d'ébullition (100°).
L'eau chaude ainsi formée se rend à la chambre de dégazage et de mise en charge G sous l'effet de la pression qui règne dans la chambre de mélange. Les gaz en dissolution dans l'eau se dégagent sous l'effet de la chaleur et sortent par un évent placé à la partie supérieure de cette chambre.
De la chambre G, l'eau chaude descend vers la pompe à eau chaude E qui la refoule à la chaudière.
Régulateur de niveau d'eau. - Lorsque le niveau de l'eau monte dans la chambre G, le flotteur f fait déplacer le tiroir équilibré du dispositif placé sur le tuyau de refoulement de l'eau froide de telle sorte qu'une partie de l'eau froide, refoulée par la pompe à eau froide, retourne à l'aspiration de celle-ci. Le niveau normal se rétablit ainsi automatiquement.
Le niveau de l'eau chaude étant maintenu constant en G et le réchauffeur étant installé à l'endroit le plus élevé sur la locomotive, il s'ensuit que la charge à l'aspiration de la pompe à eau chaude reste invariable, ce qui assure un bon rendement.
Si l'on part d'une vitesse de battement de la pompe de 30 coups simples par minute, le débit des pompes à eau chaude A.C.F.I. varie de 70 litres à 210 litres par minute, selon les dimensions des cylindres de la pompe.
Les pompes A.C.F.I. avec cylindre à vapeur en bout sont montées sur les locomotives types 10, 31, 36 et 64, tandis que sur les locomotives du type 1, la pompe est avec cylindre à vapeur central.
L'injecteur jouit d'une propriété très importante dont on a tiré une application des plus heureuse. La pression du jet d'eau qui sort de l'injecteur par le tuyau de refoulement peut être de beaucoup supérieure à la pression de la vapeur qu'on envoie dans l'injecteur. Conclusion : la pression de la vapeur qui fait fonctionner l'injecteur peut être inférieure à la pression de la chaudière à alimenter. C'est en partant de cette propriété qu'on a pu réaliser des injecteurs fonctionnant avec la vapeur d'échappement des cylindres.
Le principe de l'injecteur à vapeur d'échappement Metcalfe est le même que celui d'un injecteur ordinaire, on y distingue aussi (fig. 178) un ensemble de pièces destiné à produire un jet d'eau animé d'une vitesse aussi grande que possible et un autre ensemble de pièces destiné à convertir cette vitesse en pression.
Ici, toutefois, la vapeur utilisée est prélevée à l'échappement : sa pression n'est pas fort élevée, elle oscille aux environs de 0,2 à 0,3 kg/cm². L'énergie que possède cette vapeur est toutefois encore assez considérable et par sa condensation progressive, elle est encore capable de communiquer à l'eau une vitesse considérable, suffisante même pour vaincre une pression de 11 kg/cm² à la chaudière.
Pour arriver à ce résultat remarquable, différentes conditions doivent être remplies :
Le dernier cône de mélange comporte un clapet à charnière, ce qui, comme on l'a vu page 107, donne à l'injecteur la propriété d'être restarting.
A l'amorçage de l'injecteur, le clapet à charnière s'ouvre et le mélange de vapeur et d'eau passe librement dans le trop-plein. Quand la condensation a lieu, un vide est créé dans le cône de mélange, ce qui ferme le clapet et forme un jet continu. Si, pour une cause quelconque, le jet est interrompu, la pression de la vapeur ouvre le clapet, l'eau et la vapeur s'échappent librement, jusqu'à ce qu'un vide soit de nouveau créé et la continuité du jet rétablie.
Le cône de refoulement et le clapet de retenue n'offrent rien de particulier. La figure 178 représente la coupe longitudinale de cet injecteur. La vapeur d'échappement y accède en A par une tubulure de grand diamètre, l'ouverture d'entrée A peut être fermée par un clapet C oscillant autour d'une charnière horizontale. Le clapet peut être serré sur son siège par une came B montée sur une tige verticale manœuvrée de la marquise.
Lorsque le passage A est ouvert, la vapeur d'échappement remplit la chambre D et s'écoule sous forme de jet par la tuyère T.
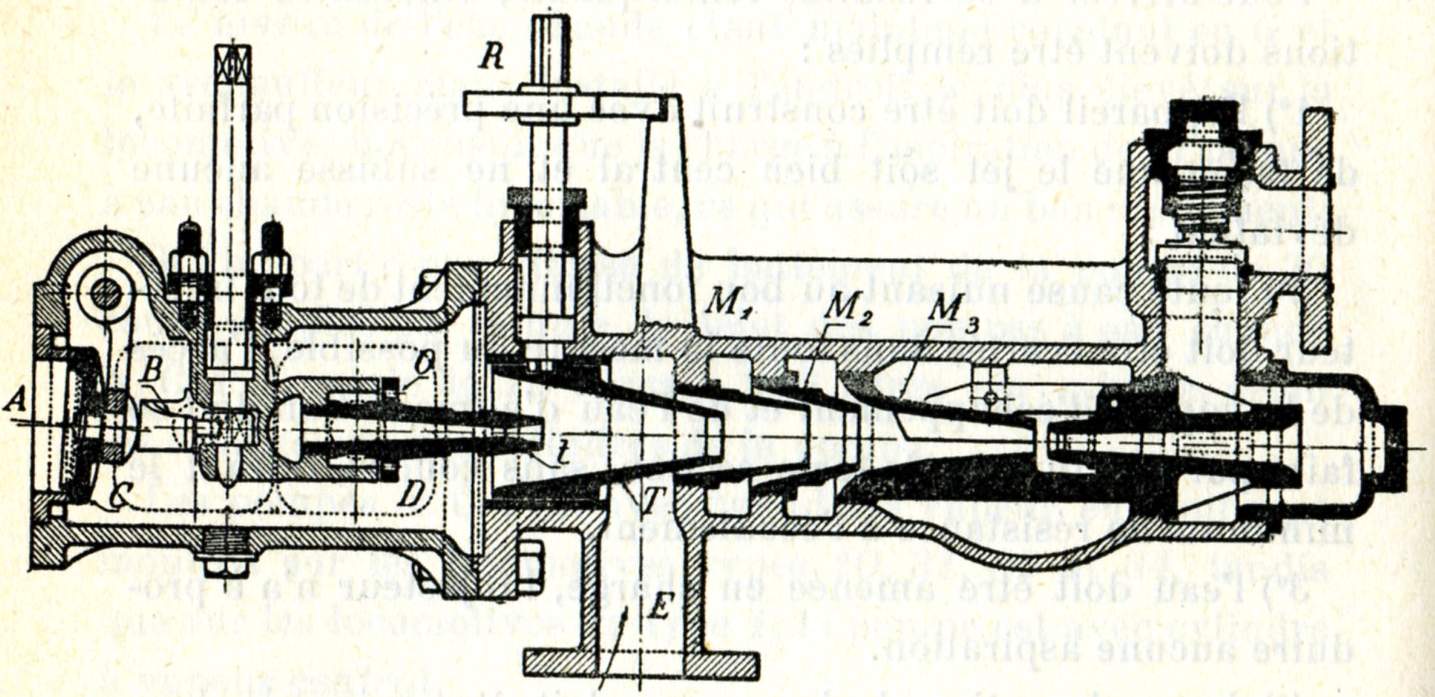
Fig. 178. - Injecteur à vapeur d'échappement système Metcalfe, type F.
L'eau arrive en E, la condensation a lieu dans les cônes de mélange M1 M2 M3 ; le reste se comprend immédiatement par l'examen de la figure. Le bon fonctionnement exige que la quantité d'eau appelée soit exactement celle qui convient, ni plus ni moins ; pour opérer ce réglage, la tuyère T est mobile dans le sens longitudinal comme celle des premiers injecteurs Giffard (voir page 102). Ici le déplacement est réalisé au moyen d'un pivot excentré monté à l'extrémité d'une tige verticale R commandée de la marquise, c'est le régulateur d'eau. Le passage annulaire offert à l'eau augmente ou diminue suivant qu'on écarte ou qu'on approche la tuyère T de l'entrée du cône M1. La position exacte est celle qui n'occasionne aucune perte d'eau ni de vapeur par le trop-plein.
Nous avons dit qu'un injecteur semblable pouvait alimenter avec la vapeur d'échappement seule contre une pression de 11 kg/cm². Pour alimenter à une pression plus élevée, le jet de vapeur d'échappement est renforcé, suivant son axe, par un jet de vapeur vive dite vapeur supplémentaire, débouchant par une tuyère t.
En fonctionnement normal, pour les pressions dépassant 11 kg/cm², le jet de vapeur est donc composé d'un jet annulaire de vapeur d'échappement et d'un jet central de vapeur vive.
Lorsqu'on ferme le modérateur, la vapeur d'échappement faisant défaut, on la remplace par une certaine quantité de vapeur vive, dite vapeur auxiliaire qui, sortant par les orifices 0, se détend dans la chambre D, ferme par sa pression le clapet G et joue exactement le même rôle que la vapeur d'échappement.
Dans la disposition en usage à la S.N.C.B., l'introduction dans la chaudière est ménagée à l'arrière, la vapeur vive et la vapeur auxiliaire sont prélevées au même endroit, les valves de prise de vapeur et le refoulement formant une seule pièce.
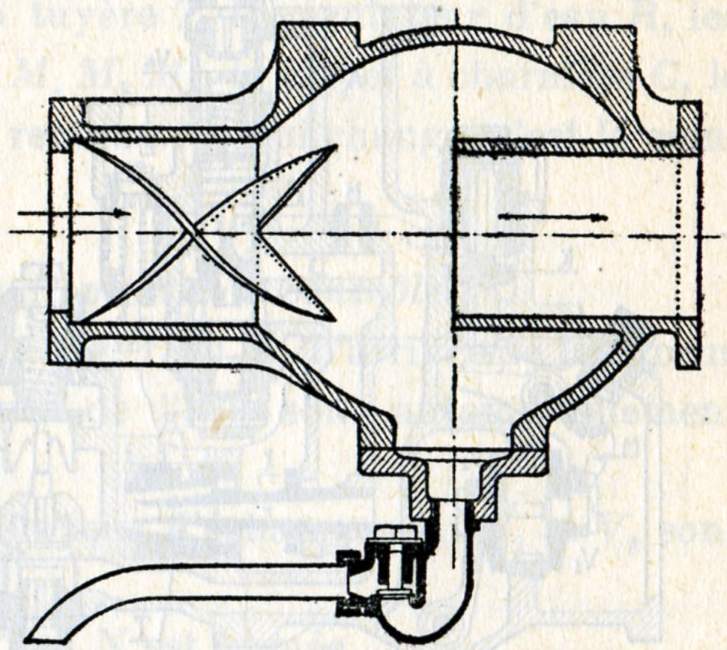
Fig. 179. - Séparateur d'huile.
Un séparateur d'huile est installé sur la conduite qui amène la vapeur d'échappement à l'injecteur (fig. 179). La vapeur traverse l'appareil dans le sens des flèches, la présence d'une paroi médiane tordue en hélice l'oblige à prendre un mouvement giratoire, projetant les particules d'huile contre les parois de l'appareil. L'huile et le cambouis une fois en contact avec les parois y restent adhérents et sont recueillis à la partie inférieure. Un purgeur est installé à cet endroit, de sorte que l'appareil sépare et évacue automatiquement les impuretés de la vapeur avant son entrée dans l'injecteur.
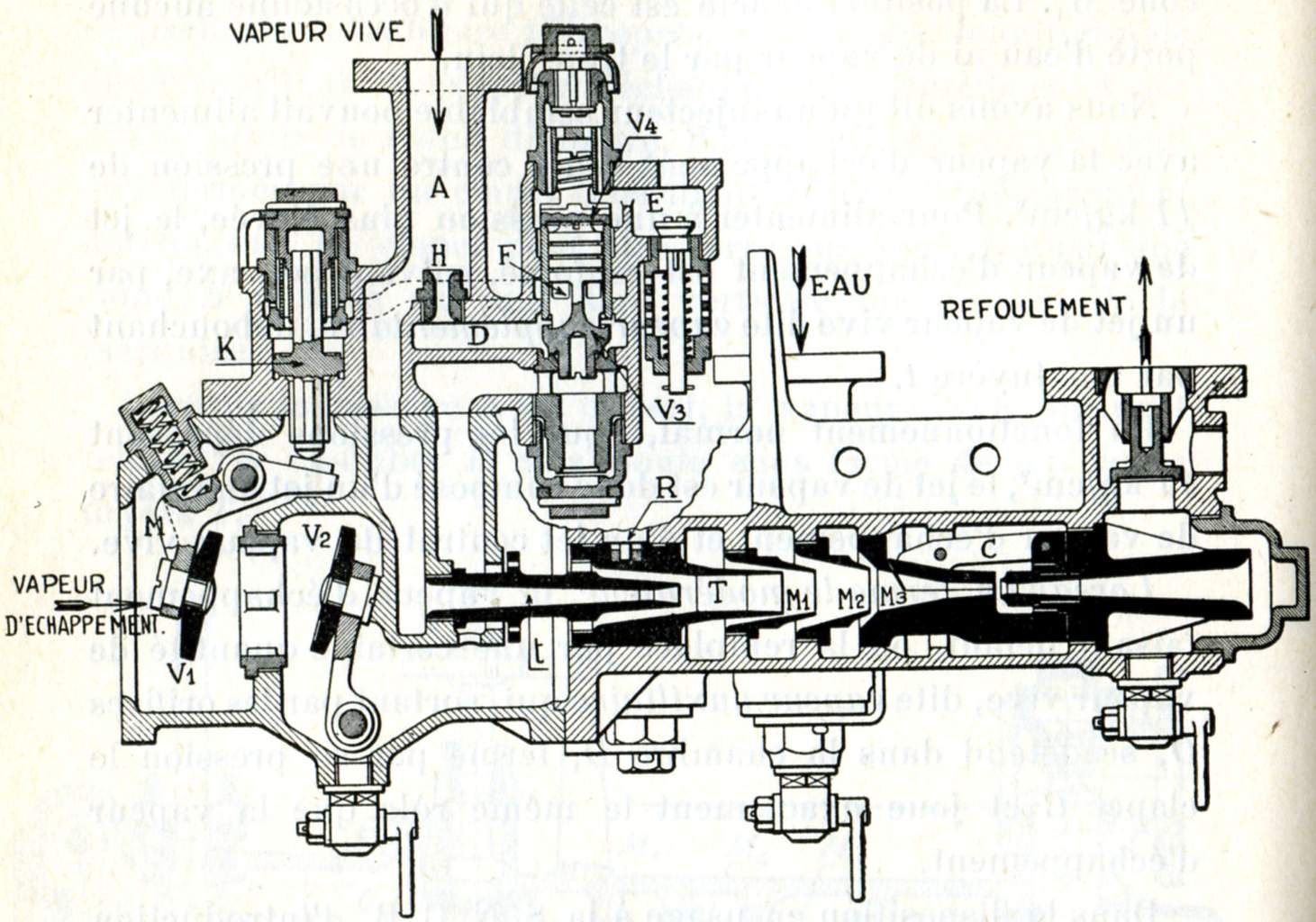
Fig. 180. - Injecteur à vapeur d'échappement, système Metcalfe Type H. - Injecteur ouvert.
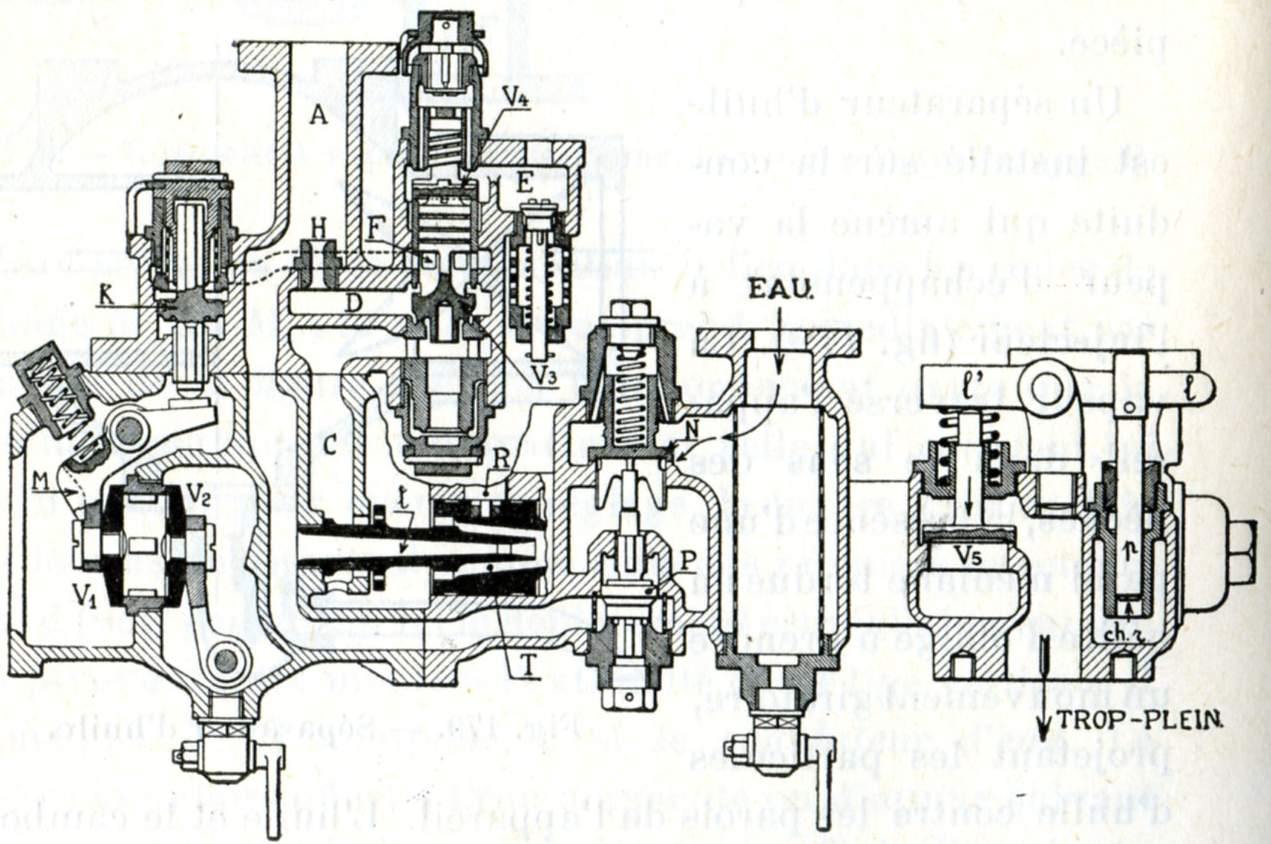
Fig. 181. -Injecteur fermé.
L'injecteur Metcalfe type H (fig. 180) constitue un perfectionnement notable sur le type précédent en ce sens qu'il fonctionne automatiquement.
Une seule manœuvre suffit pour l'amorçage : l'ouverture de la prise de vapeur vive. Dès ce moment, toutes les valves : valve d'admission de la vapeur d'échappement, valve d'arrivée de l'eau, valve de vapeur auxiliaire, valve de trop-plein, fonctionnent automatiquement grâce à la présence d'une valve de contrôle automatique (V3).
La seule autre manœuvre parfois nécessaire, c'est le réglage du régulateur d'eau R pour faire varier la quantité d'eau à fournir à la chaudière.
Description. - La figure 180 montre qu'en ce qui concerne le corps de l'injecteur proprement dit, le type H ne diffère pas du type F. Nous y retrouvons, en effet, la partie centrale inchangée, c'est-à-dire la tuyère T, le régulateur d'eau R, les trois cônes de mélange M1 M2 M3, le clapet à charnière C, le divergent et le clapet de retenue. Ce qui change, c'est la commande des manœuvres.
1) Fonctionnement du dispositif de contrôle.
A) L'injecteur est fermé (fig. 181). - L'arrivée de la vapeur d'échappement et l'arrivée de l'eau sont automatiquement coupées :
B) Le modérateur est ouvert. - L'injecteur fonctionne avec de la vapeur d'échappement (fig. 180). - La prise de vapeur vive sur la chaudière est ouverte, de la vapeur vive arrive à l'injecteur par le passage A, elle entre dans le corps de l'injecteur par la tuyère de vapeur vive supplémentaire t.
En même temps, la vapeur vive passe également au-dessous du piston de contrôle P de la valve d'arrivée de l'eau N (visible sur les figures 181 et 182), repousse ce piston P sur son siège et ouvre ainsi la valve admettant l'eau d'alimentation dans l'injecteur.
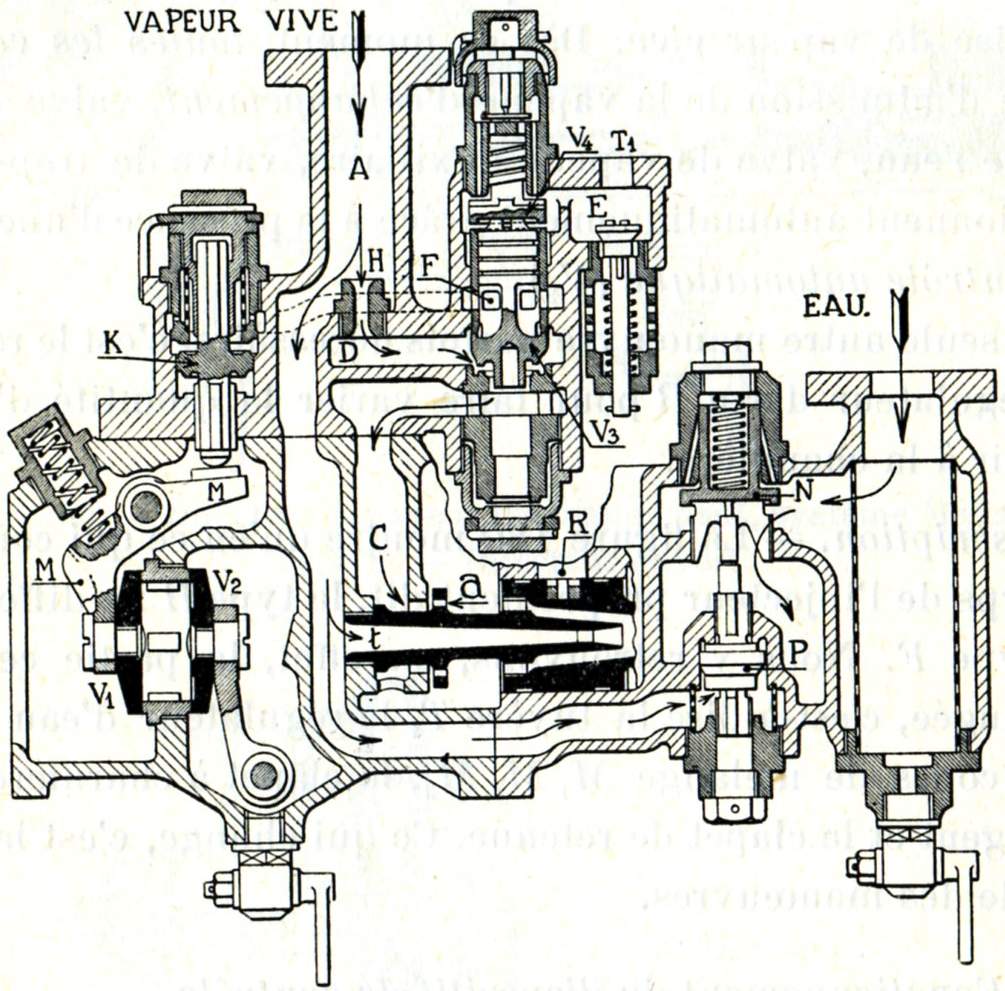
Fig. 182. - Modérateur fermé. L'injecteur fonctionne avec de la vapeur vive.
En même temps toujours, la vapeur passe par le cône de contrôle H et entre dans la chambre D.
Le modérateur étant ouvert, la vapeur de la boîte à vapeur des cylindres, amenée par le tuyau de raccord T1 (fig. 182 et 183), entre dans la chambre E et pousse la valve auxiliaire de contrôle V4 sur son siège.
La pression qui règne dans la chambre E est donc égale à la pression d'admission de vapeur aux cylindres. (Cette pression est nulle pendant la marche à modérateur fermé).
Cette valve maintient la valve automatique V3 sur son siège inférieur, permettant ainsi à la vapeur vive de la chambre D de s'écouler par le passage F au-dessus du piston de contrôle de la vapeur d'échappement K, mais l'empêchant de s'écouler dans l'injecteur par le passage de vapeur auxiliaire C.
Le piston de contrôle de la valve de vapeur d'échappement K, poussé par la vapeur vive, descend et, par son action sur le levier M, ouvre la valve de la vapeur d'échappement V1.
La vapeur d'échappement ouvre alors la deuxième valve de vapeur d'échappement V2 et entre directement dans l'injecteur.
Ainsi, l'injecteur s'amorce et fonctionne à la vapeur d'échappement aussi longtemps que le modérateur est ouvert.
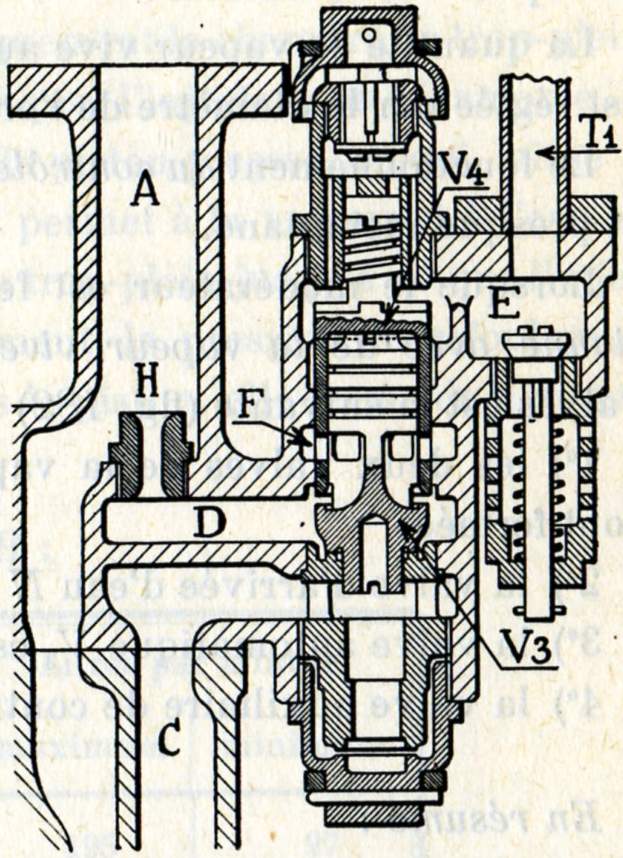
Fig. 183. - Valve automatique V3 et valve auxiliaire de contrôle V4
La position des valves est alors la suivante (fig. 180) :
C) La locomotive roule à modérateur fermé ou la locomotive est à l'arrêt. - L'injecteur fonctionne avec de la vapeur vive (fig. 182). - Le modérateur étant fermé, l'arrivée de la vapeur vive de la boite à vapeur des cylindres est coupée et il n'y a plus de pression dans la chambre E, au-dessus de la valve auxiliaire de contrôle V4. Dès lors, la pression de la vapeur venant par A dans la chambre D remonte la valve automatique V3 contre son siège supérieur, ce qui coupe l'arrivée de vapeur au passage F conduisant au piston de contrôle K, de façon que la valve de vapeur d'échappement se ferme.
En même temps, la vapeur vive de la chambre D entre dans le passage C qui conduit à la tuyère de vapeur vive auxiliaire a et remplace la vapeur d'échappement. Il s'ensuit que l'injecteur continue à fonctionner à la vapeur vive.
La valve V2 est fermée automatiquement par la pression de la vapeur vive auxiliaire.
La quantité de vapeur vive auxiliaire adressée à l'injecteur est réglée par le diamètre de l'orifice du cône de contrôle H.
Le fonctionnement du contrôle est entièrement automatique et presque instantané.
Lorsque le modérateur est fermé et que l'injecteur fonctionne avec de la vapeur vive, la position des différentes valves est la suivante (fig. 182) :
En résumé :
La valve automatique V3 et la valve auxiliaire de contrôle V4 contrôlent le fonctionnement automatique de l'injecteur, c'est-à-dire le passage du fonctionnement avec de la vapeur d'échappement au fonctionnement avec de la vapeur vive quand le régulateur est fermé et vice-versa.
La valve automatique V3 est une valve à piston, à double siège, dont le rôle est de contrôler la sortie de la vapeur vive de la chambre D.
La valve auxiliaire de contrôle V4 est un clapet de retenue dont le rôle est de couper toute communication entre la chambre E et le piston de la valve automatique V3 Elle est actionnée par la vapeur vive venant de la boite à vapeur des cylindres par le tuyau de raccord T, et pénétrant dans la chambre E.
Valve automatique de trop-plein.
La soupape de trop-plein V5 (fig. 181) est fermée par l'action d'un piston p, placé dans la chambre de refoulement (chr) de l'injecteur (partie inférieure à droite de la figure 181).
Ce piston p est relié à un levier l dont l'extrémité l’ appuie sur la tige de la soupape de trop-plein V5.
Lorsque l'injecteur fonctionne, la pression de refoulement, agissant sous le piston p, maintient la soupape V5 sur son siège, fermant ainsi hermétiquement la chambre de trop-plein.
Si, pour une cause quelconque, l'injecteur se désamorce, la pression de refoulement sur le piston p cesse, ce qui laisse la soupape libre de s'ouvrir et permet à la vapeur et à l'eau de s'échapper rapidement par le trop-plein jusqu'à ce que l'injecteur se réamorce. A ce moment, la pression de refoulement augmente et, s'exerçant sous le piston, elle ferme de nouveau la soupape du trop-plein.
Débit des injecteurs type H :
| Injecteur | Litres par minutes | |
| maximum | minimum | |
| n° 10 | 195 | 97 |
| 11 | 227 | 121 |
| 12 | 272 | 144 |
| 13 | 310 | 166 |
| 14 | 363 | 190 |
| 15 | 417 | 212 |
| 16 | 477 | 250 |
Avec de l'eau froide à la température de 15° et de la vapeur d'échappement seule, l'injecteur type H est capable de refouler l'eau d'alimentation contre les pressions suivantes à la chaudière :
| Pression de la vapeur d’échappement kg/cm² |
Pression de refoulement à la chaudière kg/cm² |
| 0,07 | 10,6 |
| 0,20 | 11,6 |
| 0,35 | 12,6 |
| 0,70 | 14,7 |
| 1,00 | 16,8 |
Généralement chaque injecteur reçoit la vapeur au moyen d'une tuyauterie spéciale prenant la vapeur sèche dans le dôme (fig. 184). Ces tuyaux sont conduits le plus possible intérieurement, afin d'éviter toute condensation de la vapeur. C'est ainsi que l'injecteur Gresham, que nous avons décrit, est monté directement sur la face arrière de la boîte à feu ; le tuyau de prise de vapeur, aboutissant en N (fig. 163), est tout à fait intérieur. Les injecteurs non aspirants, comme le Rongy, nécessitent évidemment une tuyauterie extérieure.
Chaque injecteur a sa prise de vapeur distincte.
A l'exception de l'injecteur Gresham, les injecteurs comportent une prise de vapeur principale, placée contre la chaudière et une prise de vapeur secondaire, propre à l'appareil lui-même. La première sert de vanne de sûreté pour les cas d'avarie à la tuyauterie de vapeur, la seconde sert comme vanne de manœuvre de l'injecteur.
Quant au tuyau de refoulement des injecteurs, il aboutit à une boîte renfermant la soupape de retenue. Cette boîte est munie d'une vanne de sûreté, à commande à main, dont le but est de pouvoir isoler la chaudière dans le cas où la soupape d'introduction resterait levée. Dans les injecteurs aspirants, comme le Gresham, ces deux organes nécessaires sont logés dans le corps même de l'injecteur.
Généralement, c'est vers l'avant de la chaudière que débouche le tuyau de refoulement, soit dans l'eau (fig. 184), soit dans la vapeur (fig. 144 et 145).
Il est logique d'amener l'eau d'alimentation vers l'avant, à un endroit de la chaudière où la température est relativement basse, c'est le cas pour la partie d'avant où le faisceau tubulaire est parcouru par des gaz déjà refroidis.
Si l'on ne prenait pas cette précaution, l'eau injectée par intervalle dans la chaudière arriverait en contact avec des tôles très chaudes et provoquerait des contractions et les avaries habituelles qui en résultent.
Fig. 184
Remarquons encore que, dès son entrée dans la chaudière, l'eau étant portée à plus haute température abandonne une grande partie de ses impuretés (boues calcaires), il faut donc choisir, pour faire déboucher le tuyau de refoulement, un endroit où l'accumulation des boues n'offre pas trop de danger et où un lavage convenable soit possible. Or, on ne pourrait mieux choisir dans ce but que l'avant de la chaudière.
On a attribué les corrosions qui se produisent toujours après quelque temps à la partie inférieure du corps cylindrique à la présence d'une certaine quantité d'air dans l'eau d'alimentation. Cet air se dégage immédiatement, c'est pour ce motif que certaines administrations préfèrent déverser l'eau d'alimentation dans la vapeur.
Refoulement de l'eau d'alimentation dans la vapeur. - Les figures 144 et 145 représentent le dispositif appliqué à la locomotive Pacific type 1.
Il est installé dans un dôme identique au dôme de prise de vapeur.
Il comporte un tuyau circulaire T percé de trous par lesquels l'eau d'alimentation, venant de la pompe, tombe en pluie sur quatre étages de chicanes en forme de cornières, d'où elle est dirigée le long du corps cylindrique par deux caisses latérales C en tôle.
L'eau provenant de l'injecteur est lancée par le bec B au-dessus des chicanes.
Dans la locomotive Atlantic type 12, le dispositif est moins complet, il n'y a pas de chicanes mais simplement deux caisses latérales.
Aux locomotives de construction américaine, type 29, le refoulement de l'eau se fait dans la vapeur.
Communication avec le tender. - La liaison des tuyaux d'aspiration des appareils d'alimentation aux prises d'eau du tender doit être tout à la fois flexible et étanche, le tender se déplaçant en marche par rapport à la machine. Pour cela, on réunit les deux conduites par un tuyau en caoutchouc, armé parfois d'un enroulement en fil de fer, ou bien, on utilise des accouplements métalliques à rotules.
Les eaux d'alimentation des chaudières, même les plus limpides, contiennent en dissolution des matières étrangères (des sels) qu'elles ont empruntées aux terrains traversés.
Parmi ces sels, on trouve notamment du bicarbonate de chaux et du sulfate de chaux.
La pierre calcaire, la craie sont des carbonates de chaux ; la pierre à plâtre (le gypse) est un sulfate de chaux.
La solubilité dans l'eau de certains de ces sels diminue avec l'élévation de la température, elle diminue pour tous avec la concentration de la solution saline qui résulte de l'évaporation continuelle, enfin, l'ébullition chasse l'acide carbonique que l'eau contenait et qui maintenait ces produits en dissolution dans l'eau. Pour toutes ces raisons, ces sels, devenus insolubles, se déposent sous forme de boues dans la chaudière et tapissent les tubes et les parois d'une croûte adhérente plus ou moins épaisse que l'on dénomme «incrustation». Ces incrustations apparaissent sous la forme d'une sorte de mortier dont la dureté augmente et qui finit par prendre la cohésion d'une pierre tendre.
Chaque litre d'eau naturelle qui se transforme en vapeur laisse ainsi un résidu de matières solides, qui va de 20 milligrammes à 300 milligrammes, voire davantage. Si nous prenons un chiffre moyen de 150 milligrammes par litre, cela fait 150 grammes par m³. Or, comme beaucoup de chaudières de locomotives vaporisent de 15 à 20 m³ d'eau par heure, l'on se rend compte de la rapidité avec laquelle se forment les incrustations quand les eaux d'alimentation sont mauvaises.
Les incrustations, dont l'épaisseur atteint parfois plusieurs millimètres, sont mauvaises conductrices de la chaleur, elles diminuent par conséquent la conductibilité des surfaces de chauffe.
Les incrustations empêchent que les tôles soient rafraîchies par l'eau avoisinante. Ces tôles peuvent ainsi être portées à une haute température, même au rouge, d'où diminution de leur résistance et danger d'explosion.
Lavages périodiques des chaudières. - Par le lavage des chaudières tous les 8 à 10 jours, on enlève les matières boueuses.
C'est le cas notamment du carbonate de chaux qui, sous l'effet de l'ébullition dans la chaudière, se sépare, sous forme de boues meubles, facilement éliminables lors du lavage.
Mais si l'on donne à ces boues l'occasion de venir en contact avec des surfaces de chauffe chaudes - par exemple, si l'eau est retirée d'une chaudière encore trop chaude - la boue meuble se cuit, tout comme de la terre à brique, devient très dure, résiste au raclage et son épaisseur va croissant.
Ce qu'il faut, c'est éliminer les sels calcaires dissous dans des appareils épurateurs avant que l'eau arrive aux châteaux d'eau.
En Belgique, les eaux utilisées pour l'alimentation des chaudières de locomotives sont généralement assez dures, c'est-à-dire qu'elles renferment une forte proportion de sels calcaires en dissolution.
Grâce à un traitement chimique approprié (addition de chaux et de soude en ordre principal), il est possible d'amener ces sels calcaires dissous à se déposer avant l'introduction de l'eau dans les chaudières.
Ce traitement chimique se fait dans des appareils spéciaux, appelés épurateurs d'eau, qui sont installés sur le parcours de l'eau vers les châteaux d'eau et dans le voisinage de ceux-ci.
Les boues et matières incrustantes se déposent dans les épurateurs, de sorte que les châteaux d'eau ne reçoivent plus que de l'eau épurée. A la S.N.C.B., 44 postes d'épuration étaient en service en 1947.
La dureté des eaux épurées n'est plus guère que le 1/5 de ce qu'elle était avant l'épuration (note 145_1).
La consommation des locomotives en eau épurée est de 50.000 m³ par jour, ce qui représente 68 % de la consommation globale (77.000 m³).
L'épuration enlève chaque jour 10.000 kg de matières incrustantes. Il s'ensuit une réduction de consommation de charbon et une diminution des frais de réparation aux chaudières. La réduction des dépenses qui en résulte dépasse de loin les frais nécessités par l'épuration.
Remarque. - L'adoucissement des eaux d'alimentation des locomotives rend possible l'emploi des foyers en acier au lieu de foyers en cuivre et de tubes à fumée en acier au lieu de tubes à fumée en laiton, d'où possibilité de nouvelles économies.
Le capital investi dans les locomotives est énorme ; les locomotives types 1 et 29 ont été payées respectivement : 2.000.000 fr. en 1937 et 4.200.000 fr. en 1946 (note 145_2). Il est essentiel d'en retirer le maximum de rendement. Pour cela, il importe de réduire au minimum le temps pendant lequel les locomotives sont immobilisées tant pour les réparations que pour le lavage de leur chaudière.
Dans ce but, on procède au lavage des chaudières au moyen d'eau chaude, ce qui permet de réduire le temps nécessaire pour le refroidissement total de la chaudière dans le cas où le lavage serait effectué à l'eau froide.
C'est ainsi que les locomotives modernes peuvent être lavées à l'eau chaude 8 à 10 heures après le retrait des feux, alors que le lavage à l'eau froide ne pouvait être fait que 20 à 24 heures après le retrait des feux.
De même, on accélère la mise en pression en remplissant la chaudière avec de l'eau chaude.
Enfin, au lieu de laisser couler à l'égoût l'eau chaude provenant de la vidange de la chaudière, on l'amène dans des installations spéciales dans lesquelles l'eau froide devant servir au remplissage est chauffée par la chaleur récupérée de l'eau de vidange.
Après son passage dans les réchauffeurs, l'eau de vidange est utilisée, après filtrage, au lavage de la chaudière.
L'économie réalisée en charbon et en lavages plus efficaces est supérieure aux frais d'entretien et d'amortissement de l'installation de récupération de chaleur.
Pour les chaudières avec foyer en cuivre, on commence la vidange lorsque la pression de la vapeur est tombée à 5 kg/cm², la température de l'eau est encore de 158°.
A ce moment, la chaudière contient environ 6 m³ d'eau et 2,5 m³ de vapeur.
La température de l'eau de lavage ne doit pas dépasser 60°, sinon les laveurs éprouvent trop de difficultés à manier la lance.
Quant à la température de l'eau de remplissage, elle doit être la plus élevée possible, afin d'activer la mise en pression de la locomotive. Cette température varie de 70° à 80°.
En service courant
A défaut de l'épuration préalable des eaux d'alimentation, l'on peut combattre la formation des incrustations en introduisant dans la chaudière des matières qui agissent chimiquement sur les sels dissous pour les transformer partiellement en sels insolubles qui se déposent dans les parties basses de la chaudière à l'état de boues, boues que l'on évacue périodiquement lors des lavages.
Plus les eaux sont mauvaises, plus fréquents doivent être les lavages et plus grande est l'immobilisation des locomotives.
Selon la nature des eaux, on trouve à la base des désincrustants : le carbonate de soude (sel de soude du commerce) et d'autres composés sodiques.
A ces sels, on mélange certains produits organiques, tels que les tannins (extrait de châtaignier) qui ont pour effet d'agir mécaniquement sur les boues, de manière à les rendre pulvérulentes, en les enrobant d'une pellicule de matière organique et en les rendant ainsi moins aptes à adhérer aux parois.
Les tannins ont aussi pour effet de former une pellicule de matières organiques sur les surfaces de chauffe, pellicule qui est de nature à protéger les tôles de la corrosion.
L'emploi des désincrustants dans les chaudières n'est qu'un pis aller. La vraie solution est l'emploi d'épurateurs.
Cependant, l'adoucissement des eaux dans les épurateurs n'est jamais complet. Nous avons vu qu'à la S.N.C.B., les eaux épurées conservent encore 6 degrés hydrotimétriques. Il se conçoit que l'on puisse introduire des désincrustants dans la chaudière pour parachever l'épuration et pour rendre les boues moins adhérentes.
L'usage des désincrustants doit s'accompagner du débourbage, dont nous allons parler.
Nous avons vu que l'emploi de désincrustants dans la chaudière a pour effet de provoquer le dépôt, sous forme de boues pulvérulentes, des sels calcaires et autres dissous dans l'eau.
Ces dépôts s'amassent tout naturellement dans les parties basses de la chaudière, c'est-à-dire au-dessus du cadre du foyer dans les intervalles étroits entre les tôles de la boite à feu extérieure et le foyer proprement dit.
Même les dépôts qui se forment dans le corps cylindrique ont également tendance à descendre vers les parties basses du foyer.
Par suite de la vaporisation intense des chaudières des locomotives, la quantité de boues irait rapidement en croissant si l'on ne prenait soin de les extraire aussitôt que possible après leur formation.
Mais il se passe encore un autre phénomène.
Que l'épuration des eaux se fasse dans la chaudière ou qu'elle se fasse, ce qui est de beaucoup préférable, dans des appareils épurateurs spéciaux, elle nécessite l'emploi de produits chimiques. Or, si la combinaison de ceux-ci avec les sels dissous dans l'eau provoque la séparation d'avec l'eau de la grande masse de ces sels, il se fait en même temps une certaine transformation d'une partie de ces sels en d'autres sels qui, plus solubles, restent dans l'eau. C'est le cas notamment du sulfate de soude.
Au fur et à mesure que l'eau s'évapore, comme les sels en solution ne s'évaporent pas, la concentration de la solution va en s'accroissant.
Sous l'effet de cette concentration excessive des sels solubles combinée avec la présence de matières en suspension flottant à la surface de l'eau, l'eau devient mousseuse. Cette mousse, étant entraînée par la vapeur, provoque le primage de la locomotive, c'est-à-dire que la vapeur emporte avec elle des gouttelettes d'eau, on dit alors que la locomotive prime ou plus vulgairement qu'elle crache.
Il faut donc empêcher que la concentration en sels solubles et en matières en suspension se produise à un point tel que la locomotive prime, or, pour cela il n'y a qu'un moyen, c'est d'opérer des vidanges partielles, fréquentes et régulières des eaux de la chaudière.
Résumons-nous. Il faut procéder à des vidanges fréquentes, d'une part, pour empêcher la concentration des sels dans l'eau de se produire et, d'autre part, pour extraire les boues en suspension dans l'eau, au fur et à mesure de leur formation.
Enfin, la fréquence de ces vidanges exige que cette opération puisse se faire pendant que la locomotive roule et, c'est pour cela que l'on a construit les «débourbeurs», appelés aussi «extracteurs».
La vidange se fait au moins d'heure en heure mais l'opération ne dure que quelques secondes.
Volume d'eau chaude à vidanger. - Si par exemple, l'eau brute renferme 200 gr. de sels solubles par m³ et si, pour éviter le primage, nous nous posons la condition que la quantité de sels solubles en chaudière ne pourra jamais dépasser 2.000 gr. par m³, c'est-à-dire par 1.000 litres, que devons-nous faire ?
Pour chaque m³ d'eau froide supplémentaire introduit dans la chaudière, nous devrons vidanger 100 litres d'eau chaude. En effet, chaque fois que nous vidangeons 1 litre d'eau chaude nous évacuons ![]() grammes de sels solubles. Pour 100 litres d'eau chaude vidangés, nous enlevons de la chaudière 200 gr. de sels solubles, c'est-à-dire l'équivalent de ce que 1 m³ d'eau froide y apporte.
grammes de sels solubles. Pour 100 litres d'eau chaude vidangés, nous enlevons de la chaudière 200 gr. de sels solubles, c'est-à-dire l'équivalent de ce que 1 m³ d'eau froide y apporte.
Il va sans dire que ces 100 litres d'eau chaude évacuent les calories en pure perte.
Pour expulser les boues, il faut donner une issue à l'eau de la chaudière à l'endroit le plus bas possible.
Sous l'effet de la pression intérieure exercée par la vapeur, l'eau chaude est expulsée avec violence à l'extérieur par cette issue en même temps qu'elle entraine les boues en suspension.
Conditions à remplir. - 1°) Si le débourbage présentait un danger quelconque, le machiniste serait tenté de ne pas le faire.
D'où le danger pourrait-il naître ? D'une fermeture imparfaite de l'organe débourbeur.
La fermeture doit donc d'abord être automatique.
En second lieu, la sécurité de fermeture doit être suffisante pour que l'étanchéité soit toujours parfaite, même dans le cas où un déchet de bois, un débris d'incrustation, une tête de rivet éclatée, une perle de soudure, etc., viendrait à s'introduire entre la soupape de purge et son siège. L'effort déployé lors de la fermeture doit donc être capable de broyer et de cisailler ces objets pour assurer le collage de la soupape sur son siège.
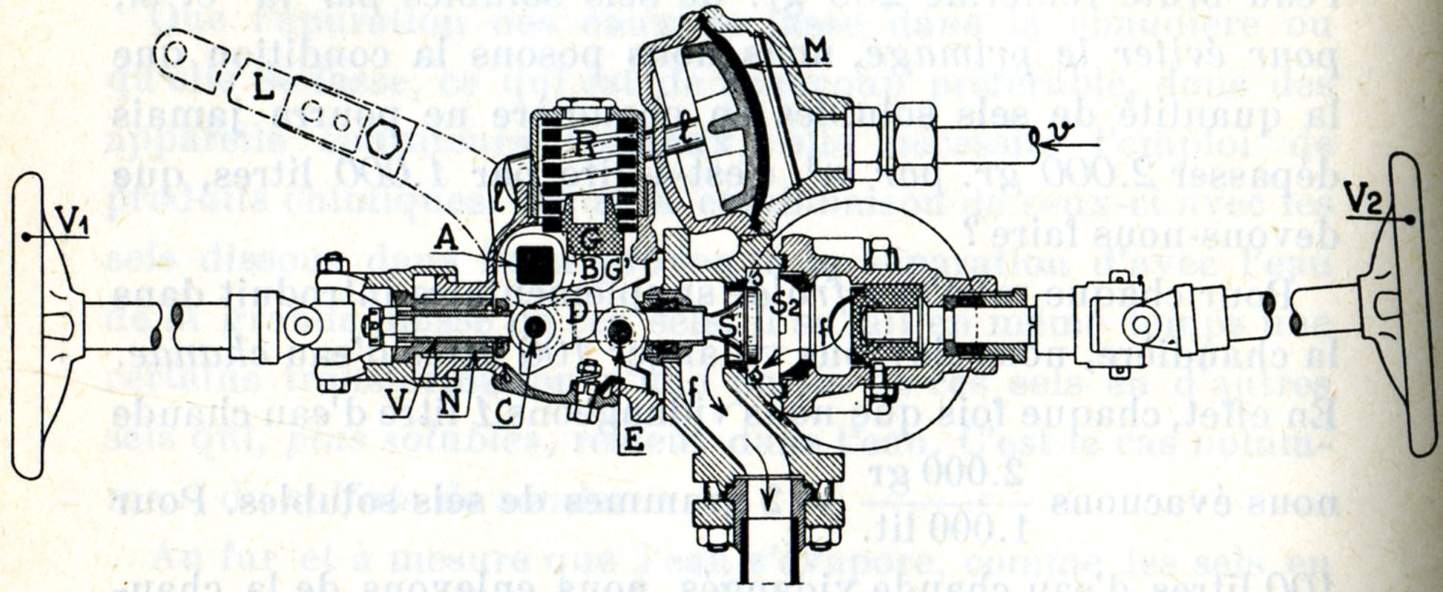
Fig. 185
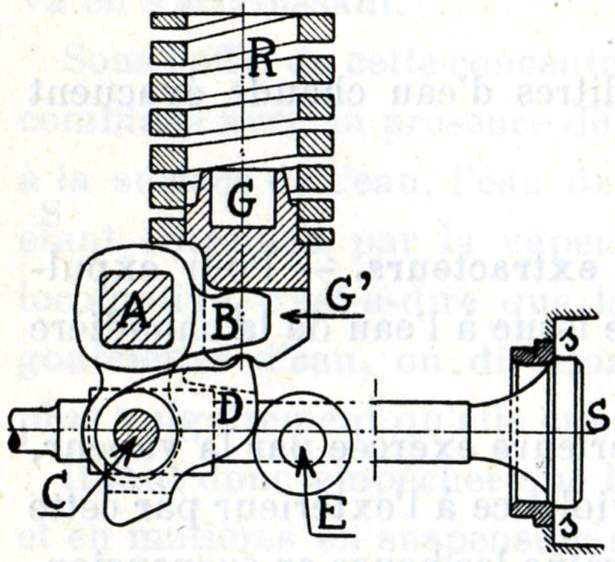 |
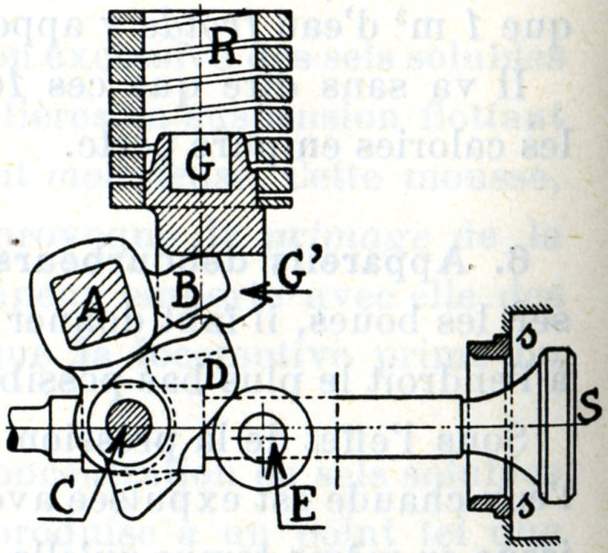 |
| Fig. 186 | Fig. 187 |
| Débourbeur Gestra | |
2°) Il faut encore que l'appareil soit assez simple pour qu'il soit possible d'ouvrir et de fermer rapidement la soupape de purge pendant la marche en l'espace de quelques secondes, ainsi le débourbeur ne sera ouvert que juste le temps nécessaire pour expulser les boues.
3°) Le tuyau de purge ne doit jamais déboucher à l'air libre. Il doit être muni d'un détendeur, à nettoyage automatique, brisant la violence du jet de boue.
Le débourbage en pleine voie ne devra pas endommager la voie, ni encrasser les boites d'essieux, ni atteindre les personnes qui pourraient se trouver le long de la voie.
a) Appareil de débourbage Gestra. - Les figures 185 à 187 représentent le débourbeur Gestra employé sur les locomotives allemandes du type 26 incorporées dans le parc de la S.N.C.B. Il satisfait aux considérations énumérées plus haut.
L'appareil est fixé au trou de vidange de la chaudière.
L'organe essentiel est le dispositif de fermeture et d'ouverture de la soupape de purge S qui, lorsqu'elle s'écarte de son siège s, livre passage au jet d'eau chaude chargée de boue comme le montre la flèche f.
Fermeture de la soupape de purge S. - La soupape S est maintenue fermée par la pression de l'eau de la chaudière d'abord, mais aussi par un ressort très puissant R.
Le ressort R (fig. 186 et 187) presse sur une pièce intercalaire G qui se prolonge par deux palettes G' formant fourche. La pièce AB est en contact avec le fond G de la fourche.
La pièce CD appuie sur les deux branches G' de la fourche.
La pièce AC peut tourner autour de l'axe A entraînant du même coup la came CD.
Enfin, l'axe C est solidaire de la soupape de purge S. Par la pression du ressort R, la came D, appuyant sur le galet fixe E, force la pièce C (donc aussi la soupape) à se déplacer vers la gauche, c'est-à-dire à appliquer la soupape S sur son siège s.
La force du ressort R est de 300 kg, mais par suite de la décomposition des forces au point de contact de la came et du galet fixe, l'effort de fermeture sur la soupape peut atteindre 3.000 kg.
Ouverture de la soupape de purge. - Pour ouvrir la soupape de purge, on dispose de trois moyens :
La rotation de l'axe A entraîne le relèvement de la came CD. D'autre part, l'axe C étant solidaire de la tige de soupape, celle-ci est poussée de la gauche vers la droite, c'est-à-dire dans le sens de l'ouverture.
La membrane actionne le levier l et celui-ci, tout comme le levier à main, agit sur les pièces AB et CD, comme exposé ci-dessus.
L'on peut refermer la soupape, en tournant le volant en sens inverse.
Fermeture de réserve avec bague obturatrice tranchante.
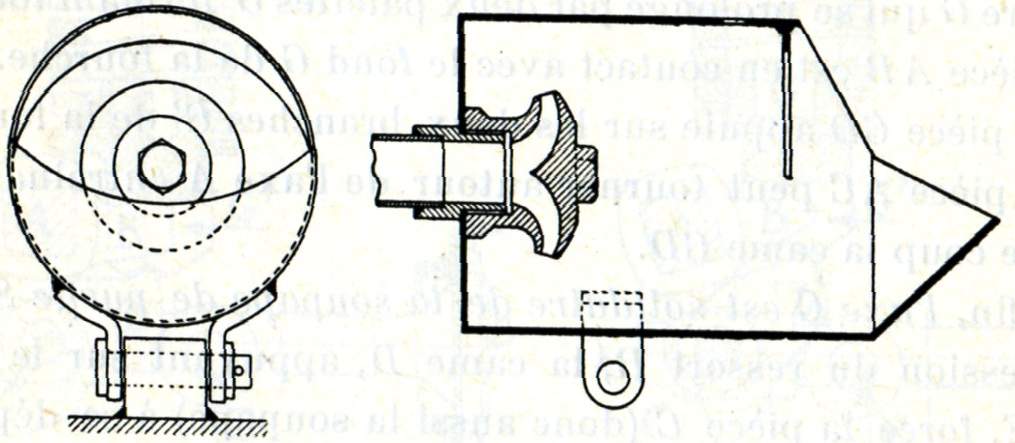
Fig. 188 et 189 Détendeur Gestra
Le raccord du débourbeur à la chaudière sert en même temps de logement pour la soupape d'arrêt de réserve S2.
Cette soupape est logée à l'écart, à une distance suffisante du courant boueux et à l'abri de tout encrassement.
La soupape de réserve se manœuvre par le volant V2. Cette soupape se présente sous la forme d'un anneau dont le bord tranchant est capable de broyer et de cisailler les pièces dures interposées entre la soupape et son siège.
En fermant la soupape de réserve, on peut aussi démonter et vérifier la soupape de purge S, même lorsque la chaudière est sous pression.
Le détendeur est représenté en coupe, figures 188 et 189.
Extracteur «Okadee». - Les figures 190 et 191 représentent l'extracteur américain «Okadee». Celui-ci se compose essentiellement d'une valve de purge constituée par un disque plat D.
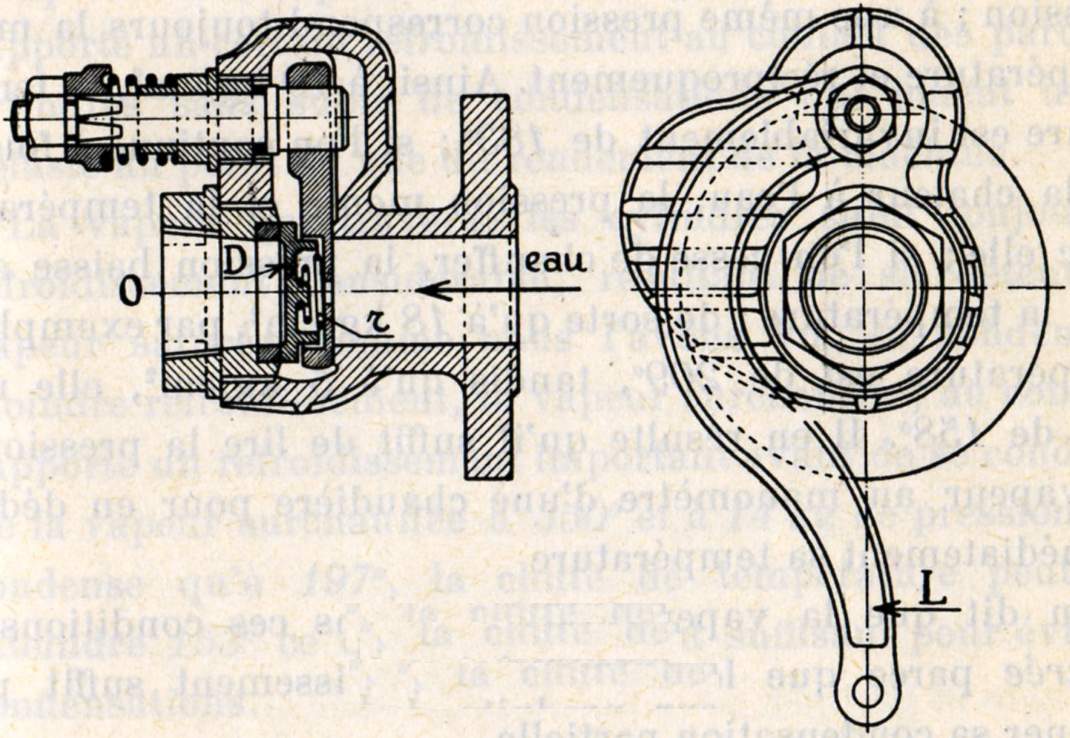
Fig. 190 et 191 Extracteur Okadee
La pression de la vapeur de la chaudière applique le disque D sur son siège.
Par la rotation du levier L, le disque démasque l'ouverture 0 par laquelle l'eau chaude est évacuée lors des purges. Le disque D est pressé sur son siège par un ressort spiral conique r logé dans le dos du disque et dont la dernière spire s'enroule autour du bouton central du disque.
Les purges s'effectuent au repos ou en marche.
Lorsqu'on chauffe de l'eau dans un récipient fermé, on voit, après un certain temps d'application de la chaleur, se former de la vapeur dont la pression s'élève peu à peu. La température de la vapeur, qui est également celle de l'eau, est liée invariablement à sa pression ; à une même pression correspond toujours la même température et réciproquement. Ainsi, à 10 kg/cm², la température est invariablement de 183° ; si l'on continue à fournir de la chaleur à l'eau, la pression monte et la température avec elle ; si l'on cesse de chauffer, la pression baisse ainsi que la température ; de sorte qu'à 18 kg/cm², par exemple, la température est de 209°, tandis qu'à 5 kg/cm², elle n'est que de 158°. Il en résulte qu'il suffit de lire la pression de la vapeur au manomètre d'une chaudière pour en déduire immédiatement sa température.
On dit que la vapeur produite dans ces conditions est saturée parce que le moindre refroidissement suffit pour amener sa condensation partielle.
Tout ce qui précède suppose que l'eau et la vapeur ont toujours bien toutes deux la même température, ce qui est le cas lorsqu'elles sont largement en contact, comme dans le corps cylindrique des chaudières.
Si, au contraire, on imagine que l'on continue à chauffer la vapeur de telle façon que l'eau, dont elle émane, ne puisse pas participer à cette élévation de température, on constate qu'à l'augmentation de la température de la vapeur correspond une augmentation de son volume. La pression de la vapeur ne change évidemment pas pendant cette opération si la vapeur reste en communication, par un tuyau par exemple, avec l'eau qui l'a produite.
On obtient ainsi de la vapeur surchauffée. Si, par exemple, on obtient de la vapeur à 250° alors que sa pression est de 10 kg/cm², on dira que cette vapeur est surchauffée de 250° - 183° (température correspondant à 10 kg/cm² pour la vapeur saturée) = 67°.
Si, par la suite, cette vapeur surchauffée était refroidie graduellement, elle redeviendrait d'abord saturée et ensuite elle se condenserait progressivement. Dans l'exemple ci-dessus, la condensation commencerait donc dès que la température descendrait au-dessous de 183°.
Les avantages que l'on réalise dans les locomotives par l'emploi de la vapeur surchauffée proviennent de ce qu'elle supporte un certain refroidissement au contact des parois des cylindres sans subir de condensations qui jouent un rôle néfaste au point de vue du rendement de la machine.
La vapeur qui traverse les cylindres subit toujours un refroidissement considérable, résultant de sa détente. La vapeur saturée, comme nous l'avons vu, se condense au moindre refroidissement, la vapeur surchauffée, au contraire, supporte un refroidissement important avant de se condenser. De la vapeur surchauffée à 350° et à 14 kg de pression ne se condense qu'à 197°, la chute de température peut donc atteindre 153° ce qui est largement suffisant pour éviter les condensations.
Ainsi qu'il a été dit plus haut, le seul moyen de produire la surchauffe de la vapeur consiste à chauffer la vapeur sans chauffer l'eau qui l'a produite. Ce chauffage doit se faire dans un appareil spécial appelé surchauffeur, isolé de l'eau de la chaudière et communiquant avec la chambre de vapeur seule.
La première application sérieuse (note 155) de la surchauffe aux locomotives remonte à 1898. Elle fut réalisée en Allemagne par Wilhelm Schmidt, sur deux locomotives à 4 roues accouplées construites, l'une à Stettin, aux ateliers Vulcan, l'autre à Cassel, chez Henschel et fils. En suite de l'expérience acquise au cours de ces essais, W. Schmidt présenta deux nouveaux projets d'application de surchauffeur aux locomotives. Le premier, du type «de boîte à fumée» (voir fig. 192) fut adopté par l'Etat prussien parce qu'il lui paraissait présenter l'avantage d'écarter autant que possible les tubes de surchauffe du feu ; le second, du type «tubes à fumée» (fig. 193) fut adopté en 1901 par les chemins de fer belges. Les chemins de fer belges furent ainsi les premiers qui utilisèrent ce type de surchauffeur actuellement d'un usage universel aux locomotives.
Nous nous bornerons dans ce qui va suivre à la description des types de surchauffeurs les plus intéressants comme principe.
Ainsi qu'il a été dit plus haut, c'est ce modèle de surchauffeur qui fut adopté d'abord par l'Etat prussien ; il fut abandonné par cette administration en 1905.
Ce surchauffeur comprenait un gros tube T (fig. 192) de 30 cm de diamètre placé dans la partie inférieure du faisceau tubulaire et amenant les gaz chauds dans la boite à fumée.
Une soixantaine de tubes de 30 mm de diamètre garnissaient intérieurement la virole de boite à fumée. Ces tubes, disposés côte à côte et groupés en trois rangées concentriques 1, 2, 3, s'emboîtaient dans le haut dans deux collecteurs A et B ; celui de gauche A recevait la vapeur venant du modérateur, celui de droite B était en communication avec les cylindres.
Grâce aux cloisons qui partageaient chaque collecteur en deux chambres, lorsque la vapeur sortant du modérateur arrivait dans le collecteur A, elle parcourait la rangée intérieure de tubes 1, passait au collecteur B, revenait par la rangée du milieu 2 au collecteur A et retournait au collecteur B par la rangée extérieure 3 et de là gagnait les cylindres.
Une tôle enveloppe P, disposée dans la boîte à fumée, forçait les gaz sortant du tube T à lécher les tubes surchauffeurs.
Ce surchauffeur fut abandonné parce qu'il était d'une construction trop compliquée et que sa visite, son entretien et son nettoyage étaient difficiles. La présence du gros tube T avait aussi une influence défavorable sur la conservation de la tôle tubulaire du foyer, en raison des différences de dilatation.
Le brevet relatif à ce surchauffeur date du 10 mai 1899.
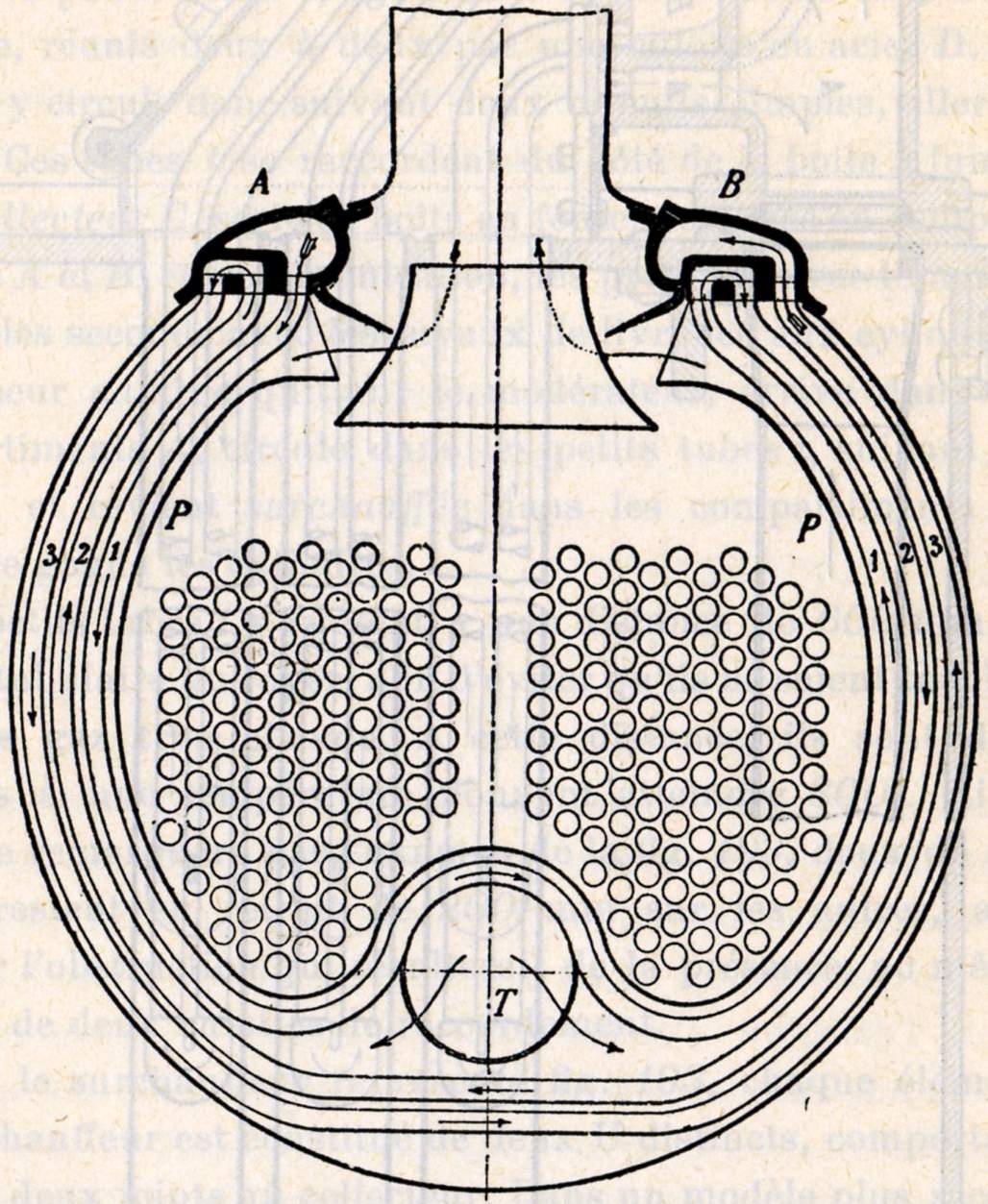
Fig. 192. - Surchauffeur Schmidt de botte à fumée.
Il remplaça le précédent. Comme nous l'avons vu, c'est en Belgique qu'il fut expérimenté en premier lieu, en 1901, à l'initiative de Flamme, alors administrateur de la traction et du matériel à l'État belge (note 157).
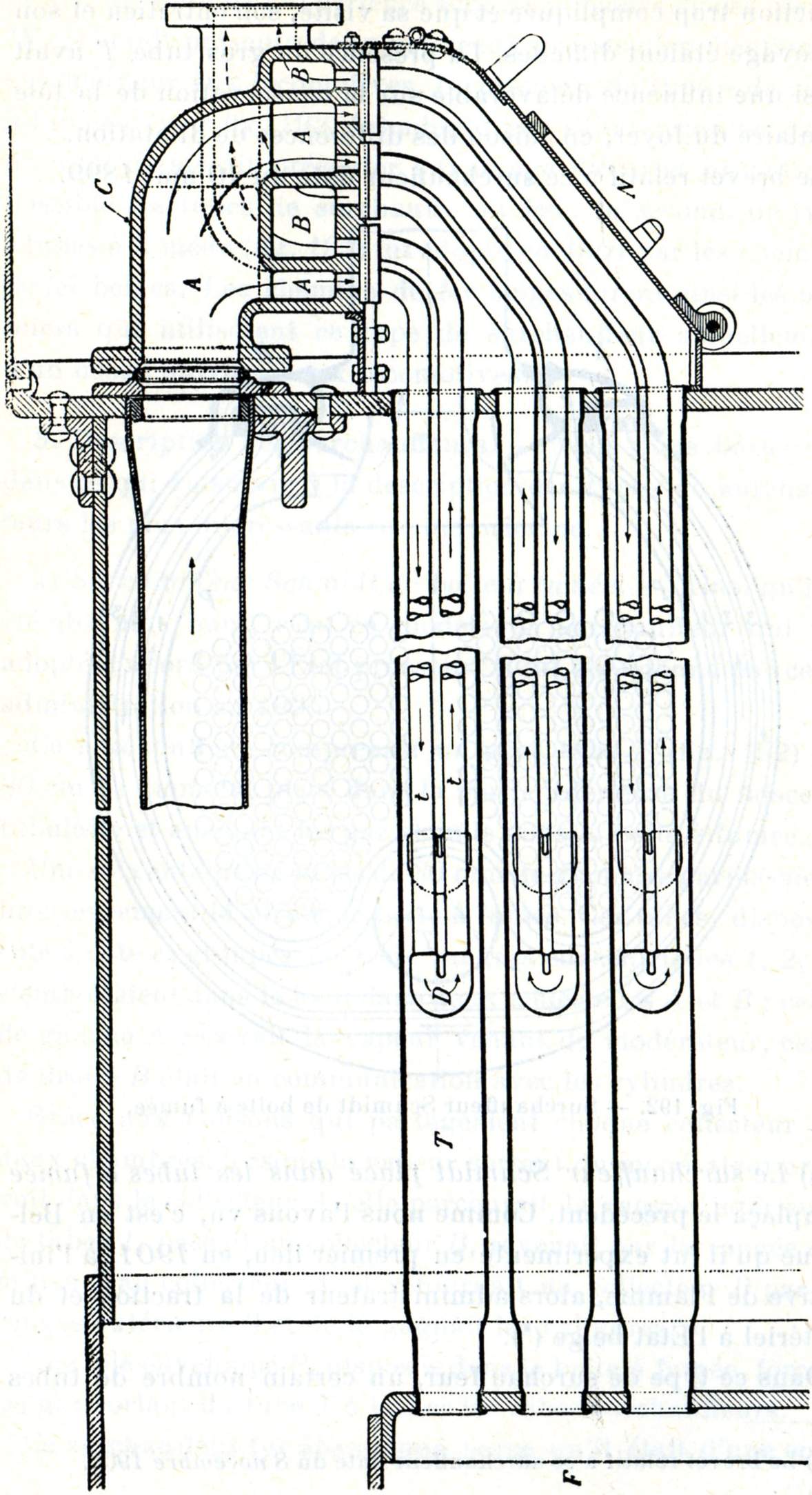
Fig. 193. - Surchauffeur Schmidt à éléments placés dans des tubes à fumée.
Dans ce type de surchauffeur, un certain nombre de tubes à fumée de la région supérieure sont remplacés par de gros tubes T en acier doux étiré sans soudure (fig. 193). Ces tubes ont généralement 125/133 mm de diamètre et sont disposés suivant 3 ou 4 rangées horizontales. Dans chacun de ces gros tubes à fumée se trouve un élément de surchauffeur composé de quatre petits tubes t, également en acier doux étiré sans soudure, réunis deux à deux par une culotte en acier D. La vapeur y circule donc suivant deux circuits simples, aller et retour. Ces tubes t se raccordent du côté de la boite à fumée à un collecteur C, sorte de boîte en fonte, partagée en compartiments A et B, en communication, les premiers avec le modérateur, les seconds avec les tuyaux de livrance aux cylindres. La vapeur saturée quittant le modérateur, arrive dans les compartiments A, circule dans les petits tubes t, suivant les flèches, et revient surchauffée dans les compartiments B, d'où elle gagne les cylindres.
Les petits tubes t s'arrêtent à une distance de 600 mm de la tôle tubulaire du foyer, afin d'éviter qu'ils ne soient touchés par des gaz trop chauds. A cette distance, ils sont déjà exposés à une température pouvant atteindre 800°. Ainsi qu'on le remarquera par l'examen de la fig. 193, deux de ces tubes restent en retrait de 200 mm sur les autres, afin d'éviter l'obstruction qui résulterait de la présence, au même endroit de deux culottes de raccordement.
Dans le surchauffeur représenté fig. 193, chaque élément de surchauffeur est constitué de deux U distincts, comportant chacun deux joints au collecteur. Dans un modèle plus récent (1908), les 4 tubes, composant un élément surchauffeur, sont réunis de manière que la même vapeur parcourt successivement les 4 tubes (fig. 194). Ce système ne nécessite que 2 joints au lieu de 4 au collecteur, il procure aussi plus aisément un degré de surchauffe élevé.
L'expérience prouve, en effet, que la chaleur se transmet d'autant plus facilement à la vapeur contenue dans les tubes que sa vitesse de circulation est plus grande. Or, dans la disposition de la fig. 194, la vitesse de la vapeur dans les tubes est évidemment double de celle de la fig. 193, puisque, pour un travail donné, il doit passer la même quantité de vapeur par une section totale moitié moindre. La surface de transmission de la chaleur reste la même, mais elle est plus active. C'est actuellement la disposition normale.
Dans la marche à modérateur fermé, les éléments surchauffeurs n'étant plus rafraîchis (note 160) par la vapeur, on peut craindre qu'au contact des gaz chauds, leur température ne s'élève outre mesure en nuisant à leur conservation et à leur résistance.
C'est pour parer à cet inconvénient qu'un dispositif automatique a été prévu à l'origine pour arrêter la circulation des gaz quand on ferme le modérateur.

Fig. 194
Les extrémités recourbées des tubes surchauffeurs se trouvant dans la boîte à fumée sont enfermées dans une enveloppe en tôle close à l'avant par un clapet N (fig. 193), maintenue par un contrepoids. Quand on ouvre le modérateur, le clapet N de l’étouffoir s'ouvre également sous l'action d'un petit piston mis en mouvement par la vapeur venant du tuyau de livrance.
Ce mécanisme comportait primitivement un dispositif permettant au mécanicien de régler à la main l'ouverture maximum du clapet. On pouvait ainsi diminuer à volonté le passage des gaz à travers le surchauffeur et même l'annuler complètement. L'expérience a montré que ce réglage n'était pas absolument nécessaire et on y a renoncé. Les deux seules positions possibles du clapet sont donc : ouvert ou fermé.
Si l'étouffoir a été abandonné en Belgique, il est resté d'usage courant en Amérique. C'est ainsi que les locomotives de la série 29, construites en Amérique, en 1945, pour la S.N.C.B., sont munies d'un étouffoir représenté sur la fig. 146, p. 92.
Pour remplacer l'étouffoir, l'on peut prévoir une injection de vapeur saturée dans le collecteur pendant la marche à modérateur fermé, combinée avec un reniflard placé sur le collecteur. Cette solution présente cependant l'inconvénient d'envoyer aux cylindres un mélange de vapeur et d'air à haute température qui provoque la carbonisation des huiles et la fusion des bourrages des tiges de piston.
Dans le but de perfectionner encore le surchauffeur à éléments placés dans les tubes, et surtout dans le but de procurer aux locomotives à arrêts fréquents une surchauffe plus élevée et plus rapidement obtenue, Schmidt créa en 1909 un nouveau modèle de surchauffeur dit «à petits tubes à fumée» (fig. 195 et 196). Il se distingue du surchauffeur Schmidt ordinaire en ce que l'étouffoir est supprimé et que tous les tubes à fumée, ou presque tous, ont le même diamètre (par ex. 70 mm de diamètre extérieur, alors que le diamètre normal des gros tubes du surchauffeur ordinaire, décrit précédemment, était de 133 mm).
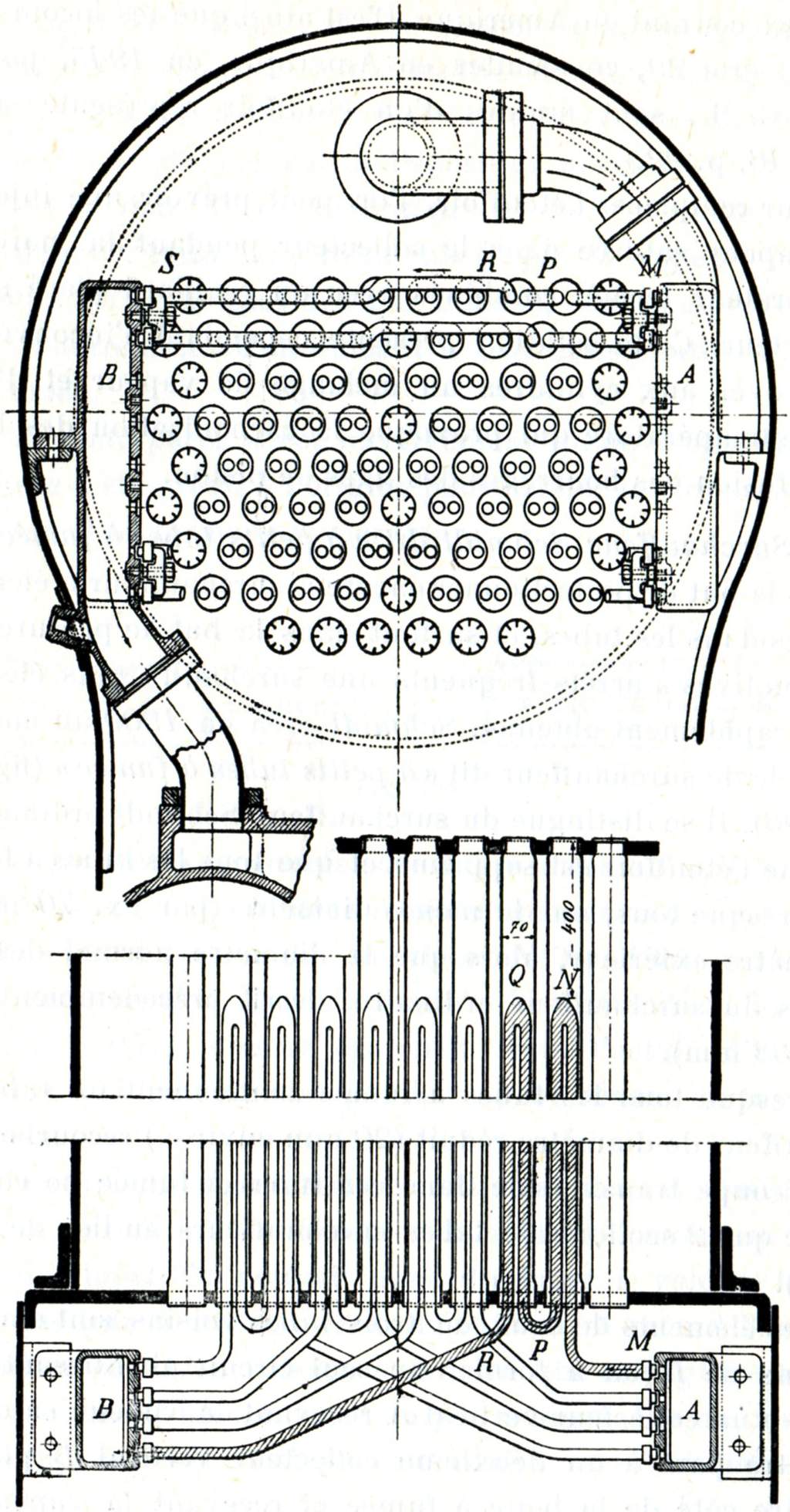
Fig. 195 et 196 Surchauffeur Schmidt à petits tubes à fumée.
| Presque tous les tubes à fumée contiennent un tube surchauffeur de diamètre réduit (20 mm environ) recourbé en U. Une coupe transversale dans ces tubes à fumée ne contient donc que 2 sections de tubes surchauffeurs au lieu de 4 (fig. 197). Les éléments de deux ou trois tubes voisins sont d'ailleurs réunis de façon à former un seul circuit aboutissant d'une part à un collecteur vertical A recevant la vapeur saturée et d'autre part à un deuxième collecteur vertical B placé de l'autre côté de la boite à fumée et recevant la vapeur surchauffée. |
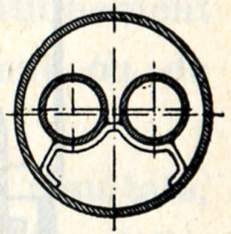 |
| Fig. 197 |
Tandis que dans le surchauffeur Schmidt ordinaire, à gros tubes, il n'y avait qu'environ la moitié des gaz chauds qui étaient utilisés à produire la surchauffe, on voit qu'ici la totalité ou la presque totalité est utilisée à cette fin.
On attribue les avantages suivants à ce système de surchauffeur :
Le surchauffeur Schmidt à petits tubes a été employé à des locomotives de manœuvres et à des locomotives destinées à des trains à arrêts fréquents. Son emploi n'a cependant pas reçu beaucoup d'extension.
Appliqué aux locomotives types 5 et 12, il se distingue du surchauffeur Schmidt à gros tubes par certaines dispositions caractéristiques.
Ainsi que le montrent les fig. 198 à 201, ce surchauffeur comporte deux collecteurs de vapeur bien distincts, l'un A pour la vapeur saturée, l'autre B pour la vapeur surchauffée. Chaque collecteur présente une série de branches verticales venant se placer dans l'intervalle compris entre deux rangées verticales de gros tubes. Les quatre tubes composant un élément sont raccordés, comme d'habitude, par des coudes en U et sont assemblés aux collecteurs par des joints à lentilles. Tous les tubes surchauffeurs sont droits, sans aucune partie incurvée. Un surchauffeur de l'espèce ne comporte que deux sortes d'éléments, de droite et de gauche, ayant tous la même longueur, ce qui est un avantage sérieux au point de vue des pièces de rechange.
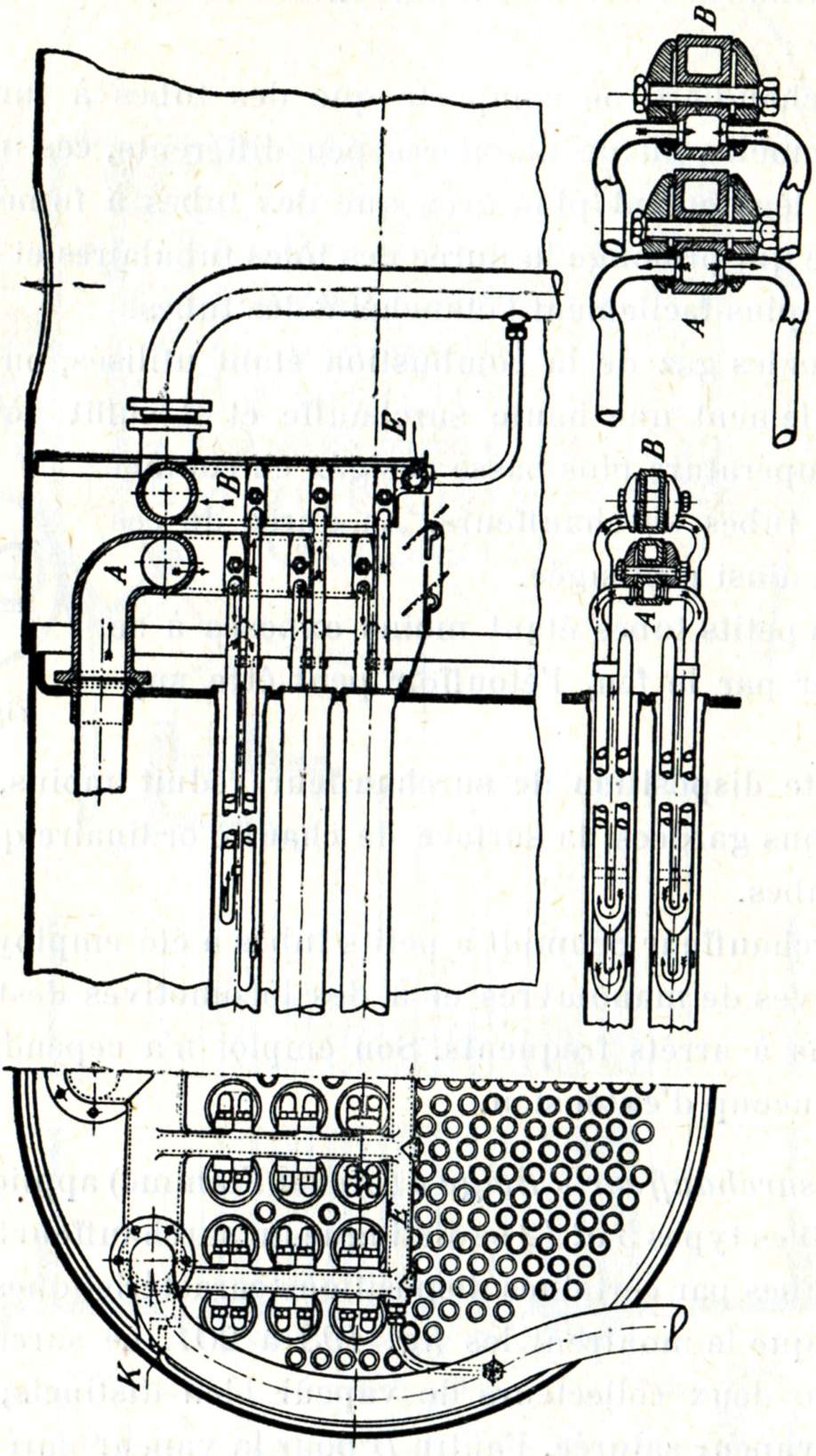
Fig. 198, 199, 200, 201 - Surchauffeur belge.
Un simple boulon assemble deux extrémités d'éléments au collecteur (fig. 200 et 201).
La séparation complète des deux collecteurs A et B empêche toute transmission de chaleur et même toute fuite entre les deux chambres de vapeur.
Tout le surchauffeur est entièrement purgé de son eau de condensation. En effet, ainsi qu'on peut le voir sur les figures 198 et 199, la vapeur suit le parcours indiqué par les flèches. Par suite de la disposition des tubes surchauffeurs, l'eau de condensation, qui peut se produire au cours d'un stationnement, s'écoule naturellement dans le petit collecteur spécial E, d'où elle est évacuée au moyen d'un tuyau qui l'amène dans le tuyau de livrance et de là aux cylindres où elle est rejetée par les purgeurs.
Cette disposition est surtout avantageuse aux locomotives à arrêts fréquents, le surchauffeur étant purgé automatiquement de toute eau, qu'elle provienne d'un entraînement ou de condensation.
Ce système de surchauffeur a donné de très bons résultats, le montage et le démontage des éléments sont aisés, les différents organes constitutifs présentent toute la liberté possible, afin de ne pas entraver le libre jeu des dilatations des tubes surchauffeurs. Les deux collecteurs reposent, dans ce but, sur des appuis à glissière K et leurs seules attaches sont, pour le collecteur A, le joint de la tubulure d'entrée de vapeur ; pour le collecteur B, les joints des tuyaux de livrance, joints qui sont à portée sphérique.
Comme inconvénient, il y a lieu de remarquer que le remplacement d'un tube à fumée, placé entre gros tubes, nécessite l'enlèvement des éléments et des deux collecteurs.
Nous bornerons notre examen aux dispositions que l'on rencontre au surchauffeur ordinaire (à gros tubes).
Voyons d'abord comment le faisceau tubulaire est modifié dans son ensemble.
Comme nous l'avons vu, une partie du faisceau tubulaire ordinaire est conservée, l'autre est remplacée par une série de gros tubes, à l'intérieur desquels viennent se placer les éléments du surchauffeur.
Les gaz de la combustion transmettent leur chaleur à l'eau de la chaudière par la surface intérieure de tous les tubes à fumée (tubes à fumée ordinaire et gros tubes) ; la vapeur ainsi produite est ensuite transformée en vapeur surchauffée, grâce à la chaleur que les gaz circulant dans les gros tubes transmettent d'autre part aux éléments de surchauffe.
Les gros tubes à fumée remplissent donc en même temps le rôle de tubes à fumée ordinaires, c'est-à-dire qu'ils contribuent également à vaporiser l'eau de la chaudière. La chaleur qui passe dans les gros tubes se partage donc en deux parties :
On conçoit facilement qu'il est nécessaire, pour assurer régulièrement la température de surchauffe désirée, de réaliser une proportion convenable entre tous les éléments constituant la tubulure.
L'expérience a montré que la section totale de passage des gaz dans les gros tubes (section mesurée dans la partie à diamètre normal des gros tubes, déduction faite des 4 sections de petits tubes surchauffeurs) doit être sensiblement égale à la section totale de passage des petits tubes.
Dans ces conditions, le courant gazeux se partage à peu près par parts égales entre les deux catégories de tubes.
Dès l'origine, l'espace libre compris entre 4 gros tubes a été utilisé pour y loger un tube à fumée ordinaire, les rangées de gros tubes s'étendant sur toute la largeur compatible avec les dimensions des tôles tubulaires.
L'expérience a démontré qu'il y avait à tenir compte de poussées assez intenses que les gros tubes exerçaient sur les plaques tubulaires et qu'il était avantageux de ménager une certaine distance entre les gros tubes et le contour extérieur de la tôle tubulaire. C'est pour cela qu'aux locomotives de construction récente, on intercale, à gauche et à droite, deux à trois rangées verticales de tubes à fumée ordinaires.
La figure 73 montre comment cette disposition est réalisée dans la locomotive type 38.
Toutes choses égales, cette disposition, diminuant le nombre de gros tubes par rangée, conduit à augmenter le nombre de ces rangées.
Le faisceau de gros tubes se développe donc plus en hauteur, on a par exemple quatre rangées au lieu de trois, mais on y voit plutôt un avantage, le courant gazeux se répartissant alors avec plus de régularité entre les deux catégories de tubes. On sait en effet que, suivant la hauteur donnée à la tuyère d'échappement dans la boîte à fumée, le courant des gaz de la combustion est attiré plus particulièrement vers le haut ou vers le bas de la tôle tubulaire.
En adoptant un faisceau de surchauffe développé en hauteur, on diminue l'influence que peut avoir la position de la tuyère sur le degré de chauffe réalisé, car on atteint plus facilement le but visé qui est de faire passer à peu près le même volume de gaz par les gros tubes que par les petits.
Les gros tubes sont en acier doux étiré sans soudure. Leur épaisseur est normalement de 4ou 4,5 mm. Le diamètre utilisé primitivement était 118/127, mais actuellement le diamètre normal est un peu plus fort : 125/133 et 127/138.
Les gros tubes sont rétreints du côté du foyer sur une longueur de 100 à 300 mm., cette partie du tube n'étant pas occupée par les tubes de surchauffe. On réduit ainsi le diamètre des trous à forer dans la plaque tubulaire du foyer.
Nous avons exposé page 84 et suivantes les procédés employés pour obtenir une résistance suffisante et une étanchéité durable.
Les éléments surchauffeurs étaient constitués primitivement de tubes en acier sans soudure, de 27/34 mm, placés dans de gros tubes de 118/127 mm. Ces dimensions ne sont plus utilisées dans les constructions récentes où l'on emploie des tubes de 30,5/38 mm placés dans de gros tubes de dimensions également renforcées. On a pu réaliser ainsi des surfaces de surchauffe relativement plus considérables et parlant une surchauffe plus élevée qu'elle ne l'était primitivement.
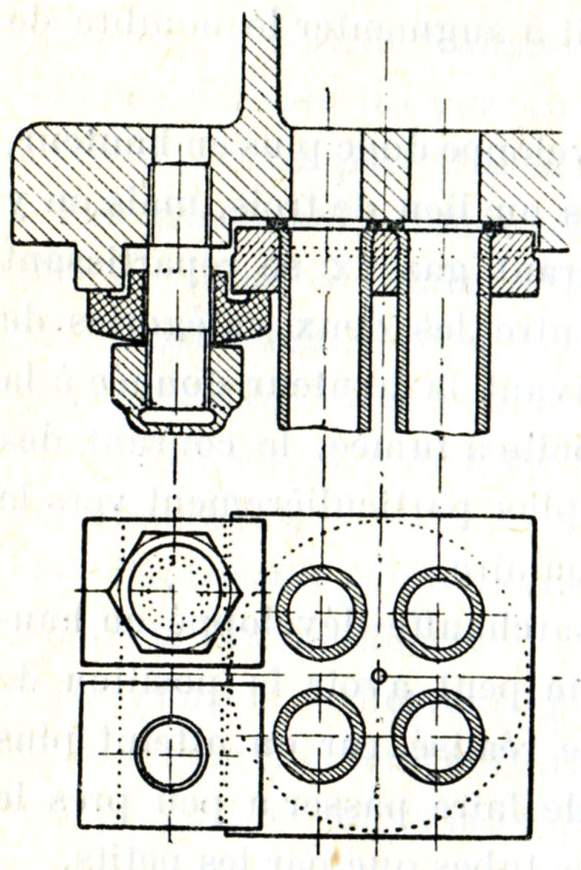
Fig. 202. - Assemblage des éléments surchauffeurs au collecteur.
| Comme nous l'avons vu, les premiers types d'éléments utilisés étaient à simple circuit, chaque élément présentait un assemblage de 4 extrémités de tubes au collecteur. Cet assemblage est représenté fig. 202. Les bouts des tubes sont fixés dans un collet unique qui est serré contre le collecteur par écrous à chapeau en bronze par l'intermédiaire de petites pièces d'appui. Entre les collets et le collecteur, l'étanchéité est assurée par des joints spéciaux, à la fois résistants et compressibles, formés d'une mince tôle de cuivre emboutie et comprenant une certaine quantité d'amiante (figure 203). Le cuivre donne la résistance, l'amiante la compressibilité. | 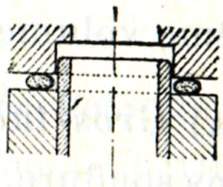 |
| Fig. 203 |
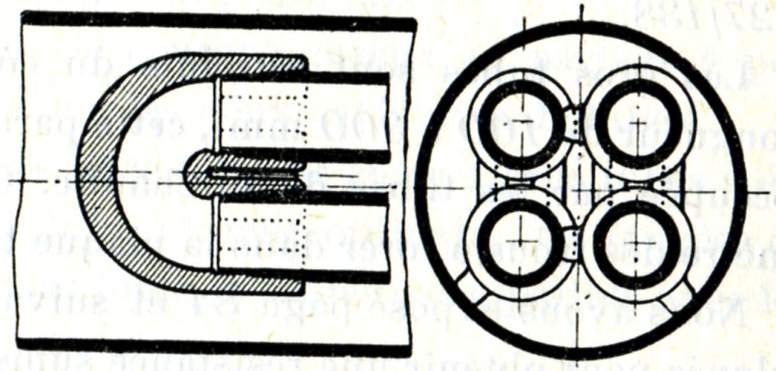
Fig. 204
L'exécution convenable d'un assemblage comportant le serrage simultané de 4 joints distincts, présente évidemment une certaine difficulté.
Les tubes étaient assemblés entre eux du côté du foyer au moyen d'un coude en acier moulé dans lequel ils étaient taraudés. L'élément reposait sur le gros tube par des talons ménagés dans les coudes d'assemblage (fig. 204), ceux-ci présentaient d'ailleurs d'autres saillies maintenant entre les quatre tubes l'écartement voulu.
L'élément à double circuit (fig. 194), outre son meilleur rendement, a l'avantage de ne nécessiter que 2 joints aux extrémités, c'est le seul employé actuellement.
Dans les constructions récentes (loc. types 1 et 29), l'assemblage des éléments au collecteur a lieu sans interposition d'aucun joint (fig. 205). Chaque extrémité de tube de surchauffe comporte un renflement présentant une surface de portée soit sphérique, soit conique, qui s'applique dans une portée conique correspondante ménagée dans le collecteur.
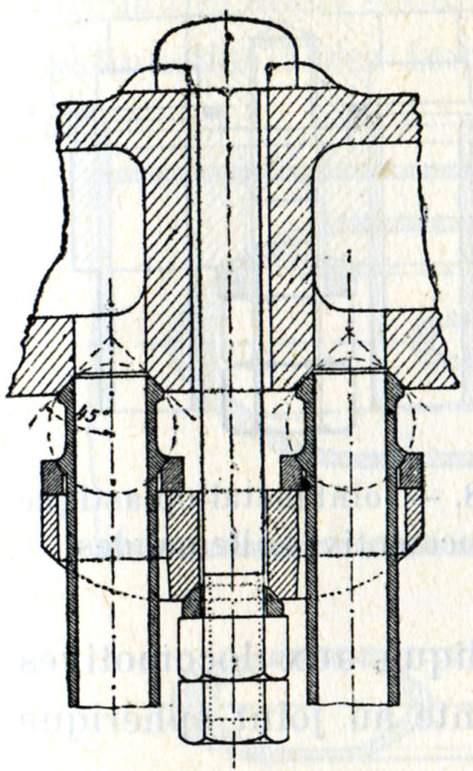
Fig. 205
Les deux extrémités d'un élément sont serrées par un boulon central muni d'un écrou et d'un contre-écrou.
La partie filetée du boulon doit être graissée au graphite avant de placer les deux écrous. Le contre-écrou sert en même temps à protéger l'extrémité du boulon contre l'oxydation, c'est dans ce but qu'il dépasse le boulon de deux ou trois filets.
Cet assemblage est à la fois précis et facile à réaliser.
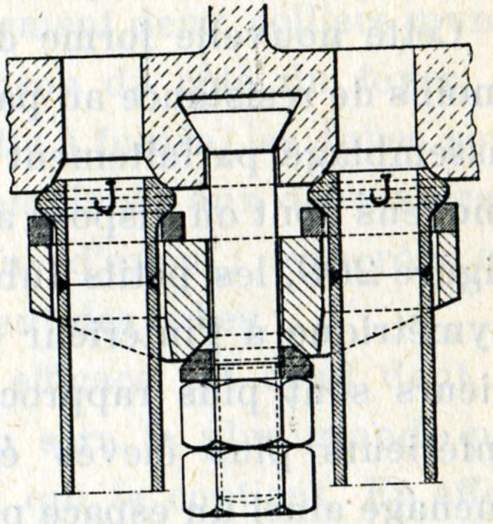
Fig. 206. - Joint lenticulaire.
Assemblage de l'élément surchauffeur avec le collecteur. - A la plupart des locomotives belges, l'assemblage des éléments surchauffeurs avec le collecteur se fait au moyen d'un joint lenticulaire représenté figure 206.
Cependant, l'expérience montre que les joints sphériques (fig. 205) et biconiques (fig. 207) sont, au point de vue étanchéité,, supérieurs aux joints lenticulaires et aux joints plats (métalloplasliques) (fig. 208).
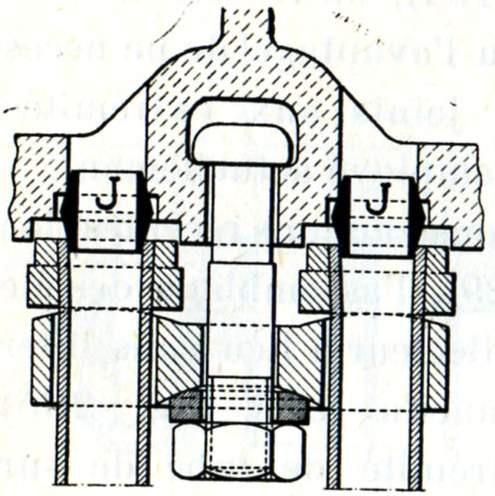
Fig. 207 Joint biconique.
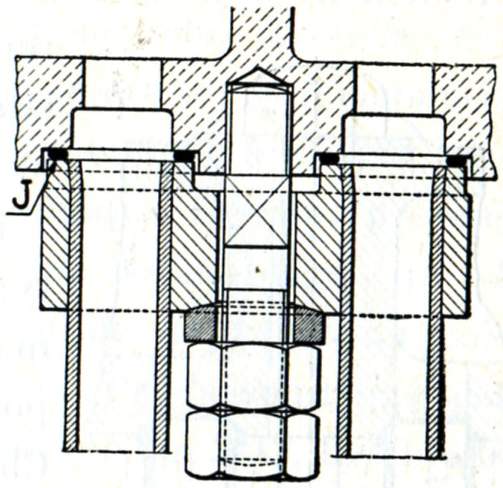
Fig. 208. - Joint métalloplastique des locomotives allemandes.
Le joint biconique (fig. 207), appliqué aux locomotives types 25 et 26, est parfait. Il s'apparente au joint sphérique (fig. 205).
Coudes en acier forgés et soudés. - Actuellement, les 4 tubes formant un élément sont assemblés au moyen de coudes en acier forgé affectant la forme représentée figure 209. L'assemblage a lieu par soudure autogène.
Cette nouvelle forme d'exécution offre, comme on le voit, moins de résistance au passage des gaz tout en réalisant un assemblage parfaitement étanche et facile à obtenir avec les moyens dont on dispose actuellement. Ainsi que le montre la figure 209, les petits tubes ne sont plus placés d'une façon symétrique à l'intérieur du gros tube : les deux tubes supérieurs sont plus rapprochés et plus élevés, les deux tubes inférieurs plus élevés également, mais plus écartés. On ménage ainsi un espace plus grand vers le bas, ce qui facilite l'enlèvement des suies qui s'accumulent à la partie inférieure.
Colliers supports. - Les quatre tubes sont serrés entre eux par des colliers représentés sur la figure 210, colliers constitués d'une bande de tôle de 2 mm d'épaisseur, assemblée par rivets et fixée à l'un (note 171) des tubes au moyen d'un point de soudure autogène. L'élément repose sur le gros tube par l'intermédiaire de patins assez allongés, à extrémités incurvées, et qui sont rivées aux tôles du collier. Les tubes de surchauffe étant soumis à des dilatations et des contractions continuelles assez importantes, les patins ou talons d'appui glissent sur le gros tube et ce glissement avec interposition de fraisil avait pour effet de provoquer une usure locale prématurée du gros tube. La disposition actuelle atténue considérablement cet inconvénient.
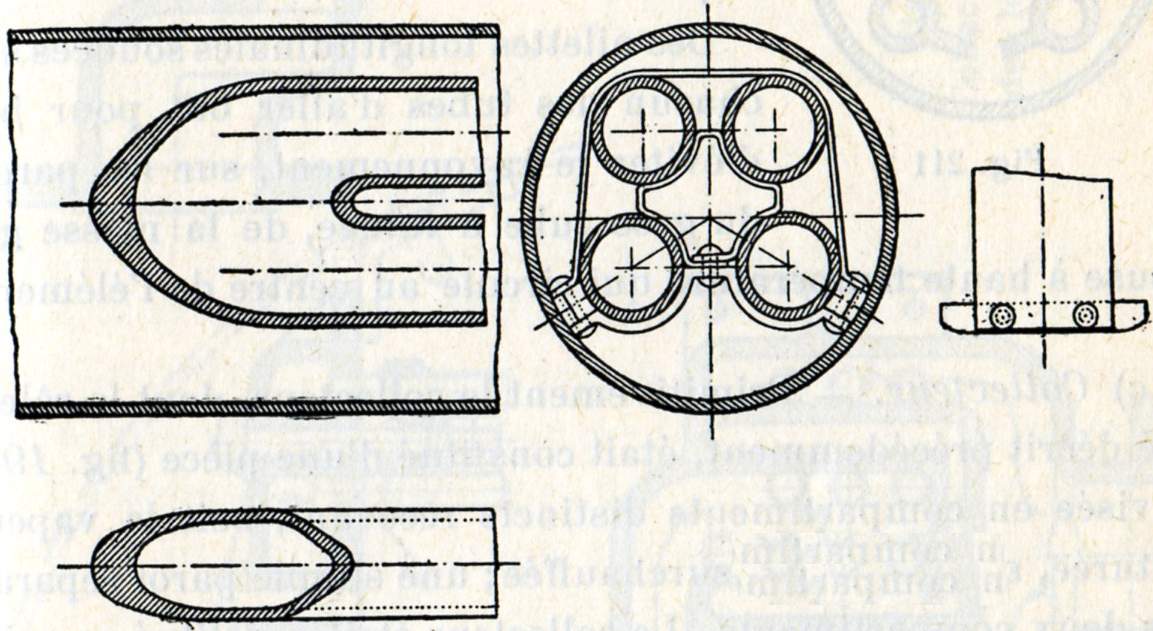
Fig. 209 et 210
Chaque élément présente généralement deux colliers munis de patins espacés de 1,50 m environ du côté du foyer. A trente centimètres environ de la boîte à fumée, les tubes sont encore assemblés par un collier semblable aux deux autres, mais qui ne présente pas de patins d'appui ; leur rôle est simplement de maintenir l'écartement des tubes.
L'élément surchauffeur le plus efficace est celui dont la longueur du périmètre de sa section sera la plus grande par rapport au périmètre du gros tube qui le contient. En effet, pour un diamètre donné du gros tube, on augmente ainsi la surface de l'élément surchauffeur en contact avec les gaz chauds d'une part, avec la vapeur d'autre part.
C'est dans cet ordre d'idées que l'on a employé le modèle représenté fig. 211 (locomotives type 12) qui comporte un tube central de retour conjugué avec quatre tubes périphériques servant au courant d'aller de la vapeur.
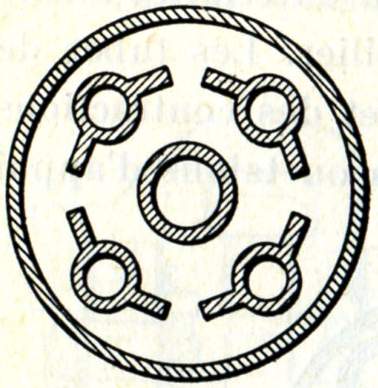
Fig. 211
Des ailettes longitudinales soudées sur chacun des tubes d'aller ont pour but d'éviter le rayonnement, sur les parois du gros tube à fumée, de la masse gazeuse à haute température qui circule au centre de l'élément.
Primitivement le collecteur, dont le rôle a été décrit précédemment, était constitué d'une pièce (fig. 193) divisée en compartiments distincts recevant, soit la vapeur saturée, soit la vapeur surchauffée ; une simple paroi séparait les deux compartiments. Le collecteur était constitué en acier moulé ou en fonte. Aussi longtemps que les éléments de surchauffeur étaient à simple circuit, le collecteur présentait quatre trous par élément. Ce nombre de trous a été réduit de moitié dès l'introduction des éléments à double circuit.
La construction des collecteurs d'une pièce s'est sensiblement améliorée dans ces dernières années. Les figures 212 à 214 représentent, à titre d'exemple, le collecteur des locomotives type 38.
Les éléments surchauffeurs sont à double circuit et le joint A est celui décrit figure 205.
Ainsi qu'on le remarquera, les chambres de vapeur saturée et surchauffée S et T sont complètement isolées l'une de l'autre, les intervalles I qui les séparent sont occupés par les boulons d'assemblage B des joints d'éléments qui peuvent ainsi être montés, démontés et remplacés sans difficulté. Les boulons ne peuvent tourner, leur tête étant retenue par les taquets t venus de coulée.
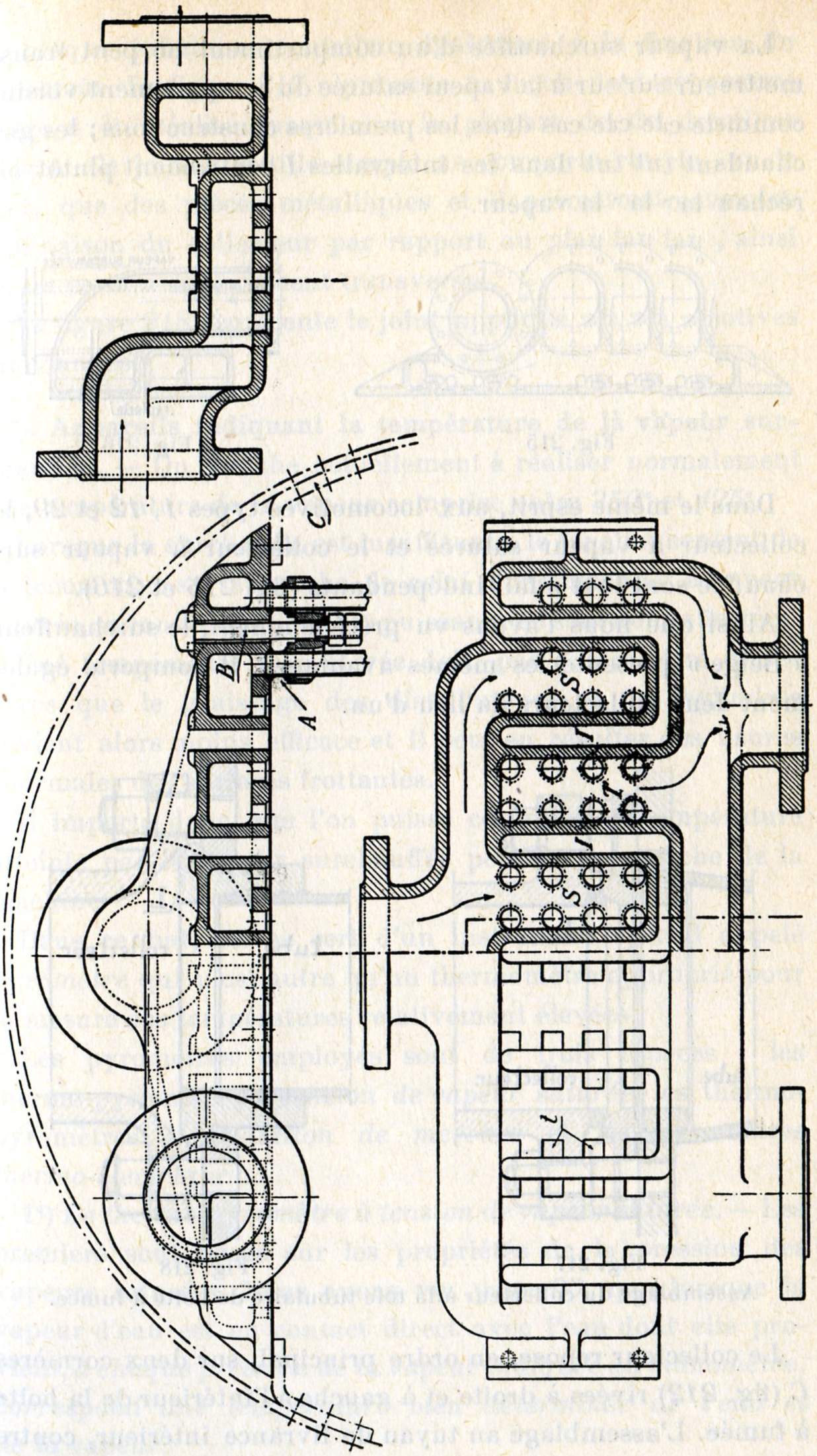
Fig. 212, 213 et 214
Collecteur du surchauffeur des locomotives type 38.
La vapeur surchauffée d'un compartiment ne peut transmettre sa chaleur à la vapeur saturée du compartiment voisin, comme c'était le cas dans les premières constructions ; les gaz chauds circulant dans les intervalles I contribuent plutôt au réchauffage de la vapeur.
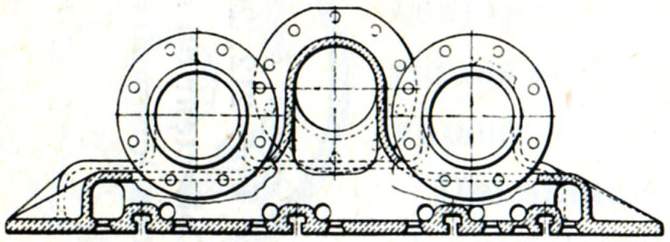
Fig. 215
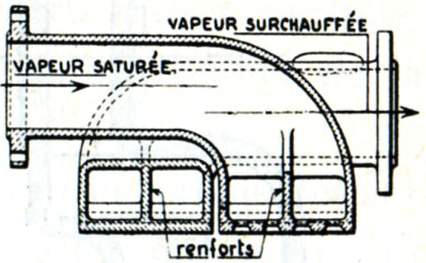
Fig. 216
Dans le même esprit, aux locomotives types 1, 12 et 29, le collecteur à vapeur saturée et le collecteur à vapeur surchauffée sont tout à fait indépendants (fig. 215 et 216). ¦ Ainsi que nous l'avons vu précédemment, le surchauffeur «Belge» présente les mêmes avantages, il comporte également deux collecteurs au lieu d'un.
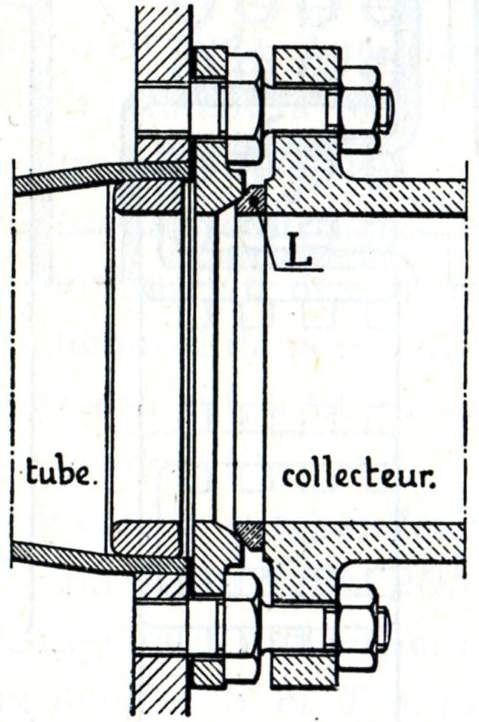 |
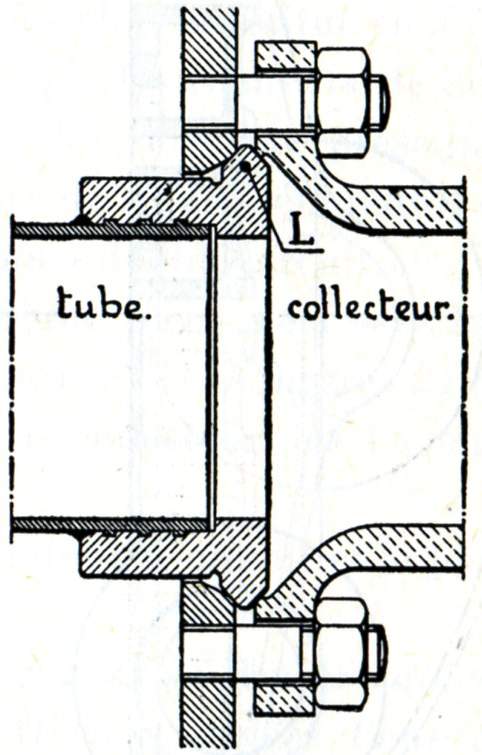 |
| Fig. 217 | Fig. 218 |
| Assemblage du collecteur à la tôle tubulaire de boîte à fumée. | |
Le collecteur repose, en ordre principal, sur deux cornières C (fig. 212) rivées à droite et à gauche à l'intérieur de la boîte à fumée. L'assemblage au tuyau de livrance intérieur, contre la plaque tubulaire, contribue également à la fixation du collecteur. La figure 217 représente la façon dont cet assemblage a été réalisé jusqu'ici à la plupart des locomotives belges. Ce joint à lentille simple ne comporte, comme on le voit, que des pièces métalliques et il permet une certaine inclinaison du collecteur par rapport au plan de joint, ainsi qu'un certain déplacement transversal.
La figure 218 représente le joint appliqué aux locomotives allemandes.
On cherche actuellement à réaliser normalement une température de la vapeur comprise entre 350° et 425°.
Lorsque la surchauffe est insuffisante, le fonctionnement de la locomotive se rapproche de celui d'une machine à vapeur saturée, sa consommation et sa puissance en sont donc affectées.
Une température trop élevée doit, par contre, être évitée parce que le graissage des distributeurs et des cylindres devient alors moins efficace et il peut en résulter des usures anormales des surfaces frottantes.
Il importe donc que l'on puisse contrôler la température atteinte par la vapeur surchauffée pendant la marche de la machine.
Dans ce but, on se sert d'un instrument spécial appelé pyromètre qui n'est autre qu'un thermomètre approprié pour la mesure des températures relativement élevées.
Les pyromètres employés sont de trois espèces : les thermo-pyromètres à tension de vapeur saturée, les thermo-pyromètres à dilatation de mercure et les pyromètres thermo-électriques.
Les premiers sont basés sur les propriétés de la pression des vapeurs saturées. Nous avons vu, page 65, que lorsque la vapeur d'eau est en contact direct avec l'eau dont elle provient, à chaque pression de la vapeur indiquée au manomètre, correspond une température bien déterminée de l'eau et de la vapeur.
Il s'ensuit que le manomètre indique indirectement la température de l'eau. On pourrait donc remplacer le cadran ordinaire du manomètre par un autre, indiquant des degrés centigrades, la température de l'eau se lirait ainsi directement.
La même chose se passerait si l'eau était remplacée par un liquide quelconque. C'est cette propriété qui est appliquée dans les pyromètres à tension de vapeur saturée.
Le pyromètre Fournier est de ce type. Il comprend un réservoir constitué d'un tube d'acier T dont le diamètre extérieur varie entre 2 1/2 et 4 mm et dont le diamètre intérieur est généralement de 1 mm. Ce tube est enroulé en hélice autour d'un support (fig. 219) de façon à constituer un réservoir, contenant le liquide spécial, et présentant une grande surface par rapport à son volume. Ce réservoir est plongé soit dans le collecteur, soit à l'entrée d'une des chapelles de distribution, dans le tuyau de livrance.
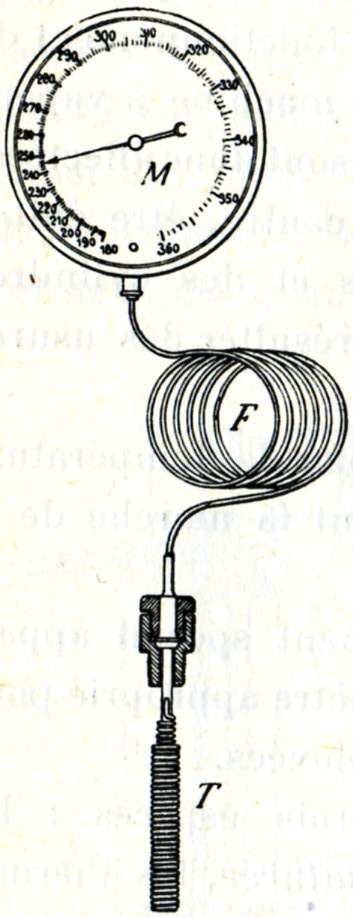
Fig. 219
Thermo-pyromètre à tension de vapeur saturée.
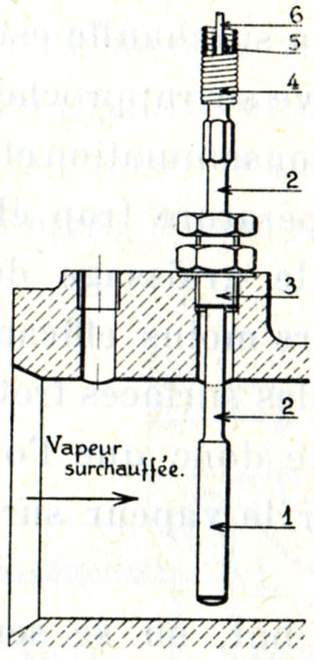
Fig. 220
Thermo-pyromètre à dilatation de mercure.
LÉGENDE :
En raison de sa grande surface relative, le liquide contenu dans le réservoir prend rapidement la température de la vapeur.
Sous l'effet de cette température, le liquide émet des vapeurs, dont la pression se transmet par un petit tube en cuivre F à un véritable manomètre M gradué, comme nous l'avons envisagé plus haut, non pour indiquer la pression, mais pour indiquer la température qui y correspond.
Il va de soi que le réservoir T doit toujours contenir une certaine quantité de liquide non vaporisé, même aux plus hautes températures atteintes, sans quoi les vapeurs émises cesseraient d'être saturées pour devenir surchauffées et le principe sur lequel le pyromètre est basé cesserait d'être applicable. Les indications du manomètre M ne dépendant que de la pression, il est évident que la longueur de la conduite F et les variations de température qu'elle subit n'ont aucune influence sur la précision de l'appareil. C'est ce qui fait la supériorité de ce type de pyromètre par rapport aux anciens qui étaient basés, comme les thermomètres ordinaires sur la dilatation du mercure.
Mais du fait qu'il n'existe pas de liquide de remplissage pour thermo-pyromètres à tension de vapeur supportant, sans se dissocier, des températures dépassant sensiblement 300° C, dissociation qui entraînerait une perturbation immédiate et importante de la pression de la vapeur saturée, la pratique a fait rejeter l'usage de ces thermo-pyromètres à tension de vapeur pour donner la faveur aux thermo-pyromètres à dilatation de mercure.
Le mercure, lorsqu'il a été purifié par distillation dans le vide, puis enfermé dans une enveloppe en acier et soustrait à toute action oxydante, conserve indéfiniment ses propriétés et c'est pourquoi il convient comme liquide de remplissage pour thermo-pyromètres. Les indications de ceux-ci restent alors comparables à elles-mêmes pour des températures allant de - 30°C à + 600°C.
L'enveloppe contenant le mercure (fig. 220) est constituée par :
Le réservoir thermométrique en acier spécial, de forme cylindrique (diamètre 15 mm, longueur 90 mm), est seul sensible à la chaleur.
La canalisation, dont la longueur est celle de la chaudière de la locomotive, est constituée d'un tube en acier de 3 mm de diamètre extérieur, percé d'un trou capillaire (fin comme un cheveu) et recouvert d'une chemise en cuivre qui le protège de la rouille.
L'ensemble de ces tubes superposés, d'un diamètre extérieur de 5 mm, est suffisamment souple pour suivre tout cheminement.
Si l'on désire une protection supplémentaire, la canalisation peut être recouverte, dans toute sa longueur, par un ressort à boudins en fil d'acier galvanisé de 3 mm de diamètre, enroulé à spires jointives.
Prise de la température dans la boîte à vapeur. - Comme un raccord étanche limite la longueur de la partie plongeante introduite dans la boîte à vapeur, tout en obturant le trou de passage (fig. 220), il faut que le réservoir thermométrique situé à l'extrémité de la partie plongeante soit, dans toute sa longueur, en contact intime avec la vapeur, condition essentielle pour que le thermo-pyromètre en indique la température exacte.
Remarque. - Lors de la révision d'une locomotive, lorsque l'on démonte tous les appareils du bord, il faut être attentif à dévisser correctement le raccord étanche afin d'éviter toute torsion à la canalisation.
Ils sont basés sur le courant électrique qui se produit lorsqu'on expose le point de soudure de deux fils de métaux de nature différente à une source de chaleur, tandis que les extrémités opposées de ces fils sont maintenues à basse température.
La figure 221 donne le schéma d'une installation : C est un fil de cuivre, M un fil de constantan (alliage de 60 parties de cuivre avec 40 de nickel), S est leur point de soudure qui est plongé dans la vapeur surchauffée dont il s'agit de mesurer la température. A partir de leur point de soudure S, ces fils C et M sont soigneusement isolés l'un de l'autre et leurs extrémités sont reliées à un galvanomètre très sensible G placé sous la marquise.
Dès que la température du point de soudure S s'élève au-dessus de la température ambiante, un courant se développe dans le circuit formé par les fils G et M et son intensité est indiquée par le galvanomètre.
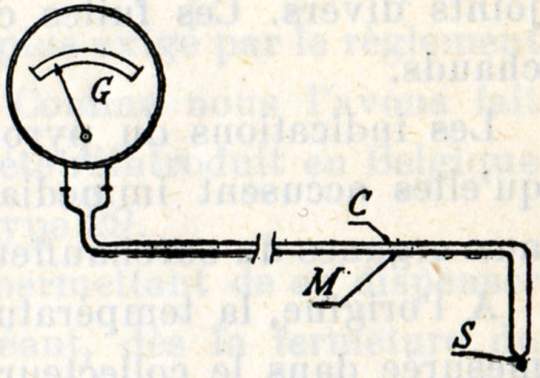
Fig. 221
Plus la température en S est élevée, plus forte est la déviation de l'aiguille.
De même que pour les pyromètres à vapeur saturée, le cadran du galvanomètre indique non pas l'intensité du courant, mais bien la température de la soudure qui y correspond.
Les pyromètres thermo-électriques décrits ci-dessus, reliés à leur galvanomètre par une ligne à deux fils conducteurs, trouvent leur emploi plutôt parmi les appareils de mesure installés dans un wagon-dynamométrique, qui est bien suspendu, que sur une locomotive.
*
* *
Pour obtenir une bonne surchauffe on doit charger le foyer de façon à produire un feu vif et blanc ; on arrive à ce résultat en chargeant régulièrement et peu à la fois.
Un feu bas, laissant passer beaucoup d'air à travers le combustible, ne donne pas une forte température aux gaz de la combustion ; un feu formé de combustible mal enflammé, produisant beaucoup de fumée donne aussi des résultats défavorables.
Si la surchauffe est insuffisante, même avec un feu bien conduit, on doit conclure à un vice de fonctionnement qui peut être dû à différentes causes :
Les indications du pyromètre sont donc fort utiles parce qu'elles accusent immédiatement la présence d'une avarie aux organes du surchauffeur.
A l'origine, la température de la vapeur surchauffée était mesurée dans le collecteur. Dans le voisinage immédiat du point où la température était prise, se trouvait un tube fermé en acier dans lequel on pouvait placer un thermomètre ordinaire à mercure pour contrôler, par comparaison, les indications du pyromètre.
On préfère actuellement mesurer la température de la vapeur à son entrée dans une des chapelles, la partie sensible du pyromètre étant placée en plein courant de vapeur. On a constaté que la différence de température entre le collecteur et l'entrée des chapelles pouvait atteindre 20 à 25°.
Nous avons vu précédemment que ce danger ne devait être envisagé qu'à modérateur fermé. Mais, même alors, il convient de remarquer que l'activité du feu est fortement réduite, la température des gaz circulant dans les gros tubes diminue aussi considérablement. Le risque de brûlure n'existe donc réellement pour les tubes de surchauffe que lorsque, le modérateur étant fermé, le souffleur est mis en action avec un feu vif.
A l'origine, les surchauffeurs ont été munis d'étouffoirs dont le clapet de fermeture commandé automatiquement arrêtait la circulation des gaz dans les gros tubes. Le règlement de police des appareils à vapeur (art. 23) exigeait la présence d'un dispositif de ce genre.
L'expérience a toutefois démontré que l'absence d'étouffoir ne pouvait entraîner des risques pour le personnel de la machine, la résistance des tubes surchauffeurs étant largement suffisante, leur diamètre est d'ailleurs très faible (max. 42mm). L'étouffoir n'est plus considéré actuellement que comme un dispositif de protection des tubes eux-mêmes, destiné à prolonger leur durée de service. Il n'est plus exigé par le règlement de police, pour les locomotives. Comme nous l'avons fait remarquer page 161, l'étouffoir a été réintroduit en Belgique avec les locomotives américaines type 29.
On a imaginé divers procédés permettant de se dispenser de l'étouffoir ; ils agissent en créant, dès la fermeture du modérateur, une circulation active d'air ou de vapeur, ou à la fois d'air et de vapeur, dans le surchauffeur.
Un procédé assez couramment employé consiste à placer sur le collecteur, (chambre de vapeur saturée), une soupape automatique fermée normalement par la pression de la vapeur et qui s'ouvre à modérateur fermé, laissant pénétrer l'air atmosphérique dans le collecteur.
Ainsi que nous le verrons plus loin, pendant la marche à modérateur fermé, il se produit normalement une aspiration dans les tuyaux de livrance et par là dans le surchauffeur lui-même. La dépression ainsi produite provoque l'ouverture de la soupape automatique de rentrée de l'air du collecteur. L'air qui s'introduit ainsi est froid (10 à 15° par exemple), il refroidit donc par son passage les éléments surchauffeurs tout en s'échauffant lui-même ; à son arrivée aux chapelles, il est à une température suffisante pour éviter leur refroidissement, ce qui est aussi avantageux.
La mise en action du souffleur, les by-pass des cylindres étants ouverts, provoque un vide dans la boîte à fumée : ce vide se transmet par les chapelles au surchauffeur et contribue à l'ouverture de la soupape automatique du collecteur. Cette action est la seule qui puisse assurer la circulation d'air froid dans le surchauffeur lorsque la machine est arrêtée ; dans ce cas les pistons, étant immobiles, ne peuvent contribuer à la production du vide provoquant la circulation d'air.
On peut reprocher à ce procédé que l'air venant en contact avec la tubulure du surchauffeur l'oxyde plus ou moins et brûle ou carbonise partiellement les huiles de graissage des cylindres. La carbonisation des huiles entraine le calage des cercles des pistons distributeurs et une usure prématurée des organes.
Un autre dispositif, adopté aux chemins de fer belges, consiste dans l'emploi d'une soupape de rentrée d'air automatique placée sur le collecteur, compartiment vapeur saturée, comme il a été dit plus haut. L'air introduit par cette soupape s'écoule dans un conduit cylindrique dans lequel un jet central de vapeur vive contribue à activer la circulation à l'intérieur du surchauffeur, en augmentant la quantité d'air atmosphérique appelé tout en le mélangeant à une certaine quantité de vapeur.
L'écoulement de la vapeur est commandé par un robinet spécial, manœuvré de la marquise. Ce robinet peut rester ouvert pendant tout le parcours de la machine. A modérateur fermé, la vapeur joue le rôle décrit ci-dessus ; à modérateur ouvert, elle s'ajoute simplement à celle qui vient du modérateur. Le robinet ne doit être fermé que lorsque la machine cesse son service.
Le mot fumivore signifie qui dévore la fumée. Mais qu'est-ce donc que la fumée et d'où provient-elle ?
Nous avons tous remarqué que le coke brûle sans jamais dégager d'autre fumée qu'une légère vapeur blanchâtre : par contre, si nous chargeons sans précautions spéciales quelques pelletées de charbon gras dans un foyer ordinaire, il se dégage une fumée noire et abondante (note 183). D'où vient cette différence entre les deux combustibles ?
Pour répondre à cette question, remarquons que nous pouvons transformer du charbon gras en coke, il suffit pour cela que nous le chauffions à l'abri de l'air en l'enfermant, par exemple, dans une cornue en fonte bien close. Dans ces conditions, malgré la chaleur et à cause du manque d'air, le charbon ne brûle pas, il distille, il s'en dégage des substances gazeuses qui fournissent le gaz d'éclairage et, l'opération terminée, il ne reste dans la cornue que du coke.
Le gaz d'éclairage, tout comme le charbon gras dont il est sorti, donne une flamme plus ou moins éclairante mais fumeuse si on le brûle sans précautions spéciales, par exemple, en l'allumant au bout d'un tuyau dépourvu de bec. Mais si on le brûle dans un bec à gaz Bunsen bien réglé, la fumée disparait. Quant à la flamme, elle est devenue plus courte, elle est de couleur bleue, c'est une flamme non éclairante mais chauffante. Pourquoi la fumée a-t-elle disparu ? Parce que le bec à gaz est construit de telle manière qu'avec le gaz se mélange une quantité d'air convenable pour le brûler complètement.
Le rapprochement des constatations qui précèdent nous amène à conclure naturellement :
Que si un foyer produit de la fumée, celle-ci provient :
Dès lors, la fumée se produira d'autant plus facilement que le charbon sera plus gras, que le mélange de l'air avec les gaz sortant du charbon sera moins parfait, que le milieu dans lequel s'opère la combustion sera à une température plus basse.
Aux considérations qui précèdent, ajoutons encore une remarque importante : il ne suffît pas que le mélange de l'air avec les gaz produits par la distillation du charbon soit intime, pour que la combustion ait lieu, il faut encore que ce mélange se fasse dans un milieu à haute température.
Dans ces conditions, c'est dans le foyer même qu'on prendra utilement des dispositions pour combattre la production de fumée.
Nous avons vu précédemment que la voûte et le déflecteur éventuel sont des appareils fumivores dont l'action est efficace parce qu'ils provoquent un brassage énergique des gaz au contact des surfaces incandescentes (briques et charbon).
Au repos, il peut y avoir production de fumée par suite du tirage insuffisant, on peut la supprimer en remplaçant la décharge par un jet annulaire de vapeur donné par le souffleur. Le souffleur est constitué d'un tube contourné en anneau, fixé autour de la tuyère de décharge et percé vers le haut d'une série de petits trous (voir en s fig. 146 et 147).
Une conduite intelligente du feu concourt aussi à la suppression de la fumée. En effet, en chargeant par intervalles réguliers et peu à la fois, le dégagement des gaz se fera lui-même régulièrement et par petites quantités ; ce dégagement se fera en présence d'un charbon bien incandescent ; dès lors si l'on règle convenablement l'accès de l'air par l'entrebâillement de la porte et, si l'on manœuvre convenablement les clapets d'air du cendrier, il n'y aura pas production de fumée.
Mais il est difficile d'obtenir que le personnel exécute ces opérations d'une manière tout à fait régulière, car son activité s'étend à la surveillance et au fonctionnement de nombreux appareils ; il doit en outre observer les signaux de la voie.
C'est pourquoi on a créé des appareils spéciaux qui, automatiquement, suppriment la fumée au repos comme en marche, ce sont les fumivores.
Dans la locomotive, la fumée est surtout à craindre dans les deux circonstances suivantes :
1°) A l'arrêt on en marche à modérateur fermé. - A ces moments, le tirage forcé n'existant plus, il ne passe plus assez d'air à travers la grille, le combustible distille partiellement au lieu de brûler, d'où apparition de la fumée. La première condition à remplir par un fumivore est donc de supprimer la fumée à modérateur fermé.
Pour satisfaire à cette condition, les fumivores sont construits de telle manière que le souffleur est mis en marche automatiquement dès qu'on ferme le modérateur et il est arrêté dès que le modérateur est ouvert.
2°) Immédiatement après chaque introduction de combustible, il se produit encore une distillation qui diminue peu à peu. Pour brûler complètement les gaz produits par la distillation et supprimer ainsi la fumée, les fumivores doivent provoquer une arrivée d'air au-dessus de la couche de combustible et assurer un mélange convenable de cet air avec les gaz à brûler. C'est par la façon dont ils réalisent cette seconde condition que les fumivores se distinguent les uns des autres. Le plus souvent, les fumivores lancent dans le foyer une série de jets de vapeur qui partent du dessus de la porte pour aboutir un peu au-dessous de la voûte. Ces jets de vapeur, qui se développent en éventail au-dessus du combustible, brassent énergiquement les gaz naissants dans le foyer. Cette injection de vapeur se complète par un dispositif permettant une rentrée d'air convenable, Dans certains fumivores, la quantité d'air ainsi envoyée au-dessus du combustible décroit progressivement au fur et à mesure que le dégagement des gaz diminue.
En supprimant la fumée, les fumivores améliorent le rendement de la chaudière par le fait qu'ils assurent une combustion plus complète des gaz produits par la distillation du charbon, mais c'est à la condition que l'excès d'air admis dans ce but par dessus la couche de combustible, soit convenablement dosé.
Enfin, en outre de la suppression de la fumée et de l'augmentation du rendement, les fumivores concourent à la sécurité en combattant les retours de flamme éventuels.
Des retours de flamme se produisent parfois lors de la fermeture du modérateur ou à l'entrée d'un tunnel lorsque la porte du foyer est ouverte.
Pour combattre les retours de flamme, il faut créer un tirage quand la porte du foyer est ouverte et que le modérateur est fermé. Or, c'est précisément ce que font les fumivores.
Quelques locomotives belges ont été munies autrefois de fumivores du système Langer et du système Marcotty, mais ces appareils ont été abandonnés.
Le fumivore Pyram est actuellement employé sur quelques locomotives belges de manœuvre.
L'appareillage comprend :
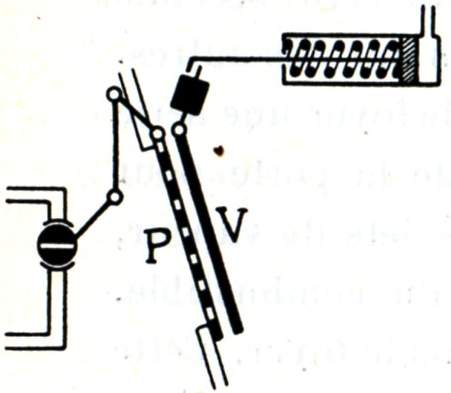
Fig. 222
Porte et volet fermés.
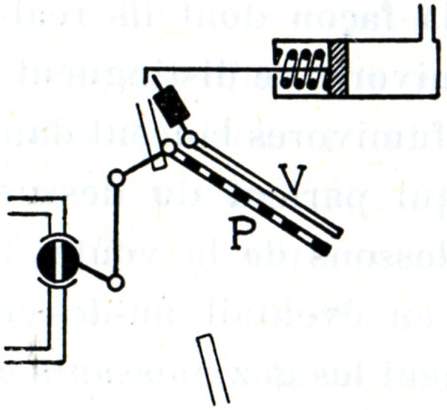
Fig. 223
Porte et volet ouverts.
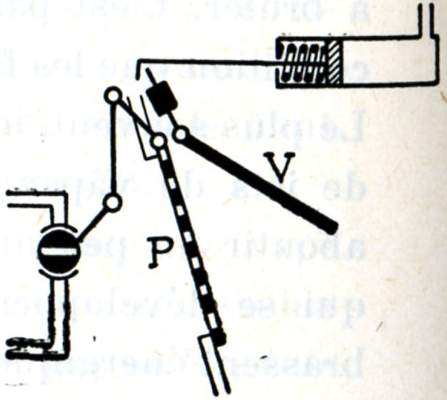
Fig. 224
Porte fermée et volet ouvert.
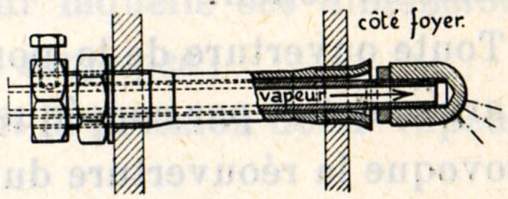
Fig. 225
Buse d'injection.
Fonctionnement.
L'entrée d'air supplémentaire ainsi obtenue améliore la combustion et la fumivorité.
La mise en action du souffleur protège le personnel contre les retours de flamme.
L'action du souffleur remplace le tirage produit par l'échappement des cylindres, tandis que l'entrée d'air supplémentaire permet d'obtenir la fumivorité.
En pareil cas, le personnel annule le fonctionnement du fumivore en manœuvrant à la main la commande du distributeur.
Toute ouverture de la porte du foyer qui correspond à un chargement et par conséquent à une réapparition de la fumée, provoque la réouverture du souffleur et celle du volet d'entrée d'air supplémentaire.
La chaudière de la locomotive doit, comme tout générateur de vapeur, être munie d'appareils de sûreté destinés :
Le rôle des soupapes de sûreté est d'éviter que la pression de la vapeur ne devienne exagérée et de la ramener automatiquement à la pression du timbre quand celle-ci est dépassée.
Le diamètre des soupapes doit être suffisamment grand pour que toute la vapeur produite puisse s'écouler, sans que la pression monte au-delà d'une limite admissible. Chaque chaudière doit porter deux soupapes, l'une devant servir dans le cas où l'autre viendrait à faire défaut.
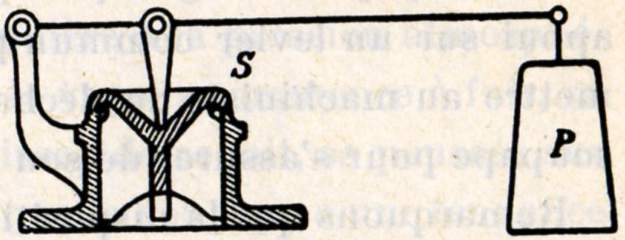
Fig. 226
Les soupapes des chaudières de locomotives se distinguent des soupapes des chaudières fixes en ce que le poids P (fig. 226), à appliquer à l'extrémité du levier en vue d'équilibrer la pression de la vapeur sur la soupape S, est remplacé par un ressort à tension réglable. Par suite des trépidations de la machine en marche, le contrepoids P danserait continuellement et fonctionnerait défectueusement puisque à chaque soulèvement la soupape serait déchargée. Remarquons cependant que les soupapes à ressort présentent l'inconvénient que la tension du ressort augmente avec la levée de la soupape.
Les soupapes à levier et à ressort, du type dit soupapes à balance, ne se rencontrent plus guère ; le mécanisme qui transmet l'action du ressort à la soupape présente différentes articulations donnant lieu à frottement ; la charge de la soupape n'est donc pas rigoureusement constante. On abandonne de plus en plus ce dispositif et l'on charge directement la soupape par le ressort (systèmes Wilson, Coale, Adams, etc.).
Nous décrirons d'abord la soupape à charge directe Wilson en usage à la S.N.C.B. (fig. 227).
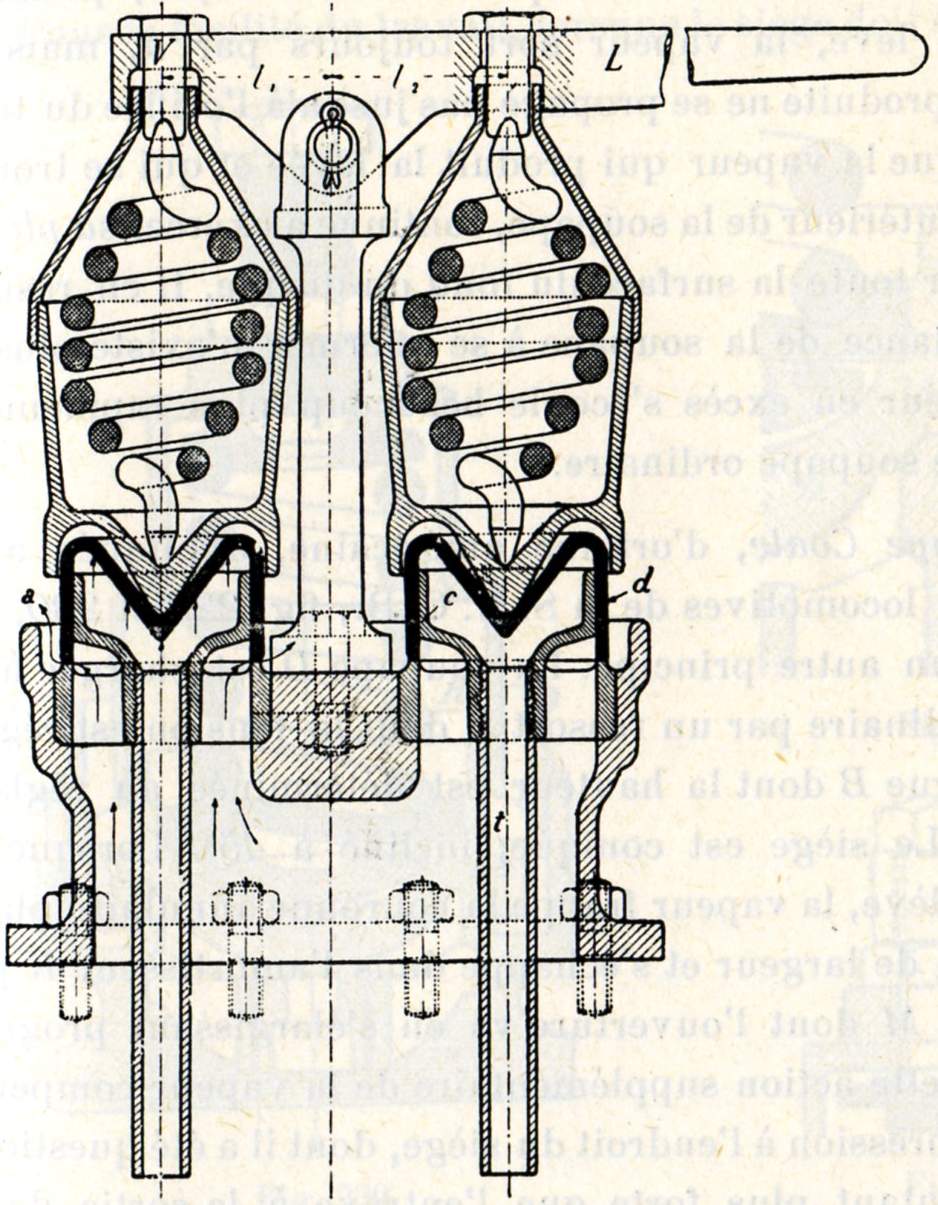
Fig. 227. - Soupape de sûreté Wilson.
La soupape d présente la forme d'une cloche sur laquelle vient presser le ressort. Ce ressort, en hélice, est renfermé dans une boîte en laiton qui le protège de l'action corrosive de la vapeur et de la pluie. Cette enveloppe sert en outre à retenir la soupape en cas de bris du ressort.
En serrant ou en desserrant la vis V, on comprime ou l'on détend le ressort, en d'autres termes, on augmente ou l'on diminue la charge sur la soupape. Pour que la position des vis déterminée au réglage reste invariablement la même, on interpose entre la tête de la vis et le levier une bague d'arrêt B dont la hauteur, poinçonnée sur la bague, doit être renseignée au procès-verbal de visite (fig. 228).
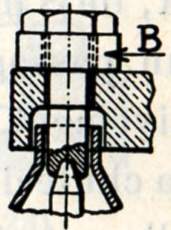
Fig. 228
Les soupapes sont groupées par paire ; chaque ressort prend appui sur un levier commun prolongé d'un côté afin de permettre au machiniste de décharger à volonté l'une ou l'autre soupape pour s'assurer de son bon fonctionnement.
Remarquons que la disposition qui consiste à grouper ainsi les soupapes par paire a l'avantage de rendre impossible le calage des soupapes par le machiniste, car s'il voulait charger une des soupapes, il déchargerait l'autre.
Le levier n'étant pas symétrique, pour arriver à conserver la même charge sur chaque soupape on a adopté des bras de levier différents l1 et l2.
Mais voici ce qui caractérise la soupape Wilson :
Considérons une soupape ordinaire à disque plat, au moment où elle se lève. La vapeur qui s'échappe doit passer en un instant de la pression de la chaudière à la pression atmosphérique, il en résulte que dès que la vapeur commence à fuir, sa pression à l'endroit du siège baisse ; de ce fait, sa poussée sur le disque diminue, il en résulte que la soupape a une tendance a se refermer et, en tout cas, sa levée n'est pas en proportion de l'excès de pression qui règne dans la chaudière et qui est accusé par le manomètre.
On a imaginé des dispositifs divers pour remédier à cet inconvénient, voici celui inventé par Wilson.
Pour soustraire la soupape à l'influence de la dépression produite par l'écoulement de la vapeur, Wilson a guidé intérieurement la soupape par une cloche c disposée en sens inverse de la première et qui se prolonge par un tube t descendant dans la chambre de vapeur. De cette façon, quand la soupape se lève, la vapeur sort toujours par o, mais la dépression produite ne se propage pas jusqu'à l'orifice du tube t de sorte que la vapeur qui produit la levée et qui se trouve retenue à l'intérieur de la soupape, continue à exercer sa pleine pression sur toute la surface du fond du disque. Il en résulte que la tendance de la soupape à se refermer n'existe plus et que la vapeur en excès s'écoule beaucoup plus rapidement que par une soupape ordinaire.
La soupape Coale, d'origine américaine, appliquée à la plupart des locomotives de la S.N.C.B., fig. 229 et 230, est basée sur un autre principe. La soupape D est chargée à la manière ordinaire par un ressort R dont la tension est réglée par une bague B dont la hauteur est déterminée au réglage (fig. 231). Le siège est conique, incliné à 45°. Lorsque la soupape se lève, la vapeur frappe la couronne annulaire plane A, de 8 mm de largeur et s'échappe dans l'amortisseur K par un passage M dont l'ouverture va en s'élargissant progressivement. Cette action supplémentaire de la vapeur compense la chute de pression à l'endroit du siège, dont il a été question ; elle est d'autant plus forte que l'entrave à la sortie de la vapeur de l'espace E par le passage M est plus grande.
Ces soupapes doivent être réglées de façon qu'elles retombent sur leur siège lorsque la pression à la chaudière est descendue à 1/4 kg au-dessous du timbre.
Pour opérer ce réglage de sensibilité, on dispose de la bague B filetée sur le soubassement et dont la position en hauteur peut ainsi être réglée avec précision. Si la pression à laquelle la soupape retombe est trop faible, c'est-à-dire si la soupape reste trop longtemps levée, on fait tourner la bague B d'une certaine quantité, de façon à abaisser son niveau. L'ouverture du canal M se trouve ainsi agrandie et l'action de la vapeur sur la couronne annulaire de la soupape est diminuée. On opère en sens inverse dans le cas contraire. La position définitive de la bague B est fixée au moyen d'une vis y dont la pointe pénètre dans une des encoches correspondantes de la bague.
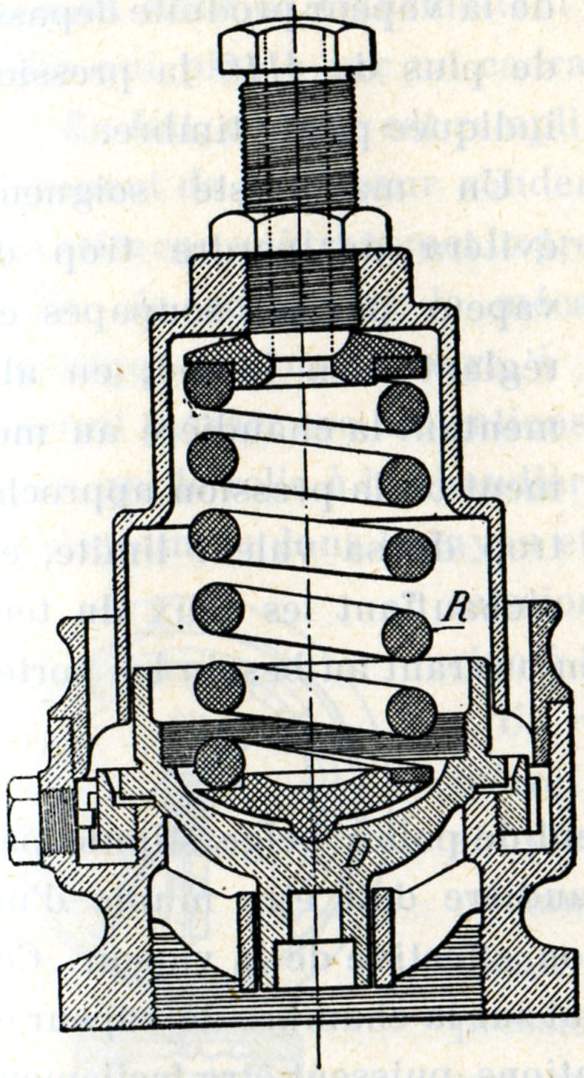 |
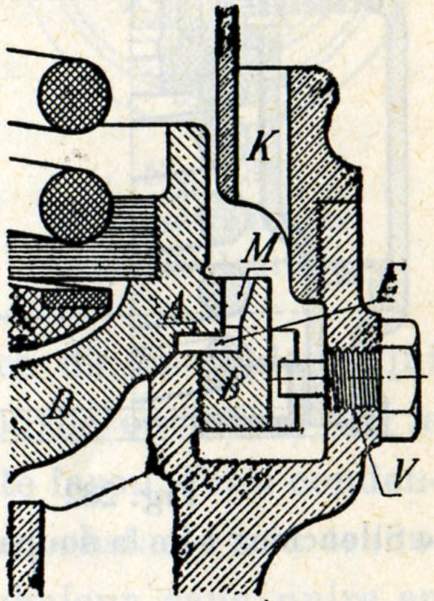 |
| Fig. 230 | |
 |
|
| Fig. 229 | Fig. 231 |
| Soupape de sûreté système Coale. | |
Pour la facilité du travail, lorsque le siège doit être rafraîchi, la soupape D et le soubassement sont pourvus d'un filetage intérieur. La largeur de la surface d'appui conique de la soupape ne peut jamais dépasser 4 mm.
La sortie de la vapeur par les soupapes produit souvent un bruit assourdissant, aussi gênant pour le public que pour le personnel de la machine, c'est pourquoi les soupapes Coale sont actuellement pourvues d'un «silencieux» représenté fig.232.
Fig. 232
«Silencieux» de la soupape Coale
Aux termes de l'article 18 du règlement de police belge sur les appareils à vapeur (note 194), toute chaudière doit être munie de deux soupapes de sûreté et chacune de ces soupapes doit offrir une section et une disposition telles qu'elle suffise seule à évacuer toute la vapeur produite, quelle que soit l'activité du feu, sans que la pression de la vapeur produite dépasse de plus de 1/10 la pression indiquée par le timbre.
Un machiniste soigneux évitera de perdre trop de vapeur par les soupapes en réglant bien le feu, en alimentant la chaudière au moment où la pression approche trop de sa valeur limite, en réchauffant les eaux du tender, en fermant le cendrier et en ouvrant au besoin les portes du foyer.
Le règlement de police belge stipule par son article 22 que chaque chaudière doit être munie d'un manomètre indiquant la pression effective de la vapeur. Cet appareil doit être fixé directement sur la chambre de vapeur et placé de manière que ses indications puissent être facilement observées par le chauffeur. L'arrêté royal du 15 décembre 1906 prescrit le placement sur les chaudières de manomètres gradués en kilogrammes par centimètre carré avec subdivisions en 1/2 kg.
Les manomètres employés sur les locomotives sont tous du type «métallique» ; à la S.N.C.B., on rencontre surtout le manomètre Bourdon et quelques manomètres Schaeffer et Budenberg.
Le manomètre Bourdon est un manomètre à tube, c'est-à-dire qu'il consiste (fig. 233) en un tube A B, de section elliptique aplatie, courbé en arc de cercle, fermé à l'un de ses bouts et dans lequel peut s'exercer la pression de la vapeur. Le bout A est fixe, l'extrémité B est libre. Sous la pression intérieure de la vapeur, ce tube tend à se redresser et les déplacements du bout libre se transmettent à l'aiguille qui pivote sur un cadran gradué. En fait, ce tube est rempli d'eau provenant de la vapeur condensée et c'est cette eau qui transmet la pression.
Fig. 233
Manomètre à tube, système Bourdon.
Afin de soustraire le mécanisme métallique du manomètre à l'influence de la chaleur qui pourrait fausser ses indications, on recourbe en forme d'U le tuyau qui le relie à la chaudière. De cette façon, l'eau condensée s'accumule dans le tuyau et met ainsi obstacle à la transmission de la chaleur sans nuire en rien à la transmission de la pression.
Un robinet permet d'isoler le manomètre, soit pour le remplacer, soit simplement pour vérifier son zéro. Il ne faut ouvrir ce robinet que lentement, l'établissement brusque de la pression dans le manomètre étant de nature à provoquer des chocs qui pourraient le détériorer.
Fig. 234
Manomètre à plaque, système Schaeffer et Budenberg.
Le manomètre Schaeffer et Budenberg est un manomètre à plaque. Dans ce type (fig. 234), la vapeur pénètre dans une boite A fermée par un diaphragme plat ou ondulé circulairement. Ce diaphragme D cède plus ou moins selon la pression de la vapeur et ses mouvements sont amplifiés par le mécanisme de transmission à l'aiguille indicatrice.
Aujourd'hui, avec les chaudières à haute pression, la graduation en secteur dont le pivot de l'aiguille occupe le sommet (fig. 233), tend à disparaître. On préfère placer le pivot de l'aiguille au centre (fig. 234), la graduation règne alors pour ainsi dire sur toute la circonférence, cette disposition permet d'avoir de nombreuses divisions, tout en conservant entre celles-ci des intervalles suffisants. Exemple : le manomètre Bourdon gradué de 0 à 21 kg avec subdivisions en 1/4 kg.
On vérifiera de temps à autre le manomètre en comparant ses indications à celles d'un manomètre étalon ; celui-ci s'applique par sa bride au moyen de serre-joints sur le collet d'une tubulure à robinet adaptée à la chaudière, conformément aux prescriptions de l'art. 22 du règlement de police.
La pression maximum sous laquelle la chaudière peut fonctionner est toujours indiquée d'une façon appareille au moyen d'une plaque en laiton fixée à la chaudière au moyen de rivets qui reçoivent, eu même temps que la plaque elle-même, l'empreinte du poinçon du service de surveillance. Le manomètre porte un trait rouge sur le chiffre de la graduation correspondant à la pression maximum admise (chiffre indiqué par la plaque dont question ci-dessus). Quand la vapeur atteint cette pression, les soupapes se lèvent ; si à ce moment l'aiguille du manomètre est en avance ou en retard de plus de 1/2 kg, il convient de faire réparer le manomètre.
L'article 24 du règlement de police prescrit que toute chaudière doit être munie de deux appareils indicateurs du niveau de l'eau, indépendants l'un de l'autre, dont l'un au moins doit être un tube en verre ou tout autre appareil équivalent, disposés de manière que le niveau de l'eau s'y établisse à la même hauteur que dans la chaudière et puisse être directement observé. Le tube ou la plaque de fermeture devront pouvoir être facilement nettoyés et remplacés. Le second indicateur a pour but de faire connaître la situation du niveau de l'eau quand le premier cesse de fonctionner ; il contrôle en outre les indications du premier.
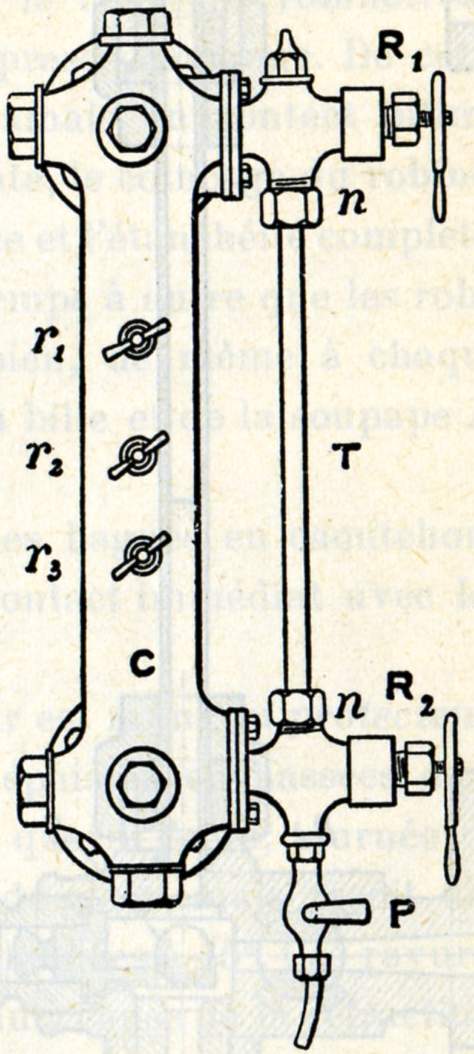
Fig. 235
Indicateur à bouteille
Les anciens types de locomotives belges étaient pourvus de l'indicateur représenté figure 235 : le tube indicateur T en verre est engagé par ses extrémités dans deux douilles à bourrage n, celles-ci sont vissées sur un corps C en fonte, dénommé barillet ou bouteille, en communication avec la chambre de vapeur et avec l'eau de la chaudière. Le corps C porte en outre trois robinets de jauge r1 r2 r3 ; r2 se trouvant au niveau normal de l'eau, r1 dans la vapeur et r3 dans l'eau. L'appareil est complété par deux robinets interrupteurs R1 R2, permettant d'isoler le tube en cas d'accident et par un robinet purgeur P. En cas de bris, c'est toujours le robinet R2 amenant l'eau qu'il faut chercher à fermer le premier, car les brûlures causées par l'eau chaude sont plus dangereuses que celles produites par la vapeur. Cela tient à ce que, à volume égal, l'eau contient beaucoup plus de chaleur que la vapeur.
En ouvrant le robinet purgeur pendant la marche, on s'assure que les tubulures ne sont pas obstruées et on rince le tube par un courant de vapeur.
Ce dispositif présente des inconvénients sérieux :
On préfère employer deux indicateurs à tube de verre, c'est le cas pour toutes les locomotives modernes.
Entrons maintenant dans quelques détails au sujet de la construction des indicateurs à tube de verre ; nous prendrons comme exemple l'indicateur Dewrance d'un usage général à la S.N.C.B. (fig. 236).
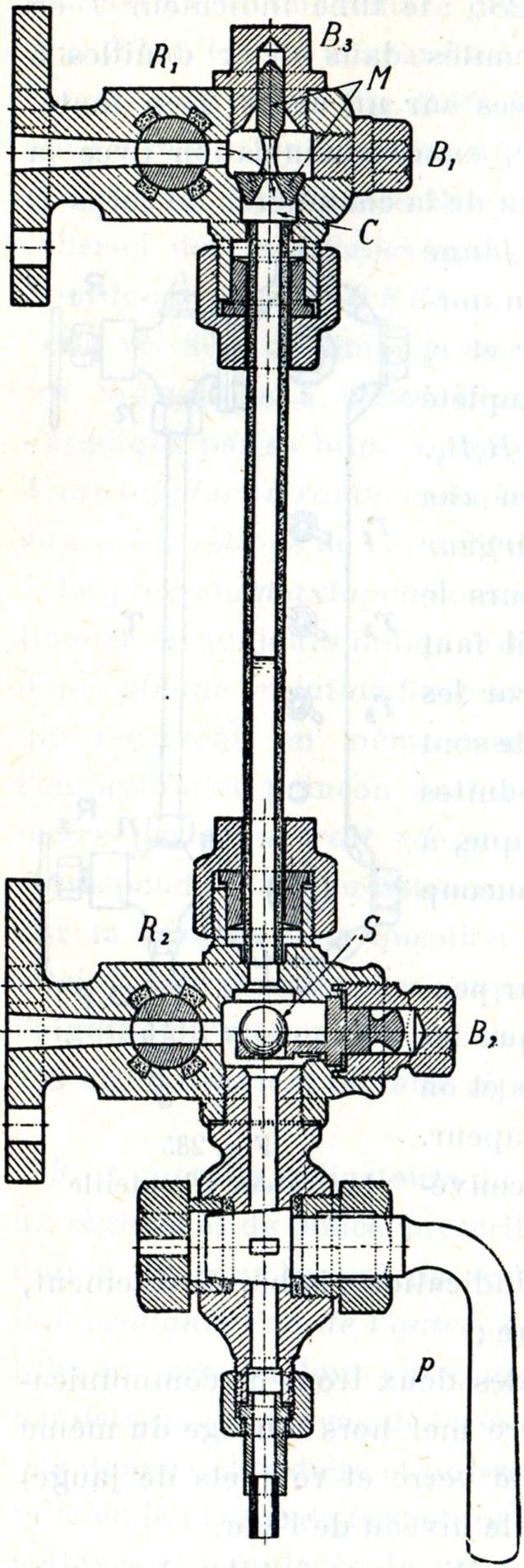
Fig. 236
Indicateur système Dewrance.
Indépendamment des robinets interrupteurs R1 R2, du robinet purgeur p et des bouchons de visite B1 B2, cet indicateur comporte :
Afin de ne pas gêner la visite des orifices par le bouchon B1, on ménage une ouverture dans la tige de la soupape M. Enfin, si la soupape était d'une pièce avec le bouchon supérieur B3, ou n'aurait pas l'assurance que, quand le bouchon est vissé à fond, la soupape porte sur son siège ; c'est pour cette raison que la queue de la soupape coulisse dans le bouchon.
Les robinets interrupteurs R2 et R1 sont à garniture d'amiante. L'amiante est logé dans quatre rainures longitudinales pratiquées dans le boisseau, il y est convenablement tassé de manière à bien s'appliquer contre le cône du robinet. Ce serrage est encore renforcé par un presse-bourrage. De cette façon, le cône du robinet n'entre jamais en contact intime avec le boisseau, il porte sur l'amiante, le coinçage du robinet est impossible, la manœuvre est douce et l'étanchéité complète.
Le machiniste doit s'assurer de temps à autre que les robinets R1 R2 fonctionnent toujours bien, de même à chaque lavage, le bon état de la soupape à bille et de la soupape M est vérifié.
Le tube de verre est serré dans les bagues en caoutchouc des presse-bourrages, il n'a pas de contact immédiat avec les pièces métalliques.
A la S.N.C.B., le tube indicateur est muni du protecteur, système Flamme, formé de glaces épaisses enchâssées dans une armature en laiton. L'une des quatre faces, tournée du côté de la chaudière, est dépourvue de glace, mais reçoit une tôle d'aluminium avec des rayures inclinées à 45°. Ces rayures paraissent horizontales à travers l'eau à cause de la réfraction, tandis qu'elles apparaissent inclinées à travers la vapeur ; le niveau de l'eau est ainsi rendu très apparent.
Conformément à l'art. 23 du règlement de police, une plaque P portant un trait horizontal et la mention «niveau inférieur de l'eau» est fixée sur la face arrière de la boîte à feu (fig. 237 et 237bis). Cet index est fixé à 100 mm au-dessus du ciel du foyer.
Jusqu'en ces dernières années, à la S.N.C.B., le milieu du verre indicateur du niveau de l'eau était placé à 100 mm au-dessus du ciel du foyer, c'est-à-dire qu'il correspondait au trait horizontal de la plaque P dont question ci-dessus, indiquant la limite inférieure du niveau de l'eau (fig. 237bis, côté gauche).
Aujourd'hui, c'est l'extrémité inférieure du verre qui est placée à 100 mm au-dessus du ciel (fig. 237bis côté droit).
Dans ces conditions, lorsque le niveau de l'eau affleure avec l'extrémité inférieure du tube indicateur, le machiniste est certain que le ciel est encore recouvert de 100 mm d'eau.
Il va sans dire que les deux indicateurs d'une même locomotive sont placés au même niveau.
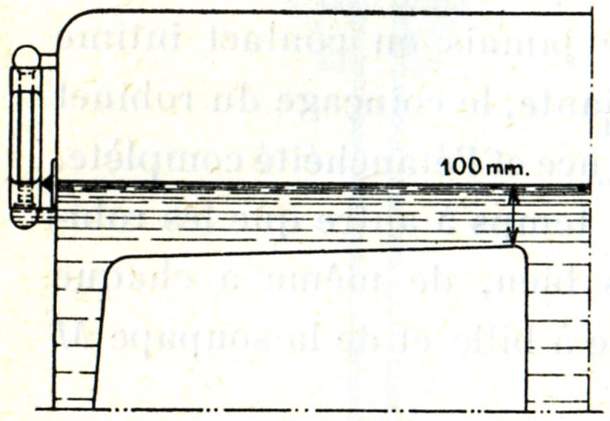 |
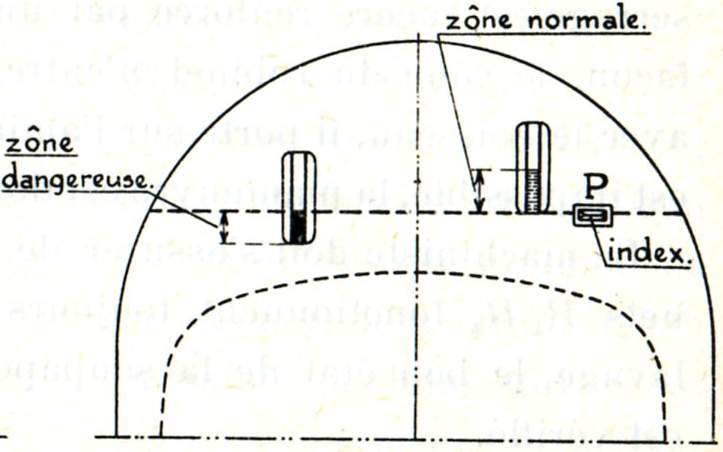 |
| Fig. 237 | Fig. 237bis |
L'indicateur Nathan s'apparente au système Klinger.
Dans ces dispositifs, on diminue les risques de rupture des tubes indicateurs et leurs dangers en remplaçant le tube en verre habituel par une gaine métallique G en forme de U (fig. 238 à 240), comportant une fenêtre verticale F fermée par une glace g très épaisse.
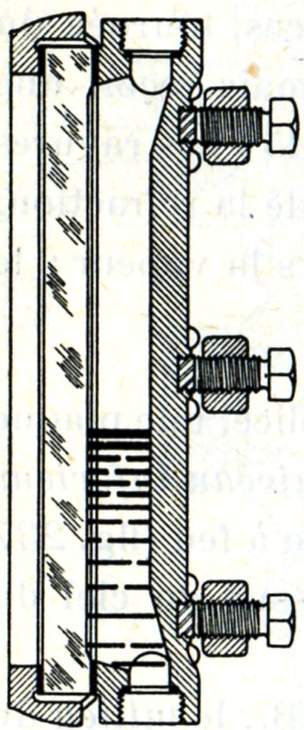 |
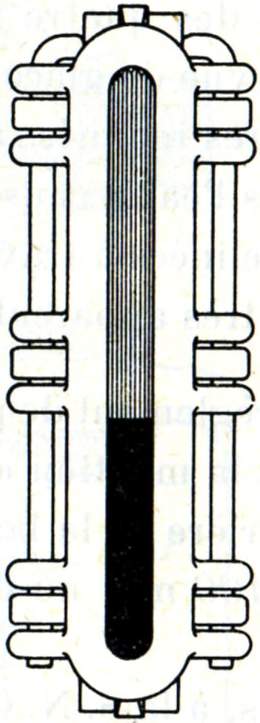 |
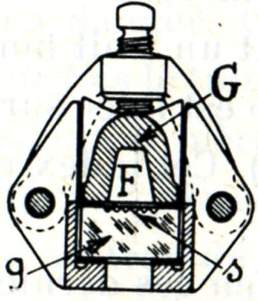 |
| Fig. 238 | Fig. 239 | Fig. 240 |
| Indicateur de niveau d'eau à réflexion. | ||
En coupe transversale, cette glace est munie de saillies longitudinales s formant des prismes. Lorsque ces prismes sont en contact avec la vapeur, leurs facettes réfléchissent la lumière et la vapeur apparaît en blanc argenté.
Au contraire, quand ils sont en contact avec l'eau, les facettes ne renvoient plus la lumière, la glace devient transparente et montre le métal du tube. Or, comme celui-ci est noir, l'eau apparaît comme si elle était noire, de sorte que la ligne de séparation entre l'eau et la vapeur apparaît très nettement.
En cas de bris de glace, le verre ne saute pas comme dans le cas d'un verre d'indicateur ordinaire, la glace se fend simplement et l'eau perle le long de la fente.
Un bouchon, garni de plomb (fusible à 334°), est fixé au point le plus élevé du ciel du foyer à l'effet de donner issue à la vapeur dans le cas où le ciel serait découvert et d'éteindre le feu tout en alertant le personnel sur le fait que le niveau de l'eau est descendu plus bas que le ciel. Les tôles du foyer surchauffées perdent de leur résistance et peuvent céder sous la pression ; en outre, si pendant l'alimentation, de l'eau froide vient en contact avec les tôles surchauffées, il se produit instantanément une vaporisation abondante qui peut amener l'explosion de la chaudière. Le bouchon fusible avertit ainsi du danger et sert d'extincteur du feu.
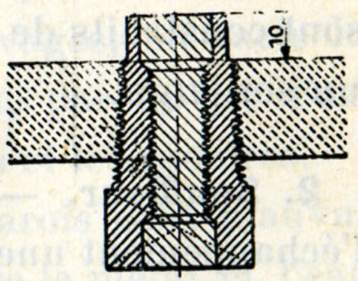
Fig. 238
Bouchon fusible.
Le bouchon, en bronze, contenant le plomb (fig. 238), est simplement taraudé dans la paroi afin de faciliter son remplacement, l'intérieur en est taraudé pour mieux maintenir le plomb que l'on y coule. Pour que son efficacité soit certaine, il faut que le bouchon fusible reste à découvert ; en effet, si les incrustations venaient le recouvrir, il pourrait fondre sans que la vapeur le traverse ; c'est pourquoi on le fait dépasser vers l'intérieur de 10 mm (fig. 238). Il est prescrit de vérifier le bouchon fusible à chaque lavage de la chaudière et pour ce faire, il faut le démonter.
Les grands foyers sont pourvus de deux bouchons fusibles.
C'est à la fois un signal avertisseur en cas de danger et un moyen de communication entre le machiniste et le personnel du train ou celui de la voie. Les locomotives sont pourvues d'un et parfois de deux sifflets donnant des sons différents. Les sifflets sont constitués d'une cloche en bronze ou en laiton qui vibre ainsi que l'air qu'elle contient sous l'action d'un jet de vapeur qui en frappe les bords. Les uns sont construits de manière à émettre un son grave, d'autres, un son aigu.
Une locomotive qui travaille rejette par l'échappement une certaine quantité de vapeur qui produit le tirage, c'est-à-dire l'aspiration à travers la grille de l'air nécessaire à la combustion du charbon. Plus l'effort développé par la machine est grand, plus forte est la quantité de vapeur rejetée et plus considérable est le tirage, il s'ensuit que la machine en travail règle en quelque sorte automatiquement l'admission d'air qui lui est nécessaire.
Mais pendant les arrêts et à la descente des pentes à modérateur fermé, il faut, si l'on veut forcer la vaporisation, injecter de la vapeur vive dans la cheminée et créer ainsi un tirage suffisant, c'est ce qu'on réalise par le souffleur. Par une prise de vapeur dont la commande est à portée du chauffeur, on conduit la vapeur dans un tuyau qui pénètre dans la boîte à fumée et s'enroule en couronne autour du tuyau de décharge (fig. 146 et 147). Par cette couronne percée de trous, s'échappe une nappe de vapeur qui s'épanouit en cône dans la cheminée et y produit l'effet désiré.
Comme nous l'avons dit, page 184, l'usage du souffleur permet d'éviter la fumée pendant les arrêts ou en marche à modérateur fermé ; de plus, si on l'ouvre avant de fermer le modérateur, on évite le retour de flammes et de fumée par la porte du foyer.
Il est nécessaire de laver les chaudières après un certain temps de service. La chaudière de la locomotive ne comporte qu'un petit volume d'eau et elle fournit une vaporisation considérable. Il s'ensuit que si l'eau contient des matières dissoutes, la concentration de celle solution ira en augmentant très rapidement et des dépôts se formeront. Ou bien ces dépôts adhèrent aux parois et forment ce qu'on appelle les incrustations, ou bien ils se présentent sous forme de boues rassemblées aux parties inférieures ; de toute façon, il faut les faire disparaître en procédant périodiquement à des lavages. Au cours des lavages, on racle les parois au moyen de baguettes en fer et, par un jet d'eau puissant, on expulse les boues accumulées et les raclures.
Les dépôts calcaires qui adhèrent aux parois sont mauvais conducteurs de la chaleur ; interposés entre le métal et l'eau, ils contrarient la transmission à l'eau de la chaleur du foyer et des tubes. Dans ces conditions, lorsque les parois du foyer et des tubes sont entartrées, la chaudière consomme plus de combustible pour produire la même quantité de vapeur. Il ressort de là que les parties qui devront être particulièrement bien nettoyées seront les parois du foyer et les tubes.
Le lavage se justifie encore pour une autre raison. Si l'épaisseur des incrustations devenait considérable, il y aurait risque de coup de feu et même d'explosion. En effet, lorsque le dépôt d'incrustations devient très épais, la chaleur ne passe presque plus du foyer ou des tubes à l'eau, les tôles ou les tubes s'échauffent outre mesure et perdent toute résistance ; les tubes crèvent ou s'aplatissent, les tôles du foyer cédant sous la pression se bombent vers l'intérieur du foyer.
Il est donc nécessaire de pratiquer un certain nombre d'ouvertures en des endroits convenablement choisis pour pouvoir effectuer les lavages dans des conditions satisfaisantes.
Aussi longtemps que les trous de lavage sont de petites dimensions, on les ferme par de simples bouchons filetés en bronze (fig. 242), ces bouchons sont coniques et à tête carrée.
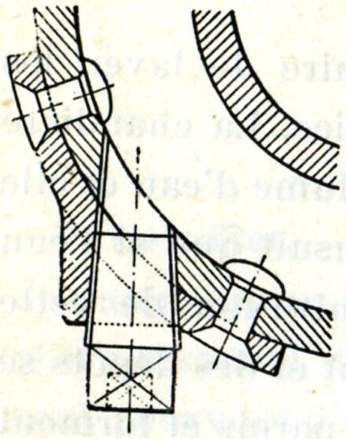
Fig. 242
Afin de renforcer la tôle de la chaudière à cet endroit et pour avoir un plus grand nombre de filets en prise, on rive ou on soude à la chaudière une applique en acier. Le va et vient des baguettes de lavage par ces orifices use rapidement le filet intérieur de la tôle. Celui-ci doit être rafraîchi ; or, après quelques opérations, le trou de lavage devient trop grand.
La disposition de la figure 243, dans laquelle le filet est extérieur, ne présente pas cet inconvénient.
On réduit cet inconvénient en utilisant des baguettes en cuivre pour le lavage.
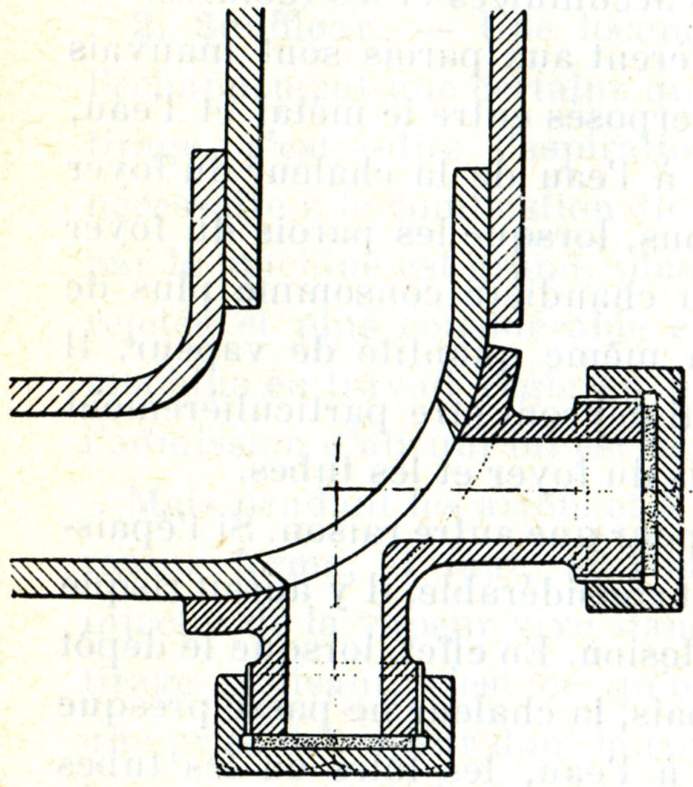
Fig. 243
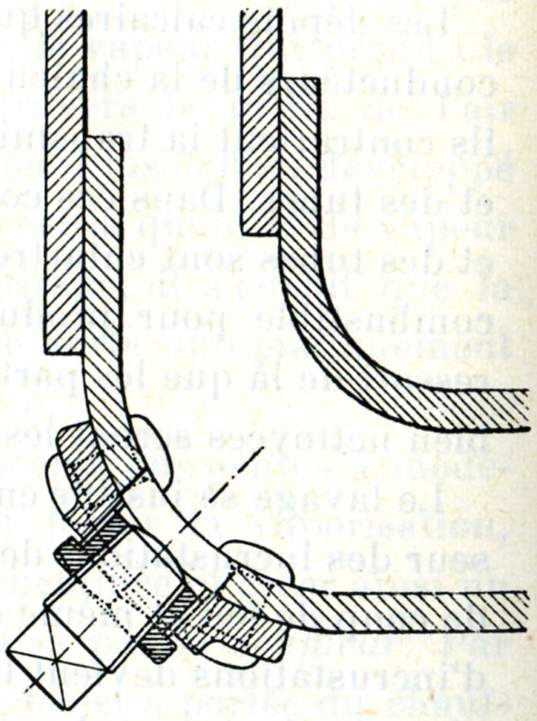
Fig. 244
Le système représenté figure 244 est également très bien conçu. C'est en somme la disposition de la figure 242, mais l'usure porte sur les filets d'un bouchon intermédiaire en acier. Ce bouchon intermédiaire, légèrement conique, reste en place lors des lavages ; son remplacement n'entraîne pas celui de l'applique. Le bouchon de lavage à siège conique des locomotives type 29 est basé sur le même principe (fig. 246).
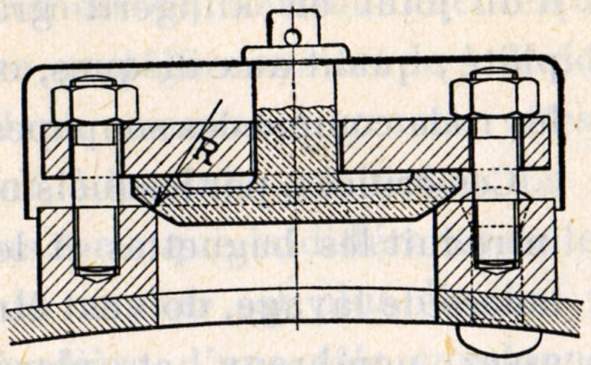
Fig. 245.
Bouchon de lavage à siège sphérique.
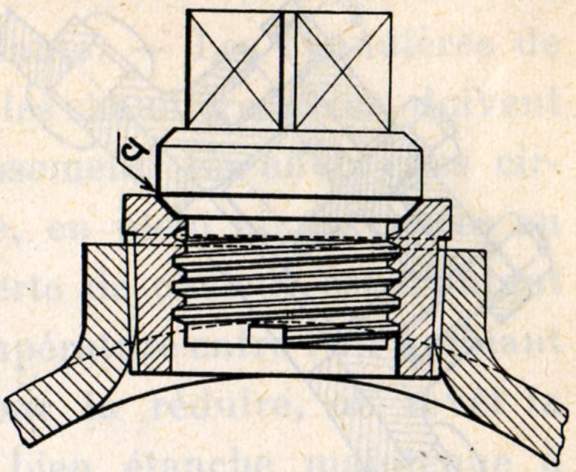
Fig. 246.
Bouchon de lavage à siège conique des locomotives type 29.
Lorsque les trous de lavage doivent avoir une grande ouverture, on fait usage d'autoclaves (fig. 247), le plateau C se trouve à l'intérieur de la chaudière, la pression de la vapeur l'applique sur son siège, de là son nom d'autoclave (qui se ferme de lui-même). L'assemblage est, par surcroît, assuré par le serrage d'un écrou prenant appui sur un étrier transversal F. Le plateau C est de forme elliptique afin qu'on puisse l'introduire ou le retirer.
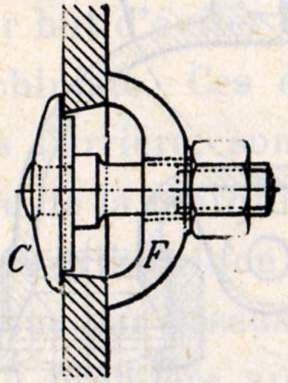
Fig. 247
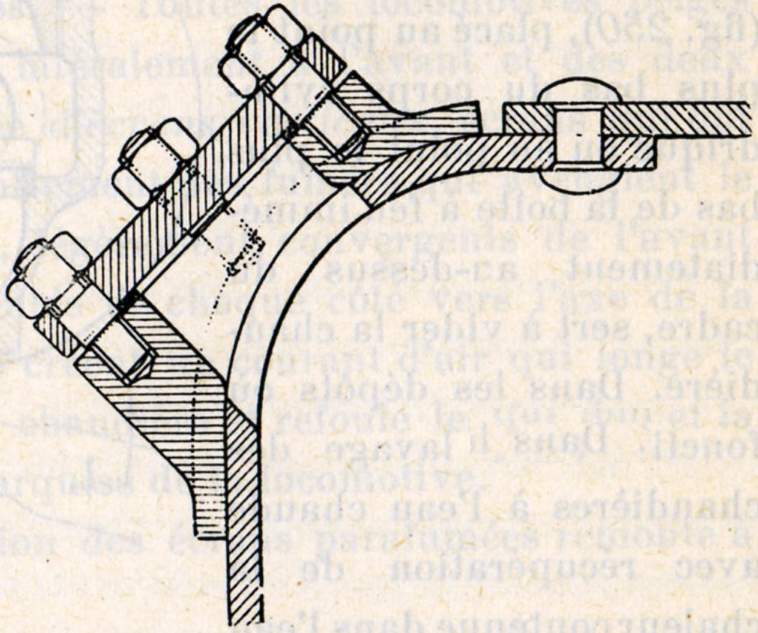
Fig. 248
On fait encore usage de simples plaques maintenues par des prisonniers avec écrous (fig. 248) ou encore de disques en forme de soupapes, maintenus par des plateaux boulonnés (fig. 245 et 249).
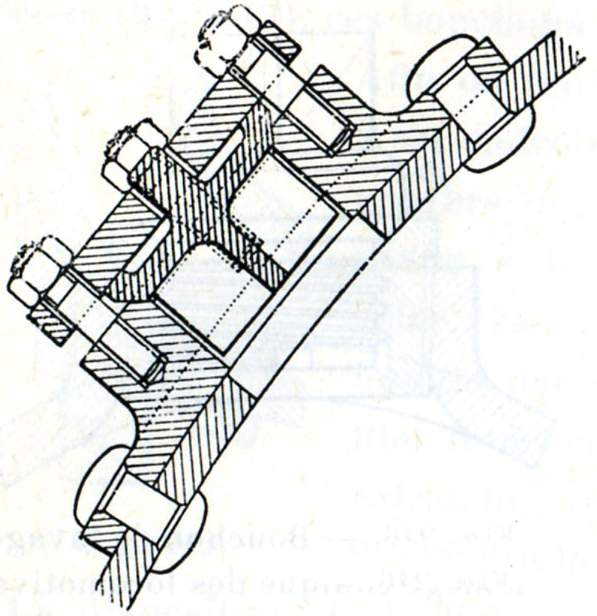
Fig. 249
Dans le cas des autoclaves, l'étanchéité est assurée soit par un joint en plomb, soit par un joint en klingérit graphité (note 206) ; avec les plaques de lavage, on se sert le plus souvent d'un joint en klingérit graphité ; quant aux disques, on les rode comme des soupapes.
Ces orifices, par lesquels on introduit les baguettes et les lances de lavage, doivent être assez nombreux et placés judicieusement pour que toutes les parties intérieures de la chaudière puissent être nettoyées et purgées des incrustations et des dépôts boueux par grattage et lavage.
Un robinet de vidange (fig. 250), placé au point le plus bas du corps cylindrique ou au point le plus bas de la boite à feu immédiatement au-dessus du cadre, sert à vider la chaudière. Dans les dépôts où fonctionne le lavage des chaudières à l'eau chaude avec récupération de la chaleur contenue dans l'eau de vidange, ce robinet porte extérieurement un pas de vis pour l'adaptation des tuyaux qui relient la chaudière aux conduites fixes.
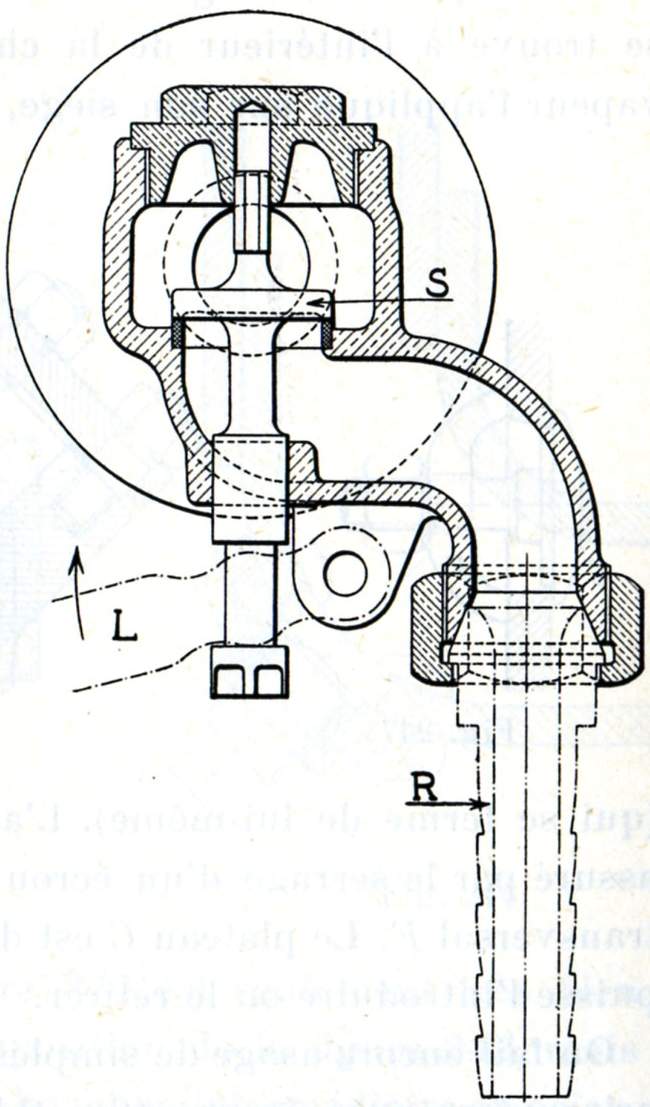
Fig. 250.
Robinet de vidange.
Rappelons que pour expulser les dépôts boueux, on peut se servir des extracteurs dont nous avons parlé pages 149 à 153.
Les chaudières de locomotives, bien plus encore que les chaudières fixes, doivent être protégées contre le refroidissement. En effet, elles circulent, souvent à grande vitesse, en plein air, exposées au vent, à la pluie, à la neige. La perte de chaleur est d'autant plus forte que la différence de température entre l'air ambiant et la vapeur est plus élevée ; pour la réduire, on revêt la chaudière d'une tôle enveloppe bien étanche maintenue à distance de la tôle constituant la chaudière. On emprisonne de la sorte entre la chaudière et cette enveloppe en tôle mince, une couche d'air qui, à cause de sa mauvaise conductibilité, diminue le refroidissement. Parfois on ne se contente pas de ce moyen et entre la tôle enveloppe et la chaudière, on interpose un matelas d'amiante ou une autre matière calorifuge.
Toutes les locomotives belges modernes sont munies latéralement à l'avant et des deux côtés de la boite à fumée d'écrans verticaux, écrans qui ont pour but d'éviter le rabattement des fumées qui aveuglent le machiniste. Ces écrans, légèrement convergents de l'avant vers l'arrière, sont orientés de chaque tôle vers l'axe de la vitre de la marquise. Ils créent un courant d'air qui longe le corps cylindrique de la chaudière et refoule les fumées et la vapeur par dessus la marquise de la locomotive.
La première application des écrans parafumées remonte à 1928.