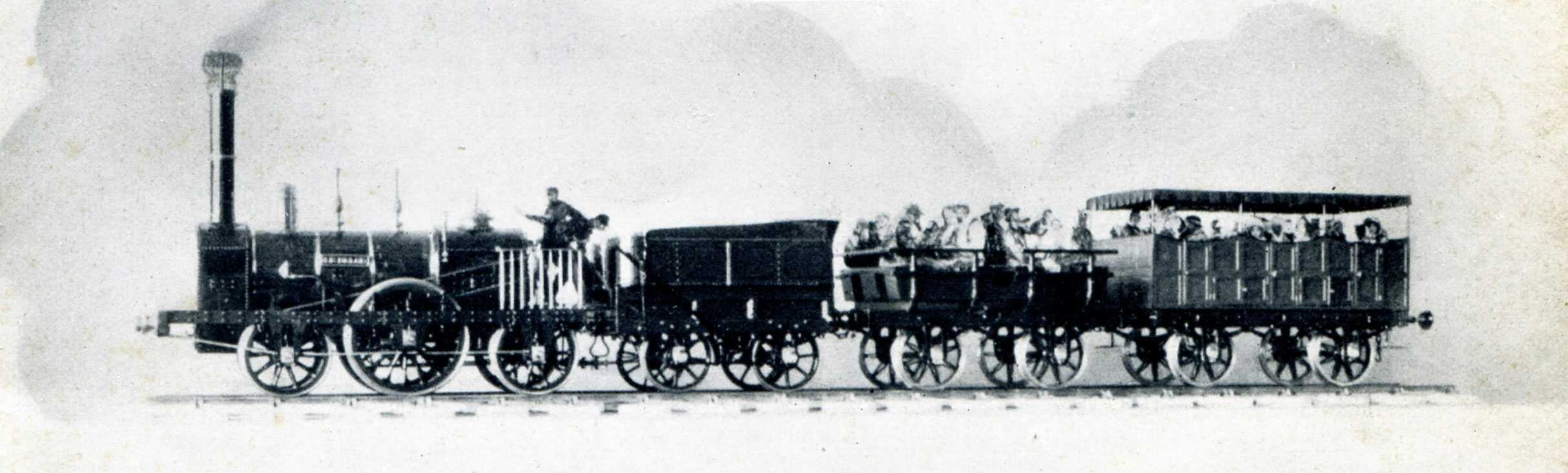
Fig. 1. - Reproduction au dixième de la locomotive « Le Belge » et des voitures construites en Belgique en 1835 pour la première ligne de chemin de fer du continent : Bruxelles-Malines. Cette reconstitution exécutée par les Ateliers centraux de la Société Nationale des Chemins de Fer Belges fut récemment offerte à S. A. R. le Duc de Brabant.
Parmi les nombreuses découvertes dont peut s'enorgueillir l'humanité, il en est peu qui aient aussi complètement bouleversé la vie du monde et son économie que celle de l'utilisation de la vapeur comme force motrice. Son application à l'industrie, première étape marquante de l'ère du machinisme, devait permettre une augmentation considérable de la production en même temps qu'une forte réduction des prix de revient. Son emploi, presque simultané, dans le domaine de la traction sur voie ferrée, devait élargir les marchés de nombreuses entreprises que le manque de moyens de communications rapides avait toujours empêchées d'écouler leurs produits en dehors de leur région, voire même de la seule localité où elles étaient établies. La grande extension que prit immédiatement le nouveau moyen de transport devait, d'autre part, entraîner la création de toute une série d'industries neuves destinées à lui fournir tant le matériel fixe que le matériel roulant. L'influence du chemin de fer et, en particulier de la locomotive, devait se manifester de bien d'autres façons encore, mais leur histoire économique est celle du grand développement industriel du siècle dernier ; elle est connue de tous et nous nous en voudrions de nous y attarder. Du point de vue technique, nous ne pourrions donner de meilleur aperçu historique des débuts de la locomotive à vapeur que celui que nous empruntons à l'excellent ouvrage de deux éminents ingénieurs de la Société Nationale des Chemins de Fer Belges, MM. U. Lamalle et F. Legein :
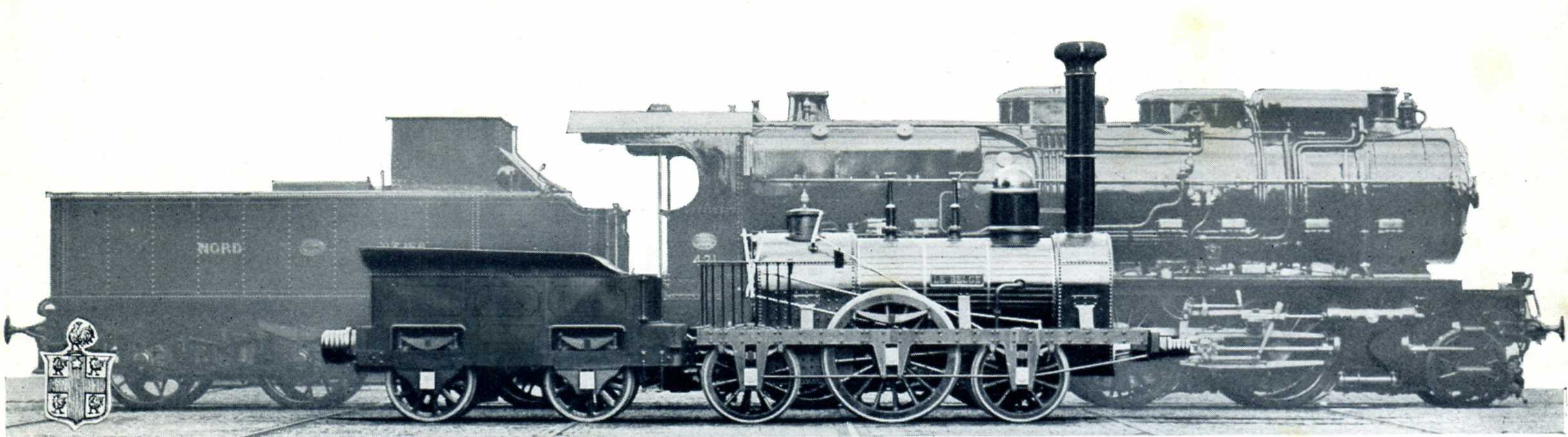
Fig. 2. - Locomotive « Le Belge », datant de 1838. photographiée devant une locomotive « Consolidation » construite par la même firme pour les Chemins de Fer du Nord (France).
Les premières locomotives furent des locomotives routières. Dès 1770, un officier français, Joseph Cugnot, construisit un fardier à vapeur, que l'on peut voir encore au Conservatoire des Arts et Métiers de Paris. Cet appareil comportait à l'arrière un essieu à deux roues et à l'avant une roue de direction. La roue directrice était actionnée par deux cylindres verticaux à simple effet dont les tiges étaient reliées par des encliquetages au moyeu de la roue. La chaudière à vapeur était sphéroïdale. Des revers de fortune forcèrent Cugnot à abandonner ses expériences après quelques essais.
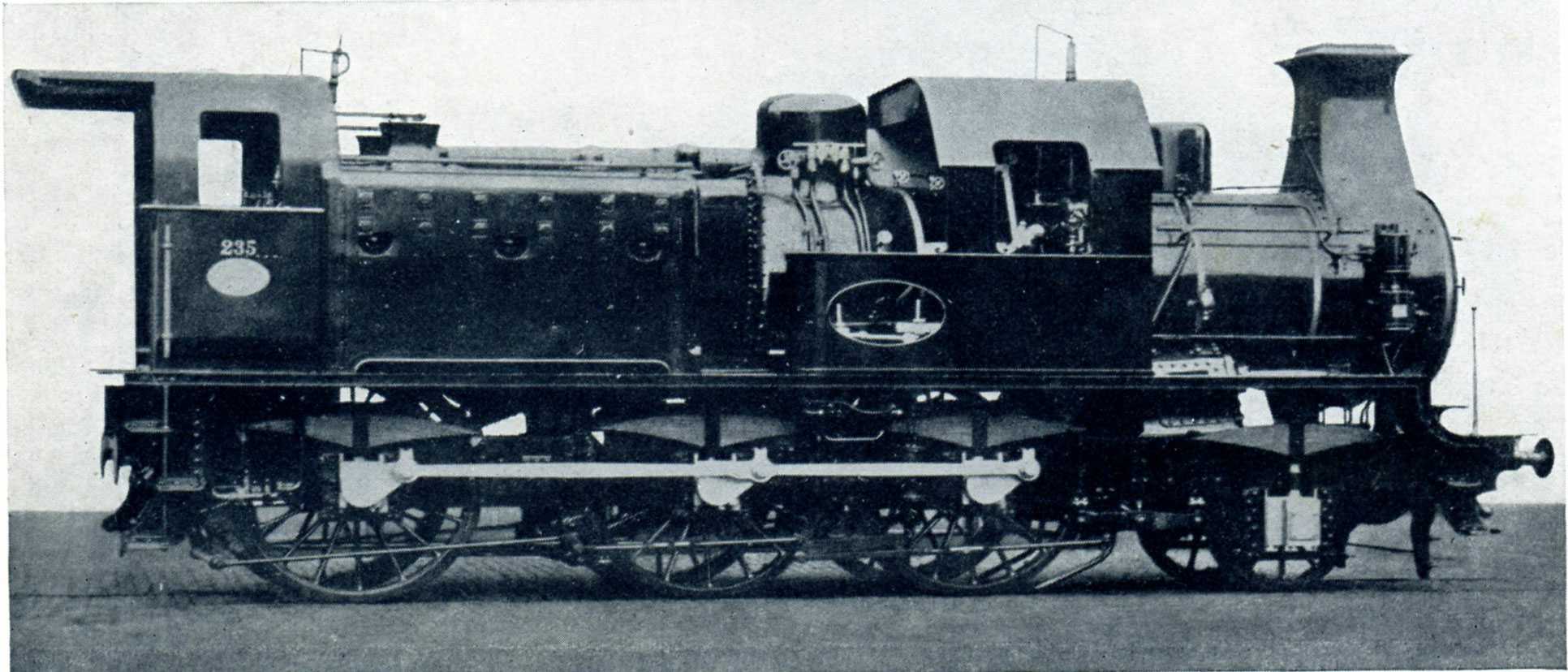
Fig. 3. - Ancienne locomotive type 6 des Chemins de Fer de l'Etat Belge utilisée à l'époque pour les trains rapides de la ligne du Luxembourg. On remarque le poste de conduite séparé placé à l'avant.
En mars 1822, l'anglais Julius Griffith fit breveter une voiture à vapeur pour le transport des voyageurs sur les routes, mais cette machine n'eut guère de succès.
En 1827, un autre inventeur anglais, Goldsworthy Gurney, construisit une diligence à vapeur qui, au cours d'expériences, réussit à faire du 25 km. à l'heure.
En 1833, Londres comptait une vingtaine de voitures à vapeur du type Hancock, assurant un service public, mais la locomotion mécanique sur route devait subir un arrêt à cause de l'invention des chemins de fer et elle ne devait reprendre son essor que de nos jours, grâce au moteur à explosion.
 |
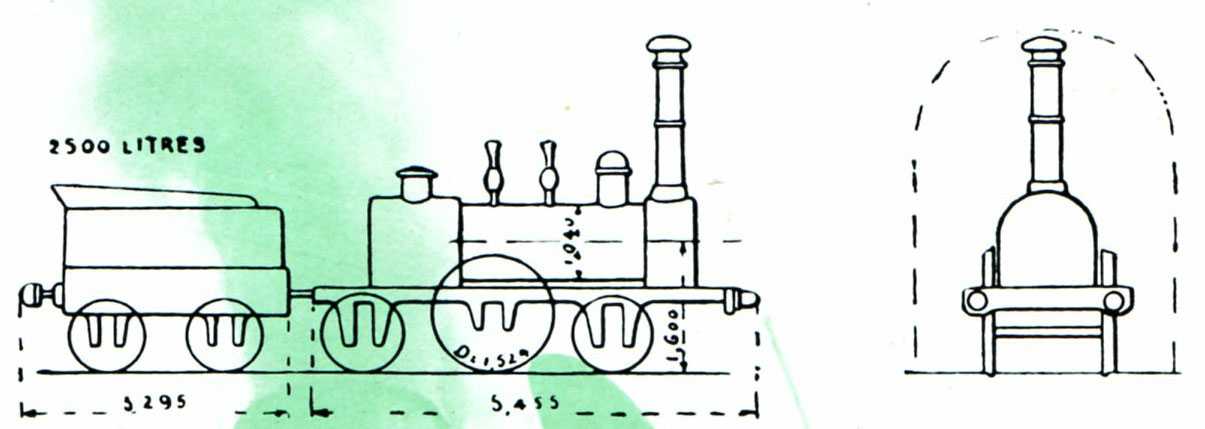 |
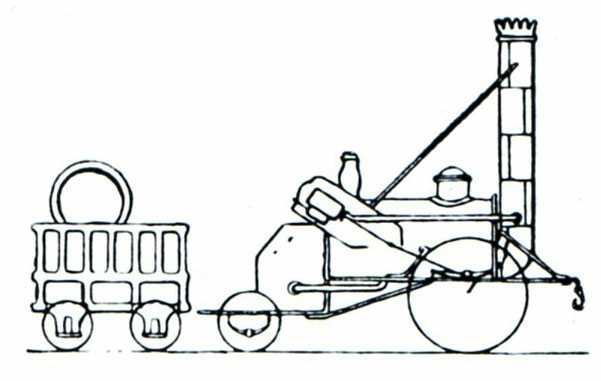
| Fig. 4. La « Fusée » de Stephenson (1829). | Fig. 5. - Le Belge (1835). |
 |
|
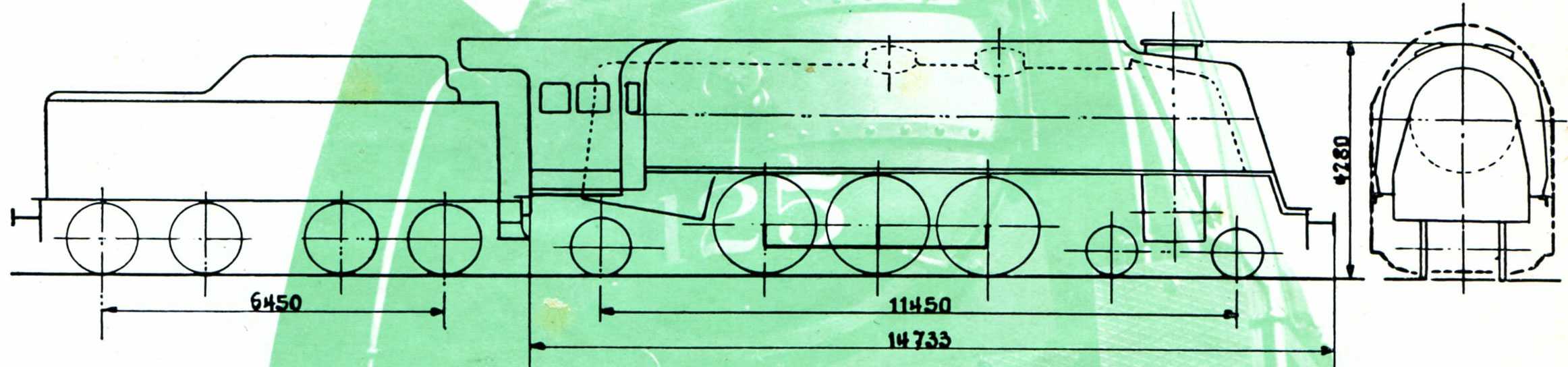
| Fig. 6. - Pacific Type 1 de la Société Nationale des Chemins de Fer Belges (1935). | |
Effectivement, dès 1803, l'anglais Richard Trevithick avait imaginé une machine destinée à rouler sur rails plats en fonte, machine qui desservit une petite ligne pour le transport de la fonte près de Swansea dans le Pays de Galles. Cette locomotive pesait 5 tonnes, elle pouvait remorquer 25 tonnes de charge à la vitesse de 6,5 km/h. ; à vide, elle faisait 25 km/h.
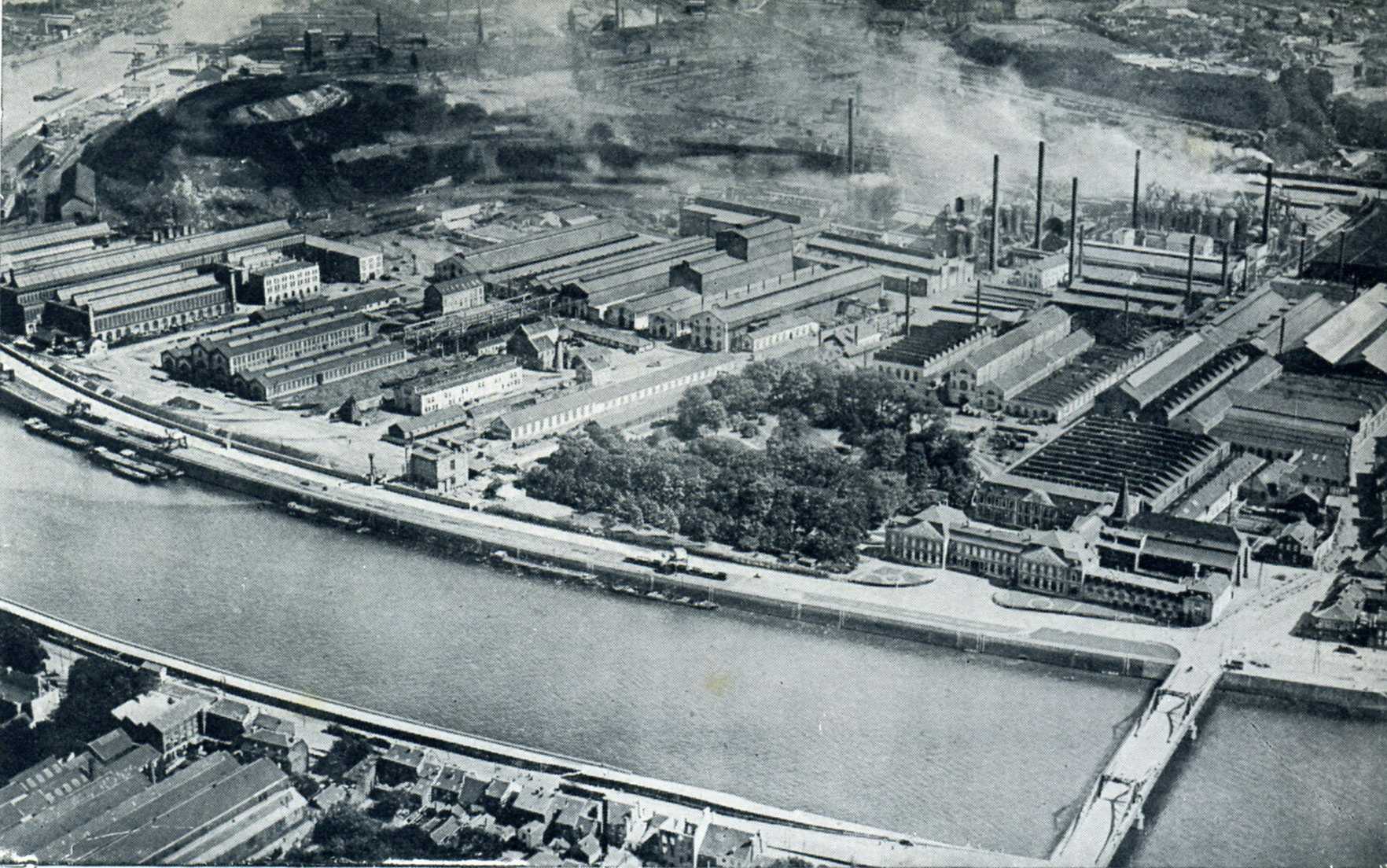
Fig. 7. - Vue aérienne des usines de Seraing de la Société Anonyme John Cockerill.

Fig. 8. - Vue aérienne des usines de la S. A. Ateliers de Construction de la Meuse.
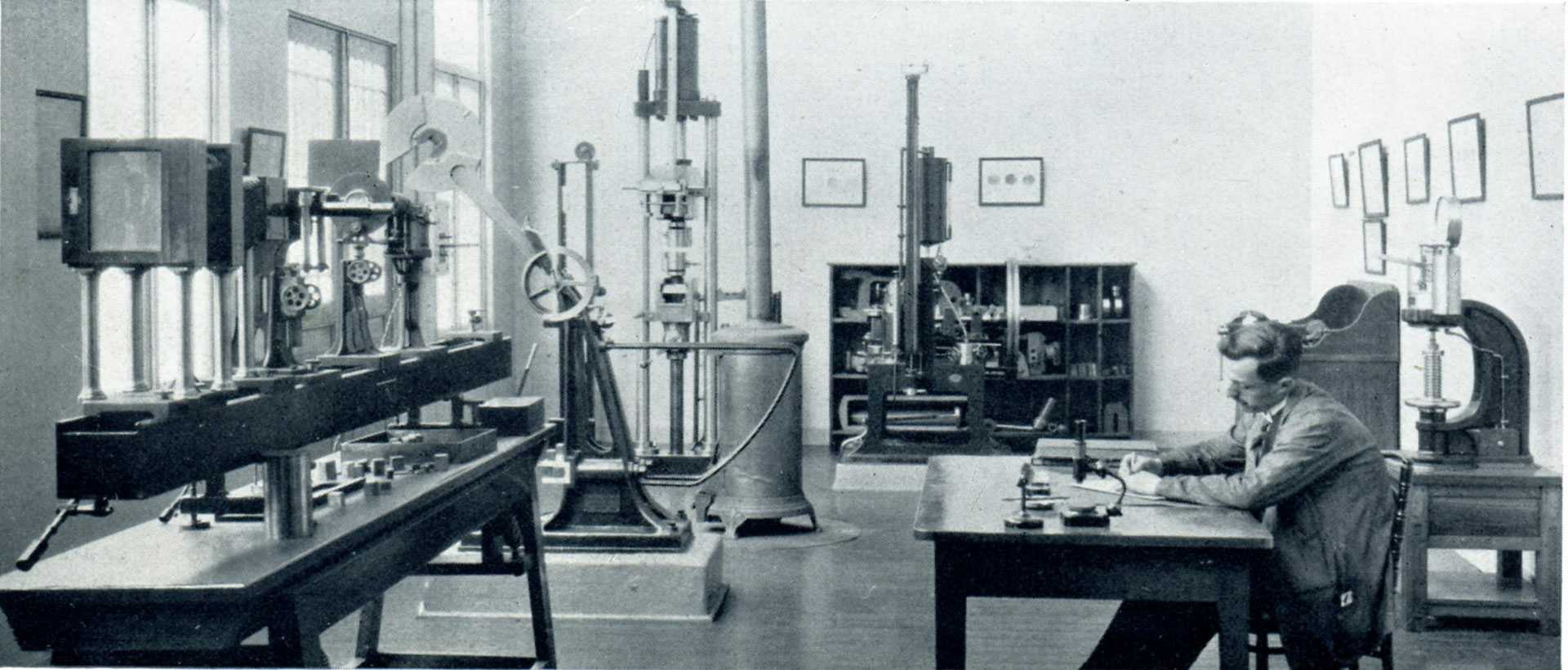
Fig. 9. - Laboratoire pour essais de métaux dans des ateliers de construction de locomotives.
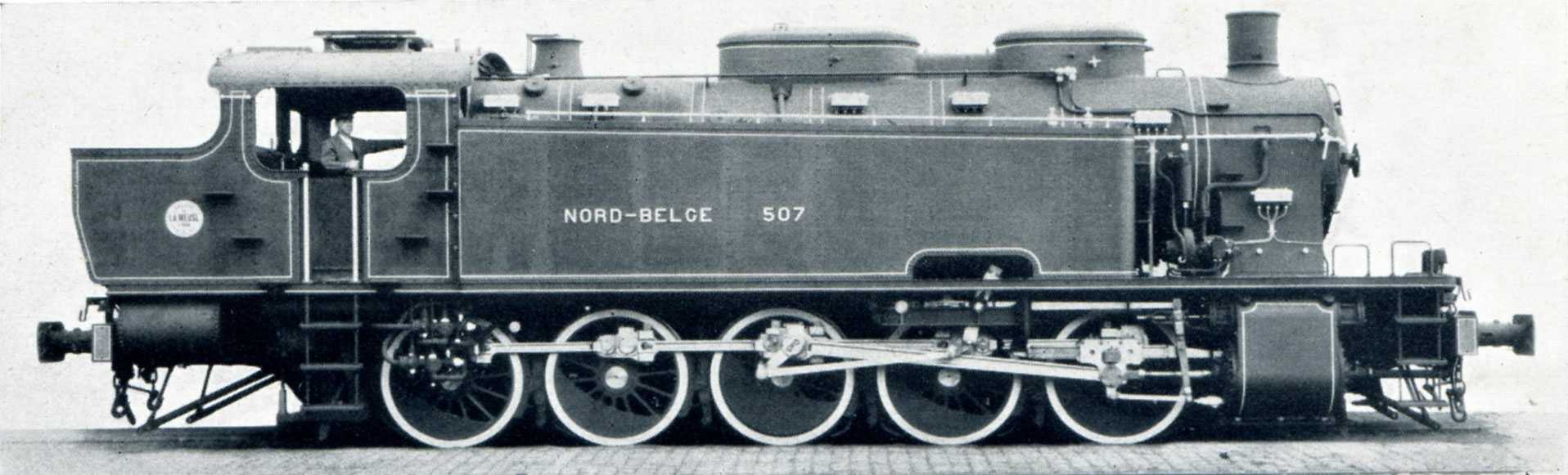
Fig. 10. - Locomotive-tender fournie à la Compagnie du Nord-Belge.
En 1813, Hedley construisit pour les houillères Blacket, à Wylam, près de Newcastle, une locomotive dénommée Puffing Billy. Son poids à vide était de 7.850 kg. et en ordre de marche de 9.190 kg. L'effort de traction au crochet était de 675 kg. et la vitesse de 8 à 10 km/h. Cette machine resta en service jusqu'en 1862, date à laquelle elle fut envoyée au musée de South-Kensington de Londres.
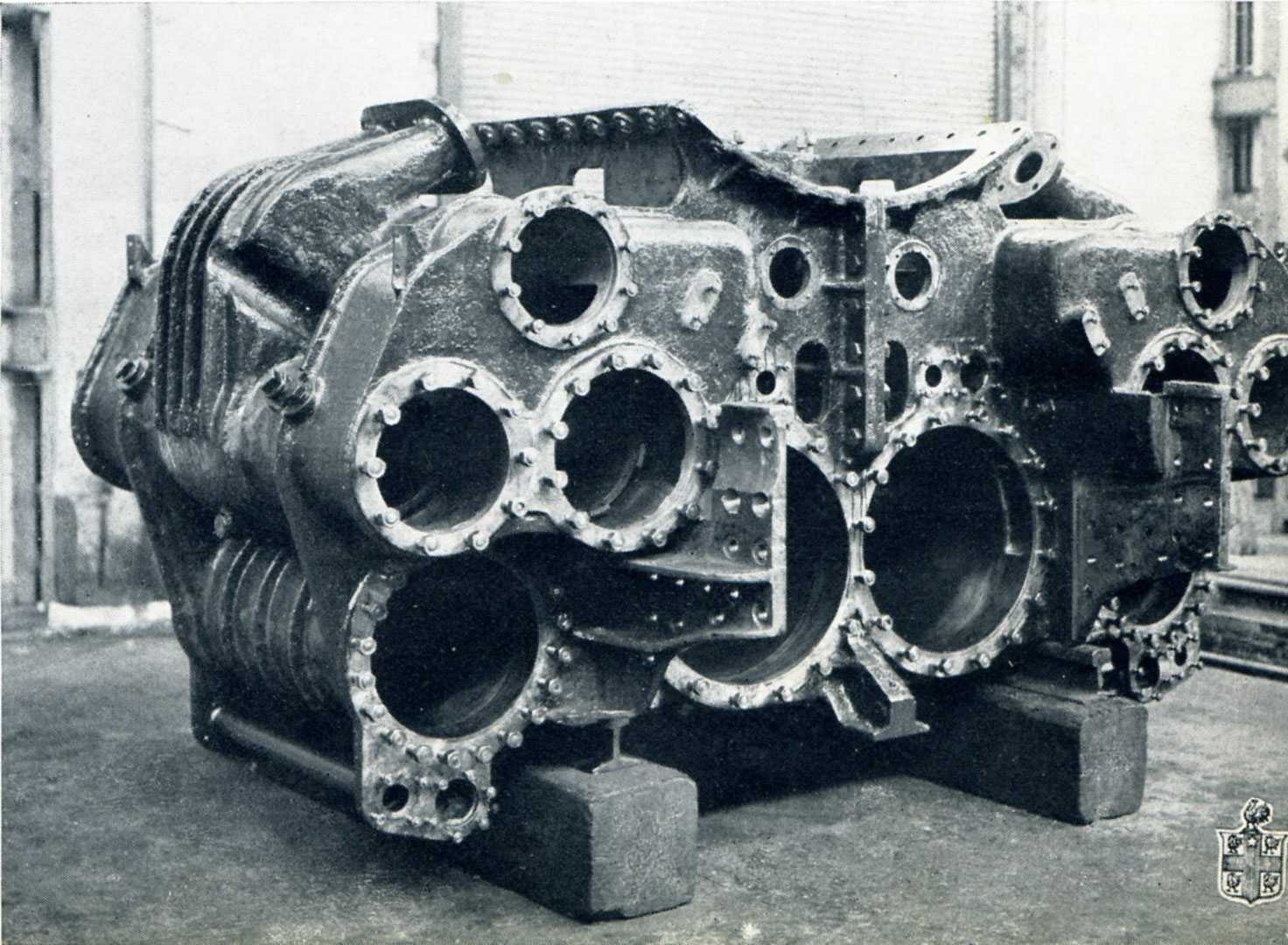
Fig. 11. - Bloc cylindres formant avant du châssis pour la modification de la locomotive type 7 compound de la Société Nationale des Chemins de Fer Belges.
En 1814, Georges Stephenson construisit une locomotive pour le transport de la houille du charbonnage de Killingworth jusqu'à Hetton. La chaudière mesurait 2m,438 de longueur et 0m,843 de diamètre, avec un tube bouilleur intérieur de 0m,5O8 de diamètre. Le mécanisme comportait deux cylindres verticaux de 0m,203 de diamètre sur 0m,6O9 de course plongés jusqu'à moitié de leur longueur dans la chaudière et quatre bielles pendantes qui communiquaient le mouvement à trois arbres armés de pignons ; ceux-ci attaquaient des engrenages montés sur les deux essieux moteurs qui supportaient la machine.
Dans une seconde locomotive, construite en 1815, Stephenson abandonna les engrenages de transmission pour rattacher ses bielles pendantes à des manivelles fixées aux essieux.
En 1825, quatre locomotives Stephenson circulaient sur le chemin de fer de Stockton à Darlington, près de Newcastle. Ces machines avaient des bielles d'accouplement extérieures, étaient montées sur ressorts et la vapeur de leurs cylindres était conduite dans la cheminée pour activer le tirage.
Le 20 décembre 1827, le Français Marc Séguin prenait un brevet pour substituer au tube bouilleur intérieur un grand nombre de tubes à fumée de petit diamètre et de faible épaisseur et créait ainsi la chaudière tubulaire.
Enfin, en 1829, la Compagnie du chemin de fer de Liverpool à Manchester eut l'idée de mettre au concours la construction d'une locomotive capable de remorquer régulièrement en palier une charge de 20 tonnes, tender et approvisionnement compris, à la vitesse de 16 km/h. La pression de la vapeur ne devait pas dépasser 3,5 kg/cm² et le poids de la machine était limité à 6 tonnes. Georges Stephenson remporta le prix sur ses trois concurrents avec sa locomotive «La Fusée» (the Rockett).
Locomotives type «Consolidation» fournies au Wuhu Nanking Railway par un groupe de constructeurs belges.

Fig. 12. - La série fournie par un des constructeurs au moment de sa sortie d’usine.
Fig. 13. - A Anvers, le vapeur qui transportera les locomotives en Chine s'apprête à effectuer le chargement.

Fig. 14. - Une partie des locomotives dans la cale du navire.
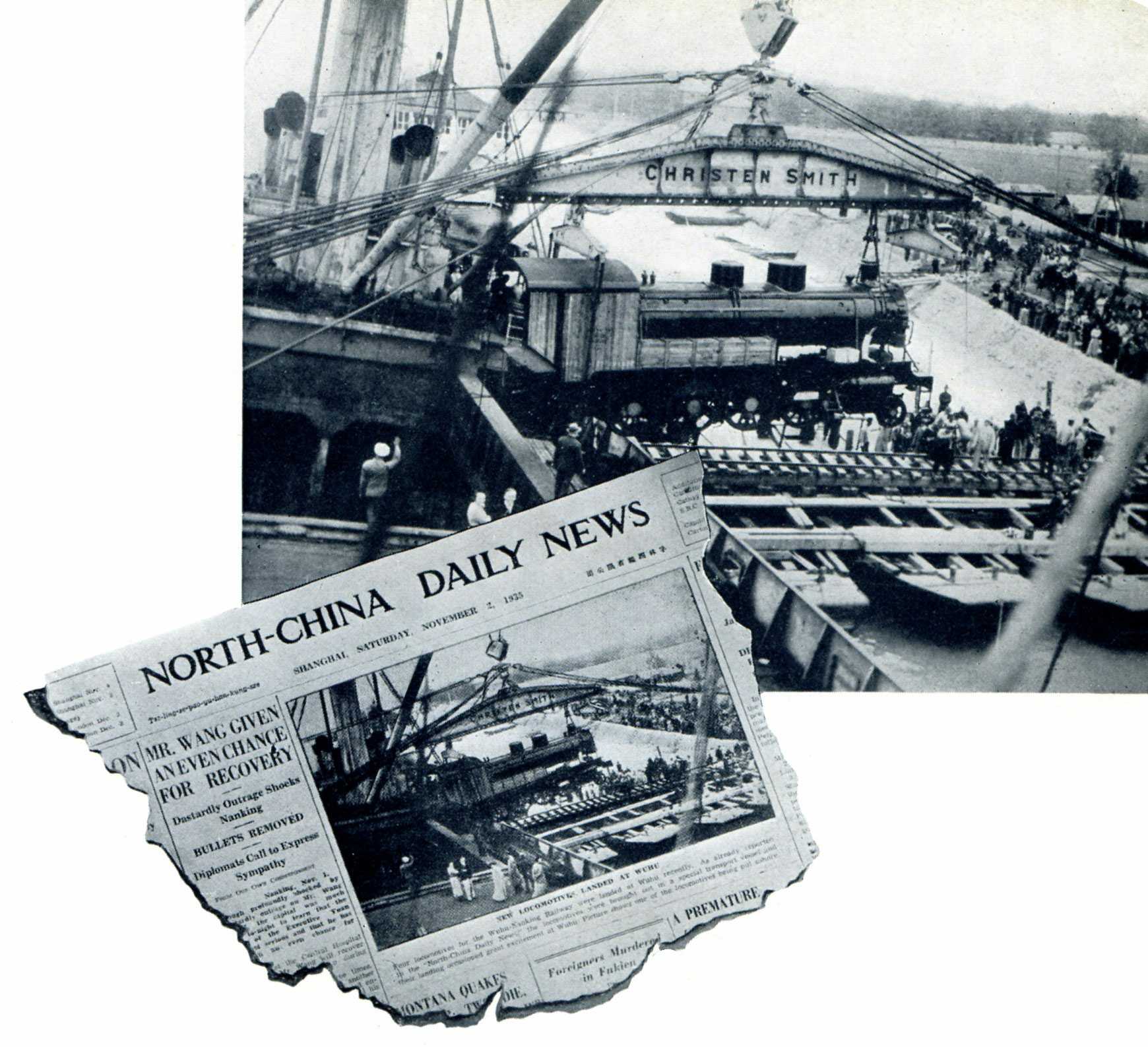
Fig. 15. - Déchargement d'une des locomotives à Wuhu (Chine). On remarque la voie établie sur pontons, le déchargement ne pouvant se faire à quai.
La chaudière de La Fusée était cylindrique, elle mesurait 1m,829 de longueur, 1m,016 de diamètre. Elle était du type imaginé par Séguin et était traversée par 25 tubes en cuivre de 0m,075 de diamètre conduisant les gaz du foyer, placé à l'arrière, jusqu'à la cheminée de 0m,3O5 de diamètre fixée à l'avant de la machine.
La grille mesurait 0,5574 m², le foyer présentait une surface de chauffe de 1,85 m² et celle des tubes était de 10,94 m².
Les cylindres, fortement inclinés vers l'essieu moteur placé à l'avant, se trouvaient disposés sur les flancs de la chaudière ; leur diamètre était de 0m,203 et leur course de piston de 0m,418 ; ils agissaient sur des manivelles calées à angle droit. Le diamètre des roues motrices était de 1m,435, celui des roues porteuses 0m,761.
La machine en service pesait 4,3 tonnes, son tender plein un peu plus de 3 tonnes. Elle remorqua en palier une charge de 13 tonnes à la vitesse de 20 km/h, et atteignit 38 km/h, avec la charge d'une seule voiture.
Dès ce moment, l'ère des chemins de fer était ouverte et allait transformer du tout au tout la vie économique et sociale du monde.
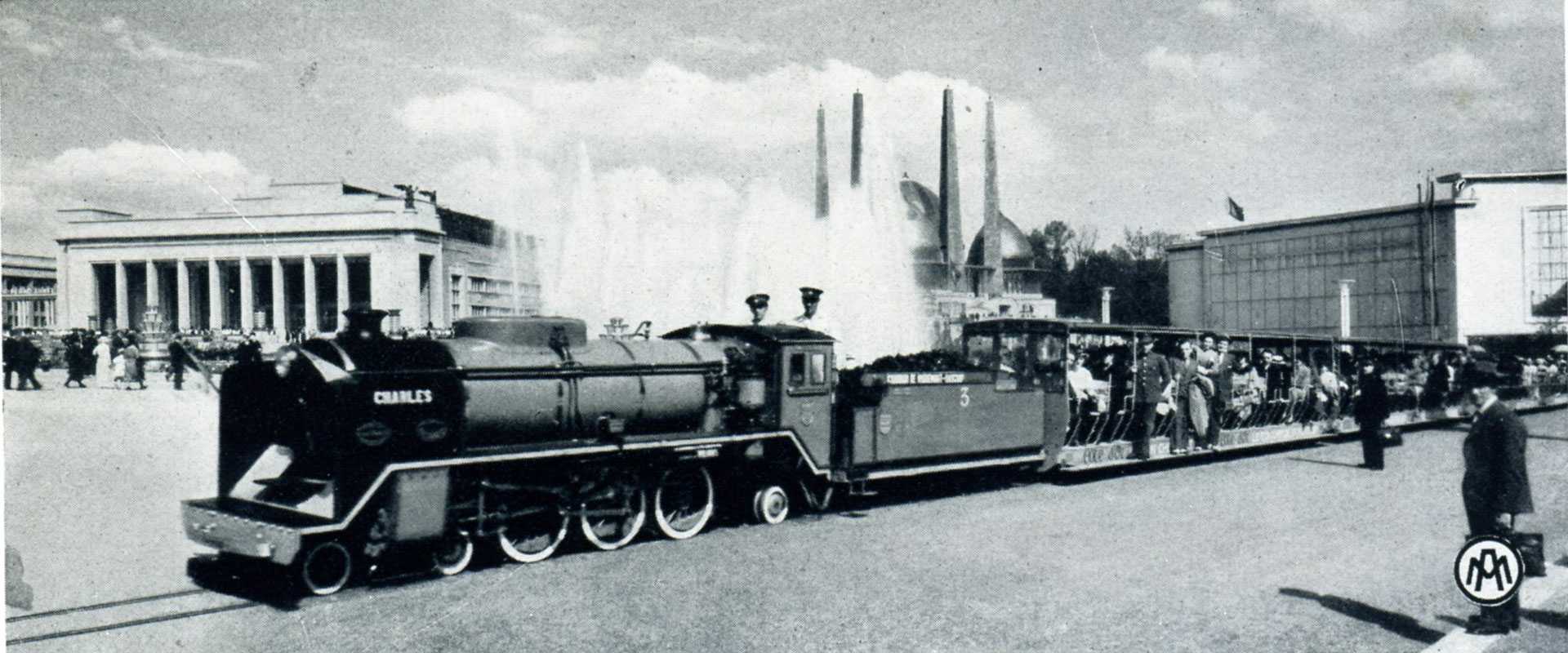
Fig. 16. - Locomotive type « Pacific-Liliput » en service à l'Exposition Internationale de Bruxelles en 193S. (Voie : 600 mm.)
La Belgique ne resta pas étrangère à ce mouvement ; dès 1835, la première sur le continent, elle inaugurait son premier chemin de fer entre Malines et Bruxelles.
Le matin du 5 mai de cette année, le train inaugural quittait la station de Bruxelles Allée-Verte ; il était divisé en trois tronçons : le premier, composé de sept voitures, était remorqué par la locomotive La Flèche, le second avait trois wagons chars-à-bancs et quatre diligences, il était traîné par Le Stephenson, le troisième composé de seize chars-à-bancs tirés par l'Eléphant.
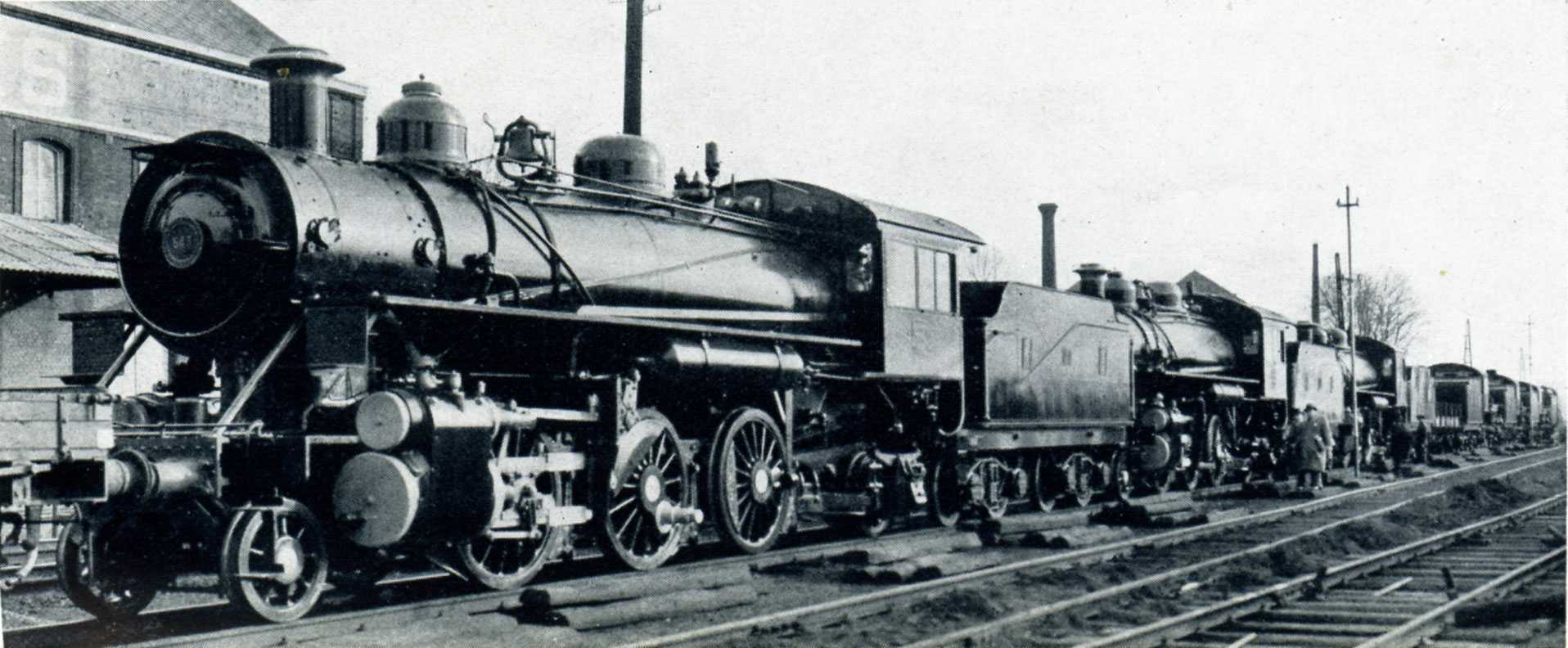
Fig. 17. - Série de locomotives type « Prairie » fournies à la Compagnie Générale de Chemins de Fer et de Tramways en Chine photographiées à leur sortie d'usine au moment de l'expédition.
Le mois de juillet 183 5 vit paraître la quatrième locomotive, La Rapide ; le 5 août de la même année, la cinquième, L'Eclair.
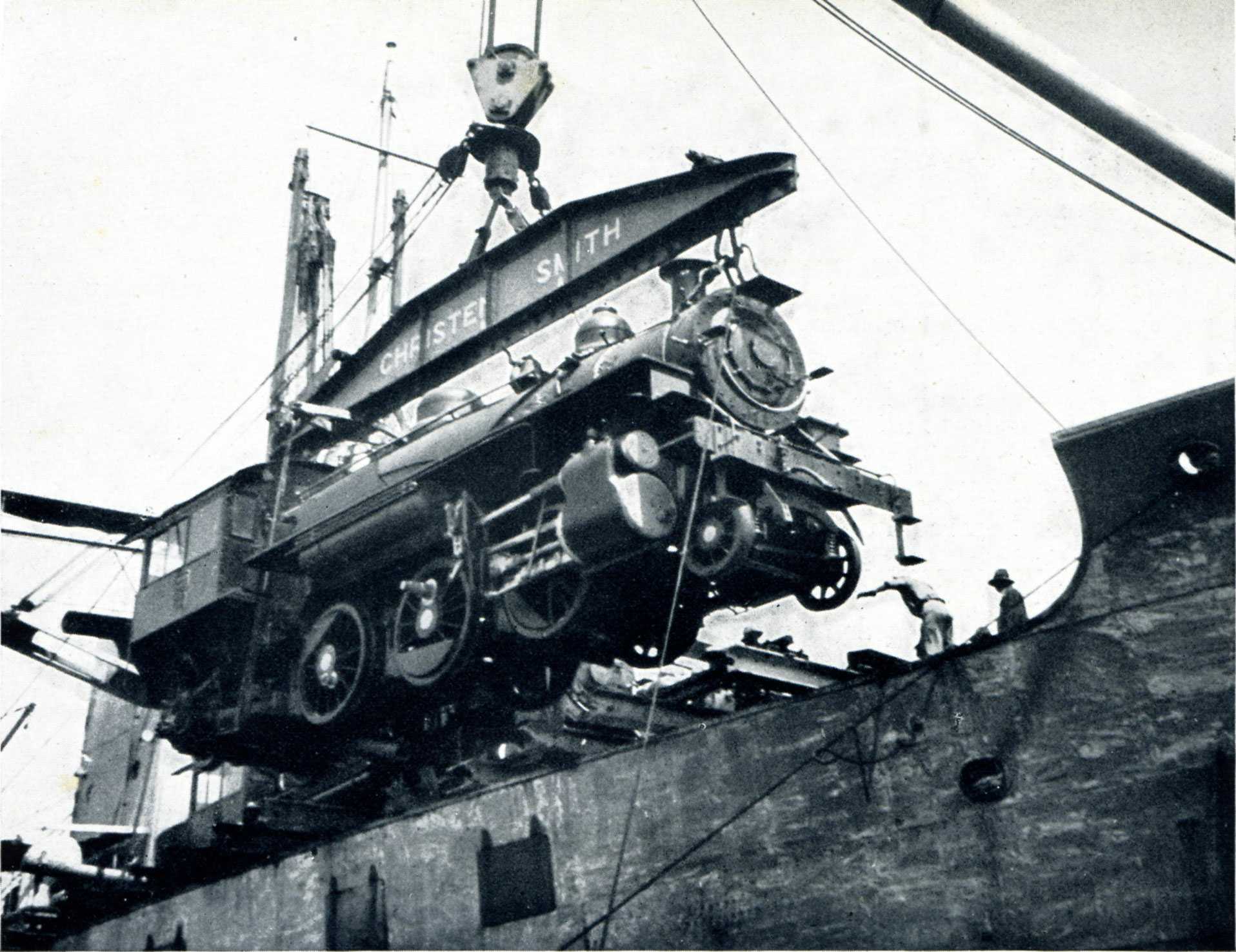
Fig. 18. - Déchargement d'une des locomotives type «Prairie» de la figure précédente à leur arrivée en Chine.
Dès 1835, en même temps que débutait le laminage des rails, une première série de huit locomotives dénommées «Le Belge» fut construite en Belgique aux Usines John Cockerill. Une reconstitution de ces machines existe à l'Atelier Central de Malines et a figuré à diverses expositions et notamment à l'Exposition Internationale de Bruxelles en 1935.
Rappelons leurs caractéristiques essentielles :
Le succès de ces machines eut un grand retentissement et plaça d'emblée la construction belge à la tête de cette nouvelle industrie. L'ouvrage de MM. Lamalle et Legein en donne la description suivante :
Ces machines présentaient les dispositions que la locomotive devait garder si longtemps : 1° à l'avant, deux cylindres intérieurs horizontaux placés sous la boîte à fumée entre les longerons extérieurs aux roues ; 2° un essieu porteur à l'avant, un peu en arrière des cylindres ; 3° l'essieu moteur à grandes roues indépendantes au milieu ; 4° un essieu porteur à l'arrière du foyer.
La distribution de la vapeur aux cylindres se faisait par tiroirs plans. Ceux-ci, sans recouvrement, étaient commandés par des excentriques calés à angle droit sur les manivelles motrices ; la machine fonctionnait donc à pleine pression. Détail à noter, il n'y avait qu'un excentrique par cylindre, mais chaque excentrique pouvait occuper sur l'essieu deux positions à 180° l'une de l'autre ; l'une de ces positions donnait la marche avant, l'autre la marche arrière.
Pour le renversement de la marche, le machiniste, en manœuvrant un levier à sa portée, soulevait le bout de la barre d'excentrique et la décrochait avec la tige du tiroir ; il actionnait ensuite une pédale qui déplaçait l'excentrique sur l'essieu de manière à l'embrayer avec un toc qui l'arrêtait dans la position diamétralement opposée. Enfin, au moyen d'un manche de mise en train, il déplaçait le tiroir de manière à ramener le bouton de la tige sous le crochet de la barre d'excentrique et rétablissait l'accrochage.
Cette manœuvre délicate ne réussissait pas toujours du premier coup.
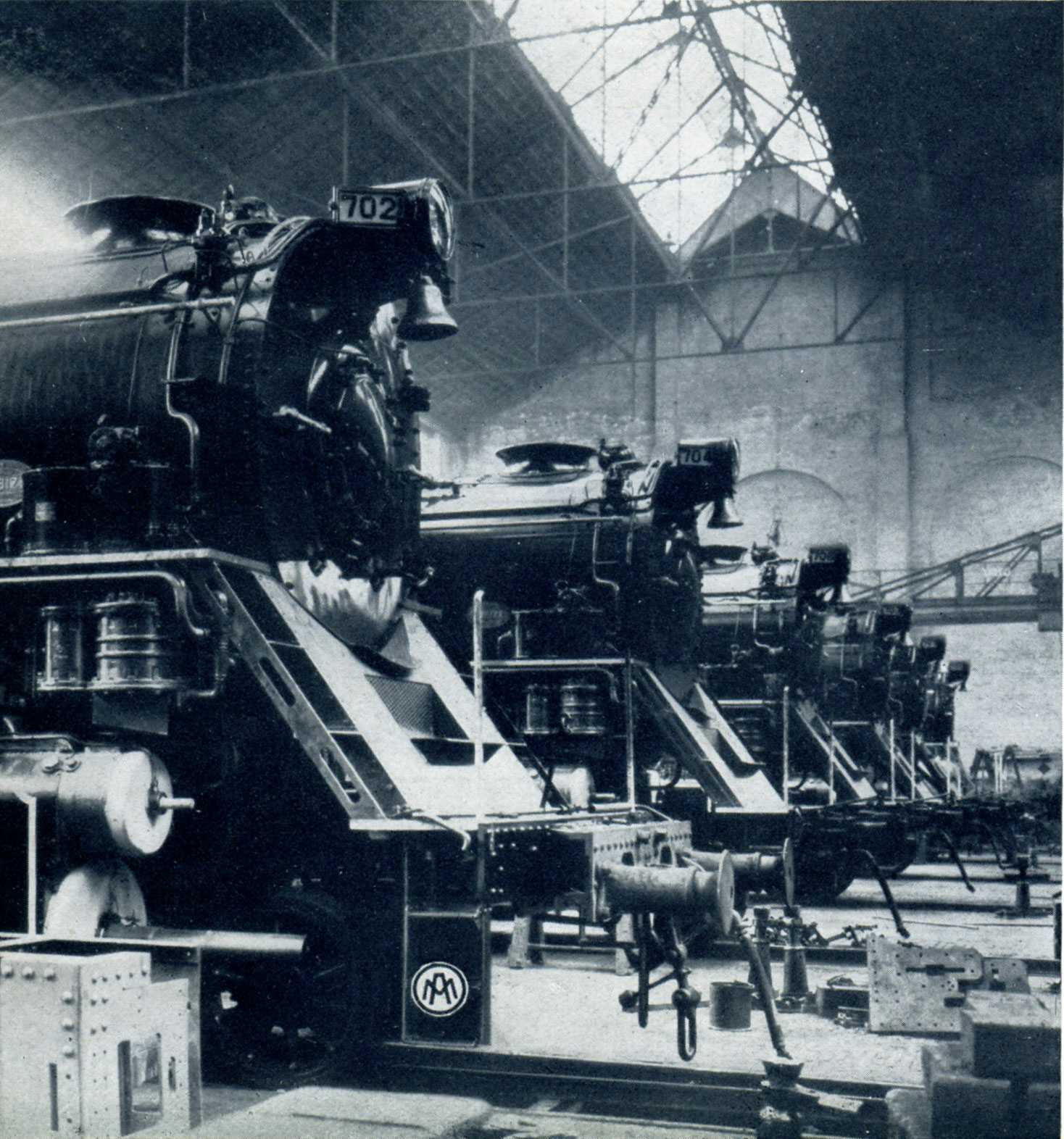
Fig. 19. - Série de locomotives type «Santa Fé» à voie normale, à deux cylindres simple expansion et chargement automatique du foyer, en construction pour le Lung Haï Railway.
La distribution de l'Eléphant, quoique toujours à pleine pression, était plus perfectionnée ; elle comportait deux excentriques par cylindre, un pour la marche avant, un pour la marche arrière. Les barres de ces excentriques se terminaient par une fourche suffisamment ouverte pour accrocher la tige du tiroir dans toutes ses positions. Ce dispositif, connu sous le nom de pied de biche, facilitait déjà énormément le renversement de la marche. C'était un acheminement vers la coulisse.
Locomotives type «Santa Fé» pour le Lung Haï Railway.

Fig. 20. - Vue arrière permettant de voir le conduit d'adduction de charbon en partie masqué par la passerelle.
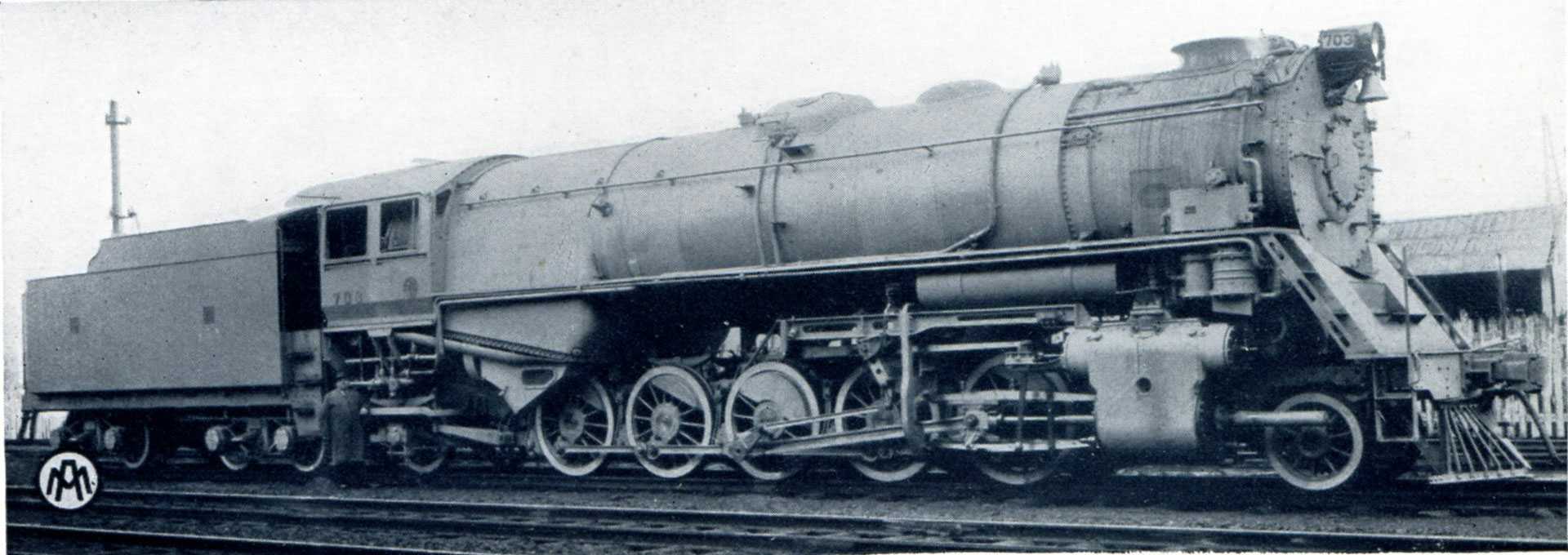
Fig. 21. - Vue d'ensemble de la locomotive.
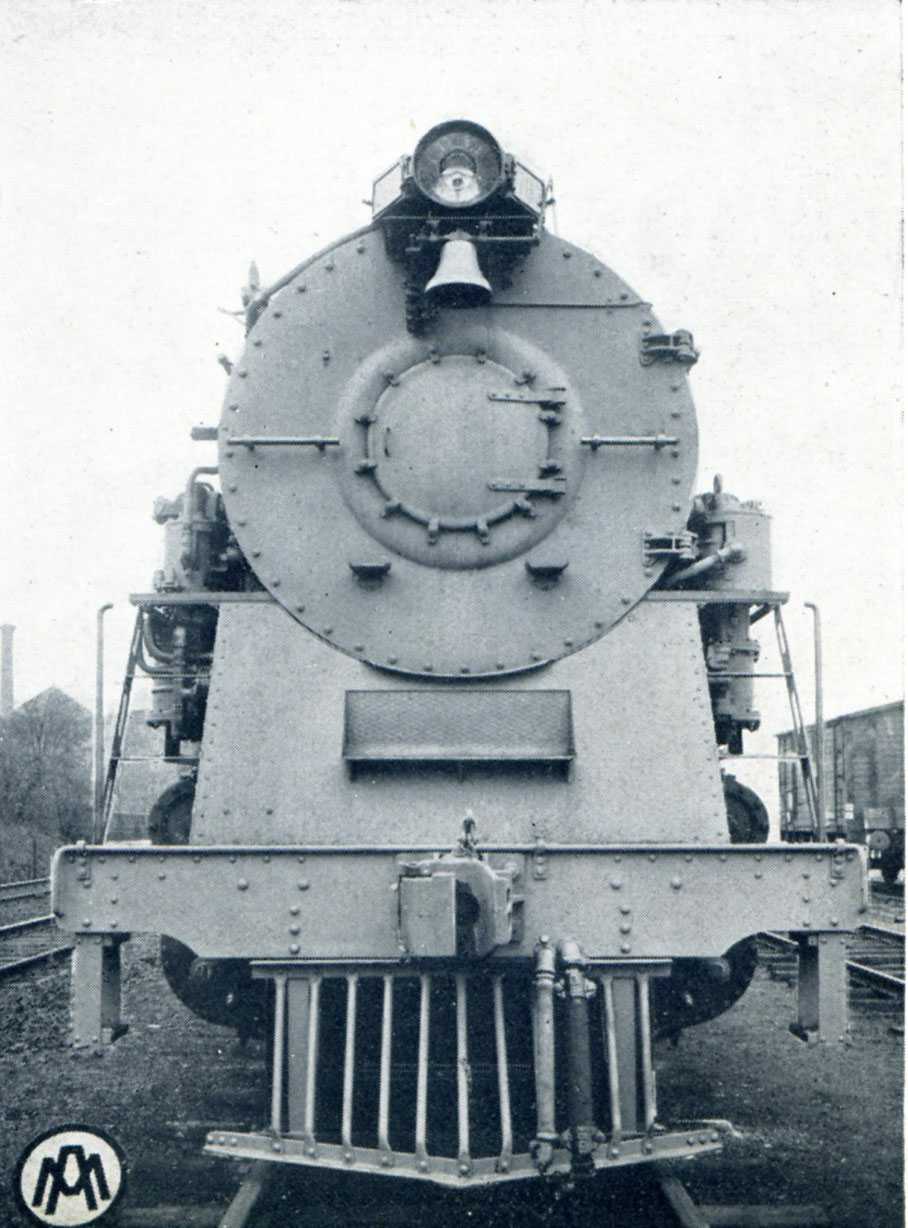
Fig. 22. - Vue avant.
La coulisse, qui non seulement rend le renversement de la marche si aisé mais permet encore de varier à volonté la durée de l'admission de la vapeur aux cylindres pendant la marche même de la locomotive, ne parut qu'assez tard ; la première, celle de Stephenson, date de 1843 ; celle de Walschaerts, de 1844.
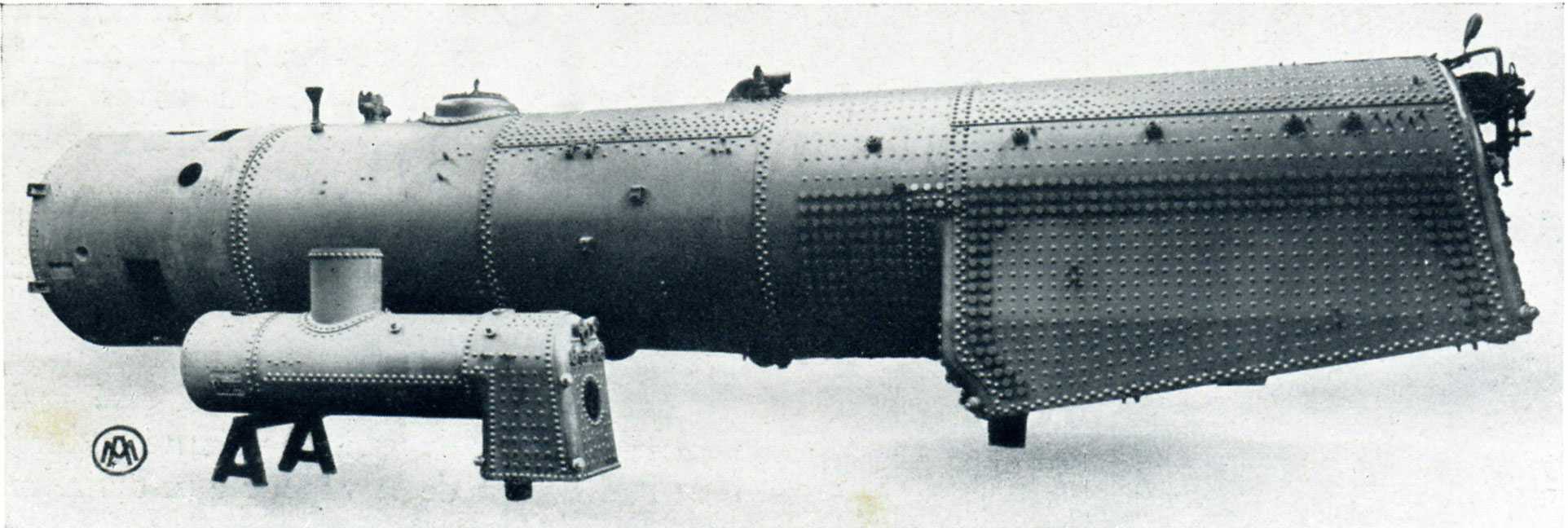
Fig. 23. - Chaudière de la locomotive type «Santa Fé» du Lung Haï Railway. Diamètre du corps cylindrique : 2.400 mm. Foyer avec chambre de combustion. Longueur du loyer intérieur hors tout : 5.000 mm. Au premier plan la chaudière d'une locomotive industrielle de 8 T.
Le rapprochement des caractéristiques principales du Belge de celles de la locomotive «Pacific» Type 1 de la Société Nationale des Chemins de fer Belges, capable de développer normalement une puissance indiquée de 3400 CV., donne la mesure du développement auquel les exigences du trafic ont amené la puissance de la locomotive :
| Le Belge (1835) |
Type I (1935) |
|
| Surface de grille | 0,86 m² | 5 m² |
| Surface de chauffe | 33,60 m² | 234,78 m² |
| Surface de surchauffe | - | 111,70 m² |
| Cylindres : | ||
| - nombre | 2 | 4 |
| - diamètre | 0m,280 | 0m,420 |
| - course | 0m,458 | 0m,720 |
| Timbre | 4 kg | 18 kg |
| Poids en ordre de marche | 11.650 kg | 126.000 kg |
| Poids à vide | 8.700 kg | 114.200 kg |
| Poids adhérent | 4.000 kg | 72.000 kg |
Locomotives type «Santa Fé» pour le Lung Haï Railway.

Fig. 24. - Après déchargement en Chine des locomotives type «Santa Fé» du Lung Haï Railway on remonte les bissels qui ont été enlevés au moment de la mise à bord, le poids de la machine atteignant la limite des moyens de chargement du navire.
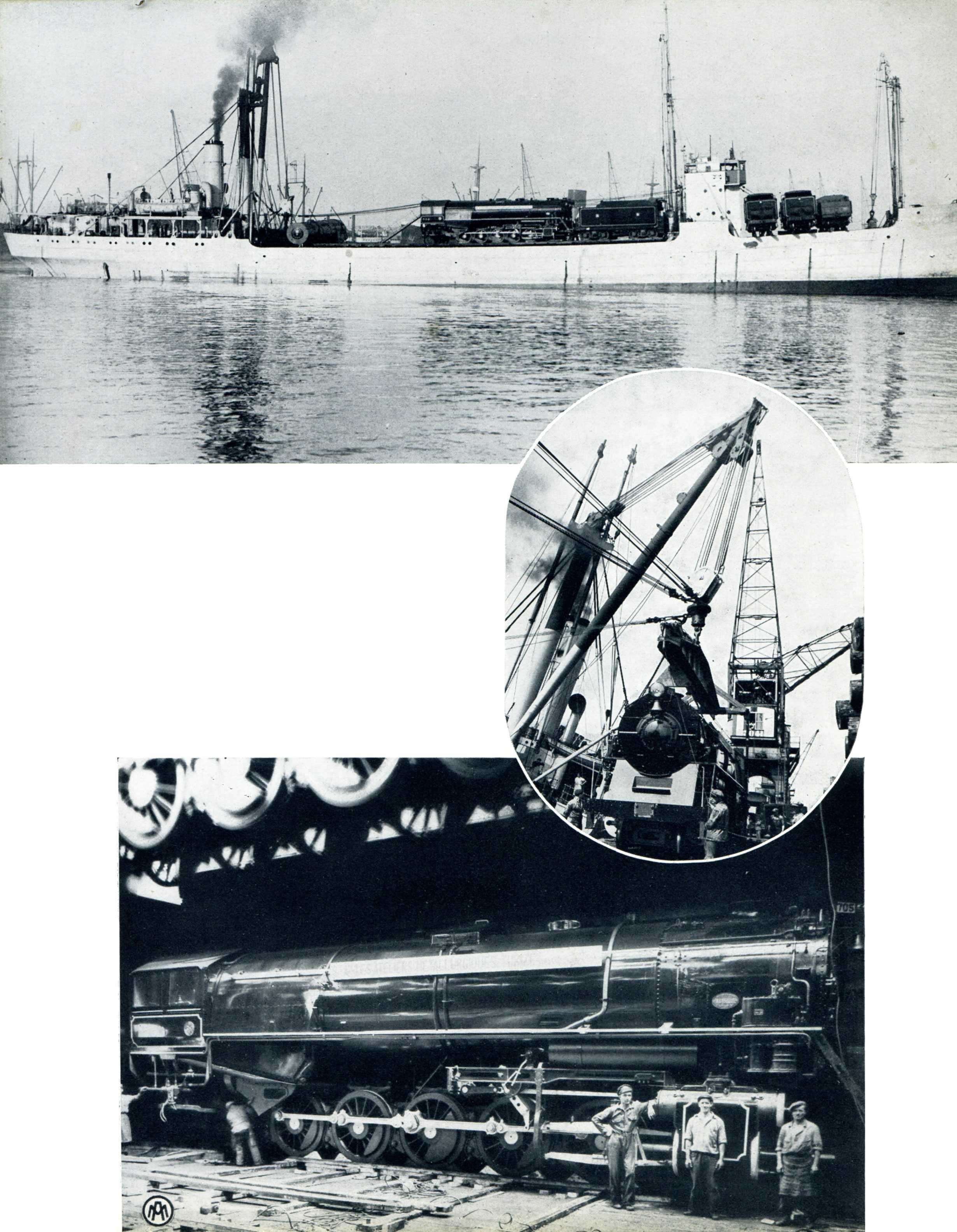
Fig. 25. - Chargement à Anvers sur un vapeur spécialement équipé pour les transports de cette nature.
Fig. 26. - Une des machines sous palan.
Fig. 27. - Une locomotive de la série est arrimée dans la cale du navire tandis que l'on procède au chargement de la suivante. On remarque l'absence des bissels enlevés afin de réduire le poids de la machine qui atteint la limite de résistance du mât de charge spécial du navire.
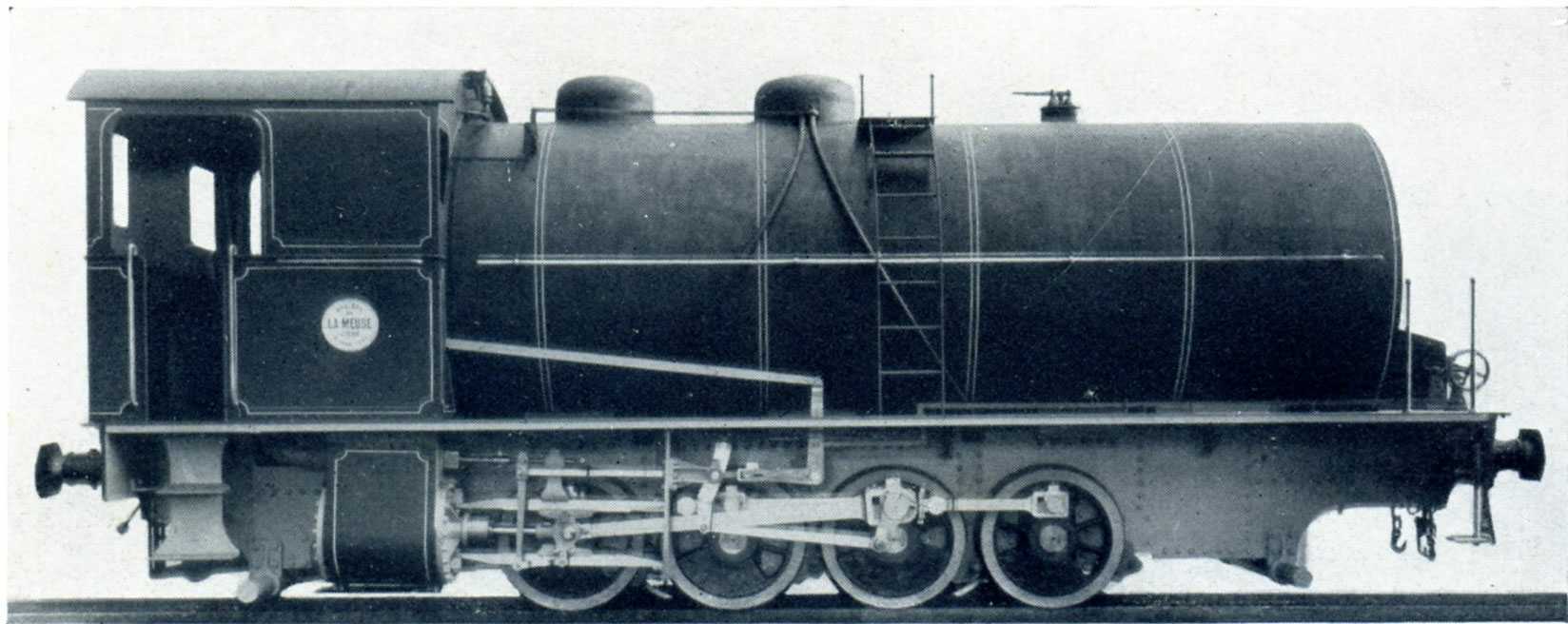
Fig. 28. - Locomotive sans foyer de 70 T. à 4 essieux.
Dès 1838, la Belgique exporta les premières locomotives en Autriche et depuis cette date son industrie ne cessa de se développer. Il serait impossible de citer les nombreuses références qu'elle possède à l'étranger car, depuis un siècle, il n'est pas un pays au monde, même devenu producteur par la suite, qui n'ait été client de notre pays dans ce domaine.
Si la Belgique peut être fière de ce résultat, elle le doit en grande partie à la compétence de son corps d'ingénieurs et à l'habileté professionnelle de sa main-d'œuvre, toutes deux universellement reconnues. Elle le doit aussi à l'esprit d'initiative des chefs qui ont su donner l'impulsion première et faire les sacrifices nécessaires à l'équipement des entreprises.
Les usines de cette branche sont, en effet, parfaitement outillées. La plupart possèdent des laboratoires installés de la façon la plus moderne et disposent d'un matériel qui leur permet d'assurer des essais rigoureux tant des matières qu'elles utilisent que des locomotives terminées.
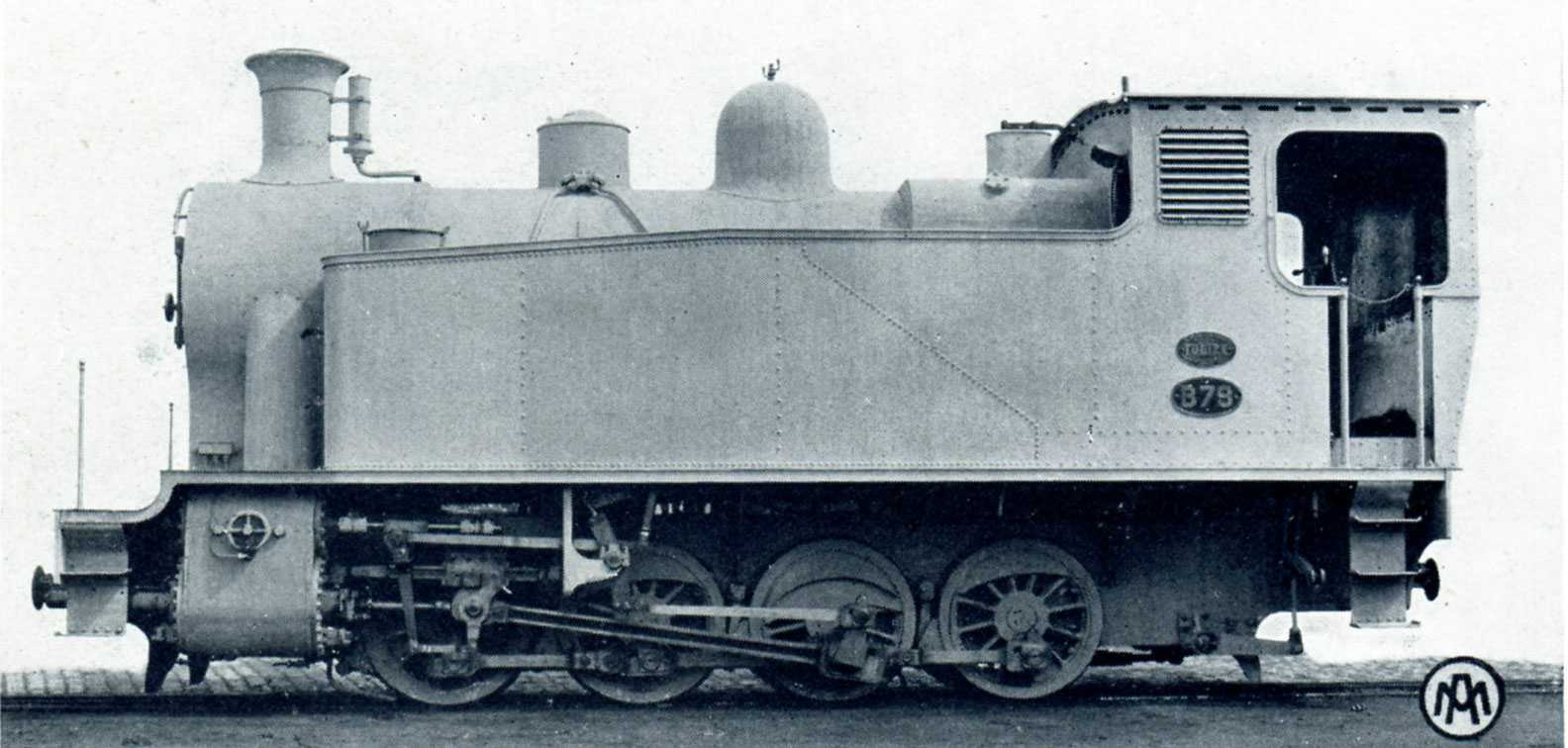
Fig. 29. - Locomotive tender type 0-8-0 à voie de 1000 mm. fournie aux Nitrate Railways (Chili).
Locomotives type Pacific fournies aux Chemins de fer de l'Etat Chinois.
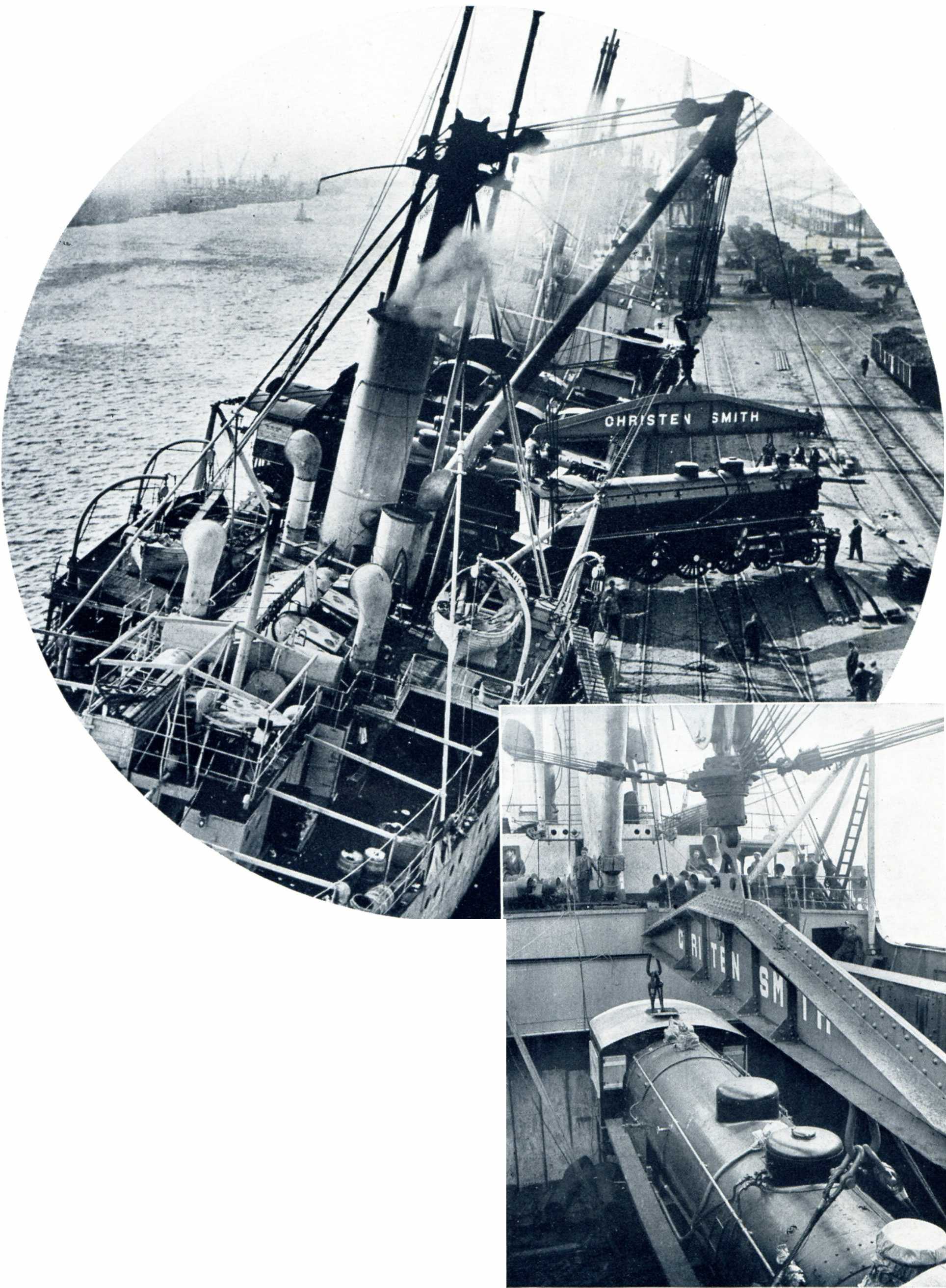
Fig. 30. - Chargement à Anvers sur un navire spécial.
Fig. 31. - Descente en cale d'une des machines.
En plus de la construction proprement dite de ces dernières, nombre de producteurs belges construisent toute une série d'accessoires. Parmi ceux-ci, nous pourrions citer la plupart des appareils faisant l'objet de brevets étrangers qui sont construits dans le pays sans licence, comme, par exemple, les distributions par soupapes Caprotti, Dabeg, etc.
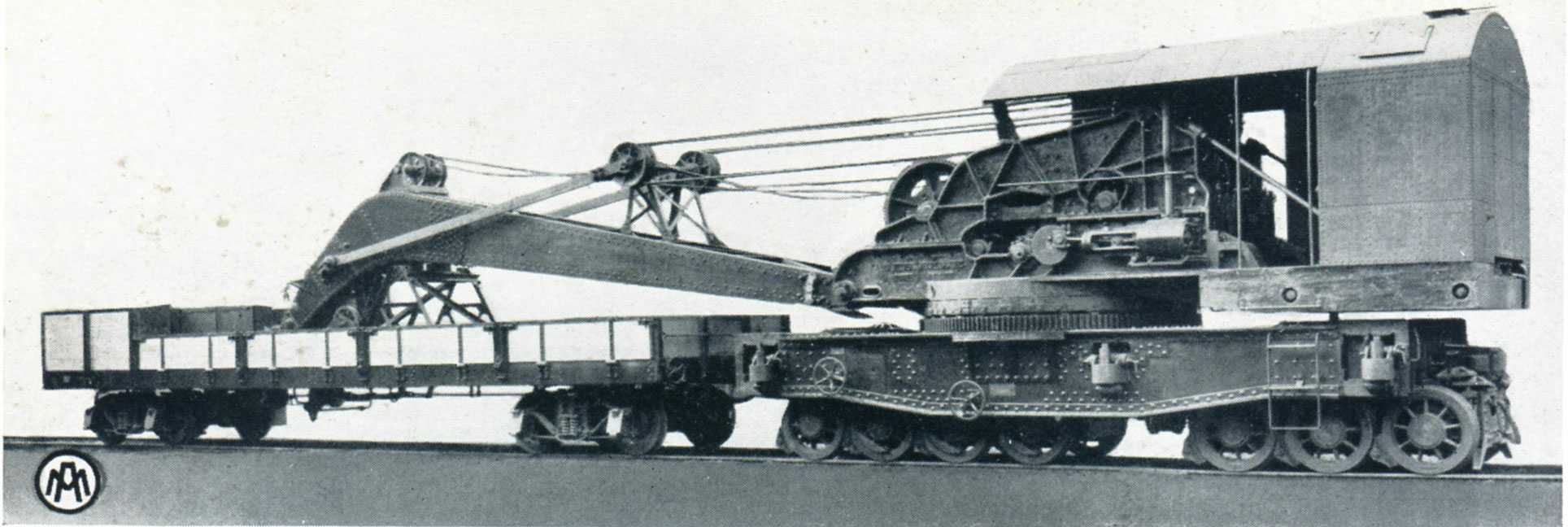
Fig. 32. - Grue de 50 T. à 6m,100 de portée à voie normale construite pour le Chemin de Fer Peïping-Liaoning.
Signalons également que, si la Belgique a acquis une réputation enviable dans le domaine de la locomotive à vapeur, elle possède aussi une industrie de la locomotive électrique qui travaille tant pour le marché intérieur que pour l'exportation et à laquelle nous aurons l'occasion de consacrer ultérieurement nos colonnes.
***
Avant de passer à la description de certains types de locomotives construites par l'industrie belge, nous pensons qu'il est utile d'attirer l'attention de nos lecteurs sur ce qui est la caractéristique principale, fondamentale peut-on dire, de cette branche.
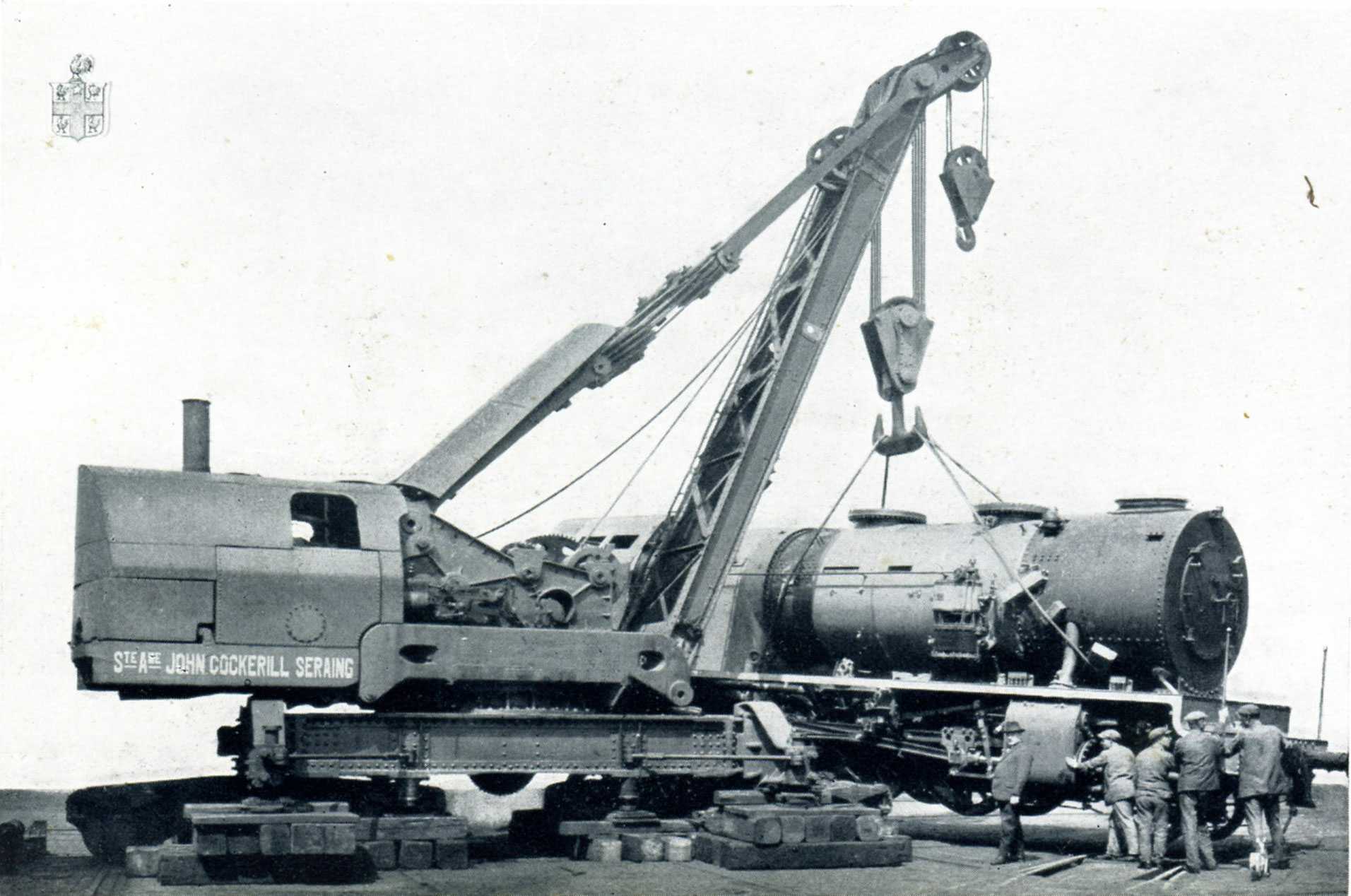
Fig. 33. - Grue de 125 tonnes.
Le réseau ferroviaire de la Belgique est, proportionnellement, le plus dense et le plus enchevêtré du monde entier. Il dessert à peu de chose près toutes les localités. Sur certaines lignes, le trafic est extraordinairement intense, non seulement en ce qui concerne les voyageurs, mais aussi en ce qui concerne le transport des marchandises. Le matériel de traction y est donc soumis à un régime d'utilisation extrêmement dur. Pour en donner un exemple frappant, il suffit de signaler qu'entre Bruxelles et la région côtière circulent tous les jours, dans chaque sens, plus de trente trains de voyageurs dont la plupart font le trajet de 122 kilomètres en 75 minutes, soit à la vitesse horaire de 98 kilomètres.
Locomotives type Mikado à voie de 600 mm. fournies à la Société des Chemins de Fer Vicinaux du Congo (Vicicongo). Chauffe au bois.
Poids en service : 42 tonnes. Poids adhérent : 32 tonnes.
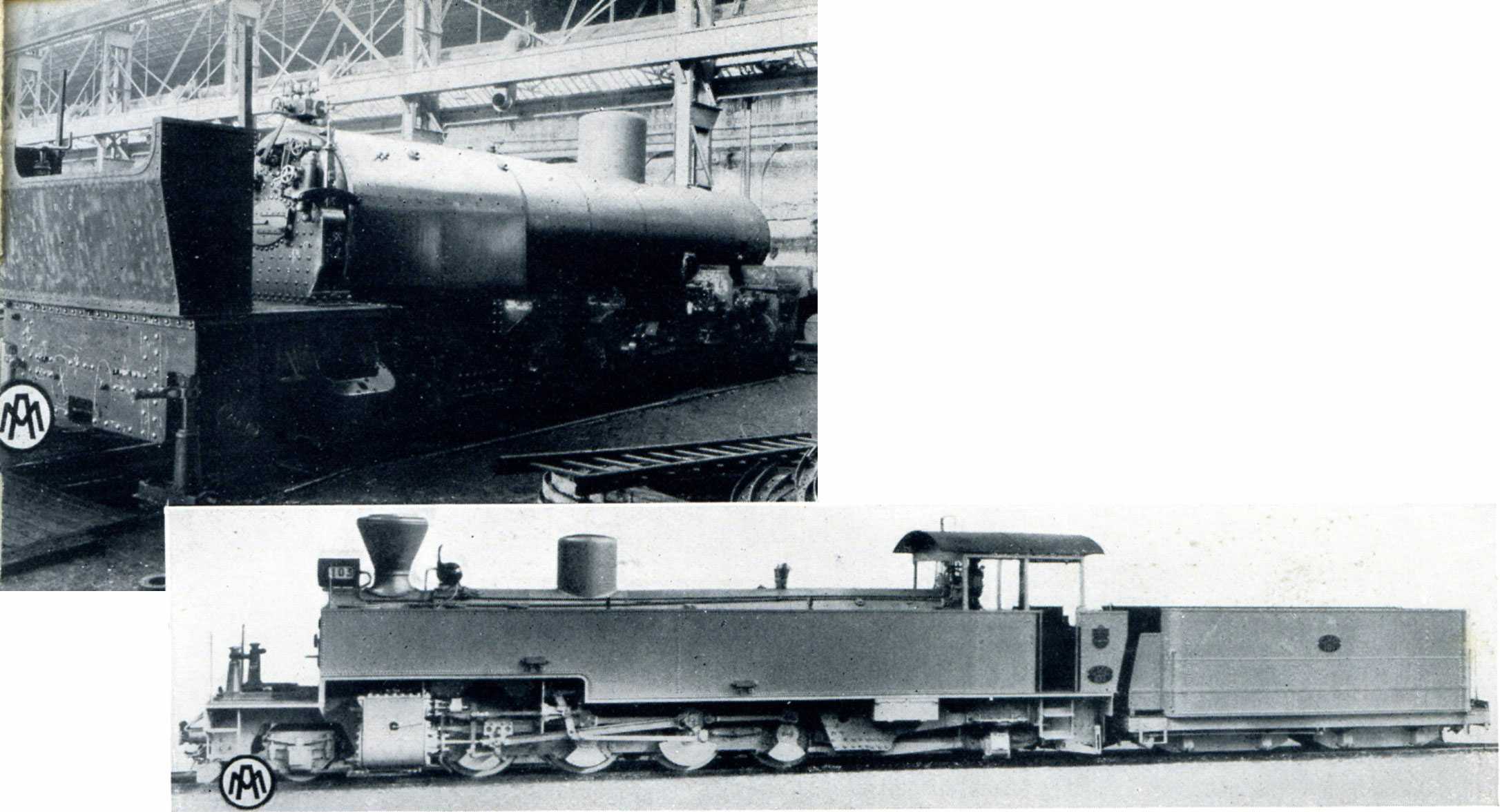
Fig. 34. - Vue d'une des machines en cours de montage. A remarquer les fusées extérieures aux roues pour tous les essieux.
Fig. 35. - Vue d'ensemble de la locomotive.
De telles conditions d'exploitation exigent une absolue régularité des horaires. Effectivement, tous les visiteurs étrangers qui parcourent notre pays sont frappés du fait que les trains partent et arrivent à l'heure et que les accidents sont très rares.
Cette régularité du trafic est due en bonne partie aux qualités de robustesse et d'endurance des locomotives. Les constructeurs belges se sont toujours efforcés d'adapter leur fabrication à l'usage qui lui est demandé et ils se sont préoccupés moins de battre des records de vitesse, sans grande signification industrielle, que de mettre en service des locomotives dont le rendement est constant et dont la construction résiste au travail le plus intensif.
Ces qualités primordiales de notre fabrication sont à la base de la réputation qu'elle s'est acquise à l'exportation. Les pays qui naissent à la vie industrielle et qui développent parallèlement leur réseau ferroviaire recherchent précisément ces mêmes caractéristiques et ne s'embarrassent point de posséder des locomotives dont l'anormale rapidité s'exerce au détriment de leur utilisation régulière avec un minimum de repos et de réparations.
A cet égard, nous pouvons affirmer sans craindre les démentis que les locomotives belges ont fait leurs preuves, dans les conditions les plus difficiles qui soient, sur leur propre réseau.
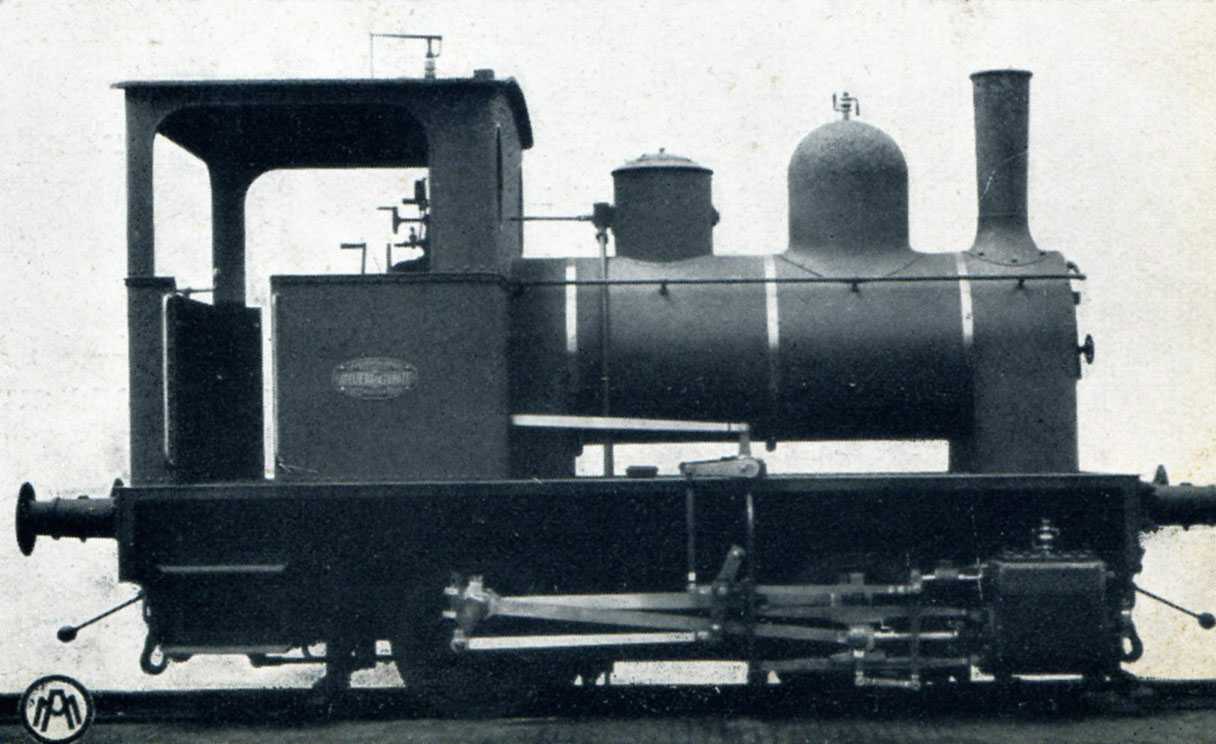
Fig. 36. - Locomotive de chantier type 0-4-0 à voie de 1.000 mm.

OUS croyons intéressant de décrire succinctement la locomotive la plus moderne du réseau belge dont une première série fut construite en 1935 et une deuxième, légèrement modifiée, en 1938 par un consortium de constructeurs du pays.
Cette locomotive fut créée en vue de remorquer sur la ligne Ostende-Bruxelles-Ans les trains rapides et internationaux les plus lourds à la vitesse soutenue de 120 km. à l'heure sur les sections de niveau et à la vitesse commerciale de près de 100 km. à l'heure. Le programme prévoyait également la remorque éventuelle de trains de 400 tonnes de charge à la vitesse commerciale de 80 km. à l'heure sur la ligne du Luxembourg présentant de longues rampes de 16 mm. par mètre.
La locomotive «Pacific» type 10 à 4 cylindres construite en 1910 n'étant pas suffisamment puissante pour faire face aux exigences, la Société Nationale fut conduite à la construction d'une nouvelle locomotive «Pacific» plus puissante, dénommée type 1.
Celle-ci est également une locomotive à 4 cylindres égaux, comme le type 10, et à simple expansion, ce mode d'action de la vapeur permettant une mise en vitesse rapide ; un modèle à 4 cylindres s'imposait en raison des nécessités de l'équilibrage des masses à mouvement alternatif.
La surface de grille de 5 m² du type 10 fut maintenue mais le timbre fut porté de 14 à 18 kg. en vue d'améliorer le rendement de la chaudière.
Si le diamètre des cylindres fut ramené de 500 mm. à 420 mm., la course des pistons, par contre, fut portée de 600 mm. à 720 mm., afin de ménager, dans les flasques de l'essieu coudé polybloc, une quantité suffisante de matière entre les tourillons adjacents.
Le tableau ci-dessous résume les dimensions principales de la machine :
| Poids à vide | 114.200 kg. | Surface de grille | 5,00 m² |
| Poids en service | 126.000 kg. | Surface de chauffe du foyer | 19,72 m² |
| Poids adhérent | 72.000 kg. | Surface de chauffe des tubes (côté gaz) | 215,06 m² |
| Nombre de cylindres | 4 | Surface de chauffe totale (côté gaz) | 234,78 m² |
| Diamètre des cylindres | 420 mm. | Surface de surchauffe | 111,70 m² |
| Course des pistons | 720 mm. | Empattement total | 11.450 mm. |
| Diamètre des roues couplées | 1.980 mm. | Empattement rigide | 4.100 mm. |
| Diamètre des roues de bogie | 900 mm. | Longueur totale hors traverses de tête | 14.158 mm. |
| Diamètre des roues de bissel | 1.067 mm. | Largeur maximum | 3.100 mm. |
| Effort de traction : 75 % | 17.319 kg. | Hauteur maximum | 4.280 mm. |
| Timbre | 18 kg. |
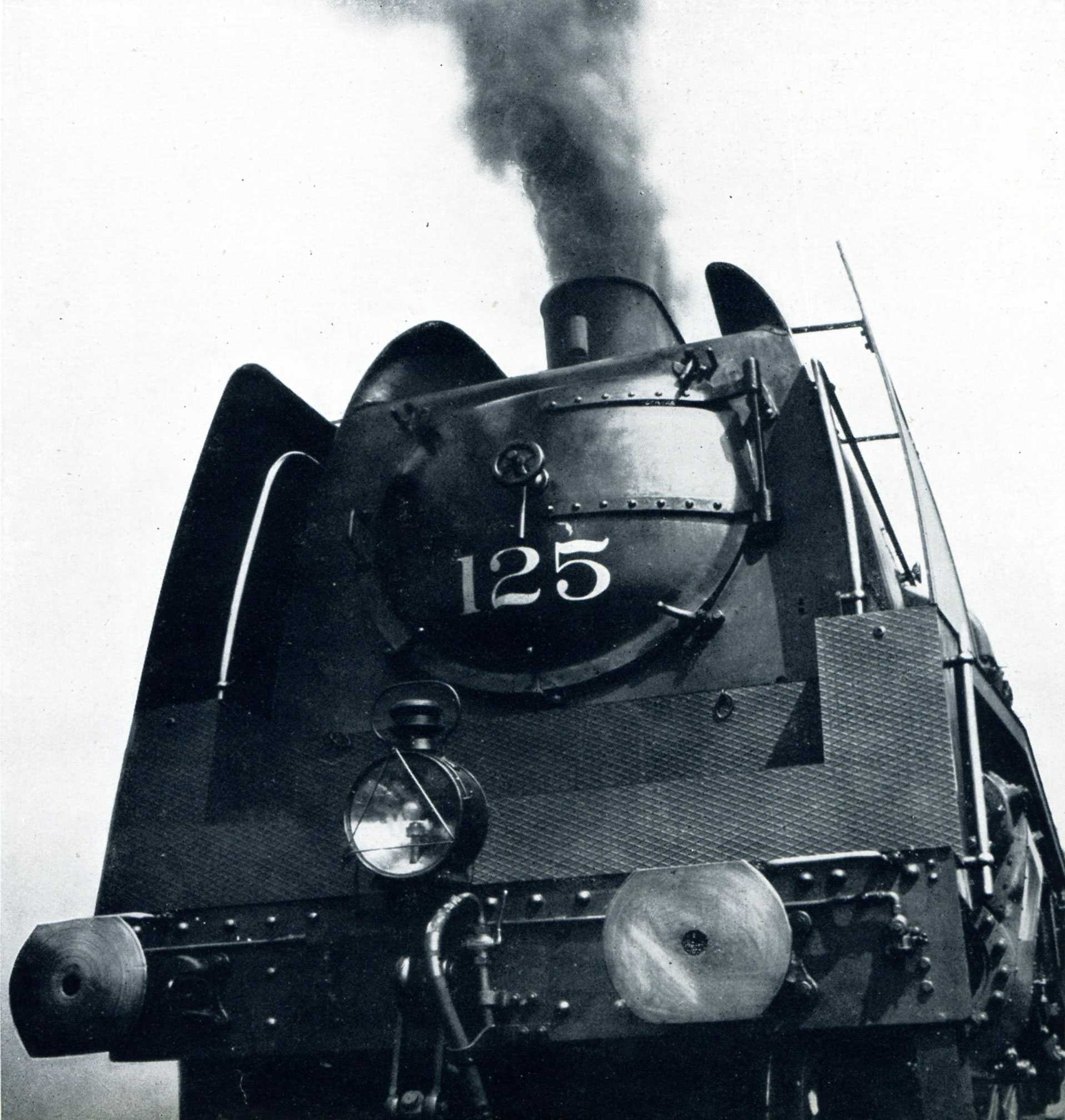
Fig. 37. - L'avant d'une des puissantes Pacific Type 1 de la S. N. C. F. B.
La chaudière comporte une boîte à feu du type à berceau demi-cylindrique avec foyer et entretoises en cuivre rouge ; les tôles d'acier de celle-ci, de même que les tirants d'armature du ciel du foyer, de la plaque arrière et des parois latérales ont une teneur en nickel de 2 à 2,3 %. La boîte à feu est munie de deux portes de chargement à charnière horizontale s'ouvrant vers l'intérieur et comporte, en outre, une voûte en briques réfractaires prenant appui sur quatre tubes bouilleurs de 67 à 76 mm. de diamètre.
Le corps cylindrique, de 1800 mm. de diamètre intérieur moyen, est également en acier au nickel de même teneur, ce qui a permis de réduire l'épaisseur des viroles à 18 mm. L'armature de la plaque tubulaire avant est constituée d'une tôle horizontale renforcée par des goussets. La distance entre les plaques tubulaires est de 6000 mm. et la tubulure se compose de tubes à fumée en acier doux, dont 131 de 50 X 55 mm. et 38 de 128 X 137 mm.
Le surchauffeur est du type C S à collecteurs séparés en acier moulé, l'un pour la vapeur saturée et l'autre pour la vapeur surchauffée, solution qui réduit au minimum les échanges nuisibles de chaleur ; il est à double circuit. Les éléments de 30,5 X 38 mm. sont à joints sphériques et coudes de retour forgés ; l'ogive de l'extrémité arrière est située à 400 mm. de l'intérieur de la plaque tubulaire du foyer. Toutes les dimensions ont été largement calculées afin d'assurer une surchauffe élevée et de diminuer le plus possible les pertes de charge des collecteurs aux cylindres moteurs.
Le modérateur placé dans le dôme arrière est à double soupape à simple siège ayant respectivement comme diamètre 60 mm. et 230 mm. ; la petite soupape permet un démarrage très doux de la locomotive et réduit les patinages. Le mécanisme de commande est disposé sur le côté de la chaudière et est actionné par un levier à main placé au-dessus du volant de changement de marche.
L'alimentation est assurée par un réchauffeur ACFI type R.M. Intégral capable d'un débit horaire soutenu de 21 m³.
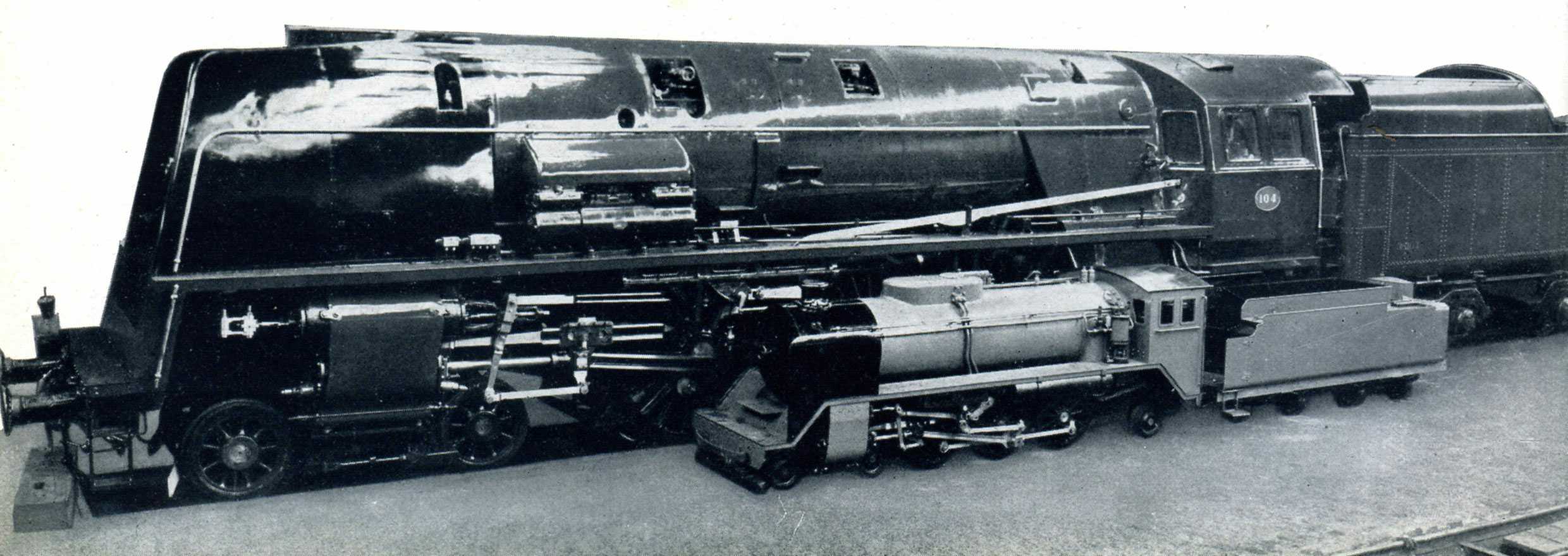
Fig. 38. - Une Pacific Type 1 photographiée aux côtés d'une des locomotives du train Liliput de l'Exposition Internationale de Bruxelles (1935).
Un injecteur Thermoristo de 13 mm. du type noyé est prévu pour l'alimentation de secours. Les tuyaux de refoulement des appareils d'alimentation débouchent dans un second dôme placé à l'avant de celui de prise de vapeur et muni d'un dispositif de précipitation des boues.
La grille est du type à secousses reposant sur deux sommiers latéraux et deux sommiers centraux avec jette-feu commandé par vis. Elle est disposée de façon que le chauffeur n'ait à secouer qu'un maximum de quatre paquets de grille à la fois.
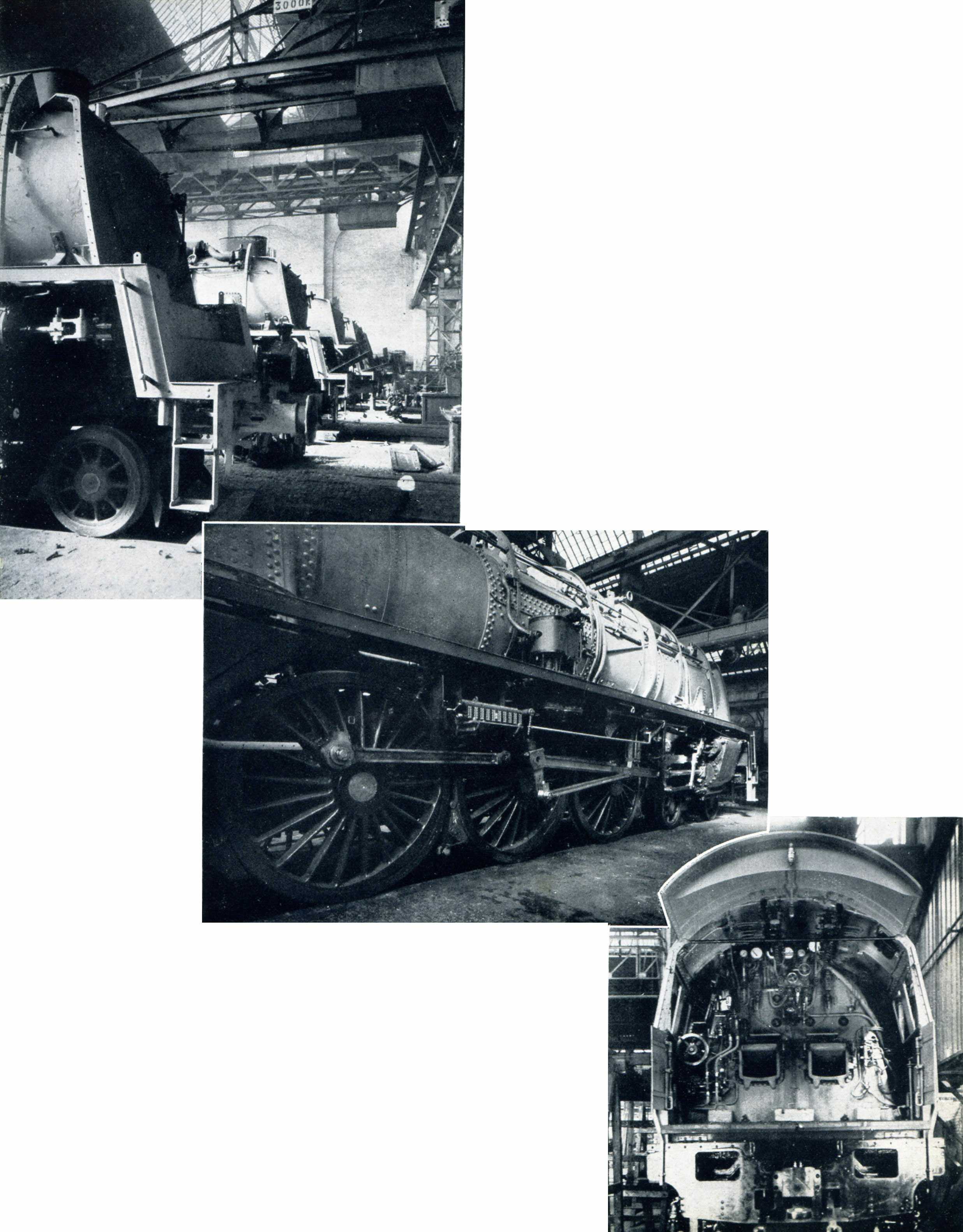
Fig. 39. - Une série de Pacific Type 1 en cours de montage.
Fig. 40. - Vue latérale d'une Pacific Type 1 en voie d'achèvement.
Fig. 41. - Vue arrière de la locomotive.
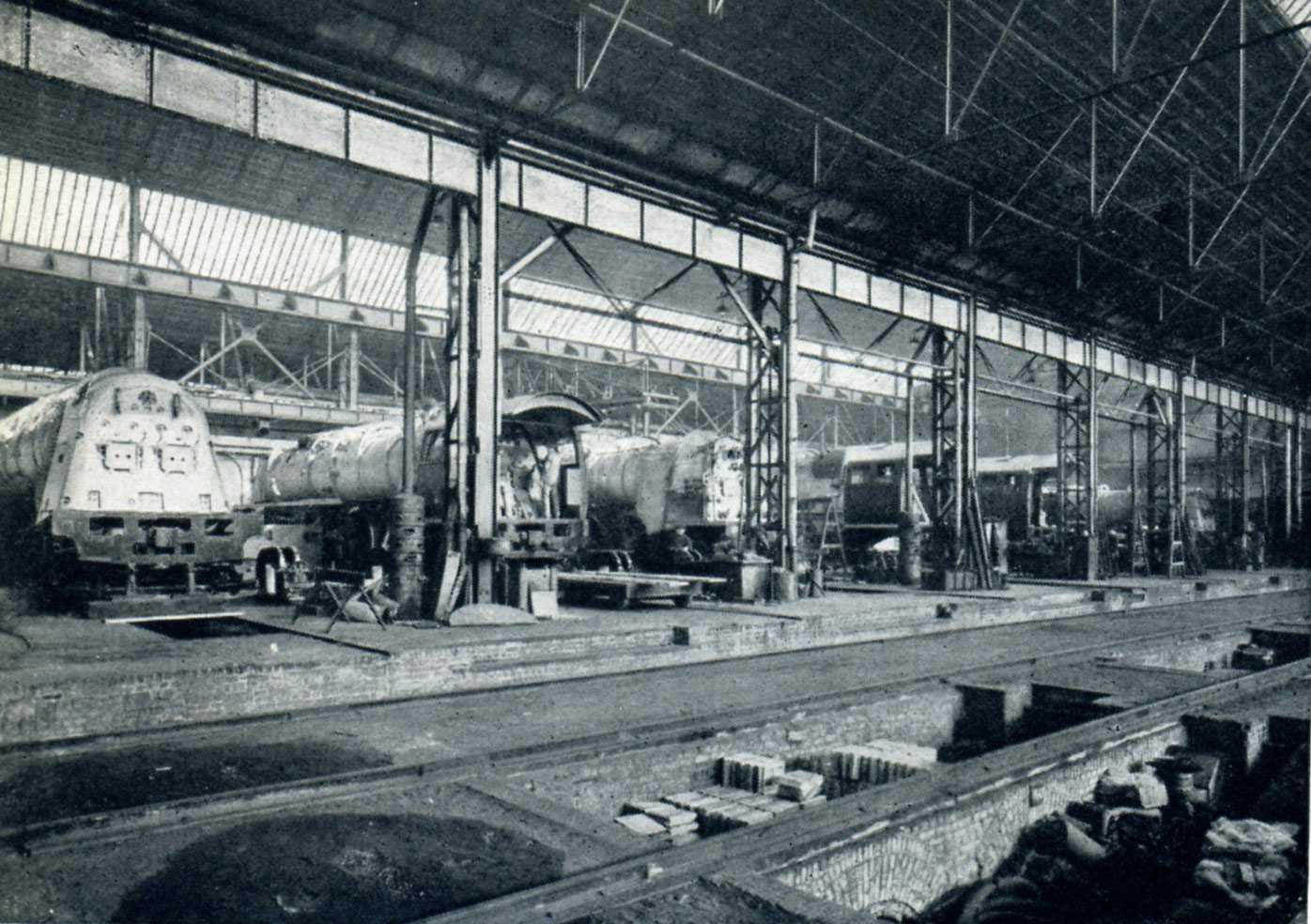
Fig. 42. - Vue d'ensemble d'une série de Pacific Type 1 en cours de montage.
La boîte à fumée contient le double dispositif d'échappement Kylchap comportant deux tuyères de 140 mm. de diamètre, deux ajutages de 275 mm. de diamètre à quatre orifices, deux petticoats de 340 mm. de diamètre et enfin deux cheminées de 425 mm. de diamètre au col. Les quatre orifices de l'ajutage dirigent le mélange de vapeur et de gaz dans le petticoat et, de là, dans la cheminée. Ce système de mélanges échelonnés procure une dépression plus élevée que les méthodes ordinaires et, combiné avec la double cheminée, permet d'inscrire dans le gabarit un appareil de tirage exigeant moins de hauteur. On sait qu'un appareil à deux cheminées n'exige pour son installation qu'une hauteur ![]() fois moindre que celle d'un appareil de section égale à cheminée unique.
fois moindre que celle d'un appareil de section égale à cheminée unique.
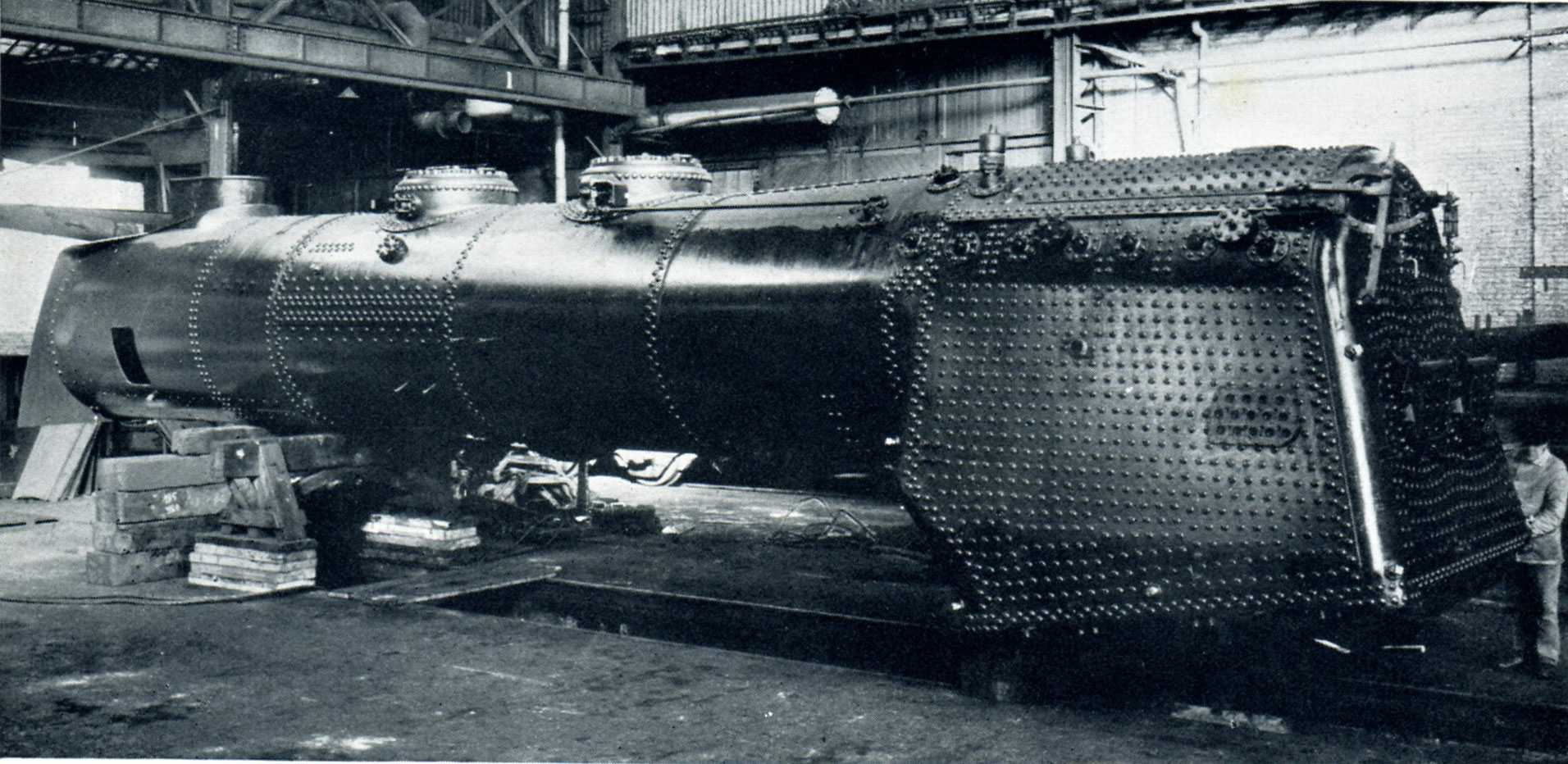
Fig. 43. - La chaudière de la Pacific Type 1 dont le corps cylindrique, la boîte à feu et les dômes sont en acier au nickel.
Le châssis de la locomotive est constitué de deux longerons en barres d'acier doux de 115 mm. d'épaisseur entretoisés par une série de caissons en acier moulé électrique et par le bloc-cylindres moteurs ; sa constitution le rend particulièrement robuste.

Fig. 44. - Série de châssis en cours de montage.
La chaudière repose sur le châssis par la selle des cylindres, le support du mécanisme intérieur, les deux patins de glissement de l'avant de la boîte à feu s'appuyant sur le berceau du bissel et, enfin, par trois tôles flexibles dont deux sous le corps cylindrique et une à l'arrière de la boîte à feu.
La suspension est disposée au-dessus des boîtes à huile. Les tirants des ressorts à lames sont du type à clavettes. La conjugaison par balanciers des ressorts des essieux couplés et de l'essieu du bissel permet de réaliser la suspension, dite «en 3 points», favorable à la répartition judicieuse des charges. Les ressorts sont en acier silico-manganeux.
Les boîtes à huile des essieux couplés sont en acier moulé avec lourds coussinets à surface extérieure demi-cylindrique emmanchés à la presse et sans joues latérales.
La lubrification est assurée par un graisseur mécanique Wakefield à six départs avec réchauffage d'huile ; les sous-boîtes sont garnies de packing. Un graissage à la burette est prévu pour le cas de défaillance du graisseur mécanique.
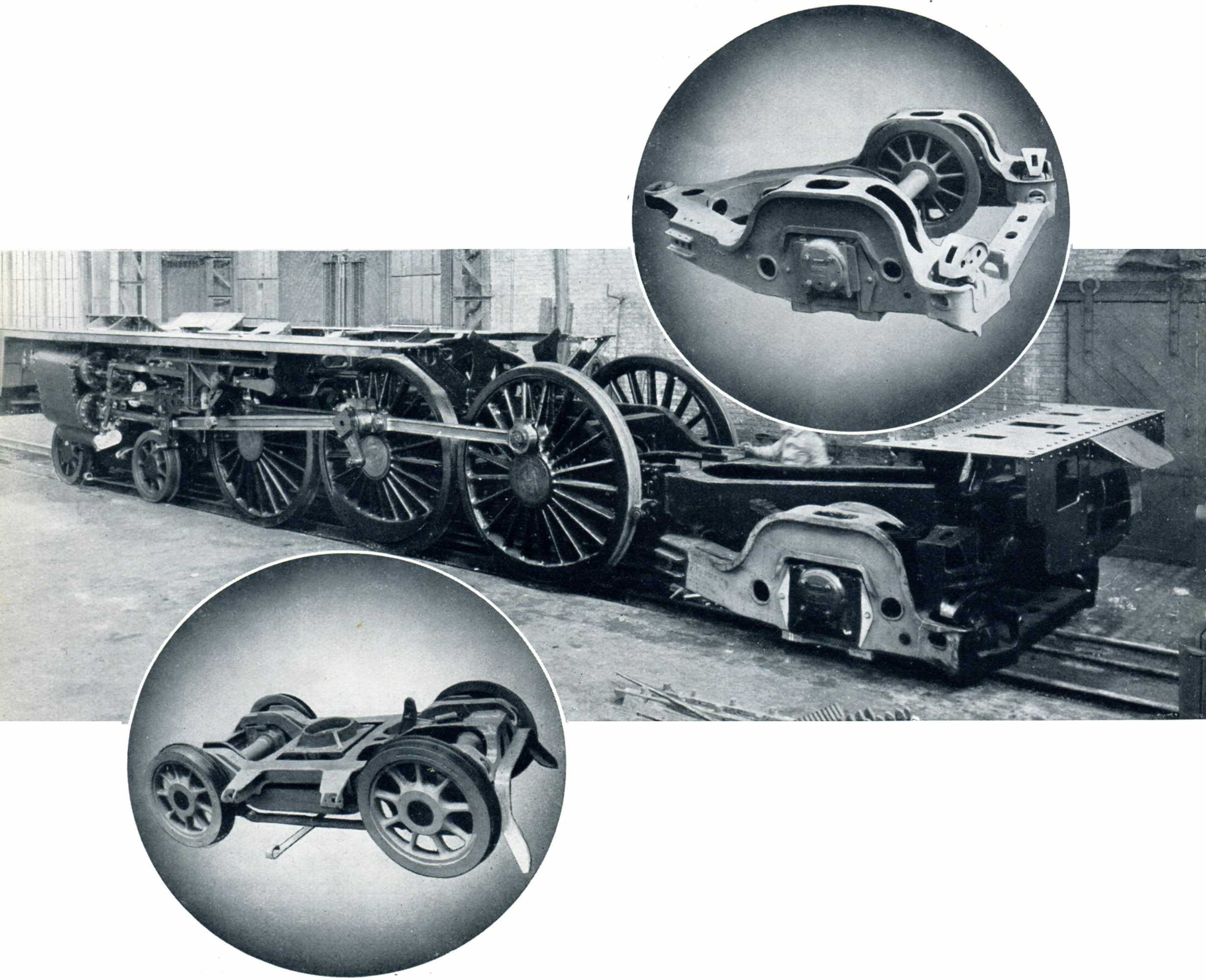
Fig. 45. - Châssis monté de la Pacifie Type 1. En médaillon : en haut, détail du bissel ; en bas, le bogie avant.
Les essieux droits des trains couplés sont en acier E.S. traité et forés de part en part d'un trou circulaire de 60 mm., les fusées ayant 250 mm. de diamètre et 254 mm. de longueur. Ils ne comportent plus de collerettes, les efforts latéraux se transmettant par les boîtes à huile garnies extérieurement d'une plaque de friction en bronze s'appuyant sur une plaque en acier E.S. traité fixée sur la face interne du moyeu.

Fig. 46. - Un train de voitures métalliques remorqué par une Pacific Type 1.
L'essieu coudé est du type «built up» en cinq pièces assemblées à chaud ; les flasques en acier nickel-chrome traité portent les contrepoids dans leur prolongement, ce qui assure un meilleur équilibrage. Aucun contrepoids n'est donc disposé dans les centres de roues. L'équilibrage des effets des masses animées d'un mouvement alternatif a été réalisé de telle sorte que la surcharge dynamique par roue ne dépasse pas 6 % de la charge statique. Les effets de recul ont été équilibrés dans la proportion de 26 %.
Le bogie et le bissel sont à rappel constant du type Delta. Ce système est analogue au rappel Woodard : la locomotive repose par des plans inclinés sur des osselets en forme d'ogive qui transmettent la charge au bogie ou au bissel. En courbe, les plans inclinés roulent sur les osselets qui se relèvent, le relèvement maximum étant de 42 mm. pour le bogie et de 23 mm. pour le bissel. Le châssis de bogie, ainsi que celui du bissel, sont en acier moulé monobloc ; les membrures du châssis de bissel sont tubulaires. Bogie et bissel sont, l'un et l'autre, équipés de boîtes à rouleaux S.K.F.
Les cylindres ont été confectionnés en acier moulé électrique donnant une résistance à la traction de 50 à 55 kg. par mm² avec un allongement d'au moins 20 %. Cette solution allie à la robustesse de l'entretoise constituée par le bloc-cylindres la possibilité de réparation par soudure.
Les cylindres ont été munis du bypass automatique Nord Français.
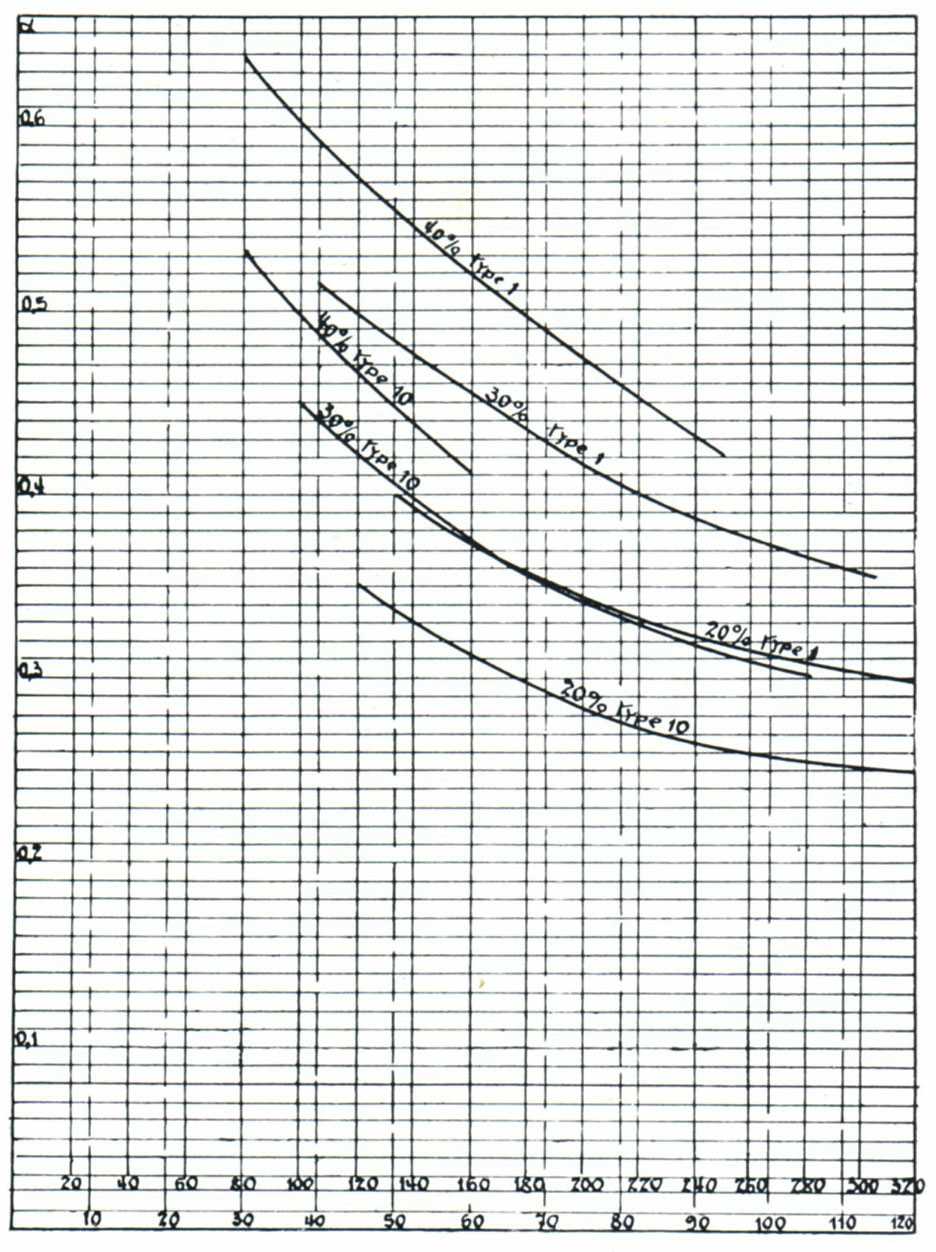
Fig. 47. - Révolutions par minute : Km. par heure
La distribution est du type Walschaerts avec tiroirs cylindriques de 250 mm. à double entrée et à huit segments étroits ; les tiroirs des cylindres intérieurs sont commandés par ceux des cylindres extérieurs à l'aide d'un renvoi de mouvement horizontal disposé à l'avant des cylindres ; la distribution ne comporte ainsi que deux leviers d'avance extérieurs.
Les plus larges sections ont été prévues pour l'écoulement de la vapeur ; l'examen des courbes des a de la figure 47 permet de juger de l'efficacité de ces grands passages par rapport à l'ancienne «Pacific» type 10.
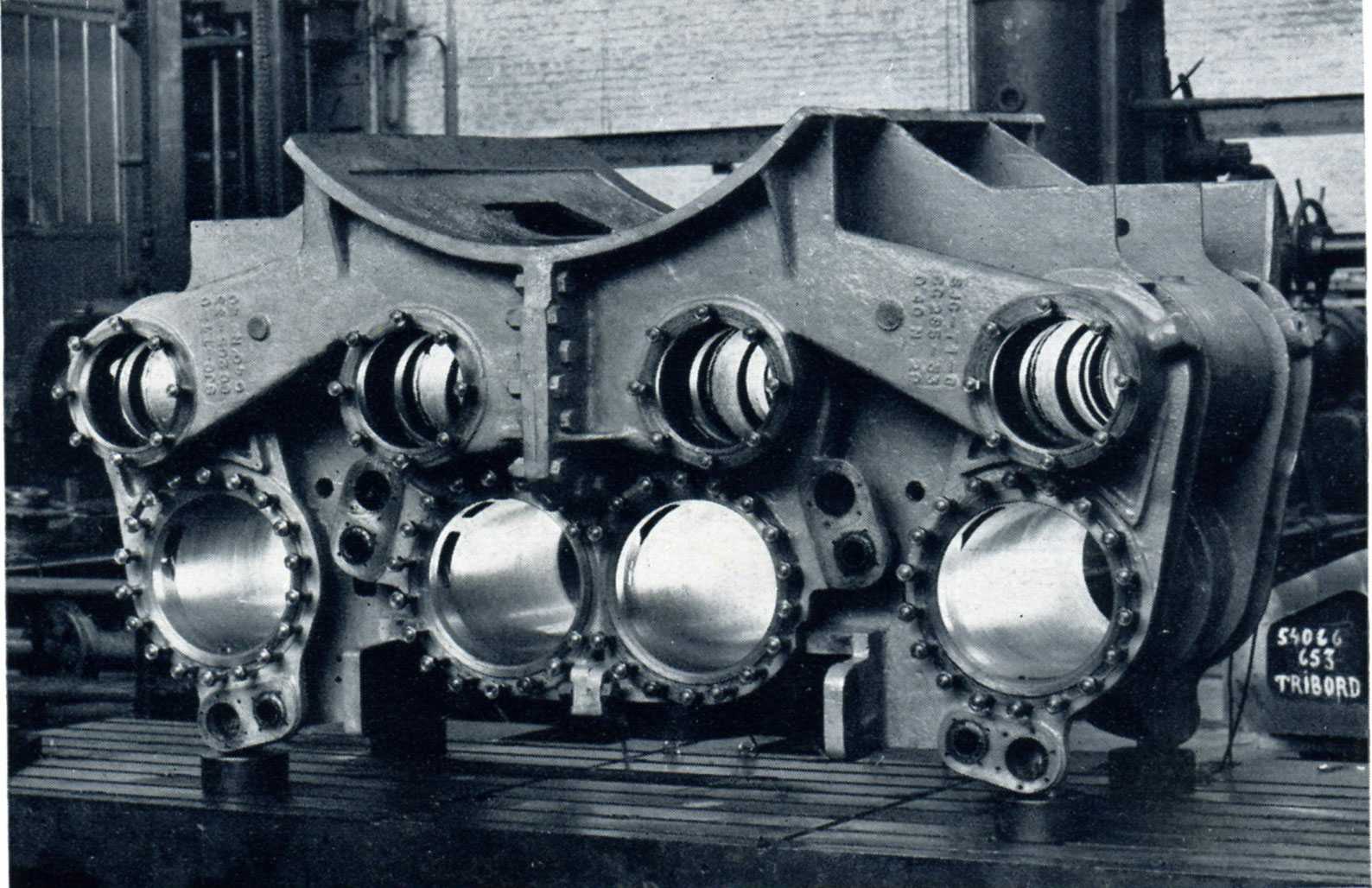
Fig. 48. Cylindres moteurs monobloc en acier moulé.
Résistance : 50 à 55 kg/mm². Allongement : 20 % minimum.
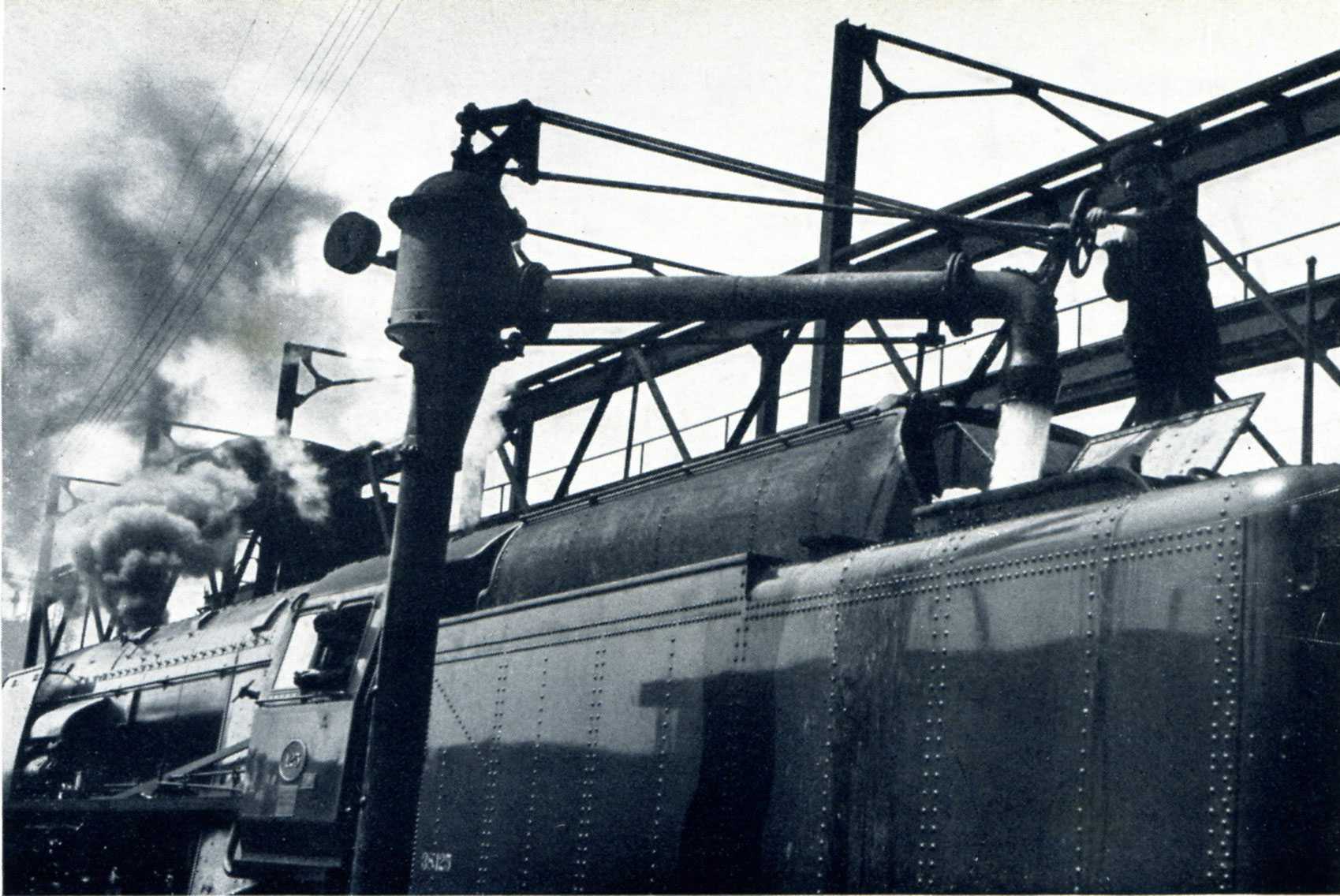
Fig. 49.
La locomotive est équipée du frein Westinghouse automatique et direct ; toutes les roues couplées, de même que celles du bogie, sont freinées. La pompe de frein est du type bi-compound dont la marche est réglée par un régulateur S G 4 ; le robinet du mécanicien est du modèle H 7.

Fig. 50.
La machine est, de plus, munie :
Les essais ont permis d'établir que la puissance utile développée par la «Pacific» type 1 entre 80 et 120 km. à l'heure est supérieure de 40 % à celle de l'ancienne Pacific type 10 (voir diagramme fig. 51). Cet accroissement de puissance résulte de ce que les consommations de la nouvelle locomotive sont très inférieures à celles de la locomotive type 10 du fait, d'une part, des hautes températures de surchauffe atteintes et, d'autre part, de l'amélioration du circuit de vapeur.
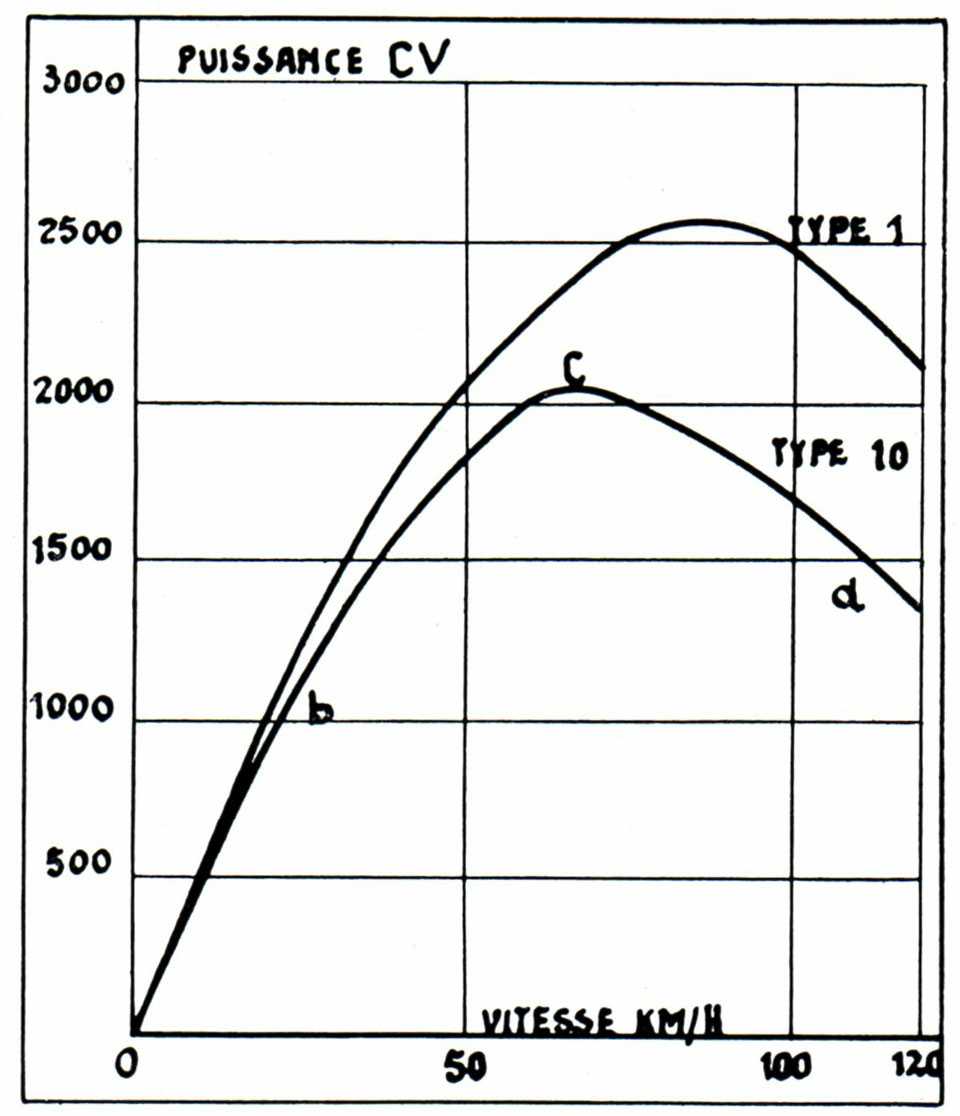
Fig. 51.
La perte de pression maximum entre la chaudière et le cylindre est de 1,5 kg. par cm² pour la «Pacific» type 1, alors qu'elle est de 3 kg. pour la «Pacific» type 10 ; ces résultats sont d'autant plus intéressants que le type 1 est timbré à 18 kg. alors que le type 10 n'est timbré qu'à 14 kg.
Sur les sections sensiblement de niveau, la nouvelle locomotive a soutenu une vitesse de 118 km. à l'heure en remorquant un train de 16 véhicules à bogies de 615 tonnes de tare totale. En rampe continue de 4 mm. par mètre, elle a soutenu la vitesse de 100 km. à l'heure avec un train de 505 tonnes. Avec la même charge, elle a soutenu la vitesse de 70 km. à l'heure en rampe continue de 16 mm. par mètre.
La température de surchauffe s'établit en régime de plein travail entre 375° et 385° avec des pointes de 410° ; dans ces conditions, la contrepression à l'échappement ne dépasse guère 300 grammes par cm².
En conclusion, la «Pacific» type 1 est à même de remorquer en palier des trains de 700 tonnes à la vitesse soutenue de 120 km. à l'heure et est capable de développer d'une manière continue une puissance utile de 2700 CV.
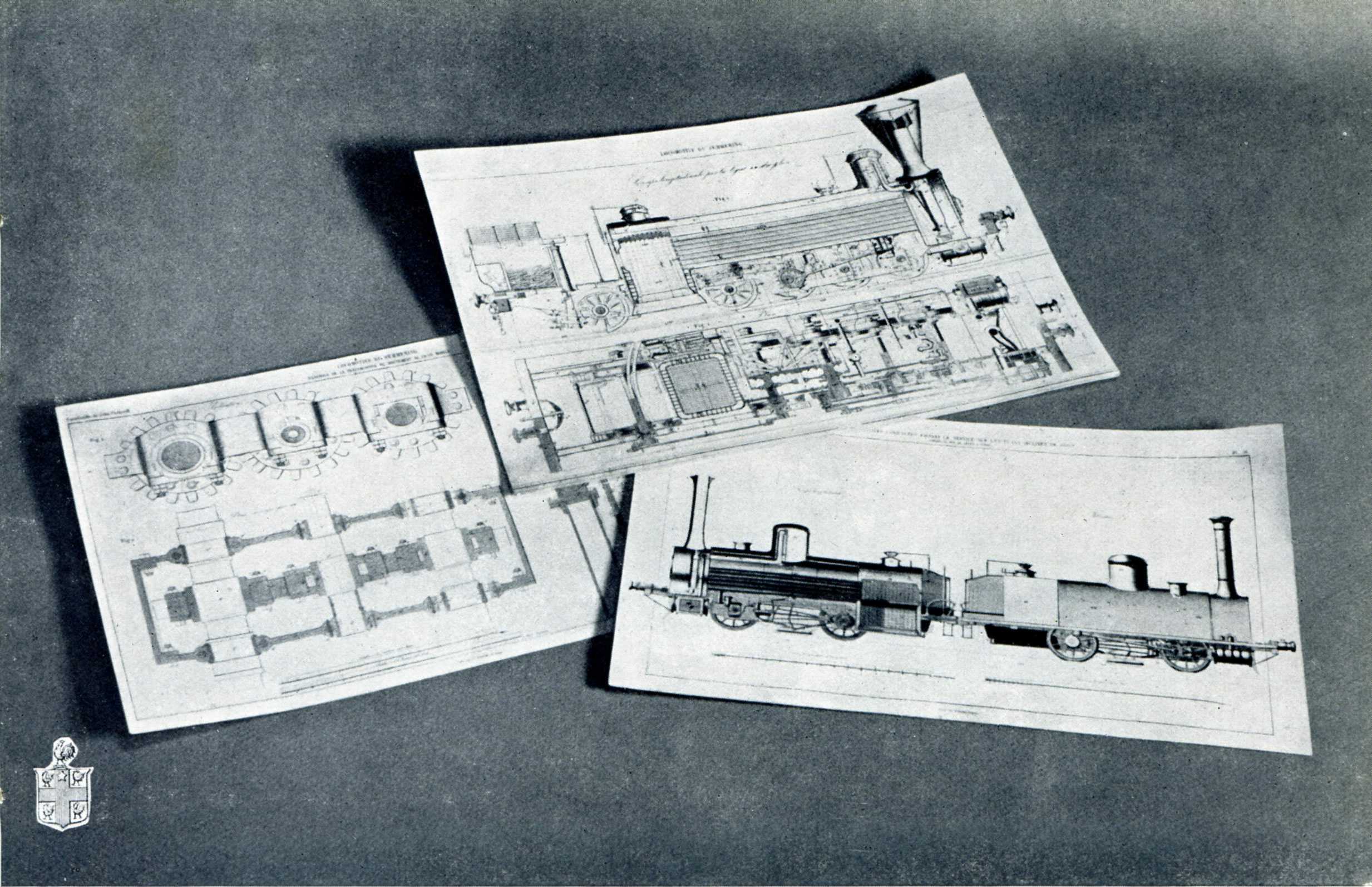
Fig. 52. - En haut : la première locomotive articulée. Cette machine construite en Belgique remporta en 1883 la compétition du Semmering. Son dernier essieu était commandé par engrenage suivant le dispositif figuré au plan de gauche. A droite : d'anciennes locomotives conjuguées, genre double Fairlie, également construites en Belgique vers le milieu du siècle dernier.
L’EFFORT de tous les réseaux de chemin de fer se porte actuellement vers l'accroissement de puissance de leurs locomotives, nécessité par l'augmentation non seulement du tonnage des trains remorqués mais aussi de leur vitesse.
La puissance d'une locomotive étant fonction de son effort de traction et conséquemment de son poids adhérent, l'augmentation de celui-ci constitue un des traits caractéristiques de la construction ferroviaire moderne ; on en arrive à se demander si des majorations ultérieures de poids adhérent et de puissance sont compatibles avec la forme ordinaire de la locomotive à vapeur, du moins tant que les charges par essieu actuellement admises sur les réseaux européens seront maintenues. C'est en effet, en augmentant le nombre des essieux couplés ou la charge par essieu que l'on a pu réaliser les poids adhérents considérables exigés par le trafic actuel.
En ce moment, les locomotives à marchandises ont partout cinq et même six essieux couplés et celles pour trains rapides et lourds, trois et quatre essieux couplés ; comme charge maximum par essieu, des poids de 21 tonnes ne constituent plus des exceptions (la Société Nationale des Chemins de Fer Belges admet même 24 tonnes pour ses dernières locomotives à grande vitesse types «Pacific» et «Atlantic»). Si l'on voulait dépasser ces chiffres, il serait nécessaire de refaire la superstructure des voies et de renforcer les ouvrages d'art, ce qui entraînerait d'énormes dépenses.
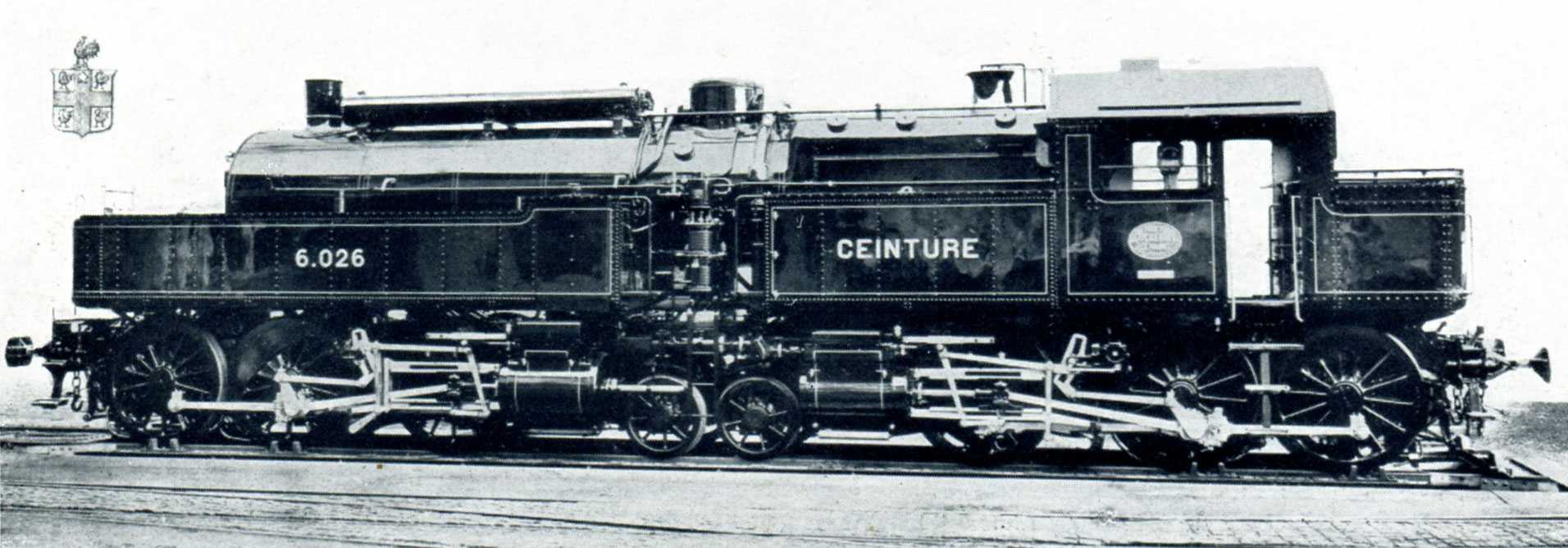
Fig. 53. Locomotive articulée «Du Bousquet» construite en Belgique pour les Chemins de Fer de Ceinture de Paris. Poids à vide : 76.300 kg. Poids en service : 84.000 kg. Poids adhérent : 73.600 kg.
Il en résulte qu'avec les charges par essieu actuelles, le développement des très grands efforts de traction nécessaires à la remorque de trains à marchandises lourds exige un nombre d'essieux couplés tel que la nécessité de passage de la locomotive en courbe de rayon limité rend impossible leur groupement dans un seul châssis ; il faut alors les disposer dans deux ou trois châssis séparés et on est ainsi, tout naturellement, conduit à la locomotive articulée.
L'emploi de ce genre de machine n'est pas toujours conditionné par le besoin de remorque de tonnages élevés. Dans les colonies, en effet, on est souvent obligé, pour diminuer les frais d'établissement des voies ferrées, d'utiliser des courbes de faible rayon afin de réduire les travaux de terrassement et le nombre des ouvrages d'art. De même, lorsqu'on désire réaliser une voie peu coûteuse par l'emploi de rails légers, on est forcé de répartir le poids adhérent sur un grand nombre d'essieux et, donc, de recourir à des locomotives articulées.
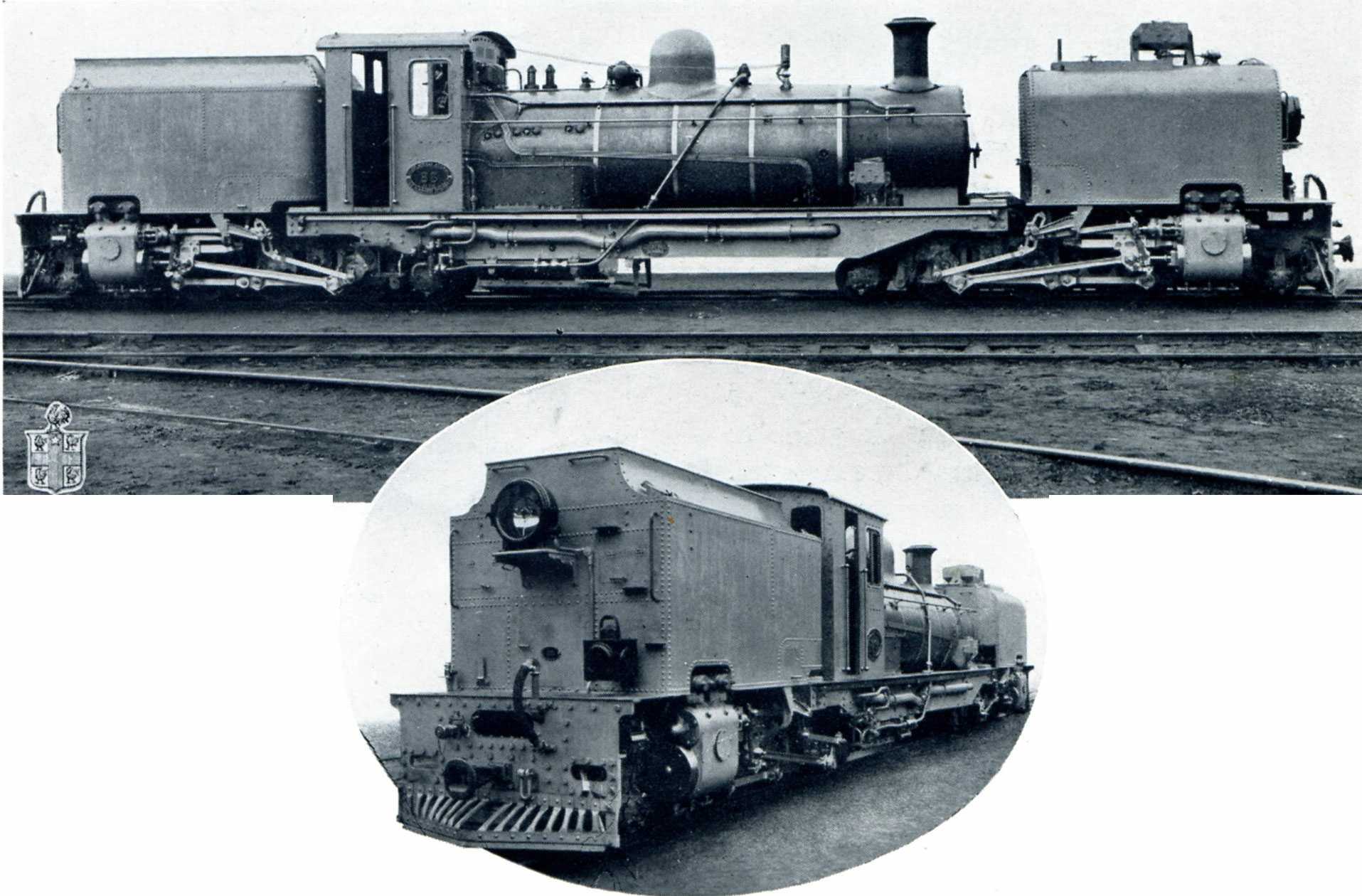
Fig. 54. - Locomotive «Garratt» construite en Belgique pour les Chemins de Fer Sud-Africains.
Fig. 55. - Vue de trois quart de la même locomotive, du côté de la soute à charbon.
| Voie | 610 mm. | Poids en service | 60.400 kg. |
| Diamètre des cylindres | 304,79 mm. | Course des pistons | 406.39 mm. |
| Timbre de la chaudière | 13 kg. | Diamètre des roues motrices | 838,18 mm. |
| Diamètre des roues porteuses | 533,39 mm. |
Les premières machines de cette nature furent construites en Belgique par la Société Cockerill, à la suite de la compétition internationale du Semmering en 1853. Pour satisfaire au programme de ce concours, les Usines Cockerill construisirent des locomotives constituées de deux châssis distincts, moteurs tous deux, et reliés par une articulation (voir fig. 52). La locomotive Engerth comportait un châssis avant, à trois essieux couplés, portant la partie antérieure de la chaudière et les cylindres moteurs et un châssis arrière, à deux essieux couplés, portant l'arrière de la chaudière, les soutes à eau et à combustible. L'effort moteur était transmis aux essieux arrière par trois engrenages. Un dispositif ingénieux assurait un engrènement correct, quels que fussent les déplacements relatifs des deux châssis. Pour le service de plaine, il était possible de débrayer très aisément la commande du châssis arrière. Au cours d'essais effectués sur le plan incliné d'Ans (Belgique) la combustion atteignit, sans difficulté, le chiffre formidable de 1110 kg. par m² de grille et par heure. Plusieurs de ces locomotives, ultérieurement transformées en machines de manœuvre, furent en service pendant plus de 80 ans.
En voici les caractéristiques originales :
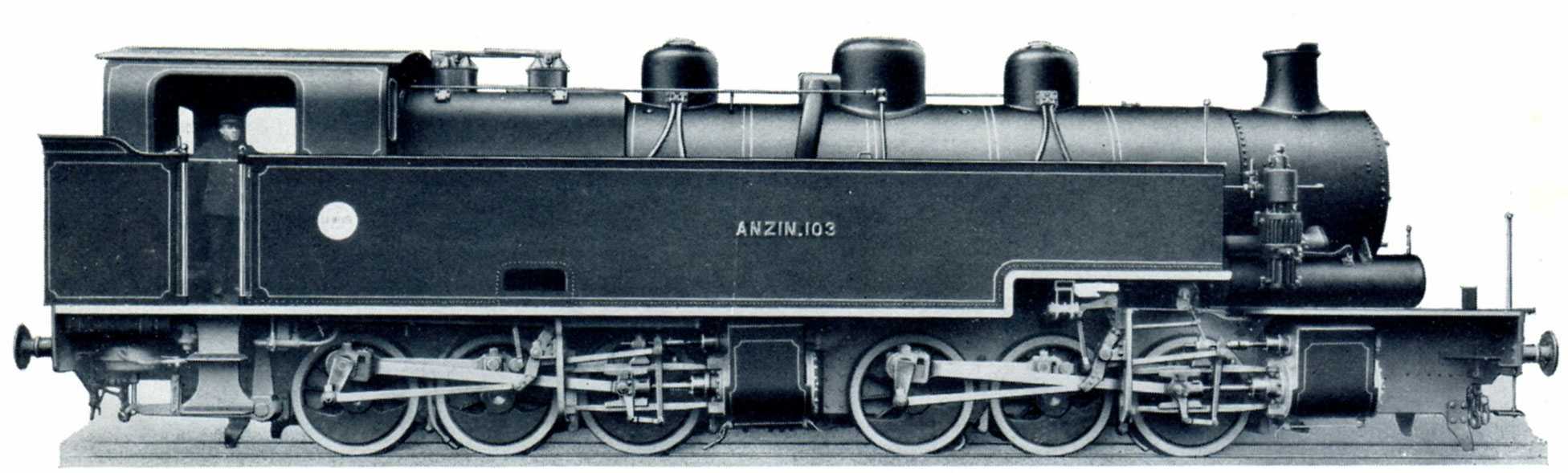
Fig. 56. Locomotive articulée «Mallet» de 103 tonnes fournie au Chemin de Fer de Somain à Anzin et à la Frontière Belge (France).
Parmi les locomotives articulées réalisées par la suite, nous citerons dans l'ordre chronologique : la «Fairlie», la «Meyer», la «Du Bousquet», la «Mallet», la «Garratt», la «Golwé» et la «Franco», qui, toutes, ont été construites en Belgique pour l'exportation.
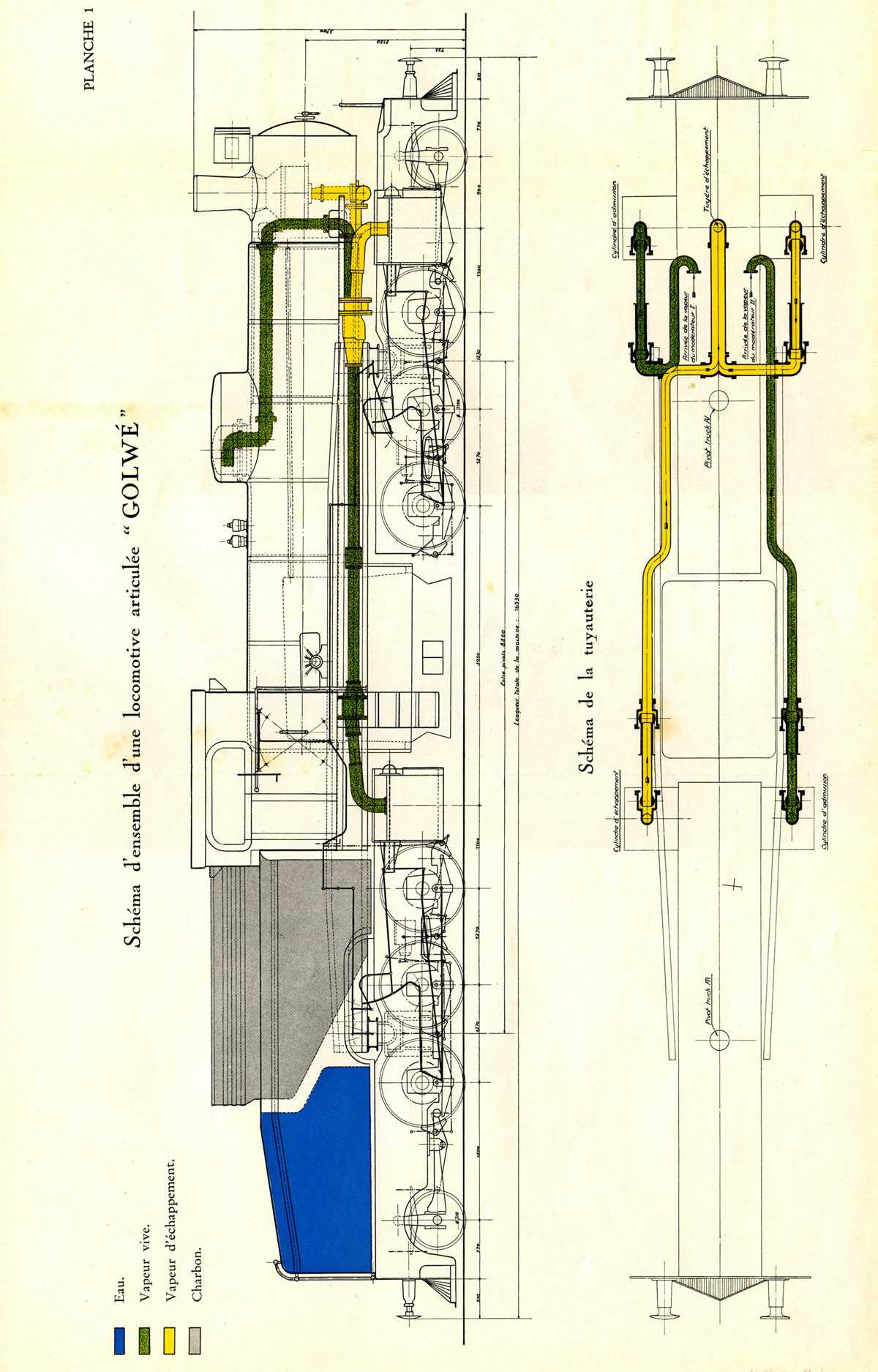
La locomotive articulée type «Golwé», abréviation des noms de ses inventeurs, MM. Goldschmid et Weber, est représentée à la figure 57 ; son schéma fait l'objet de la planche n" 1 ci-après.
La «Golwé» présente les avantages suivants :
Ces facilités d'entretien désignent cette machine pour les services coloniaux, où la main-d'œuvre qualifiée n'existe pas en abondance.
La S.A. des Forges, Usines et Fonderies de Haine-Saint-Pierre a fourni au Ministère des Colonies Françaises, pour les Chemins de fer de la Côte d'Ivoire, plusieurs locomotives de ce type, ayant les caractéristiques principales suivantes :
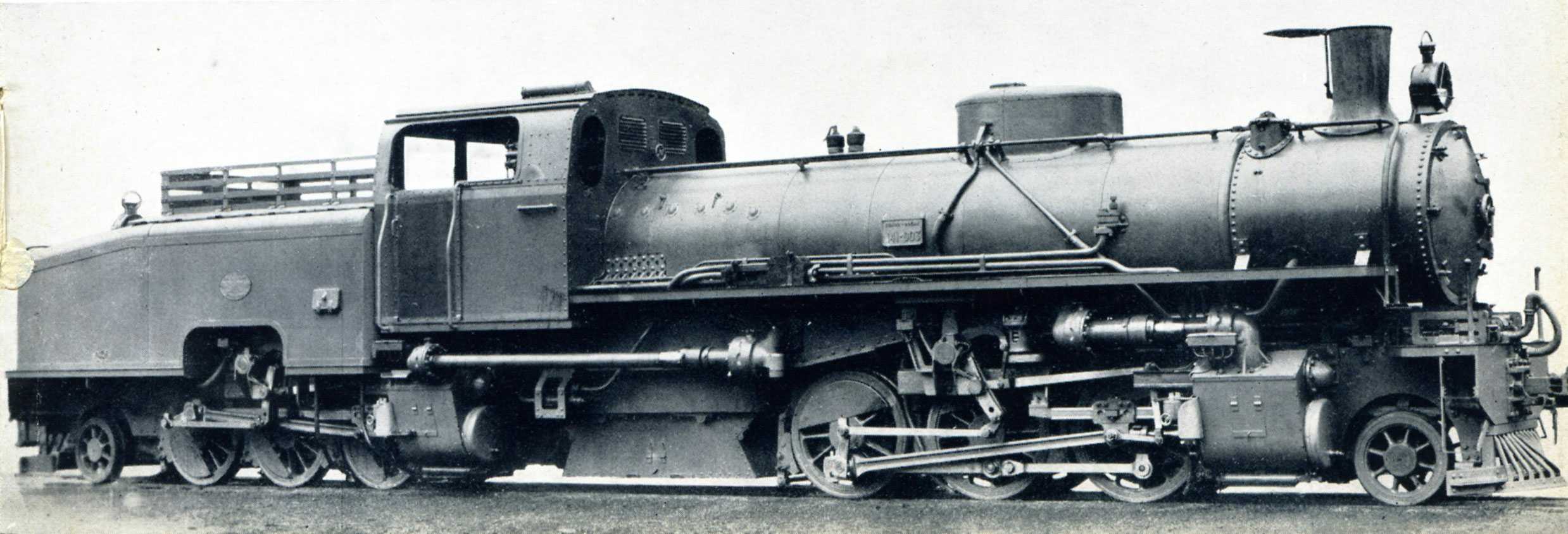
Fig. 57. Locomotive articulée «Golwé» en service sur le réseau des Chemins de Fer de la Côte d'Ivoire.
Poids à vide : 68.400 kg. Poids en service : 87.700 kg. Poids adhérent : 73.000 kg.
| Voie | 1.000 mm. | Diamètre des roues motrices | 1.100 mm. |
| Type de la machine | 2-6 + 6-2 | Diamètre des roues de bissels | 710 mm. |
| Surface de grille | 2,75 m² | Capacité totale des caisses à eau | 12,500 m³ |
| Tubes : | Capacité de la soute à combustible | 8,900 m³ | |
| Nombre | 277 | Poids : | |
| Diamètre extérieur | 45 mm. | A vide | 68.400 kg. |
| Epaisseur | 25 mm. | En charge avec 100 mm. d'eau sur le ciel, 10 m³ d'eau dans les soutes, 4.000 kg. de combustible dans la soute (8 m³), 600 kg. de combustible sur la grille, 365 kg. de sable dans les sablières et 274 kg. d'outillage : | |
| Longueur totale entre les plaques tubulaires | 4.300 mm. | Charge par essieu : | |
| Surface de chauffe : | bissel avant | 7.780 kg. | |
| Du foyer (comptée au-dessus de la grille) | 13,60 m² | premier accouplé avant | 11.360 kg. |
| Des tubes (surface intérieure développée) | 150 m² | milieu avant | 11.5 50 kg. |
| Totale | 163,60 m² | moteur avant | 11.940 kg. |
| Timbre de la chaudière | 12 kg. | premier accouplé arrière | 11.200 kg. |
| Cylindres : | milieu arrière | 12.300 kg. | |
| Nombre | 4 | moteur arrière | 12.500 kg. |
| Diamètre | 400 mm. | bissel arrière | 9.100 kg. |
| Course des pistons | 560 mm. | Total | 87.730 kg. |
| Longueur de la machine à l'extrémité des tampons | 16.350 mm. | Poids adhérent | 73.070 kg. |
| Distance entre pivots des trucks moteurs | 8.860 mm. | Effort de traction (a = 0,65) | 12.700 kg. |
Fig. 58.

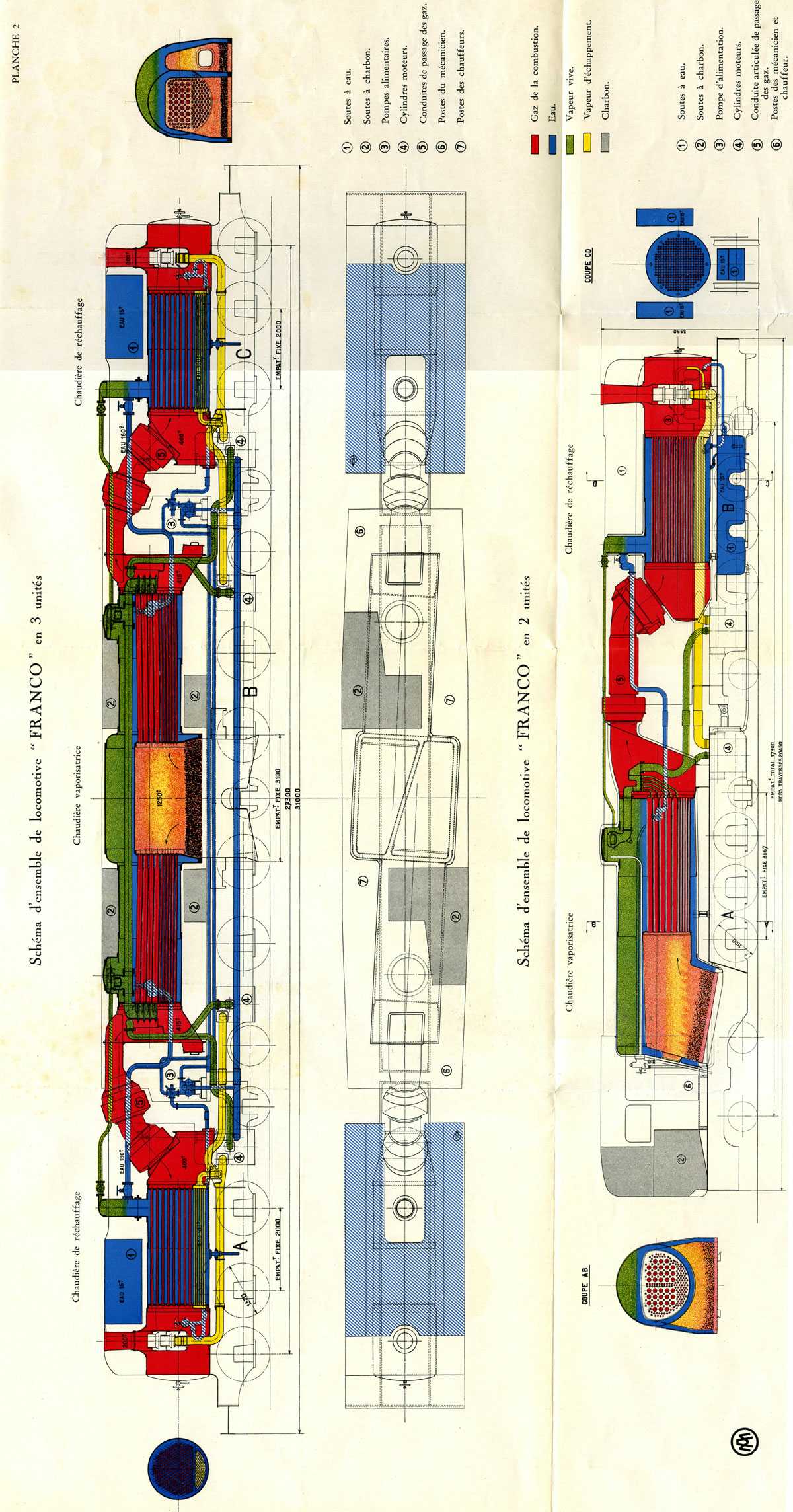
Fig. 59. - Locomotive «Franco» en trois unités motrices à simple expansion. Puissance : 3.000 CV.
A locomotive Franco, du nom de son inventeur italien, est la dernière création en matière de locomotive articulée ; elle peut être construite en trois ou deux unités suivant la puissance désirée.
Nous décrivons succinctement la machine en trois unités motrices, d'une puissance effective de 3.000 CV., qui fut construite en Belgique par la S.A. Les Ateliers Métallurgiques de Nivelles d'après des brevets originaux italiens dont la mise au point fut faite entièrement dans notre pays (voir planche 2 ci-après).
La machine se compose de trois unités motrices, A, B et C, accouplées, l'unité médiane supportant la chaudière, timbrée à 14 kgs, avec double foyer central et deux corps cylindriques opposés, est actionnée par deux mécanismes moteurs à deux cylindres jumelés attaquant chacun deux essieux couplés.
Les deux unités motrices extrêmes supportent chacune un réchauffeur d'eau à tubes de fumée, un préréchauffeur à vapeur d'échappement ainsi que les soutes à eau. Elles sont actionnées par un mécanisme moteur à deux cylindres jumelés attaquant trois essieux couplés. On a donc en tout dix essieux accouplés commandés par huit cylindres à simple expansion.
Le mécanicien dispose de deux postes de conduite placés symétriquement sur l'unité centrale et équipés de façon identique ; il occupe l'un ou l'autre suivant le sens de marche de la machine. Les conditions normales de visibilité de la voie ont été respectées et le mécanicien se trouve placé, sous ce rapport, dans les conditions de ses collègues conduisant des locomotives ordinaires.

Fig. 60. - Locomotive «Franco» en trois unités motrices passant dans une courbe de 100 m. de rayon.
Les caractéristiques principales de la machine sont les suivantes :
| Poids à vide | 189.900 kg. | Surface de chauffe des réchauffeurs à vapeur d'échappement | 43,90 m² |
| Poids en service | 248.000 kg. | Surface de surchauffe | 77,20 m² |
| Poids adhérent | 170.000 kg. | Surface de grille | 6,50 m² |
| Cylindres | 435 x 650 mm. | Contenance des caisses à eau | 35,8 m³ |
| Effort de traction (75 %) | 37.500 kg. | Contenance des soutes à charbon | 9 T. |
| Timbre | 15 kg. | Rayon des courbes minimum | 100 m. |
| Surface de chauffe du vaporisateur (générateur) | 251,40 m² | Vitesse horaire maximum | 60 km. |
| Surface de chauffe des réchauffeurs à gaz | 268,00 m² |
La chaudière est constituée d'une boîte à feu commune à deux corps cylindriques opposés contenant les faisceaux tubulaires ; les parois transversales de la boîte à feu présentent chacune à côté du corps cylindrique une porte pour le chargement du charbon. Le foyer est divisé dans le sens longitudinal en deux chambres de combustion distinctes séparées par une lame d'eau médiane.
Les avantages de la chaudière Franco peuvent se résumer comme suit :
Les réchauffeurs sont alimentés par deux pompes puisant l'eau des soutes installées sur les unités motrices extrêmes ; ils constituent un poids notable et constant qui offre la possibilité de rendre motrices ces deux unités en augmentant le poids adhérent de la locomotive.
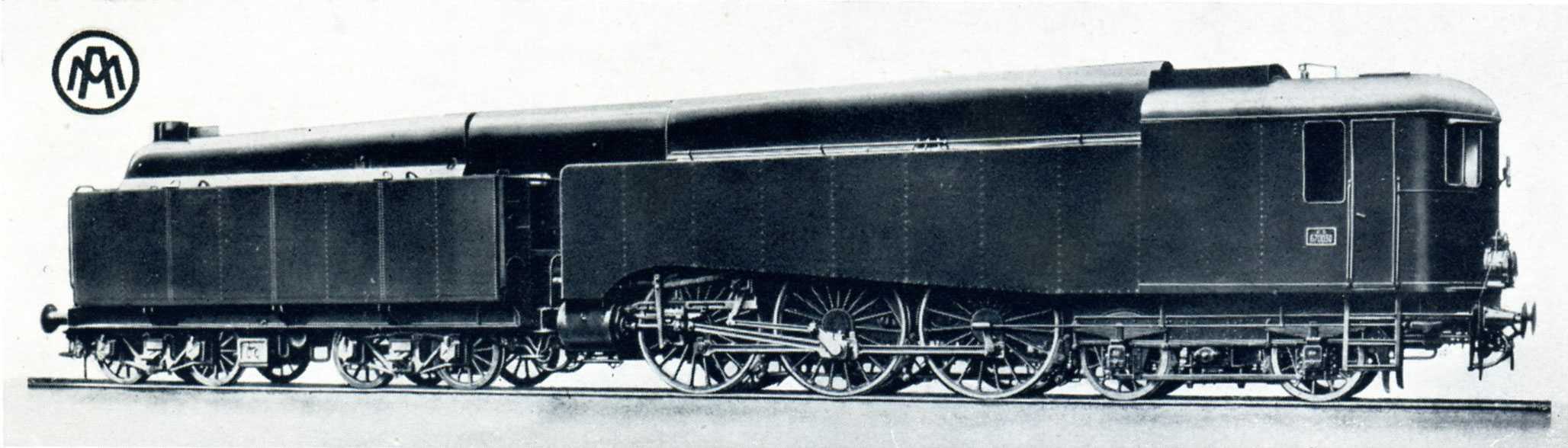
Fig. 61. Locomotive du Groupe 670 des Chemins de Fer de l'Etat Italien transformée en locomotive «Franco» en deux unités dont une seule motrice.
La locomotive Franco est la seule locomotive articulée munie du réchauffage de l'eau d'alimentation par les gaz de la combustion ; il en résulte comme avantages principaux :
Elle possède, en outre, les avantages suivants :
Son court faisceau tubulaire évite le découvrement des tubes à fumée sur les déclivités de la voie.
Nous donnons ci-après les résultats des essais qui eurent lieu en Belgique sur une ligne longue de 151 km. et présentant de nombreuses rampes dont une de 16 ![]() sur 20 km. de longueur :
sur 20 km. de longueur :
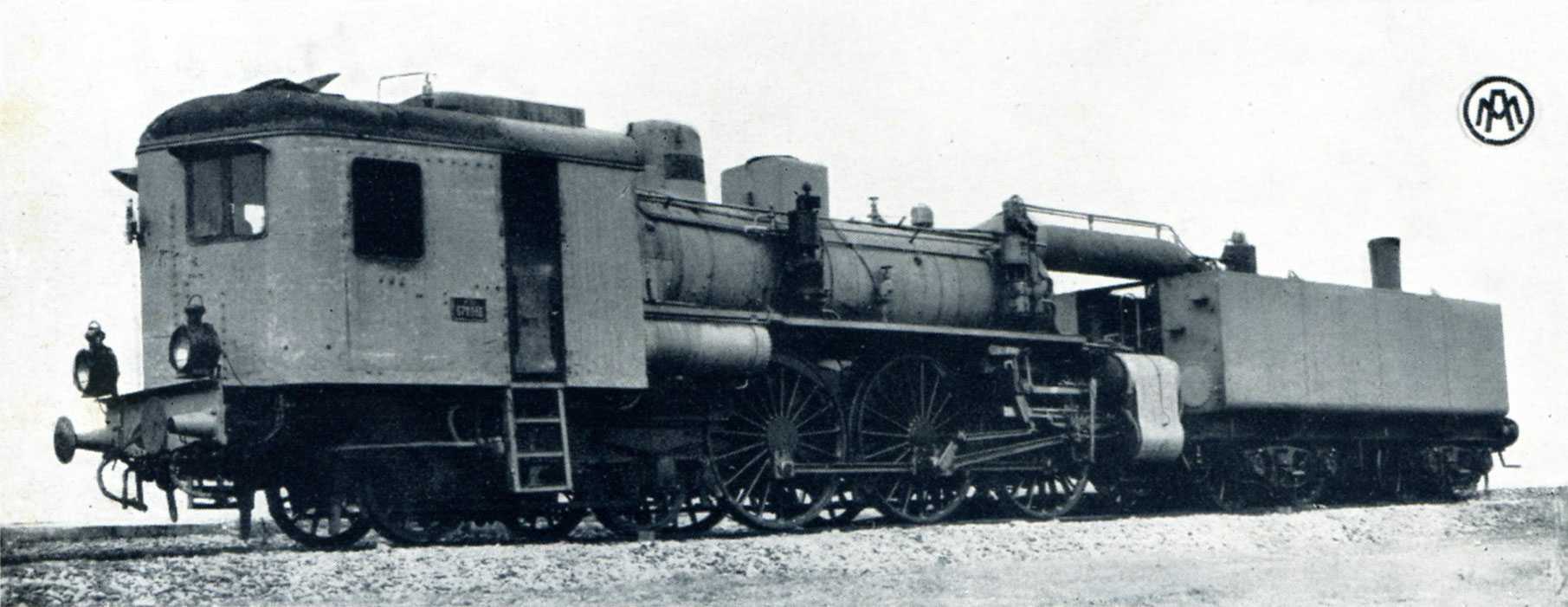
Fig. 62. La locomotive représentée à la figure précédente photographiée avant montage des tôles de capotage. Cette vue permet de se rendre compte du schéma de la nouvelle machine transformée.
La machine à double foyer et à trois châssis moteurs que nous venons de décrire ne s'applique qu'à la réalisation de puissances élevées ; lorsque la surface de grille ne dépasse pas 5,5 m² ou que le poids adhérent n'exige pas l'emploi de plus de 8 essieux couplés, on peut adopter la Franco en deux unités motrices de conception belge également représentée à la planche 2.
L'une des unités porte le générateur et la soute à charbon qui est placée à l'avant de la machine ; l'autre porte le réchauffeur à gaz et les caisses à eau. Le poste du mécanicien et du chauffeur se trouvent tout à fait à l'avant de la machine qui roule cheminée en arrière ; le personnel a ainsi une vue parfaite sur la voie.
Le générateur est de construction normale, mais à tubes à fumée très courts comme dans la Franco à trois unités. Tous les avantages thermiques de cette dernière, de même que ceux résultant de l'adhérence due au poids du réchauffeur, se rencontrent ici également. L'alimentation est assurée par une pompe à réchauffage par mélange et un injecteur à vapeur vive.
La machine comporte quatre cylindres à simple expansion et huit essieux moteurs au maximum.
Ci-dessous les caractéristiques de locomotives en deux unités actuellement en construction pour le Brésil aux Usines de Tubize :
Il existe des cas où l'effort de traction et la puissance ne nécessitent même pas l'emploi de deux unités motrices ; il peut, néanmoins, être intéressant d'utiliser la chaudière Franco en employant la locomotive en deux unités dont une seule motrice. Cette machine n'est autre qu'une locomotive ordinaire à tender séparé dont le châssis porte, en plus de la caisse à eau, le réchauffeur à gaz ; est seule motrice l’unité vaporisatrice.
Le Ministère des Communications Italien a fait transformer une des machines compound 4.6.0. à 4 cylindres sans surchauffe du groupe 670 de l'Etat Italien en locomotive Franco de ce type ; les figures 61 et 62 la représentent après transformation.
De multiples essais de cette Franco ont eu lieu au cours de l'année 1937 sur le parcours Bologne-Ancône (204 km.) en présence des ingénieurs du service de la traction des Chemins de fer de l'Etat Italien et des ingénieurs du Conseil National des Recherches. Ces essais ont mis en évidence le caractère économique de cette transformation.
Annexe 1
Annexe 2