LA
MACHINE LOCOMOTIVE
MANUEL PRATIQUE
DONNANT LA DESCRIPTION DES ORGANES ET DU FONCTIONNEMENT DE LA LOCOMOTIVE
A L'USAGE DES MÉCANICIENS ET DES CHAUFFEURS
EDOUARD SAUVAGE
Ingénieur en chef des mines,
Ingénieur en chef adjoint du matériel et de la traction des chemins de fer de l'Ouest.
Troisième édition.
1899
OUVRAGE DEDIE AU PERSONNEL DE LA TRACTION DES CHEMINS DE FER
INTRODUCTION.
CHAPITRE PREMIER
GÉNÉRALITÉS
CHAPITRE II
CHAUDIÈRE
CHA PITRE III
MÉCANISME
CHAPITRE IV
CHASSIS, SUSPENSION, ROUES
CHAPITRE V
TYPES DIVERS DE LOCOMOTIVES
CHAPITRE VI
TENDERS
CHAPITRE VII
MOYENS D’ARRÊT
CHAPITRE VIII
CONDUITE DES LOCOMOTIVES
CHAPITRE IX
SERVICE DANS LES DÉPÔTS
Le nombre des ouvrages qui ont été publiés sur les machines locomotives est considérable ; mais la plupart de ces ouvrages ne sont pas facilement accessibles aux agents qui assurent le service de ces machines. «La Machine locomotive» est une élude spécialement composée pour le personnel de la traction des chemins de fer. Les hommes qui composent ce personnel aimeront à lire, on peut l'espérer, une explication simple de ces merveilleux engins qu'ils dirigent. C'est l'adresse, le sang-froid, le sentiment du devoir, l'esprit de discipline de ces hommes qui assurent la sécurité des trains ; tout ce qui peut leur faire mieux connaître les principes et les détails de l'instrument qui leur est confié ne peut qu'en rendre le maniement plus facile et développer chez eux l'amour de leur métier. L'amour du métier seul permet d'exceller dans une profession et rend la vie heureuse, en donnant du charme au travail quotidien, et en adoucissant les difficultés, les fatigues, les ennuis auxquels nul ne peut toujours se soustraire.
Dans ses descriptions et ses explications, l'auteur de «la Machine locomotive» a surtout cherché la clarté. Mais il n'a pas voulu dissimuler les complications que présentent nécessairement certaines parties de l’étude des machines, quand on la veut sérieuse. Si le lecteur éprouve quelque peine à bien saisir un passage, qu'il ne se décourage pas ; qu'il ne s'arrête même pas trop longtemps sur ce passage, mais qu’il y revienne plus tard : peut-être la lecture de ce qui suit rendra-t-elle plus clair l'endroit embarrassant. Il est à souhaiter aussi que ce livre serve de guide pour un enseignement mutuel : les gents qui ont acquis une longue expérience pourront donner à certains articles des développements précieux pour ceux qui les suivent dans la carrière. Que les hommes de bon vouloir, s'ils trouvent quelque intérêt à l'ouvrage, l'expliquent et l'enrichissent de leurs commentaires, et qu'ils en secondent ainsi l'auteur.
Dans un travail, qui porte sur tant de détails, on ne peut se flatter d'éviter toute inexactitude, toute omission importante ; on doit aussi traiter certaines questions contestées, ou pour lesquelles l'expérience actuelle ne fournit que des données incomplètes : des observations nouvelles pourront donc modifier quelques-unes des opinions exprimées. L'auteur accueillera avec reconnaissance toutes les remarques qu'on voudra bien lui faire. Sur ces sujets techniques, comme sur beaucoup d'autres, la discussion est féconde, quand elle est faite avec l'unique désir de s'approcher de la vérité, et quand elle se fonde sur des observations précises et sur des déductions logiques, et non sur des habitudes, sur des préjugés, ou sur des impressions vagues.
Quoi qu'on fasse, d'ailleurs, on n'apprendra pas un métier manuel sans le pratiquer, sans les conseils et les exemples de ceux qui l'exercent ; c'est surtout en donnant les raisons des choses, souvent difficiles à découvrir, qu'un livre peut être utile.
Un arrêté du Ministre des travaux publics 1 oblige le personnel des locomotives à prouver, dans certains examens, qu'il les connaît bien : dans ces examens, il ne suffit pas de montrer qu'on peut effectivement conduire les trains, mais il faut expliquer le fonctionnement des organes de la machine. A l'intérêt général de l'étude des locomotives s'ajoutent donc les nécessités des examens.
La première édition de «la Machine locomotive» a été rédigée en 1894 et largement distribuée au personnel des chemins de fer de l'Est, grâce à l'initiative de M. L. Salomon, ingénieur en chef du matériel et de la traction, qui désirait répandre un ouvrage de ce genre parmi les agents du service qu'il dirige. Cette distribution a été approuvée par M. le Directeur des chemins de fer de l'Est, par M. le Président et par les membres du conseil d'administration. Les dessins qui éclaircissent les descriptions de la première édition ont été exécutés par MM. Heulin et Allard, dessinateurs au bureau des études du matériel et de la traction des chemins de fer de l'Est. Il serait, d'ailleurs, difficile de citer les noms de toutes les personnes qui ont fourni des documents pour ce travail.
Une seconde édition, avec quelques additions, a été rendue nécessaire par les demandes faites pour les agents des chemins de fer de Paris à Lyon et à la Méditerranée, de l'Ouest et de l'État : l’auteur en exprime de nouveau sa vive reconnaissance aux directeurs de ces chemins de fer, ainsi qu'à MM. les ingénieurs en chef Baudry, Clérault et Parent, qui ont ainsi aidé à la diffusion de ce travail. Les demandes d'autres administrations de chemins de fer et de nombreux acheteurs isolés ont épuisé cette seconde édition.
La présente édition contient la description de nouvelles dispositions adoptées en France : en outre, quelques exemples ont été empruntés à la pratique des pays étrangers. Pour bien faire connaître l'état actuel de la construction des locomotives, beaucoup de figures anciennes ont été remplacées ; plusieurs figures nouvelles ont été empruntées à l'excellent «Traité pratique de la machine locomotive» de M. Demoulin, publié en 1898 par MM. Baudry et Cie, véritable encyclopédie d'une richesse et d'une clarté admirables. Le livre de M. Deghilage, «les Origines de la locomotive», a servi pour la rédaction du paragraphe 2 ; un travail de M. Morandière sur les locomotives anglaises, dans la Revue générale des chemins de fer, beaucoup de publications, et bien des documents inédits ont été mis à profit.
La locomotive est une forme simple, complète et imposante de la machine à vapeur. Comme toute machine à vapeur, elle prend sa puissance dans la chaleur que dégage le combustible : la vapeur d'eau n'est qu'un intermédiaire, qui reçoit cette chaleur et en change une partie en travail. On est souvent témoin de la transformation du travail en chaleur : plus que tout autre, le mécanicien connaît ce phénomène et le voit sans plaisir, car le chauffage d'une boîte n'est pas un incident agréable ; mais on ne peut effectuer directement la transformation inverse : on aurait beau chauffer les boîtes, on n’arriverait pas à faire tourner les essieux. Il faut communiquer la chaleur à un intermédiaire, qui, dans la locomotive, est la vapeur d'eau. Certains moteurs utilisent comme intermédiaire l'air ou d'autres fluides.
D'après la fable antique, Prométhée a donné aux hommes le feu, qu'il avait dérobé au ciel ; on devrait alors le placer avant tout autre dans la longue liste des inventeurs de génie, trop souvent oubliés, qui ont transformé les conditions d'existence de l'humanité, en la dotant de machines et d'outils, souvent si simples qu'on oublie combien l'invention en est admirable.
Les premières locomotives, au début du XIXe siècle, remorquaient lentement, sur les voies des mines, des trains de wagonnets. La faible production des chaudières en limitait étroitement la puissance. Le générateur tubulaire, objet du brevet pris en 1828 par l'ingénieur français Séguin, et l'échappement de vapeur dans la cheminée, appliqué par G. Stephenson, ont permis de réunir la puissance et la légèreté. Au concours institué en 1829 sur le chemin de Liverpool à Manchester, la «Fusée» a montré ces deux perfectionnements ; elle avait deux essieux, l'essieu d'avant commandé par des cylindres très inclinés ; la charge sous cet essieu était de 4300 kg. La vitesse atteignit 50 km à l'heure, avec une seule voiture remorquée, vitesse plus tard dépassée de beaucoup par cette même locomotive.
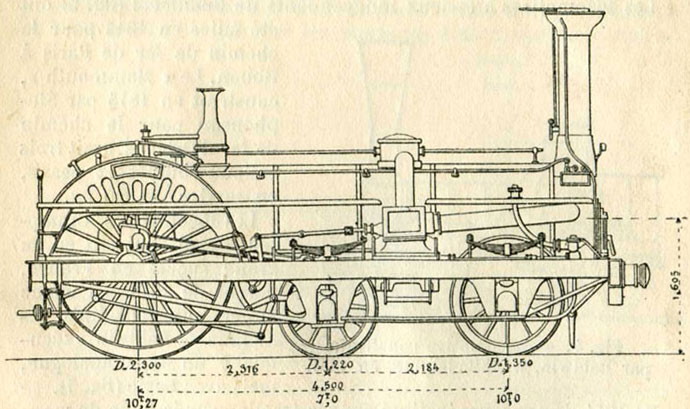
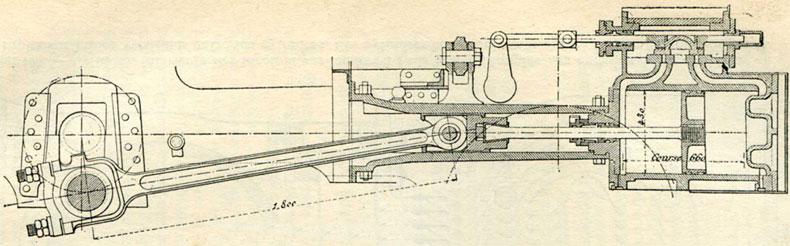
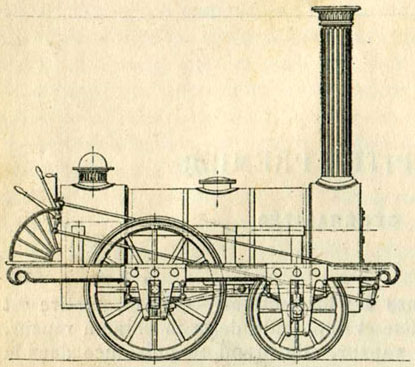
En 1832, la locomotive «Planet» (fig. 1), construite par Stephenson, était portée de même par deux essieux ; des cylindres intérieurs commandaient l'essieu d'arrière ; le poids à vide était de 8 tonnes. La même année vit paraître les machines à deux essieux couplés.
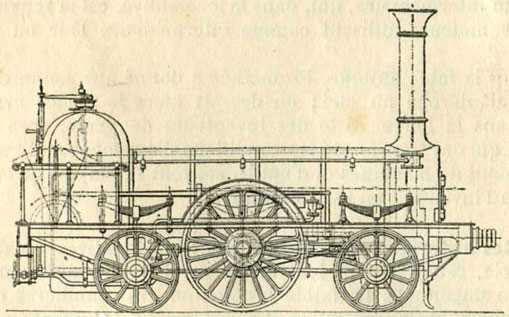
Fig. 2. - Locomotive construite en 1843 par Stephenson pour le chemin de fer de Paris à Orléans. (D'après M. Deghilage.)
En 1834, on construisit des locomotives à trois essieux indépendants, avec l'essieu du milieu moteur. Telle était «la Gironde», exécutée au Creusot, en 1838, pour le chemin de fer de Versailles rive droite.
On retrouve la même disposition d'essieux dans des locomotives construites en 1843 pour le chemin de fer de Paris à Orléans (fig. 2), mais avec le foyer en porte à faux, tandis qu'il était compris entre l'essieu moteur et l'essieu arrière de la Gironde.
La «Victorieuse» (fig. 3), construite en 1838, avait trois essieux, dont deux couplés, et pesait, en service, 13 t. En 1842, Stephenson imagina la coulisse, qui permet le passage facile d'un sens de marche à l'autre, et donne aux crans intermédiaires une détente économique de la vapeur.
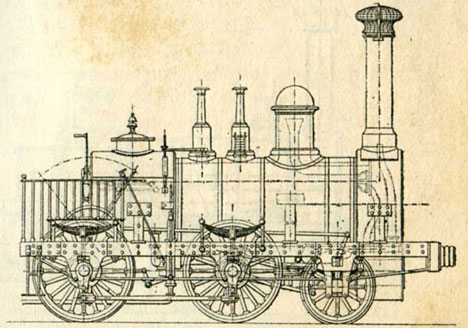
Fig. 3. - La « Victorieuse», construite en 1838 par Stephenson pour le chemin de fer de Versailles rive gauche. (D'après M. Deghilage.)
Aux États-Unis, la construction des locomotives a commencé vers 1830 ; on y employa de bonne heure le bogie, caractéristique des types américains (fig. 4).
Les locomotives à essieux indépendants de Buddicom (fig. 5) ont été faites en 1843 pour le chemin de fer de Paris à Rouen. Le «Mammouth», construit en 1845 par Stephenson pour le chemin de fer d'Orléans, avait trois essieux couplés et pesait, en service, 22 300 kg.
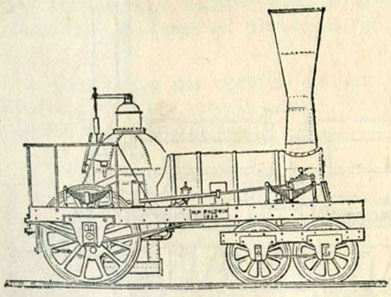
Fig. 4. - Locomotive construite par Baldwin, à Philadelphie, en 1834.
Les locomotives Crampton (fig. 6), qui ont eu un grand succès en France, datent de 1848. La même année, aux Etats-Unis, les ateliers de Baldwin exécutaient un type analogue, mais avec bogie (fig. 7).
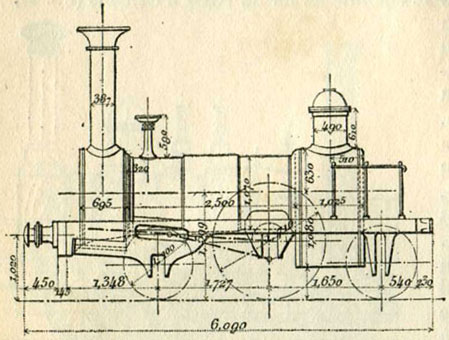
Fig. 5. - Locomotive à essieux indépendants de Buddicom, construite en 1843 pour le chemin de fer de Paris à Rouen. Surface de grille, 0,87 m² ; diamètre des cylindres, 317 mm ; course des pistons, 534 mm ; poids de la machine en service, 14 700 kg.
En 1851, le concours institué pour la traction sur la ligne de montagne du Semmering en Autriche, réunit plusieurs locomotives très puissantes, notamment celle d'Engerth, où des engrenages reliaient les roues de la locomotive et de son tender, engrenages supprimés plus tard.
Fig. 6. - Locomotive Crampton des chemins de fer de l'Est ; type de 1852. (D'après M. Demoulin.)
En 1870, le chemin de fer du Nord fit construire, pour les trains express, des locomotives d'un type déjà usité en Angleterre, à trois essieux dont deux couplés, avec roues de 2,100 m de diamètre et foyer profond descendant entre les essieux couplés ; les locomotives à deux essieux couplés et à bogie (avec pivot fixe) ont été introduites sur ce même réseau en 1877. Le bogie à déplacement transversal a été employé par les chemins de fer de l'Ouest eu 1889.
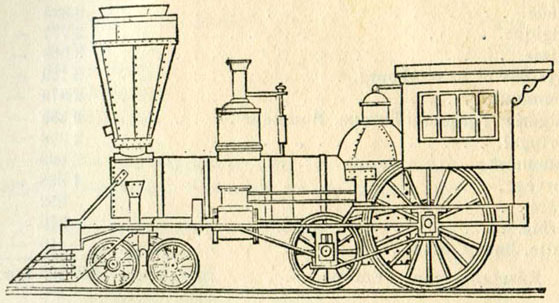
Fig. 7. - Locomotive construite par Baldwin en 1848.
Les locomotives à grande vitesse du chemin de fer d'Orléans avaient primitivement trois essieux sous le corps cylindrique de la chaudière, les deux essieux d'arrière étant couplés ; un quatrième essieu, porteur, a été ajouté à l'arrière vers 1873.
Les premières locomotives compound à deux cylindres, dues à M. Mallet, remontent à 1876. En 1882, l'ingénieur anglais Webb construisit une locomotive compound à trois cylindres, et, en 1886,1a Société alsacienne de constructions mécaniques une compound à quatre cylindres pour le chemin de fer du Nord.
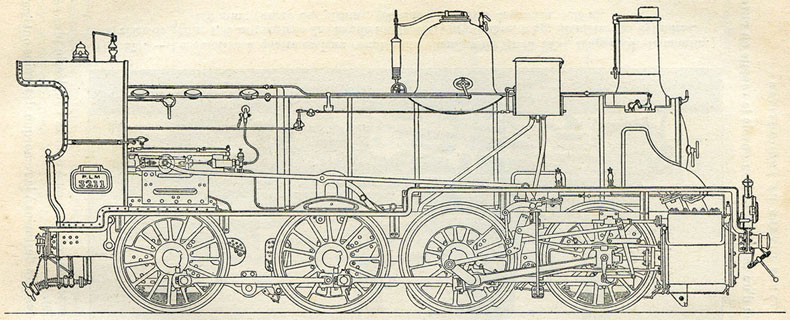
Les locomotives de construction récente sont remarquables par les grandes dimensions données aux diverses parties, et notamment à la chaudière ; à signaler aussi la grande élévation de l'axe de la chaudière au dessus du niveau du rail.
La longueur totale des chemins de fer, exploités à la lin de l'année 1896, dépassait 700 000 km, dont environ :
| 370 000 km | en Amérique ; |
| 257 000 km | en Europe ; |
| 46 000 km | en Asie ; |
| 22 000 km | en Océanie ; |
| 15 000 km | en Afrique. |
Ces chiffres ne sont qu'approximatifs ; car, outre les erreurs matérielles qui peuvent exister dans certains éléments d'une statistique aussi étendue, il est difficile de définir exactement ce qu'on compte comme chemin de fer, en excluant les tramways et certains raccordements industriels. On doit remarquer, en outre, que ces totaux réunissent les lignes à une voie, à deux et à plusieurs voies, et ne tiennent pas compte des voies des gares.
Les chemins de fer d'Europe, à la fin de l'année 1896, se répartissaient comme il suit entre les divers pays1 :
| Allemagne | 47 318 | km. |
| France | 41 173 | - |
| Russie et Finlande | 38 642 | - |
| Grande-Bretagne et Irlande | 34 221 | - |
| Autriche-Hongrie et Bosnie | 32 180 | - |
| Italie | 15 447 | - |
| Espagne | 12 282 | - |
| Suède | 9 895 | - |
| Belgique | 5 777 | - |
| Suisse | 3 563 | - |
| Pays-Bas et Luxembourg | 3 129 | - |
| Roumanie | 2 879 | - |
| Bulgarie, Turquie d'Europe, Roumélie | 2 430 | - |
| Portugal | 2 358 | - |
| Danemark | 2 309 | - |
| Norvège | 1 938 | - |
| Grèce | 952 | - |
| Serbie | 570 | - |
| Malte, Jersey, Man | 110 | - |
| Ensemble pour l'Europe | 257 203 | km. |
On estime à 132 000 le nombre des locomotives employées à l'exploitation de tous ces chemins de fer (à la fin de l'année 1896). La même cause d'incertitude existe pour le calcul de ce nombre, car les locomotives de tramways, de mines et d'usines peuvent être comprises dans les relevés relatifs aux diverses contrées, ou bien en être exclues.
De ces 132 000 locomotives, on compte environ :
| 78 400 | en Europe ; |
| 44 000 | en Amérique ; |
| 5 500 | en Asie ; |
| 2 600 | en Océanie ; |
| 1 500 | en Afrique. |
La France, à la fin de 1896, possédait 9 911 locomotives sur les chemins de fer d'intérêt général, 450 sur les chemins d'intérêt local, 459 sur les chemins de fer industriels, et 523 (locomotives à vapeur) sur les tramways, soit au total 11 343. Il y en avait à la même date 286 en Algérie².
Le mètre est, à peu près, la dix-millionième partie du quart du méridien terrestre, ou portion du méridien comprise entre l'équateur et le pôle ; avec la grande précision de certains instruments de mesure aujourd'hui usités, cette définition n'est pas assez exacte, et la vraie longueur du mètre est celle des étalons établis par le comité international des poids et mesures. Pour désigner les principales mesures du système métrique, il est commode d'employer les abréviations adoptées par ce comité. On compte par :
| Kilomètres, | en abrégé | km. |
| Mètres, | - | m. |
| Décimètres, | - | dm. |
| Centimètres, | - | cm. |
| Millimètres, | - | mm. |
Les mesures de superficie sont les carrés ayant pour côtés les mesures de longueur ; c'est ainsi qu'on compte en :
| Kilomètres carrés, | en abrégé | km². |
| Mètres carrés, | - | m². |
| Décimètres carrés, | - | dm². |
| Centimètres carrés, | - | cm². |
| Millimètres carrés, | - | mm². |
L'are est un carré de 10 m de côté, et renferme 100 m² ; l'hectare est 100 ares ou 10 000 m².
Les mesures de volume sont les cubes ayant pour côtés les mesures de longueur :
| Mètre cube, | en abrégé | m³. |
| Décimètre cube, | - | dm³. |
| Centimètre cube, | - | cm³. |
| Millimètre cube. | - | mm³. |
Le litre (en abrégé l) est un autre nom du décimètre cube.
On rapporte les poids au poids de la masse du kilogramme, qui est celle d'un décimètre cube d'eau parfaitement pure, à la température de 4°. De même que celle du mètre, cette définition n'est pas rigoureusement exacte, et la véritable unité est la masse des étalons du comité international.
Le poids d'un corps varie légèrement suivant l'endroit de la terre où il est placé, mais, dans les usages courants, cette variation du poids est insensible.
Les abréviations sont les suivantes :
| Tonne (1 000 kilogrammes) | t. |
| Quintal (100 kilogrammes) | q. |
| Kilogramme (1000 grammes) | kg. |
| Gramme | g. |
| Décigramme (0g,1) | dg. |
| Centigramme (0g,01) | cg. |
| Milligramme (0g,001) | mg. |
Souvent le nombre à écrire est fractionnaire ; alors il est commode de mettre l'abréviation, qui désigne l'unité, après la dernière décimale. Ainsi 135,7 m³ signifie 135 mètres cubes plus 7 dixièmes de mètre cube ; 0,6 g signifie 6 dixièmes de gramme.
Pour toute étude, on doit connaître le sens de certains mots, et. le connaître avec précision. Un des plus usités dans le vocabulaire de la mécanique est le mot force, qui désigne une action capable de mettre un corps en mouvement, ou de modifier ce mouvement.
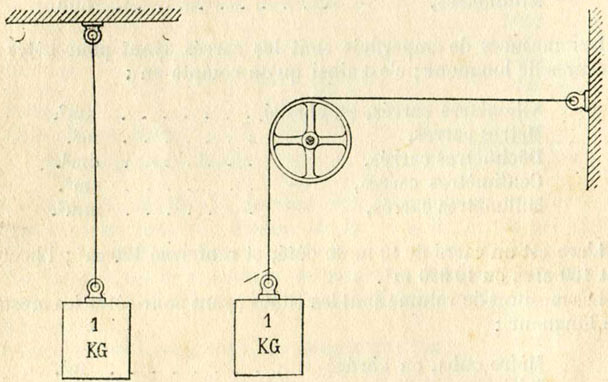
Fig. 8. - force verticale et force horizontale d'un kilogramme.
Celle dont les effets sont le plus apparents est la pesanteur, qu'on a choisie pour unité de mesure : en suspendant à un fil un poids d'un kilogramme (fig. 8), on soumet ce fil à une force d'un kilogramme. La pesanteur agit verticalement, soit en tirant le fil de suspension, soit en appuyant un poids sur un support ; mais les forces peuvent avoir une direction différente. Le fil enroulé sur une poulie de renvoi, comme le montre la figure, est tendu par une force horizontale d'un kilogramme.
Lorsqu'un train est attelé au crochet d'arrière d'un tender, il faut que la locomotive développe une certaine force pour tirer le train ; cette force, qui, en palier, est horizontale, s'évalue en kilogrammes ; on se la représente en supposant le train remplacé par une masse suspendue à un câble, qui passerait sur une poulie de renvoi et viendrait s'attacher au tender (fig. 9) : la force de traction est précisément le poids en kilogrammes de la masse ainsi suspendue, du moins dans la marche à vitesse uniforme.
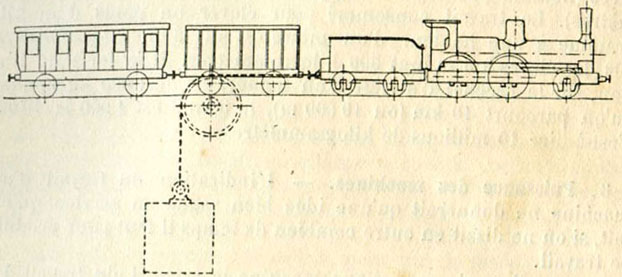
Fig. 9. - Force de traction de la locomotive.
Il ne serait guère possible de remplacer ainsi un train par un poids suspendu au bout d'une corde, lorsqu'on veut mesurer l'effort de traction d'une locomotive ; les ressorts donnent un moyen commode d'effectuer cette mesure. Un ressort, auquel on suspend des poids connus, en quantité croissante (fig. 10), fléchit d'une quantité déterminée pour chaque valeur des poids ; on mesure ces flexions -.c'est ce qu'on appelle tarer le ressort. On le monte alors dans un wagon-dynamomètre, et la locomotive tire sur le ressort, à la place des poids suspendus : en mesurant la flexion du ressort, comme on sait combien il faut de kilogrammes pour la produire, on sait quelle est la force de traction de la locomotive.
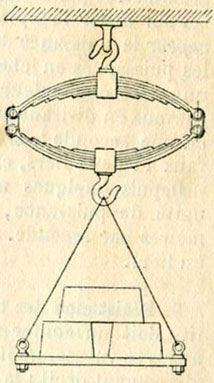
Fig. 10. - Tare du ressort de dynamomètre.
Au lieu de mesurer de temps en temps la flexion du ressort, on l’enregistre continuellement sur une bande de papier, qui se meut perpendiculairement à la barre de traction, avec une vitesse proportionnelle à celle du train. Un crayon fixé à une tige, qui fait corps avec le milieu du ressort, en trace les allongements sur la bande de papier. On peut lire sur la bande l'effort de traction en chaque point du parcours d'un train.
Une force produit un travail quand elle déplace le corps qu'elle tire (ou qu'elle pousse). Si le déplacement a lieu suivant la direction de la force, on mesure le travail en multipliant la force (nombre de kilogrammes) par le chemin parcouru (nombre de mètres). Le travail consommé pour élever un poids d'un kilogramme à une hauteur d'un mètre est dit d'un kilogrammètre : 100 kg élevés à 5 m font 500 kilogrammètres. Si la force de traction, sur le crochet d'arrière d'un tender, est de 1 000 kg pendant qu'on parcourt 10 km (ou 10 000 m), le travail est 1 000 x 10 000, c'est-à-dire 10 millions de kilogrammètres.
L'indication du travail d'une machine ne donnerait qu'une idée bien vague du service qu'elle fait, si on ne disait en outre combien de temps il faut pour produire ce travail.
On appelle puissance d'une machine le rapport du travail à la durée, rapport qui est mesuré par le travail accompli en une seconde. Ainsi une locomotive, qui exerce un effort de traction de 1 000 kg, en faisant 72 km à l'heure ou 20 m par seconde, développe 20 000 kilogrammètres (1 000 X 20) par seconde. Avec une vitesse moitié moindre, 10 m par seconde, et un effort de traction double, 2 000 kg, on retrouve la même puissance de 20 000 kilogrammètres par seconde.
Pour éviter l'emploi de trop grands nombres, on appelle cheval-vapeur la puissance de 75 kilogrammètres par seconde, et on compte les puissances en chevaux-vapeur. Un cheval-vapeur élève 75 kg à un mètre de hauteur en une seconde ; on obtient la puissance en chevaux en divisant par 75 le nombre de kilogrammètres développés en une seconde : 20 000 kilogrammètres par seconde font 266 chevaux et deux tiers, environ 267.
Depuis quelques années, on emploie fréquemment une autre unité de puissance, le kilowatt, qui est d'environ 102 kilogrammètres par seconde. Un kilowatt est donc un peu plus d'un cheval un tiers.
Pour remorquer un train, la locomotive doit surmonter plusieurs résistances, qui sont, quand le train a pris sa vitesse, qu'il s'agit d'entretenir uniforme sur un palier et en alignement droit : la résistance au roulement, causée par la flexion de la voie sous le poids des roues, par ses inégalités, et par la déformation des roues mêmes ; le frottement des fusées des essieux contre les coussinets ; la résistance de l'air. Ces forces varient souvent, et il est difficile de les mesurer séparément. On les rapporte d'habitude, en bloc, au poids du train : si elles sont de 5 kg par tonne, l'effort de traction nécessaire pour entretenir en vitesse uniforme, sur palier, un train pesant 200 t sera de 200 x 5 ou 1 000 kg.
La résistance au roulement est souvent estimée à un kilogramme par tonne.
Le frottement, des fusées dépend de la nature et de la dimension des coussinets, de la charge qu'ils supportent, et du graissage. Pour que l'huile pénètre bien entre le coussinet et la fusée, il faut que la charge qui les presse l'un contre l'autre ne soit pas trop forte ; en d'autres termes, pour supporter une charge déterminée, il faut que la surface de portée soit assez grandi ;. Pour augmenter la surface de portée, on peut agrandir le rayon ou la longueur de la fusée. L'allongement de la fusée ne peut être qu'avantageux, tandis qu'en agrandissant le rayon, on allonge le chemin parcouru contre le coussinet, pour un tour de roue, par chaque point de la fusée : à égalité de frottement, on augmente le travail de ce frottement pour un même parcours du train, travail qui est en définitive demandé à la locomotive. Toutefois, pour que la fusée soit solide, pour qu'elle ne rompe pas ou ne fléchisse pas sensiblement, on ne peut la faire très mince et très longue.
Pendant les gelées, après un long stationnement, les huiles de graissage sont solidifiées : au départ, la résistance due au frottement des fusées est considérable. Une fois en marche, les boîtes s'échauffent par le frottement, et cette résistance diminue : elle reste néanmoins souvent plus forte en hiver qu'en été. On réduit cet inconvénient en employant, pendant l'hiver, des huiles de qualités spéciales, suffisamment fluides à basse température. Cet effet est encore plus marqué avec les boîtes à graisse, d'un usage général au début des chemins de fer ; on trouve d'ailleurs encore des wagons où l'on se sert de graisse au lieu d'huile. On peut compter pour la résistance due au frottement des fusées l à 2 kg par tonne. Cette résistance est moindre avec les boîtes à rouleaux ou à billes, qu'on essaie pour le matériel des chemins de fer.
La résistance de l'air est la plus variable : peu importante, négligeable même pour les trains à marche lente, elle augmente beaucoup avec la vitesse, et devient considérable quand la marche est très rapide. La vitesse du train n'est pas seule enjeu : celle d'un vent contraire s'y ajoute pour augmenter la force opposée à la marche, tandis que le vent arrière la diminue. C'est surtout le vent de côté, quand il est un peu fort, qui est une gêne sérieuse, en poussant par le travers les wagons, dont les bandages frottent contre le rail. Le vent est quelquefois assez violent pour renverser des wagons.
On estime en moyenne la résistance totale des trains, d'ailleurs fort variable, à 3 kg par tonne pour la vitesse de 20 km à l'heure, à 5 kg pour celle de 40 km, à 7 kg pour celle de 70 km.
La locomotive est encore plus exposée à l'action de l'air que le reste du train. La disposition des essieux, l'effet des bielles y augmentent aussi les autres forces résistantes. On compte souvent, pour une tonne de la locomotive, sur un effort double de ce qu'il faut pour une tonne du train. Le tender, pourvu qu'il soit très bien entretenu, est à peu près assimilable, sous ce rapport, au reste du train.
D'autres causes s'ajoutent aux précédentes. C'est d'abord l'influence des rampes. Ces rampes sont définies par l'élévation en millimètres par mètre de parcours. D'après une règle de la mécanique élémentaire, la résistance est d'autant de kilogrammes par tonne que la rampe compte de millimètres par mètre : pour un train de 300 t (locomotive comprise), sur une rampe de 6 mm par mètre, elle est de 6 X 300 ou 1 800 kg.
Parcourue en sens contraire, la rampe est une pente, et la même force (1 800 kg dans l'exemple) vient en déduction des autres résistances, qu'elle dépasse dès que la pente est un peu forte : le train roule spontanément et souvent même il devient nécessaire d'en modérer la vitesse. Certaines pentes mettent clairement en évidence la variation de résistance avec la vitesse : sur une pente de 5 mm par mètre, un train de marchandises roule sous la seule action de la pesanteur ; il faut même parfois en serrer les freins, tandis que, pour soutenir la vitesse des express, la locomotive doit y dépenser beaucoup de vapeur. Et cependant les wagons à marchandises du premier train opposent presque toujours, à même vitesse, et à égalité de poids, une plus grande résistance que les voitures du second.
Les courbes viennent encore ajouter une résistance à la marche des trains, résistance d'autant plus grande que le rayon en est moindre. On estime qu'en moyenne, avec le matériel européen, une courbe de 300 m de rayon équivaut à une rampe de 3 mm, c'est-à-dire crée une résistance de 3 kg par tonne. Une courbe de 200 m vaudrait une rampe de 5 mm et une de 150 m, une rampe de 6,5 mm.
Certaines dispositions des locomotives et des véhicules remorqués réduisent cet effet des courbes. Le graissage des boudins sur les roues d'avant de la locomotive a été parfois appliqué pour les lignes sinueuses. Une mèche alimentée par un godet, ou bien l'extrémité d'un tube en bois rempli de graisse solide, frotte contre le boudin. Ailleurs, c'est la face interne des rails qui est enduite d'une pâte lubrifiante contenant de la plombagine.
Toute la force de la locomotive n'est pas employée à surmonter les diverses résistances qui viennent d'être énumérées : l'augmentation de la vitesse du train consomme du travail moteur. Par contre, lorsqu'on laisse un train se ralentir, il restitue le travail ainsi consommé, et la machine n'a plus qu'un effort de traction réduit à développer. Mais ce travail, au lieu d'être restitué, est souvent détruit par l'application des freins.
La mécanique permet le calcul du travail moteur nécessaire pour imprimer à un train de poids total connu (locomotive comprise) une vitesse déterminée, en partant du repos. Par chaque kilogramme du poids total, on consomme 1,3 kilogrammètre pour atteindre la vitesse de 5 m par seconde ; 5,12 kilogrammètres pour atteindre la vitesse de 10 m par seconde ; 11,5 - 20,4 - 32 kilogrammètres pour les vitesses de 15 - 20 - 25 m. Ce travail, nécessaire pour produire l'accélération de la masse du train et de sa machine, s'ajoute à celui qui est consommé, pendant ce temps, par les diverses résistances.
Les machines à vapeur mettent en jeu certaines forces qu'on appelle pressions des fluides. L'air exerce une pression, que montrent clairement les expériences faites avec une pompe à air ou machine pneumatique. Soit un cylindre vertical fermé en bas, ouvert en haut, avec un piston ; en enlevant tout l'air sous le piston, il portera la pression de l'atmosphère, qui est le poids d'une colonne d'air montant jusqu'à la limite (inconnue) de la couche gazeuse qui entoure la terre : pour empêcher le piston de descendre sous l'action de ce poids ou de cette pression, il faudra le maintenir, par exemple au moyen d'une corde passant sur une poulie et portant un poids en métal (fîg. 11) : si le piston a une surface d'un décimètre carré ou de 100 cm² (le diamètre est alors de 113 mm), le poids nécessaire pour le maintenir sera de 100 kg environ, c'est-à-dire de 1 kg par cm². Cette pression est une force comparable au poids d'un morceau de métal ; mais elle s'exerce également dans tous les sens, tandis que le poids du métal agit toujours de haut en bas : l'air est parfaitement élastique et transmet de tous côtés les efforts qu'il reçoit. En retournant le cylindre et en pompant l'air, cette fois au-dessus du piston, la pression de l’air s'exercera de bas en haut : elle aura la même valeur d'à peu près 100 kg. Il en est de même quand le cylindre est horizontal.
Lorsqu'on ne pompe pas l'air avec la machine pneumatique, comme il s'insinue dans tous les vides que laissent les corps solides (et liquides), il vient exercer partout sa pression : le piston de l'appareil d’expériences est également pressé sur ses deux faces, et les deux pressions égales se font équilibre. C'est pour cette raison que le corps humain ne sent pas la pression de l'atmosphère qui l'entoure.
Les liquides transmettent aussi les pressions dans tous les sens ; un nageur qui plonge à une profondeur de plusieurs mètres n'est pas écrasé par le poids énorme de l'eau qui le surmonte, pas plus que par celui de l'atmosphère, parce que la pression se transmet sur toute la surface et dans tout l'intérieur de son corps.
En chauffant l'eau suffisamment, on la transforme en vapeur : on la fait passer de l'état liquide à l'état de gaz ou de fluide semblable à l'air. Si l'eau qu'on chauffe est enfermée dans une chaudière, la vapeur ainsi formée ne peut se dissiper au dehors et conserve une certaine pression. Qu'on suppose à la partie supérieure de la chaudière un piston dans un cylindre communiquant en dessous avec la chaudière, et en dessus avec l'air extérieur ; qu'on suppose aussi tout l'air chassé de l'intérieur de la chaudière par un dégagement préalable de vapeur.
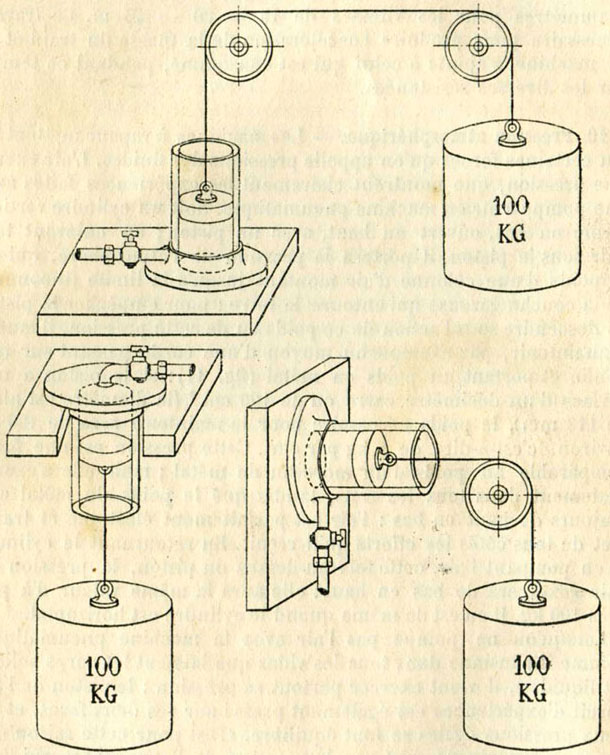
Fig. 11. - Pression atmosphérique verticale de haut en bas ; pression atmosphérique verticale de bas en haut ; pression atmosphérique horizontale.
Le dessus du piston est soumis à la pression de l'atmosphère, d'environ un kg sur chaque cm², et le dessous à la pression de la vapeur dans la chaudière. S'il ne monte ni ne descend, sans être chargé d'aucun poids, la pression de la vapeur est égale à celle de l'atmosphère, c'est-à-dire aussi de un kg sur chaque cm². En chauffant suffisamment la chaudière, on augmente la pression de la vapeur ; par exemple, si la surface du piston est toujours de 100 cm², on pourra élever la pression de telle sorte que le piston soulève, en plus de l'atmosphère, un poids de 100 kg, ou de 1 kg par cm² : la pression de la vapeur sera alors doublée ; elle atteindra 2 kg par cm². On pourra élever davantage la pression : le piston soulèvera 500 kg, 1 000 kg en plus de l'atmosphère, c'est-à-dire soulèvera en réalité 600, 1 100 kg ; la pression de la vapeur sera alors de 6, de 11 kg sur chaque cm².
Ainsi à l'extérieur de la chaudière, la pression est un kg par centimètre carré ; à l'intérieur, elle atteint un certain nombre de kilogrammes par centimètre carré. Comme ce n'est que la différence de ces deux pressions qui peut faire rompre la chaudière, l'habitude est venue de ne pas compter la pression absolue ou totale de la vapeur, qui est, dans ces exemples, successivement de 1, 2, 6, 11 kg par cm², mais de tenir compte de la pression effective, ou de la pression absolue diminuée de la pression extérieure de l'air : cette pression effective est indiquée par les poids posés sur le piston. On la mesure, en pratique, avec le manomètre (§ 39).
Si l'on fixe sur une chaudière un tube, fermé au bout, ouvert vers l'extérieur et pénétrant dans la vapeur, en y faisant entrer un thermomètre, on mesure la température de la vapeur ; cette expérience indique toujours la même température pour une même pression. Il n’y a d'exception à cette règle que lorsqu'on chauffe la vapeur sans eau dans des appareils spéciaux, dits surchauffeurs ; mais ces appareils n'existent pas sur la locomotive. En lisant la pression au manomètre, on peut donc dire quelle est la température que marquerait le thermomètre dans la vapeur.
A la pression moyenne de l'atmosphère vers le niveau de la mer, la température est de 100° : c'est celle de l'eau qui bout dans un vase ouvert.
A la pression effective de 5 kg par cm², la vapeur a une température de 158°. Cette température est de 183° à la pression effective de 10 kg, de 191° à celle de 12 kg, et de 200° environ à celle de 15 kg, pression effective adoptée pour les chaudières de certaines locomotives compound.
La température de l'eau est la même que celle de la vapeur, au moins dans sa partie supérieure. Il peut arriver qu'au débouché du tuyau d’alimentation ou au fond de la chaudière l'eau reste quelque temps plus froide que la vapeur.
On trouuvera dans le tableau qui suit, quelques données relatives à la vapeur saturée sèche (vapeur en contact avec l'eau qui l'a produite, mais non mélangée d'eau).
La combustion, qui produit la chaleur, est une combinaison chimique des corps combustibles avec l'oxygène, qui existe dans l'air. L'air est un mélange d'oxygène et d'autres gaz, dont le principal est l'azote. On y a récemment découvert, en petites proportions, de nouveaux gaz précédemment confondus avec l'azote, notamment l'argon. 100 litres d'air contiennent 21 litres d'oxygène. En poids, 1 kg d'air renferme 230 g d'oxygène. Dans la combustion, l'azote et les autres gaz qui lui sont associés n'agissent pas directement ; ils atténuent seulement l'action très vive de l'oxygène pur, qui brûle les combustibles avec une rapidité extrême. On peut comparer le mélange d'oxygène et de gaz inertes au mélange de vin et d'eau.
Les éléments combustibles qui existent dans la houille, ainsi que dans les autres substances employées pour le chauffage, sont le carbone et l'hydrogène. Le corps qu'on appelle graphite, plombagine ou mine de plomb, est du carbone à peu près pur ; le diamant est du carbone pur cristallisé. L'hydrogène est un gaz ; dans la houille il est combiné au carbone, et il forme des carbures d'hydrogène, qui se dégagent par la distillation et donnent le gaz d'éclairage. D'autres carbures d'hydrogène, liquides, constituent le pétrole. La houille renferme en outre des matières solides non combustibles, qui restent après la combustion et forment les cendres.
En se combinant avec l'oxygène, dans l'acte de la combustion, le carbone peut former deux gaz différents, l'oxyde de carbone et l'acide carbonique : 6 g de carbone et 8 g d'oxygène donnent 14 g d'oxyde de carbone, qui est un gaz encore combustible ; 8 autres g d'oxygène avec 14 d'oxyde de carbone (ou 16 g d'oxygène et 6 g de carbone) forment 22 g d'acide carbonique, qui n'est plus combustible.
Ainsi, le carbone peut brûler en deux fois, donnant d'abord l'oxyde de carbone, qui produit à son tour l'acide carbonique. La combustion complète peut aussi se faire immédiatement en produisant du premier jet l'acide carbonique. Dans tous les cas, le carbone n'est complètement utilisé que s'il est transformé en acide carbonique ; tout dégagement d'oxyde de carbone non brûlé constitue une perte importante : en effet, la transformation du carbone en oxyde de carbone ne produit que les trois dixièmes de la chaleur qu'il peut donner, et les sept autres dixièmes résultent de la combustion de l'oxyde de carbone. C'est un fait capital qu'il ne faut jamais oublier quand on brûle la houille : laisser échapper de l'oxyde de carbone, c'est perdre les sept dixièmes du carbone correspondant.
Pour que l'oxyde de carbone se transforme en acide carbonique, il faut qu'il rencontre une quantité suffisante d'oxygène, c'est-à-dire d'air qui le renferme : il faut encore qu'il soit à une température assez élevée ; à froid ou peu chauffés, l'oxyde de carbone et l'oxygène ne se combinent pas.
L'hydrogène, en s'unissant à l'oxygène, forme de la vapeur d'eau : 1 g d'hydrogène et 8 g d'oxygène donnent 9 g d'eau, en dégageant plus de quatre fois la quantité de chaleur produite par un gramme de carbone transformé en acide carbonique.
Si la quantité d'air est insuffisante, il peut arriver que les carbures d'hydrogène, dégagés par la houille, s'échappent sans être brûlés : c'est une perte qui s'ajoute à celle de l'oxyde de carbone.
Les chimistes savent calculer dans chaque cas la quantité d'oxygène nécessaire pour brûler complètement un kilogramme d'un combustible donné. De la quantité d'oxygène on déduit facilement le poids ou le volume d'air nécessaire. On .trouve ainsi, pour la plupart des houilles, un nombre voisin de douze kilogrammes d'air par kilogramme de combustible. C'est à peu près neuf mètres cubes d'air pris à la température et à la pression ordinaires.
Si la quantité d'air fournie pour la combustion est moindre, on peut être sûr qu'une partie du combustible se perdra en gaz non brûlés. Si elle est plus grande, l'excès d'air se chauffera dans le foyer et sortira avec les gaz de la combustion par la cheminée : les gaz ainsi rejetés étant encore chauds, il en résulte une perte de chaleur. Mais comme on ne peut pas doser exactement le volume d’air qui traverse un foyer, comme aussi il n'y a pas mélange parfait, en tous les points, de l'air et des éléments combustibles, il vaut toujours mieux pécher par excès d'air que par défaut.
Un kilogramme d’un combustible, brûlé complètement, dégage une quantité de chaleur déterminée, qui dépend de sa nature. Cette quantité de chaleur peut être mesurée dans des expériences de laboratoire
assez simples ; elle s'exprime en unités de chaleur ou calories, la calorie étant la quantité de chaleur nécessaire pour échauffer un kilogramme d'eau de 0° à 1°. Par exemple, le pouvoir calorifique du carbone pur est de 8 080 : cela veut dire qu'un kilogramme de carbone complètement brûlé dégage 8 080 calories, qui pourraient chauffer de 0° à 1° 8 080 kg d'eau. Un kilogramme de gaz hydrogène, en brûlant, produit 34 460 calories.
D'autre part, la transformation de l'eau en vapeur, sous une pression déterminée, exige d'abord qu'elle soit chauffée jusqu'à la température de la vapeur sous cette pression, ce qui consomme une certaine quantité de chaleur ; ensuite il faut encore lui fournir de la chaleur pour la vaporiser, bien que la température, indiquée par un thermomètre, ne varie pas pendant cette transformation. En se changeant en vapeur, l'eau absorbe ou emmagasine de la chaleur en quantité considérable. Par exemple, l'eau est prise à la température de 15° et transformée en vapeur sous la pression effective de 40 kg par cm² ; à cette pression, la température de vaporisation est de 183° ; pour chauffer un kilogramme d'eau de 15° à 183°, il faut lui communiquer 171 calories, puis, pour transformer en vapeur, à la même température de 183°, ce kilogramme d'eau, il faut 477 calories, presque trois fois plus1. Ainsi, dans les conditions les plus fréquentes, un peu plus du quart du combustible brûlé dans la locomotive sert à chauffer l'eau, et près des trois quarts transforment l'eau chaude en vapeur sans en modifier la température.
Connaissant d'une part le pouvoir calorifique d'un combustible et, d'autre part, la quantité de chaleur nécessaire pour vaporiser un kilogramme d'eau, on peut calculer le nombre de kilogrammes que pourrait vaporiser un kilogramme du combustible, si toute la chaleur était utilisée. Par exemple, un kilogramme de carbone pur, dégageant 8 080 calories, pourrait vaporiser, sous la pression effective de 10 kg par cm², 12 450 kg d'eau prise à 15°, puisqu'il faut 648 calories par kilogramme d'eau.
On ne vaporise jamais dans une locomotive, par chaque kilogramme de combustible, la quantité d'eau ainsi calculée. D'abord la combustion réalisée en pratique n'est pas parfaite, et, par suite, ne produit pas toute la chaleur que pourrait donner le combustible ; en outre, le courant gazeux, qui arrive dans la boite à fumée et qui est rejeté au dehors par la cheminée, est encore chaud ; il emporte de la chaleur, qui aurait été transmise à l'eau dans les expériences de laboratoire. Enfin la chaudière perd de la chaleur en échauffant l'air qui l'entoure.
Quelquefois la vapeur produite dans la locomotive entraîne des gouttelettes d'eau non transformées en vapeur : on dit que la chaudière prime. La quantité d'eau qui sort de la chaudière est alors augmentée, et on peut croire que le kilogramme de combustible est mieux utilisé, puisqu'il semble fournir des kilogrammes de vapeur en plus grand nombre ; mais tous ces kilogrammes ne sont pas de la vapeur ; une partie est encore à l'état d'eau : il y a tromperie sur la qualité du fluide fourni par la chaudière.
Les métaux qui forment la locomotive sont : le fer, à l'état de fer proprement dit, d'acier et de fonte ; le cuivre, pur ou allié à d'autres métaux ; le zinc, l'étain, le plomb, l'antimoine, en alliages.
L’acier est du fer uni à une petite quantité de carbone et parfois d'autres substances. Le véritable acier, qui sert à construire les ressorts et les outils tranchants, durcit beaucoup à la trempe. Mais on appelle aussi acier du fer ne renfermant qu'une très faible proportion de carbone et ne durcissant que peu, ou même pas du tout, à la trempe : le mot acier a trait alors au mode de fabrication : c'est un métal obtenu en lingots fondus, tandis que le fer se fabrique avec des paquets, soudés au pilon, de fer brut provenant du puddlage de la fonte, ou de ferrailles. Certains aciers très doux ne sont que du fer fondu, à peu près exempt de toute substance étrangère.
La fonte, qu'on obtient par le traitement des minerais de fer dans les hauts fourneaux, est plus carburée que l'acier.
Le fer et l'acier s'emploient en pièces forgées ou en tôles et barres laminées. Le fer et l'acier très doux peuvent se souder, qualité précieuse pour la construction et surtout pour la réparation de certaines pièces. On durcit les parties soumises à des frottements qui les usent, ou des poussées qui les mattent, par la cémentation, qui transforme en acier dur, prenant bien la trempe, la couche superficielle du métal.
On demande au fer et à l'acier une résistance suffisante par millimètre carré : cette résistance est facilement obtenue, mais il importe que le métal ne soit pas fragile. Les essais au choc sur des barrettes décèlent la fragilité.
Les tôles d'acier doux, employées depuis plusieurs années pour la construction des chaudières, sont plus homogènes que les tôles de fer, qui présentent parfois des dédoublures ; elles supportent bien le travail de l'emboutissage, nécessaire pour certaines parties des chaudières.
La fonte s'emploie en pièces fondues. Une bonne fonte de moulage est homogène, exemple de soufflures et d'autres défauts ; la cassure montre un grain fin de couleur grise ; le burin et la lime l'entament facilement. La fonte résiste bien aux efforts de compression, avec une résistance à la traction très inférieure à celle du fer.
Depuis quelques années, ou emploie beaucoup l'acier coulé pour remplacer les pièces en fonte par d'autres plus légères ou plus résistantes, et les pièces en fer ou en acier forgé d'exécution difficile. La résistance de ces pièces coulées, quand elles sont bien faites, est comparable à celle des pièces forgées qu'elles remplacent.
Le cuivre, avec une résistance inférieure à celle du fer, est très malléable et se prête sans se criquer à de petites déformations ; c'est ce qui l'a fait adopter pour les foyers et leurs entretoises.
Allié à l'étain, le cuivre fournit le bronze, dont sont formés les coussinets, les tiroirs, les robinets ; allié au zinc, c'est le laiton. Outre les deux métaux principaux, ces alliages en contiennent souvent d'autres ; c'est ainsi que les bronzes renferment fréquemment du zinc et du plomb.
Voici quelques exemples de compositions de bronzes et de laiton, données en poids pour 100 parties (d'après la pratique des chemins de fer de l'Ouest) :
| CUIVRE | ÉTAIS | ANTIMOINE | ZINC | |
| Bronze pour tiroirs | 84 | 14 | « | 2 |
| Bronze pour bagues de bielles | 82 | 18 | « | « |
| Bronze pour cloches | 78 | 20 | 2 | « |
| Bronze pour clés de robinets | 88 | 9 | « | 3 |
| Laiton | 70 | « | « | 30 |
Pour les coussinets, on préfère souvent au bronze des alliages blancs. On emploie, par exemple, les compositions suivantes, pour 100 parties en poids :
Ces alliages réunissent deux qualités en apparence contradictoires : d'une part, ils présentent des parties dures, sur lesquelles la résistance due au frottement est très faible ; d'autre part, la masse est assez molle pour s'ajuster facilement sur le tourillon, de sorte que les grippements sont rares.
Pour les garnitures métalliques de tiges, un des alliages adoptés contient 5 parties de cuivre, 32 d'étain, 3 d'antimoine et 60 de plomb.
Outre les métaux qui viennent d'être cités, on trouve encore dans certains aciers du manganèse, du nickel, du chrome, de l'aluminium. Enfin, parmi les corps simples que le chimiste trouverait dans une locomotive, on peut citer le phosphore, l'arsenic, le silicium, qui existent souvent, en petite quantité, dans les fers et les cuivres.
 |
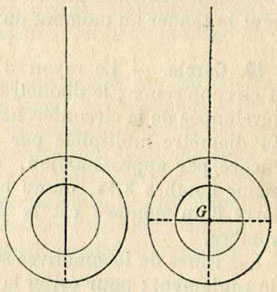 |
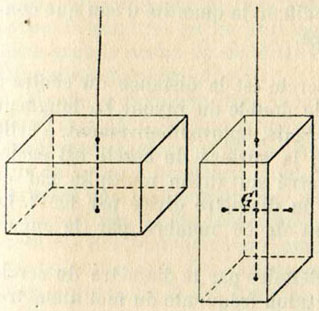
Fig. 12. - Détermination du centre de gravité, à l'intérieur d'un corps. |
Fig. 13. - Détermination du centre de gravité, à l'extérieur d'un corps. |
On parle quelquefois du centre de gravité d'une locomotive, ou de la partie suspendue d'une locomotive : pour savoir exactement ce que cette expression désigne, qu'on suspende à un fil un corps pesant et qu'on marque à l'intérieur ou à l'extérieur de ce corps, suivant sa forme, la direction de ce fil, par exemple en y perçant un trou de très petit diamètre ou en fixant une tige mince à l'extérieur (fig. 12 et 13) ; en suspendant le même corps par un autre point et marquant de même sur le corps la direction du fil, la mécanique démontre et l'expérience fait voir que les deux directions ainsi déterminées se coupent en un point, qui est le même quelle que soit la place d'attache du fil : c'est ce point qu'on nomme centre de gravité du corps ; sur la figure 12, le centre de gravité est à l'intérieur du corps ; il est à l'extérieur sur la figure 13.
La considération du centre de gravité permet de simplifier certains problèmes, en supposant le corps pesant remplacé par un seul point, où serait concentrée sa masse entière, et qui par suite aurait le même poids.
Pour tourner les locomotives, on emploie fréquemment des ponts à pivot, où tout le poids de la machine avec son tender peut porter sur le pivot. Pour cela, il faut que le centre de gravité de l'ensemble formé par la locomotive et le tender se trouve juste au-dessus du pivot : le virage est alors facile. Il n'est pas besoin d'ailleurs de connaître d'avance la position du centre de gravité sur la machine : comme le pont peut s'incliner légèrement suivant sa longueur, la machine est bien placée quand les galets, qui existent aux extrémités du pont, ne touchent leur chemin de roulement circulaire ni d'un côté ni de l'autre.
Pour qu'on puisse amener une machine dans cette position, il est en général nécessaire que le pont soit un peu plus long que ne l'exigerait l'espacement des roues extrêmes de la locomotive avec son tender : quand on ne dispose pas de cet excès de longueur, on déplace le centre de gravité en modifiant la quantité d'eau que contient le tender au moment du virage.
Le rayon d'un cercle est la distance du centre à la circonférence ; le diamètre est le double du rayon. La longueur développée de la circonférence est égale, approximativement, à celle du diamètre multipliée par 3,14 ; la surface du cercle est égale, encore par approximation, au carré du rayon multiplié par ce même nombre 3,14, ou au carré du diamètre divisé par 1,273. Le carré d'un nombre est le produit de ce nombre par le même nombre.
Les roues de locomotives sont définies par le diamètre du cercle de roulement ; pour éviter la répétition fréquente du mot diamètre, on dit des roues de 2 m, par exemple, quand ce diamètre est de 2 m. De même un cylindre de 450 mm est un cylindre de 450 mm de diamètre.
Un angle est la figure formée par deux lignes droites, qu'on appelle côtés, et qui se terminent au point où elles se rencontrent, dit sommet de l'angle. En plaçant au sommet le centre d'un cercle de rayon choisi une fois pour toutes, égal à un mètre par exemple, l'arc de ce cercle, compris entre les côtés, mesure l'angle. La circonférence entière est partagée en 360 degrés (360°) ; chaque degré se subdivise en 60 minutes (60') et chaque minute en 60 secondes (60"). L'angle droit est mesuré par l'arc de 90°, qui est le quart de la circonférence : l'angle aigu est plus petit que l'angle droit, l'angle obtus est plus grand. Ces mesures non décimales sont peu commodes, mais il serait difficile de les changer, parce qu'elles sont partout employées de même.
Deux lignes droites qui font un angle droit sont dites perpendiculaires. Une droite perpendiculaire à un plan est perpendiculaire à une droite quelconque menée par son pied dans ce plan. La direction verticale, donnée par le fil à plomb, est perpendiculaire au plan horizontal, formé par la surface d'un liquide en repos. Il ne faut pas dire une droite perpendiculaire pour désigner la verticale ; c'est une locution vicieuse qu'on entend trop souvent.
Tout véhicule d’un chemin de fer doit passer librement dans le gabarit de chargement, qui n'est pas le même pour toutes les lignes.
La différence des gabarits est une gêne sérieuse pour la circulation des wagons passant d'un réseau sur un autre. Aussi les administrations de la plupart des chemins de fer (à voie normale, de 1,44 m environ entre rails) de l'Europe continentale ont proposé, pour l'échange du matériel, un gabarit commun dit passe-partout (fig. 14). Chaque chemin de fer conserve en outre ses gabarits spéciaux, qui sont tantôt plus restreints, tantôt plus grands que le gabarit passe-partout : pour le matériel qui ne sort pas d'un réseau, notamment pour la plus grande partie du matériel à voyageurs, on peut profiter de cet agrandissement du gabarit.
Simple à première vue, la question du gabarit est au contraire assez délicate : pendant la marche des trains, les véhicules se déplacent transversalement d'une certaine quantité, et peuvent alors sortir du gabarit de chargement. Ce déplacement tient aux jeux qui existent entre les boudins des roues et les rails, entre les coussinets et les extrémités des fusées des essieux ; en outre, les oscillations des ressorts donnent lieu à un mouvement très marqué, surtout à la partie supérieure des caisses, dont les corniches s'approchent des voûtes des ponts et des tunnels.
Il est nécessaire que le profil transversal du chemin de fer présente, pour le passage des trains, une ouverture supérieure à celle du gabarit de chargement, afin de tenir compte de ces circonstances. On doit aussi prévoir les petits déplacements accidentels de la voie, qui peuvent se produire lors des réparations.
Une autre cause s'ajoute aux précédentes dans les courbes : le milieu du véhicule prend une certaine saillie vers l'intérieur de la courbe, tandis que les extrémités sortent vers l'extérieur. Cet effet devient important pour les véhicules de grande longueur, tels que les voitures à bogies : il faut donc ou réduire le gabarit transversal de ces voitures, ce qui est souvent gênant, ou bien prévoir autour du gabarit de chargement un jeu plus grand dans les courbes.
De ce qu'un wagon plein a passé librement dans le gabarit de chargement, il n'en résulte pas qu'une fois déchargé, il en sera de même, parce que les ressorts, en se débandant, relèvent le véhicule.
La construction récente, en France, de quais hauts de 85 cm au-dessus du niveau des rails, dans quelques gares à voyageurs, rétrécit légèrement le gabarit dans la partie inférieure, peu utilisée pour les chargements. Il importe, en effet, pour la sécurité des voyageurs, que ces quais s'approchent le plus possible des marchepieds des voitures. Les quais hauts avaient été autrefois en usage en France, puis supprimés pour la plupart. Ils sont d'un usage général en Angleterre.
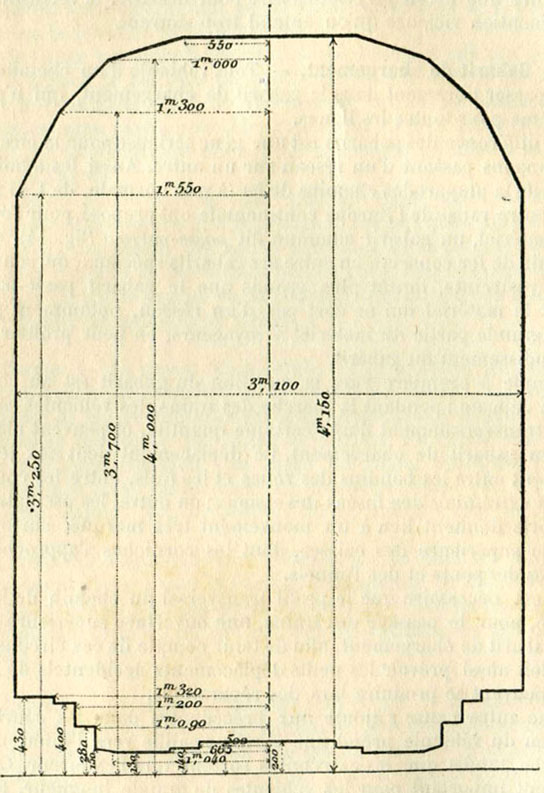
Fig. 14. - Gabarit déchargement proposé, dit passe-partout, des chemins de fer de l'Europe continentale. Ce gabarit ne porte pas l'indication du vide qui doit rester au-dessus des rails pour le passage des roues.
La vitesse des trains s'exprime en kilomètres à l'heure ; dans le sens étroit des mots, cette manière de compter supposerait pendant une heure une marche uniforme, bien rarement réalisée. Pour déduire de la vitesse en kilomètres à l'heure le parcours en mètres par seconde, on multiplie par 1 000 le nombre des kilomètres, ce qui donne le nombre de mètres, puis on divise le produit par 3 600, nombre de secondes en une heure ; plus simplement, il suffit de multiplier par 10 et de diviser par 36, ce qui revient au même. Par exemple, à la vitesse de 90 km à l'heure, on parcourt 900 divisé par 36, c'est-à-dire 25 mètres à la seconde.
On appelle vitesse commerciale d'un train la vitesse uniforme qui lui permettrait d'accomplir son parcours dans le temps même qu'il emploie, arrêts intermédiaires compris. Pour la calculer, en kilomètres à l'heure, on compte combien de minutes s'écoulent depuis le départ jusqu'à l'arrivée, puis on divise le nombre des kilomètres parcourus par celui des minutes, ce qui donne le parcours par minute ; en le multipliant par 60, on a le parcours moyen par heure ou vitesse commerciale. On obtient un peu plus facilement le même résultat en multipliant d'abord par 60 le nombre de kilomètres, puis en divisant le produit par le nombre des minutes. Par exemple, si un train part de Paris à 9 h 35 du matin pour arriver à Bordeaux à 5 h 29 du soir, il parcourt 578 km en 474 minutes : la vitesse commerciale est de 578x60 ou 34.680 divisé par 474, c'est-à-dire de 73 km à l'heure. On calcule de même la vitesse commerciale d'une station à la suivante, pour un trajet sans arrêt. On va de Paris à Reims (156 km) en 1 h 56 min, ou en 116 minutes : c'est une vitesse commerciale de 81 km à l'heure environ.
Le calcul est un peu plus simple lorsque le trajet occupe un nombre entier d'heures, de demi-heures, ou de quarts d'heures. Un train quittant Paris à midi 20, pour arriver à la gare maritime de Calais à 3 h 00, parcourt 298 km en 3 heures et demie : la vitesse commerciale est de 85 km à l'heure.
On appelle vitesse moyenne de marche, d'une station à la suivante, la vitesse uniforme qui permettrait de faire effectivement le trajet, en tenant compte du temps nécessaire pour le démarrage, l'arrêt et les ralentissements, estimé d'après certaines règles. Si on donne deux heures ou 120 minutes pour un trajet de 130 km entre deux arrêts, la vitesse commerciale sera de 65 km à l'heure ; si la durée estimée du démarrage, des ralentissements, et de l'arrêt est de 7 minutes, on calculera la vitesse pour le parcours en 113 minutes seulement, ce qui donne une vitesse moyenne de marche de 69 km à l'heure.
Comme en réalité la vitesse n'est pas uniforme sur tout le trajet, la vitesse effective de marche dépasse à certains moments la vitesse moyenne, pour se tenir en dessous à d'autres.
Pour obtenir des vitesses commerciales élevées, il faut non seulement une bonne vitesse moyenne de marche, mais encore peu de pertes de temps en démarrages, ralentissements et arrêts. La mise en vitesse des trains lourds et rapides fait perdre beaucoup de temps.
Sur les lignes chargées, la différence des vitesses moyennes des divers trains complique l'exploitation. Parfois, en accélérant un peu la marche des trains de marchandises et en leur faisant faire de longs parcours sans arrêt, on peut leur donner une vitesse moyenne égale à celle des trains de voyageurs à fréquents arrêts, et leur éviter de longs stationnements dans les garages. C'est pour ce motif que sur le chemin de fer anglais du Lancashire and Yorkshire les locomotives à marchandises sont munies de l'appareil à embarquer l'eau en route, décrit au paragraphe 137.
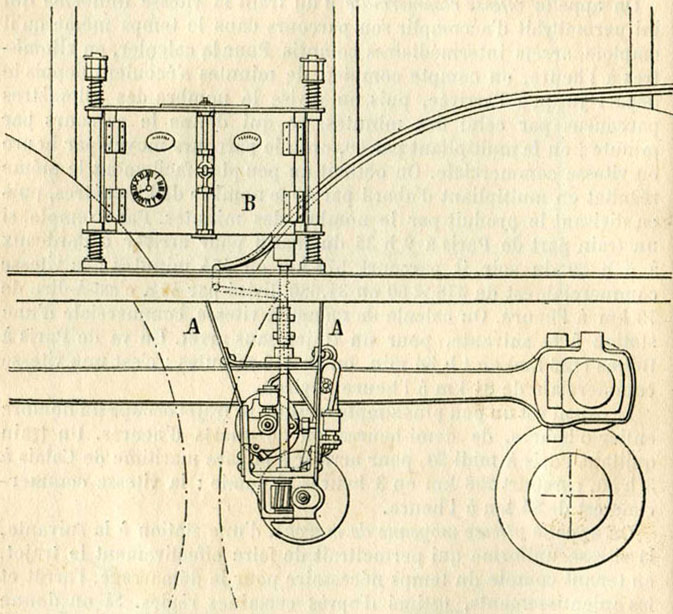
Fig. 15. - Chronotachymètre des chemins de fer de Paris à Lyon et à la Méditerranée.
Sur quelques lignes à très grand trafic, on ajoute des voies supplémentaires, qui servent à la circulation des trains de marchandises, souvent sur une grande longueur : c'est ainsi que plusieurs des chemins de fer qui rayonnent autour de Londres ont quatre voies sur plusieurs centaines de kilomètres. Aux États-Unis, la ligne d'Albany à Buffalo a quatre voies sur une longueur de près de 500 km.
Quelle est la plus grande vitesse qu'aient atteinte les locomotives ? Il est difficile de répondre avec précision à cette question ; mais les machines stables, sur une bonne voie, ont parfois marché avec une très grande rapidité. Dans des essais effectués par la compagnie de Lyon, à la suite de l'exposition universelle de 1889, on a atteint 144 km à l'heure, 40 m à la seconde, et il semble que ce chiffre eût pu facilement être dépassé. On a récemment annoncé des vitesses supérieures en Angleterre et aux États-Unis.
On munit quelquefois les locomotives d'indicateurs qui en font connaître la vitesse ; un grand nombre d'appareils différents ont été étudiés ou construits à cet effet. Au simple indicateur, qui s'adresse seulement au mécanicien, on peut adjoindre un enregistreur, qui inscrit sur une bande de papier ou sur un disque de carton les vitesses pendant tout le parcours de la locomotive.
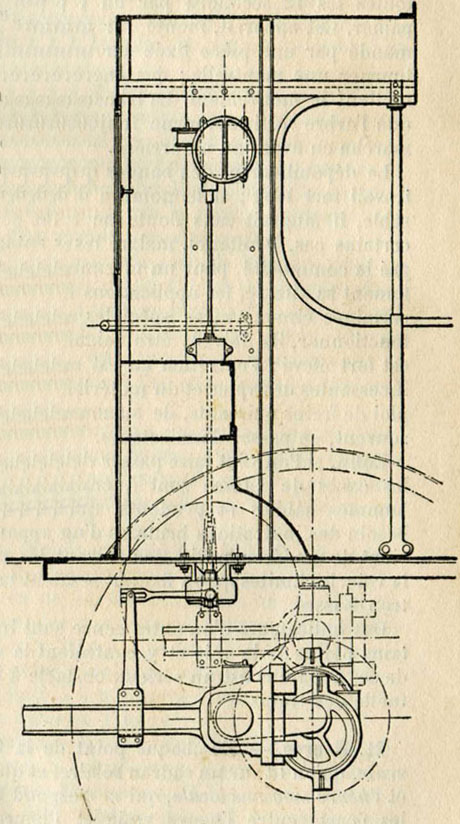
Fig. 16. - Montage de l'indicateur de vitesse Hausshaelter sur une locomotive des chemins de fer de l'Est (série 813 à 810).
Quand les indicateurs de vitesse sont commandés directement par une des roues de la locomotive ou par un point d'une bielle d'accouplement, ils doivent être réglés suivant le diamètre de la roue, que l'usure et le retournage des bandages réduisent. On emploie aussi pour la transmission un galet de diamètre invariable, qui appuie sur le bandage, dont le diamètre est alors indifférent.
L indicateur Stroudley consiste en une petite pompe centrifuge qui refoule un liquide dans un tube gradué, placé en vue du mécanicien. Le chronotachymètre Pouget (fig. 15) inscrit la vitesse sur une bande de papier déroulée par un mouvement d'horlogerie.
L'indicateur Hausshaelter (fig. 16) comporte un cadran sur lequel une aiguille indique la vitesse. En outre, la vitesse est enregistrée toutes les 12 secondes par un point marqué sur une bande de papier. Cet appareil, monté sur une des parois de l'abri, est commandé par une pièce fixée sur une bielle d'accouplement, qui fait tourner une manivelle ; des engrenages et un arbre vertical transmettent le mouvement. La transmission est disposée de telle sorte que l'arbre vertical tourne toujours dans le même sens, que l'on marche en avant ou en arrière.
Le dépouillement des bandes que donnent les indicateurs est un travail fort long : si le nombre de ces appareils devenait considérable, il faudrait sans doute ne faire ce dépouillement que dans certains cas. D'ailleurs, malgré les avantages de ces appareils, malgré la commodité, pour un mécanicien, de toujours connaître exactement sa vitesse, les applications doivent en rester limitées ; seules certaines circonstances spéciales en justifient l'emploi. Pour bien fonctionner, ils doivent être soigneusement construits, et leur prix est fort élevé ; l'entretien en est coûteux. Grâce aux améliorations incessantes des voies et du matériel de chemins de fer, grâce à l'emploi de freins puissants, de signaux perfectionnés, on peut, le plus souvent, se passer d'indicateurs.
Enfin, si l'on veut faire passer des trains rapides sur des lignes où les excès de vitesse sont à craindre, il faut les confier à des hommes habiles et prudents, qui sauront apprécier, sans avoir besoin des indications brutales d'un appareil, à quel moment il convient de modérer la vitesse ; suivant les machines, suivant l'état de la voie, les limites qu'on fixerait seraient tantôt trop élevées et tantôt trop basses.
Des indicateurs d'un autre genre sont installés à demeure en certains points de la voie et y contrôlent la vitesse de passage. L'abus de ces appareils est un sérieux obstacle à la marche rapide et ponctuelle des trains.
En chaque point de la terre, on distingue l’heure vraie, qu'on lit sur un cadran solaire, et qui n'a pas d'usage pratique, et l’heure moyenne locale, qui correspond à la marche des horloges : les écarts entre l'heure vraie et l'heure moyenne dépassent un quart d'heure à certaines époques de l'année1. Sur tous les points d'un même méridien, c'est-à-dire en marchant exactement du nord au sud, on trouve la même heure locale ; mais elle varie d'un méridien à l'autre, de 4 minutes par chaque degré de longitude, ou d'une heure par 15 degrés (15°). Comme les chemins de fer et les télégraphes s'accommodent mal de cette variation, on a adopté pour chaque pays une heure unique. La loi du 14 mars 1891 prescrit, pour la France et l'Algérie, celle de Paris : toutefois les horloges intérieures des gares, qui règlent la marche des trains, retardent de 5 minutes sur l'heure de Paris.
Ce système suffit tant qu'on ne sort pas d'un même pays d'étendue modérée ; mais le passage d'une contrée dans une autre n'est pas trop commode, vu les additions ou soustractions de nombres compliqués de minutes. Et puis, comment faire quand un empire est très étendu de l'est à l'ouest, comme les États-Unis d'Amérique ? Une heure unique ne peut y convenir, car le midi s'écarterait trop du milieu du jour dans la plus grande partie du pays.
On a imaginé de diviser la terre en une série de fuseaux, compris chacun entre deux méridiens distants de 15°, et de prendre dans chaque fuseau l'heure du méridien moyen, placé à 7 degrés et demi des deux méridiens extrêmes. D'un fuseau au voisin l'heure est différente, mais la différence est exactement d'une heure, ce qui rend les calculs faciles et permet de lire sans peine les horaires des trains.
Il est commode que, dans un même pays et dans certaines régions, on ait, autant que possible, la même heure ; aussi a-t-on un peu triché sur les limites qui séparent un fuseau du voisin : on a pris les frontières politiques ou administratives voisines du méridien qui devrait faire la séparation.
Dans ce système, il fallait choisir un méridien initial, qui donne en quelque sorte l'heure à tous les autres : le choix s'est fixé sur le méridien de Greenwich, près de Londres. L'heure de Greenwich retarde de 9 minutes 21 secondes sur celle de Paris : quand il est midi à Paris, il est 11 h 50 min 39 sec à Greenwich. La différence entre l'heure de Greenwich et celle qui règle effectivement les chemins de fer français est réduite à 4 minutes environ, par le retard des horloges intérieures des gares en France.
La France, qu'on avait toujours vue prendre l'initiative quand il s'agissait d'unifier les mesures, a refusé jusqu'à présent de s'associer à cette réforme si commode des heures, déjà adoptée dans un grand nombre de pays ; il faut espérer que cet isolement cessera bientôt. L'Angleterre et l'Ecosse, la Belgique, la Hollande, se règlent sur l'heure même de Greenwich, qu'on appelle heure de l'Europe occidentale ; en ajoutant une unité au chiffre des heures, on a l'heure de l'Europe centrale, usitée en Suède, en Norvège, en Suisse, en Alsace-Lorraine, dans toute l'Allemagne, en Autriche, en Hongrie, en Serbie, en Italie, en Danemark ; l'addition d'une nouvelle unité donne l'heure de l'Europe orientale, qui sert en Roumanie, en Bulgarie, en Turquie. Dans l'est de la Russie, les chemins de fer sont réglés sur l'heure de Saint-Pétersbourg, qui se trouve être, à une minute près, celle de l'Europe orientale.
Les États-Unis d'Amérique sont partagés en quatre grandes zones de l'est à l'ouest, où l'on emploie successivement l'heure de l’Est, celles du Centre, de la Montagne et du Pacifique ; c'est celle de Greenwich moins 5, 6, 7 et 8 unités au chiffre des heures. Quand il est midi à Greenwich, on compte 7 heures du matin à New-York.
Parmi les autres Etats qui ont adopté ce système, se trouvent les Indes, l'Australie, le Japon : au Japon 9 heures du soir correspondent au midi de Greenwich.
Une autre réforme, qui améliore les horaires des chemins de fer, consiste à compter les heures de 0 à 24 depuis minuit jusqu'à minuit, et non plus par deux périodes de 12 ; c'est ainsi que sont tracés les horaires en Italie. La confusion des heures du matin et du soir n'est plus possible1.
Toute chaudière qui sert à produire la vapeur se compose d'un foyer, et d'un récipient clos contenant l'eau à chauffer. Le foyer doit être assez grand pour qu'on puisse y brûler une quantité de combustible suffisant à la production de vapeur demandée ; l'utilisation de la chaleur produite par cette combustion dépend, d'ailleurs, de la surface chauffée du récipient, dite surface de chauffe. Les parties principales de la chaudière de locomotive (fig. 17 et 18) sont le foyer, les tubes, la boîte à feu, le corps cylindrique, la boîte à fumée.
Le foyer est une sorte de caisse, formée de quatre parois à peu près verticales, supportant le ciel horizontal ; la grille est installée à la partie inférieure de cette caisse. Dans la plupart des locomotives, la largeur de la grille est limitée, par les roues, à un mètre environ et la longueur ne dépasse guère 2,60 m, ce qui fait une surface de 2,6 m². Cette grille, déjà grande pour une locomotive, serait beaucoup trop petite pour brûler la quantité de charbon nécessaire, si on n'activait pas la combustion au moyen d'un appel d'air énergique, produit par la vapeur qui s'échappe des cylindres, après avoir poussé les pistons : cette vapeur d'échappement sort avec une grande vitesse par une tuyère placée sous la cheminée.
Le foyer est monté à l'intérieur d'une caisse en tôle plus grande, qu'on appelle boîte à feu ; un cadre en fer réunit les bases des deux caisses ; l'eau recouvre le ciel et baigne les parois latérales du foyer, excepté à l'endroit du trou qui reçoit la porte, également entouré d'un cadre.
Il ne suffirait pas de compenser les dimensions restreintes de la surface de grille par l'emploi de l'échappement, si la chaudière tubulaire de Séguin, petite et légère, ne donnait une grande surface de chauffe. Les gaz chauds que produit le foyer passent à travers un grand nombre de tubes de faible diamètre, qui les amènent, refroidis, dans la boîte à fumée. Par exemple, la surface de chauffe d'un tube, qui a 40 mm de diamètre à l'intérieur et 4 m de longueur, est d'un demi-mètre carré : 200 de ces tubes donnent donc 100 m², et la surface du foyer s'y ajoute.
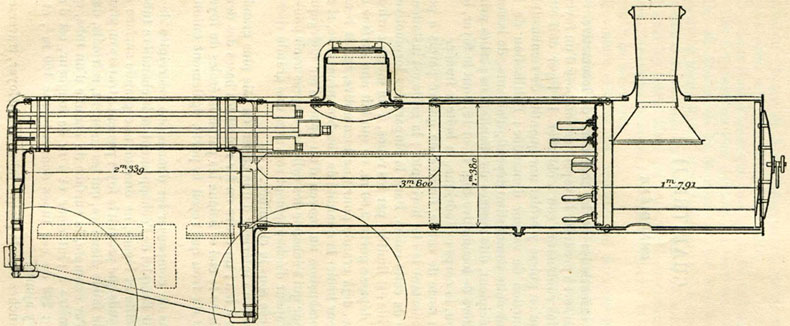
Fig. 17. - Chaudière des locomotives nos 503 à 522 des chemins de fer de l'Ouest (compound à 4 cylindres et à 2 essieux couplés) ; coupe longitudinale.
| Timbre de la chaudière | 14 kg. | Diamètre intérieur moyen de la chaudière | 1,364 m. |
| Longueur des tubes entre plaques tubulaires | 3,800 m. | Diamètre extérieur des tubes | 70 mm. |
| Nombre de tubes (en acier, à ailettes intérieures) | 90. | Volume d'eau (avec 20 cm d'eau au-dessus du ciel) | 4,9 m³. |
| Volume de vapeur | 2,1 m³. | Surface de chauffe du foyer. | 11,1 m². |
| Surface de chauffe des tubes (développement total intérieur) | 122,6 m². | Surface de chauffe totale | 133,7 m². |
| Surface de grille | 2,4 m². |
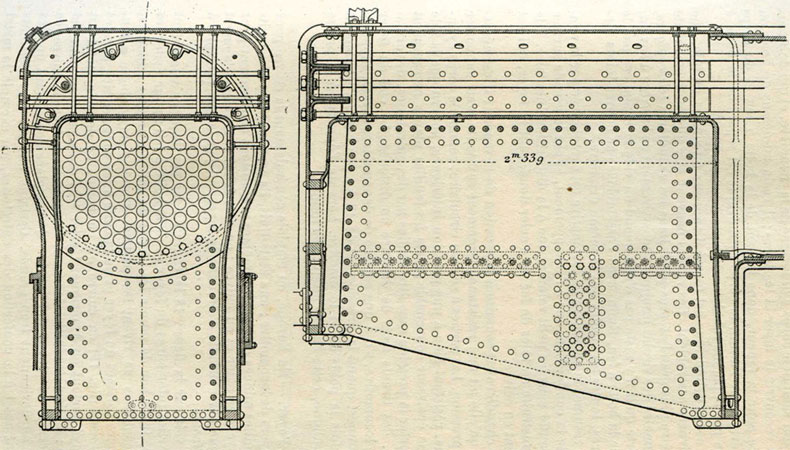
Fig. 18. - Boîte à feu et foyer des chaudières des locomotives nos 503 à 522 des chemins de fer de l'Ouest ; coupe longitudinale et coupe transversale ; le dessin ne porte pas les rangées intermédiaires de tirants verticaux et d'entretoises.
Les tubes, emmanchés dans la plaque tubulaire du foyer, traversent l'eau qui remplit le corps cylindrique de la chaudière, et qui doit toujours recouvrir le foyer et les tubes ; il reste au-dessus de l'eau un espace pour la vapeur, dans le haut de la boîte à feu et du corps cylindrique. A l'avant, le corps cylindrique est séparé de la boîte à fumée par la plaque tubulaire de boîte à fumée.
Le corps cylindrique est formé d'anneaux ou viroles en tôle, que des rivures assemblent. Ces viroles peuvent être alternativement de diamètre plus grand et plus petit. Dans les chaudières télescopiques, le diamètre des viroles diminue successivement, de l'arrière à l'avant, de sorte qu'il n'y reste pas d'eau quand on vide la chaudière par le bas de la boîte à feu. Enfin, avec l'assemblage par couvre-joints circulaires, toutes les viroles ont le même diamètre.
En résumé, la chaudière de locomotive est caractérisée par la vivacité de la combustion, due à l'échappement, et par la grande surface de chauffe sous un petit volume, due à la disposition tubulaire. Elle est construite en tôles de fer ou d'acier doux, sauf le foyer, qui est souvent en cuivre.
La chaudière est soumise à la pression de la vapeur : il est nécessaire qu'elle ait une résistance largement suffisante pour supporter cette pression. Les parties à section circulaire, comme le corps cylindrique, résistent bien à une pression intérieure, pourvu que la tôle ait une épaisseur convenable ; mais les feuilles planes ne sauraient supporter la pression sans être raidies par des entretoises, des armatures, des tirants fixés de distance en distance. Le ciel du foyer d'une locomotive, s'il a une surface de deux mètres carrés, supporte 240 tonnes, quand la pression est de 12 kg par cm² : c'est souvent cinq fois le poids de la locomotive. Lors de l'épreuve à la presse hydraulique, cette charge atteint 300 tonnes.
En Europe, on emploie généralement le cuivre pour les foyers de locomotive ; aux États-Unis, ils sont toujours construits en feuilles minces d'acier. Les mêmes précautions conviennent pour les foyers en acier et en cuivre : on doit éviter tout refroidissement brusque par courants d'air dans le foyer, ou par lavage précipité à l'eau froide.
On voit sur la figure 18 le cadre en fer sur lequel s'assemblent les parties inférieures du foyer et de la boîte à feu ; pour éviter les fuites, il est bon de munir les angles du cadre d'oreilles saillantes, sur lesquelles se rivent les parties arrondies de la boîte à feu. Les faces voisines du foyer et de la boîte à feu sont réunies par des entretoises (fig. 19) en cuivre ou en acier ; ce dernier métal est employé surtout en Amérique. L'acier très doux convient pour cet usage : le diamètre initial des trous est moindre qu'avec le cuivre, ce qui permet un plus grand nombre de remplacements avant que les trous ne deviennent trop grands. Certains alliages très résistants servent aussi à la confection des entretoises, par exemple le métal Stone, composé, pour 100 parties en poids, de 61,5 parties de cuivre, 37,9 de zinc, 0,6 de fer et manganèse.
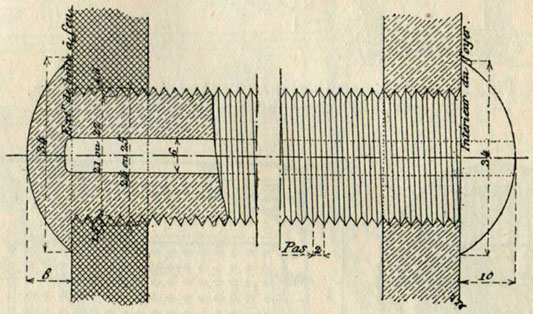
Fig. 19. - Entretoise pour foyer de locomotive, perforée de part en part, puis bouchée à l'extérieur.
On peut enlever, sur le tour, les filets de la partie qui restera entre les deux tôles : la résistance de l'entretoise à la traction n'en est pas diminuée, et elle est un peu plus flexible.
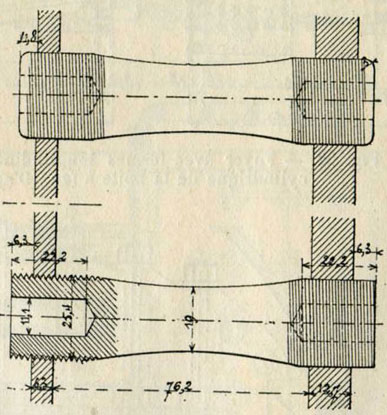
Fig. 20. - Entretoise sans tête rivée, serrée à l'aide d'un mandrin conique.
Le trou percé dans l'entretoise pour en déceler la rupture est bouché vers l'extérieur, de manière à éviter l'entrée de l'air ; il laisse fuir l'eau dans le foyer si elle vient à se rompre. Une entretoise rompue doit être remplacée sans retard. Parfois on perce un trou borgne de chaque côté de l'entretoise. En ouvrant le trou à l'aide d'un mandrin conique, on obtient une entretoise étanche sans tête rivée (fig. 20).
Une attache spéciale (fig. 21) est nécessaire pour fixer la paroi plane du foyer en dessous des tubes.
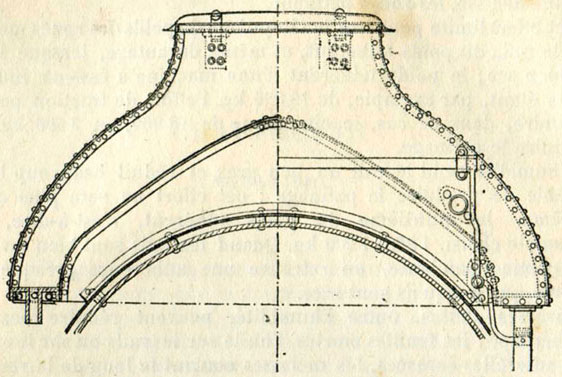
La consolidation la plus difficile est celle du ciel. Souvent on le suspend à des poutrelles ou fermes, transversales ou longitudinales (fig. 22), qui reposent elles-mêmes sur les parois verticales du foyer.
Fig. 21. - Rangée supérieure d'entretoises ou agrafes, sur la plaque tubulaire de foyer.
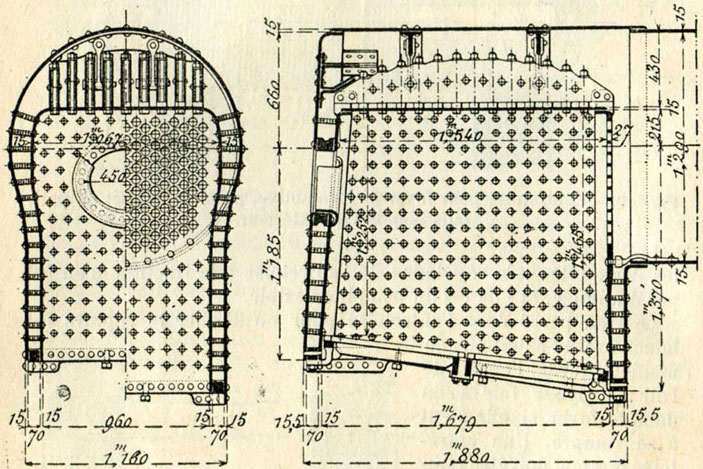
Fig. 22. - Foyer avec fermes longitudinales, rattachées au berceau cylindrique de la boîte à feu. (D'après M. Demoulin.)
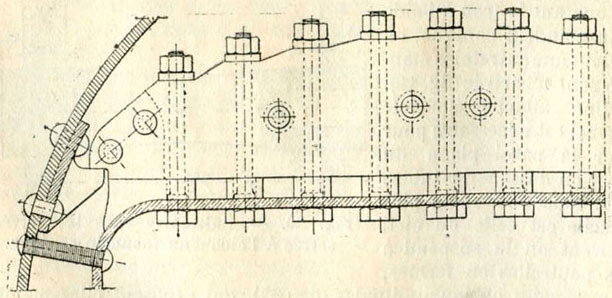
Fig. 23. - Fermes transversales reposant sur des consoles rivées contre la boite à feu.
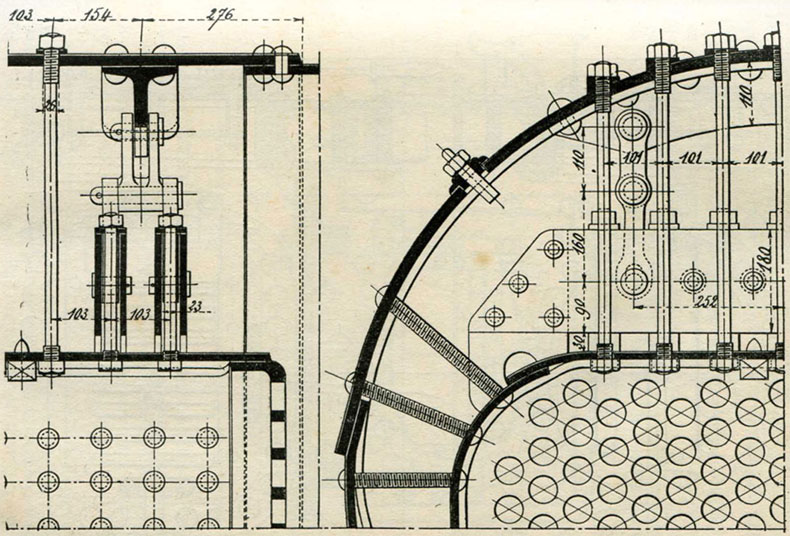
Fig. 24 - Entretoisement direct du ciel du foyer et du berceau cylindrique, avec fermes transversales suspendues remplaçant les deux premiers rangs de tirants ; locomotive 3 006-3 010 des chemins de fer de l’Est (d’après M. Demoulin)
Parfois les fermes transversales sont prolongées et peuvent reposer sur des consoles rivées contre la paroi de la boîte à feu (fig. 23) ; lors de l'allumage, la dilatation soulève le haut du foyer et les fermes quittent les consoles ; mais la pression rétablit le contact.
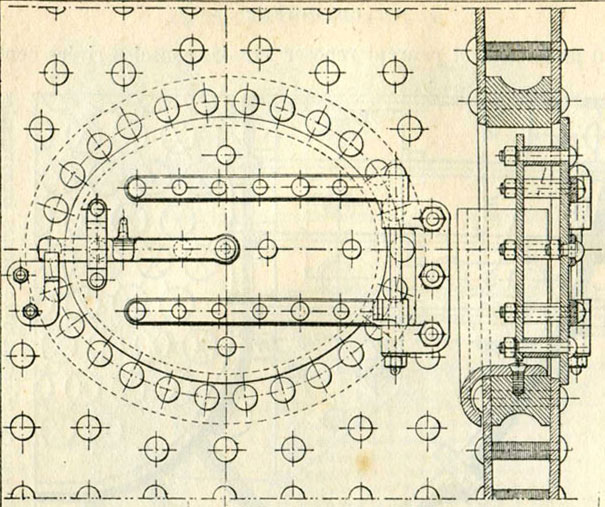
Fig. 25. - Porte de foyer à cadre ovale.
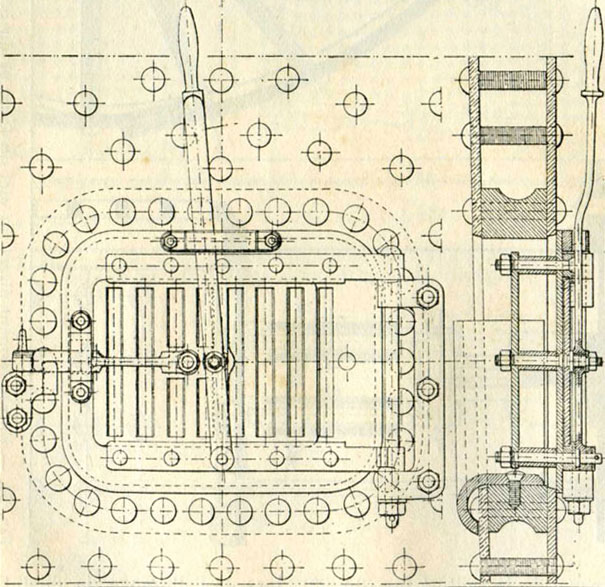
Fig. 26. - Porte de foyer avec entrée d'air, des chemins de fer de l'Est.
Les fermes longitudinales sont fréquemment rattachées au berceau cylindrique de la boîte à feu (fig. 22 et 37).
On paraît préférer aujourd'hui l'entretoisement direct, à l'aide de tirants, du ciel de foyer et de la face supérieure de la boîte à feu, quand elle est plane (fig. 18). Cet entretoisement a même été appliqué lorsque la boîte à feu est cylindrique (fig. 24).
Les tirants sont vissés dans les tôles et munis d'écrous ; parfois on en rive les têtes, comme celles des entretoises latérales. Il convient que la première ligne de ces tirants, vers l'avant du foyer, ne soit pas trop rapprochée de la rivure du ciel sur la plaque tabulaire, afin de ne pas gêner les petits mouvements dûs à la dilatation de la plaque par la chaleur ; quelquefois les premiers tirants sont formés de deux parties articulées, qui permettent le soulèvement du foyer.
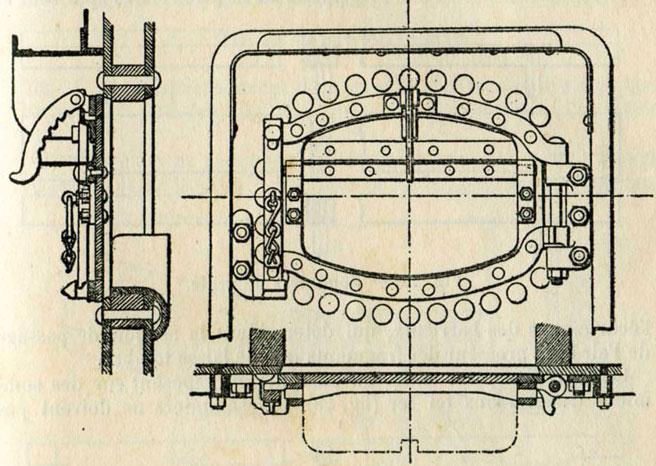
Fig. 27. - Porte de foyer à volet, des chemins de fer de l'Ouest.
Toujours pour permettre la dilatation de la plaque, on a remplacé, lors de plusieurs constructions récentes, les premiers rangs de tirants verticaux par une ou deux fermes transversales (fig. 24).
La porte de foyer peut être disposée de bien des manières différentes. La figure 25 représente une porte à cadre ovale, la figure 26 une porte rectangulaire avec registre à coulisse, pour admission d'air. Une contreporte préserve la porte de l'action du feu. L'admission d'air par la porte est utile pour la combustion des houilles très gazeuses ou chargées en couche épaisse, et elle empêche la fumée.
Le volet mobile en tôle de la figure 27 peut être fixé dans une position plus ou moins inclinée, et donne dans le foyer une entrée d'air, qu'il dirige à la façon du déflecteur qu'on voit sur les figures 34 et 35. La tôle rivée en saillie sur ce volet préserve alors le personnel du rayonnement du foyer, et permet la manœuvre de l'appareil avec le pied.
Une garniture en fonte ou en fer, dite pare-ringard, recouvre la partie inférieure de la rivure du cadre de la porte, et la préserve du choc des outils qui servent à piquer le combustible.
La grille doit être appropriée au combustible qu'elle reçoit : les deux éléments principaux de la grille sont l'épaisseur et l'écartement des barreaux, qui déterminent la section de passage de l'air et la grosseur des fragments qu'elle laisse tomber.
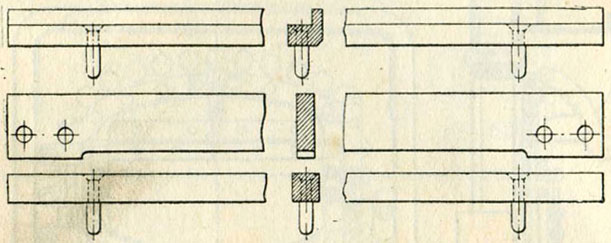
Fig. 28. - Sommiers de grille.
Les barreaux sont en fer ou en fonte, et reposent sur des sommiers transversaux en fer (fig. 28). Ces sommiers ne doivent pas buter contre les parois du foyer, parce que la chaleur les allonge : alors ils se plieraient ou bien ils écarteraient les parois. En coupe transversale, les barreaux s'amincissent vers le bas, afin que les fragments de combustible ne s'arrêtent pas entre eux.

Fig. 29. - Gros barreau en fer.

Fig. 30. - Barreaux minces en fer, rivés.
Les gros barreaux en fer (fig. 29) ont des têtes forgées qui en déterminent l'écartement. Les petits barreaux en fer sont souvent rivés par groupes de deux ou plusieurs (fig. 30), avec des cales entre eux. La fonte forme également des groupes de plusieurs barreaux (fig. 31). On dispose souvent dans les grilles de locomotive une partie mobile dite jette-feu (fig. 32), qui facilite l'enlèvement des mâchefers.
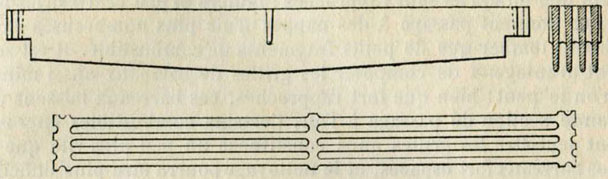
Fig. 31. - Barreau en fonte.
Les barreaux ne garnissent pas toujours complètement les angles ou les côtés de la grille : les vides qu'ils laissent ont une influence fâcheuse, en permettant la chute du combustible et en laissant passer des courants d'air nuisibles. Il faut avoir soin de boucher ces vides avec des mâchefers ou des fragments de briques réfractaires.
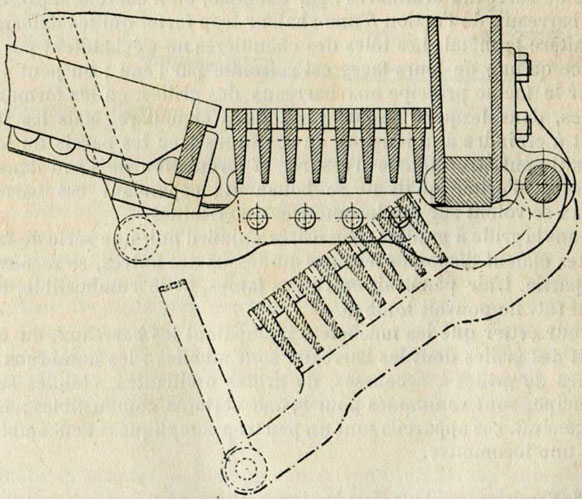
Fig. 32. - Jette-feu.
Il convient que la grille laisse tamiser l'air à travers toute la masse du combustible, dont la nature commande la grosseur et l'écartement des barreaux. Des barreaux écartés sont forcément assez gros, car ils doivent supporter chacun une charge de combustible plus forte que lorsqu'ils sont rapprochés ; minces et peu écartés, les barreaux donnent passage à des nappes d'air plus nombreuses et ne laissent tomber que de petits fragments de combustible. Il est souvent avantageux de composer les grilles de barreaux aussi minces qu'on le peut : bien que fort rapprochés, ces barreaux laissent une grande section de passage à l'air. Certains combustibles encrasseront peut-être les grilles ainsi constituées un peu plus vite que les gros barreaux fort espacés, et le nettoyage pourra être plus difficile : mais il faut bien vérifier ces inconvénients avant de condamner les barreaux minces. Un autre avantage de ces barreaux minces est qu'ils s'échauffent moins que les gros, parce que l'air froid qui en balaye la surface les refroidit mieux. Une épaisseur de 8 à 10 mm, avec un vide égal, paraît convenable pour les combustibles, souvent menus, de plus en plus employés en France.
Les grilles de certaines locomotives ne sont pas toujours composées de barreaux ordinaires : par exemple, on a cherché à préserver les barreaux de l'action d'une chaleur trop forte, qui les déforme el en altère le métal. Les tôles des chaudières ne s'échauffent pas trop parce qu'une de leurs faces est refroidie par l'eau ; on peut appliquer le même principe aux barreaux des grilles, en les formant de tubes, dans lesquels circule l'eau de la chaudière. Mais les fuites sont à craindre à la jonction de ces tubes avec les parois du foyer, puis il peut être difficile d'assurer la circulation de l'eau dans ces tubes et d'éviter qu'ils ne se bouchent ; cependant ces barreaux creux se voient sur des locomotives américaines.
Dans la grille à gradins, peu usitée aujourd'hui, une série de lames plaies étaient disposées les unes au-dessus des autres, se recouvrant en partie. L'air pénétrait entre ces lames, et le combustible, si fin qu'il fut, ne pouvait tomber.
Pour éviter que les mâchefers n'empâtent les barreaux, on construit des grilles dont les barreaux sont mobiles : les nombreux systèmes de grilles à secousses, de grilles oscillantes, établies sur ce principe, sont commodes pour brûler certains combustibles ; mais, en général, ces appareils sont un peu trop compliqués et encombrants sur une locomotive.
Autrefois les locomotives n'étaient pas munies de cendriers ; on en voit encore qui ne possèdent pas cet appendice. Les cendriers ont été construits pour empêcher la projection des escarbilles : parfois on se contente, à cet effet, d'installer sous le cadre du foyer des tôles verticales qui descendent assez bas. On ne peut guère placer ces tôles à moins de 12 cm de la surface du rail, et encore faut-il échancrer les parois transversales, afin qu'elles ne touchent pas les chapeaux qui recouvrent les pivots de plaques tournantes.
Le cendrier complet, muni d'un fond qui s'étend sous toute la grille, est plus efficace : il ne présente d'ouvertures qu'à l'avant et à l'arrière (fig. 33), et ces ouvertures peuvent être fermées par des portes ; le cendrier n'est plus alors seulement un appareil de sécurité, mais il permet de modérer le tirage pendant les stationnements et en marche. Il convient à cet effet que le cendrier ne présente aucune ouverture anormale et que les portes ferment hermétiquement.
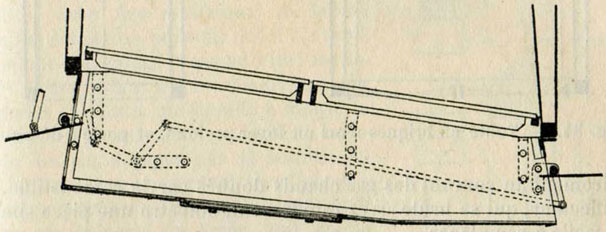
Fig. 33. - Cendrier à deux portes ; coupe longitudinale.
Lorsque la locomotive circule, comme d'habitude, cheminée en avant, on ouvre la porte à l'avant du cendrier et on ferme celle de l'arrière pour obtenir un bon tirage. Dans la marche cheminée en arrière, on laisse souvent les portes dans la même position, afin que le feu ne devienne pas trop actif du côté de la porte du foyer.
Quand un essieu passe sous la grille, le cendrier fermé devient plus compliqué : l'essieu doit être protégé par une gaine en tôle.
On doit avoir soin d'enlever fréquemment les cendres qui s'accumulent dans les cendriers, surtout quand il y a peu de hauteur entre le fond du cendrier et les barreaux de grille ; sinon elles gênent le passage de l'air et les escarbilles chaudes brûlent les barreaux. Il faut aussi surveiller les écrous ou les clavettes qui attachent le cendrier au-dessous du cadre, pour qu'il ne risque pas de tomber sur la voie.
L'usage d'une voûte en brique dans les foyers de locomotives, général en Angleterre depuis longtemps, s'est aussi beaucoup répandu en France. Cette voûte (fig. 34) est placée un peu au-dessous de l'embouchure des tubes ; elle est inclinée vers l’avant, et recouvre environ la moitié de la grille.
La voûte convient surtout dans les foyers profonds ; avec les grilles voisines des tubes (fig. 35), elle ne doit pas être trop longue, sinon elle ralentit la combustion à l'avant de la grille.
On combine souvent, avec la voûte, une entrée d'air par la porte du foyer ; un déflecteur en fonte ou en tôle rabat cet air perpendiculairement au courant des gaz chauds donnés par le combustible. Ce déflecteur, qui se brûle assez rapidement, doit être une pièce simple et facile à remplacer.
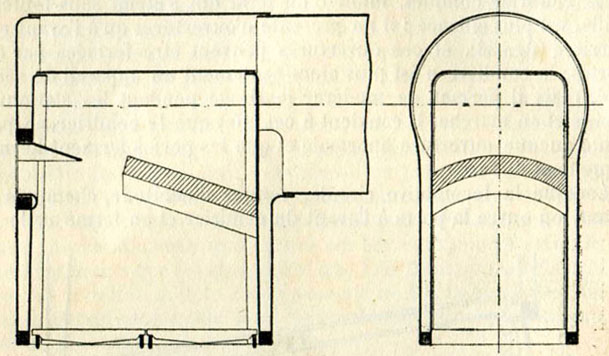
Fig. 34. - Voûte en briques dans un foyer profond, et porte à déflecteur.
Une petite ouverture ménagée au-dessus de la porte, sur les locomotives du chemin de fer de Lyon, permet de regarder la plaque tubulaire et de se rendre compte de la combustion des gaz. Sur la figure 76, on voit le clapet qui ferme cette ouverture.
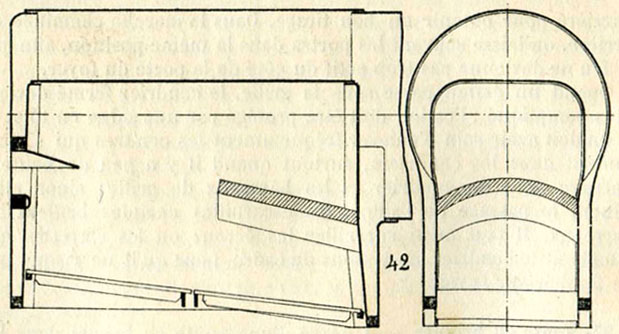
Fig. 35. - Voûte en briques dans un foyer peu profond, et porte à déflecteur.
La voûte est construite avec des briques à couteau, c'est-à-dire à faces non parallèles, qui forment un berceau cylindrique de petit rayon. Les deux rangées extrêmes sont formées de briques spéciales et posent sur des sommiers en fer, qui s'appuient sur des vis à tête carrée (fig. 36). Les briques sont assemblées à l'aide d'un peu de terre argileuse, dite terre à four. On ménage à l'avant quelques ouvertures, pour éviter que les escarbilles ne s'y accumulent. On forme quelquefois les voûtes de trois grosses pièces réfractaires.
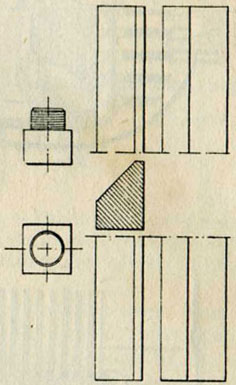
Fig. 36. - Sommier de voûte, en fer, et vis support de sommier.
On construit la voûte sur des madriers supportés par des cintres légers ; on la laisse sécher avant d'allumer le feu, qui doit être mené lentement au début pour achever la dessiccation de la maçonnerie. Souvent on commence à cet effet par un petit feu de bois. Bien construites, avec des matériaux de bonne qualité, les voûtes peuvent durer six mois et même davantage : quand elles menacent ruine, il faut les remplacer sans en attendre la chute, qui étouffe à moitié le feu. La voûte assure la combustion complète des gaz dégagés par la houille, en les mettant bien en contact avec l'air nécessaire pour cette combustion, soit qu'il entre par la porte du foyer, soit même qu'il ait traversé la grille : les courants gazeux sont mélangés ou brassés par les circuits que la voûte les oblige à faire. En outre, la voûte est fortement chauffée, et, à son tour, elle communique de la chaleur à l'air et aux gaz qui se brûlent. Bien entendu, elle ne produit pas la chaleur, mais elle la recueille, l'emmagasine et la restitue. Enfin, la voûte préserve la plaque tubulaire, lorsqu'on ouvre la porte du foyer, des coups d'air froid, qui provoquent des fuites aux tubes. Quand on arrête la machine, elle en ralentit le refroidissement ; ce peut être une gêne pour les lavages.
Le bouilleur Tenbrinck (fig. 37) tient la place d'une voûte en briques. C'est une caisse plate formée de deux feuilles parallèles en cuivre, réunies par des bords emboutis et par des entretoises. Cette caisse communique avec la chaudière par deux ou trois tubulures inférieures et deux tubulures supérieures. L'eau fortement chauffée dans le bouilleur s'élève par les tubulures supérieures ; il en rentre par les tubulures inférieures, et cette circulation paraît favoriser la transmission de la chaleur. Des bouchons placés devant les tubulures permettent l'enlèvement des dépôts.
Le bouilleur produit le bon effet d'une voûte. Mais il faut beaucoup de soins pour que les joints des tubulures soient bien étanches ; en outre, il coûte cher et pèse assez lourd : c’est pourquoi il est rarement employé.
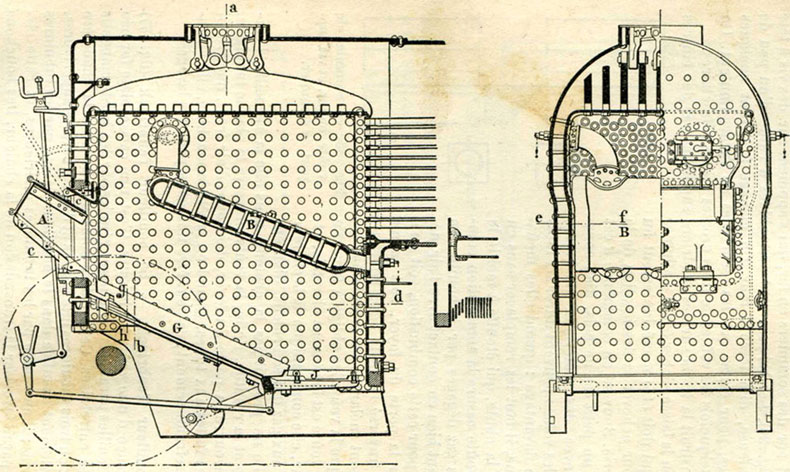
Fig. 37. - Bouilleur et foyer Tenbrinck des locomotives à grande vitesse du chemin de fer de Paris à Orléans : B, bouilleur ; A, trémie de chargement, presque aussi large que le foyer ; G, grille inclinée ; J, jette-feu. (D'après M. Demoulin)
Dans les locomotives du chemin de fer de Paris à Orléans, le bouilleur Tenbrinck est placé au-dessus d’une grille fortement inclinée. Le foyer porte une ouverture de chargement qui règne sur toute sa largeur, à la partie supérieure de cette grille : le combustible est jeté dans une trémie fixée sur cette ouverture et descend spontanément jusqu'au bas de la grille, à mesure que la combustion s'opère. L'air est admis au-dessus du combustible.
Le diamètre extérieur des tubes de locomotive est le plus souvent compris entre 45 et 50 mm ; quelquefois il descend à 40 mm. L'épaisseur est de 3 à 2 mm. Ils sont en laiton, en fer ou en acier : en service, ces métaux se comportent à peu près de même, mais le laiton coûte plus cher ; aussi beaucoup de chemins de fer y ont renoncé.
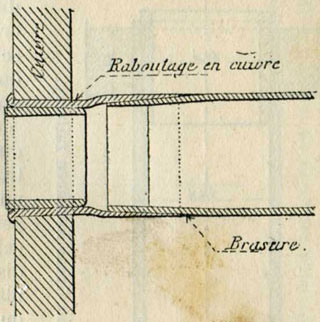
Fig. 38. - Tube à air chaud des chemins de fer de Paris à Lyon et à la Méditerranée (côté du foyer).
Le laiton, chauffé au rouge sombre, devient très fragile : il peut quelquefois atteindre cet état à son emmanchement dans la plaque tubulaire du foyer, et des ruptures en résultent ; aussi soude-t-on souvent aux tubes en laiton un bout en cuivre rouge (fig.38). On applique aussi parfois ces bouts en cuivre rouge aux tubes en fer, où ils sont moins utiles.
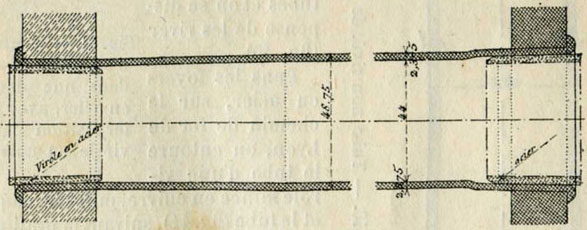
Fig. 39. - Montage de tube de chaudières de locomotives des chemins de fer de l'Est. La virole est habituellement montée du côté du foyer seulement (à gauche sur la figure).
La partie délicate de la construction des chaudières tubulaires est la tenue des tubes dans les plaques : si on n'avait pas trouvé de moyens simples et efficaces pour en rendre les emmanchements étanches, il eût fallu renoncer à ce type de chaudière, si ingénieux qu'il fût. Dans les locomotives, le tube est mandriné au dudgeon, puis rivé (fig. 39.) Habituellement on ajoute des bagues ou viroles du côté du foyer, pour augmenter l'étanchéité, mais surtout pour préserver le tube de la trop grande chaleur. Du côté de la boîte à fumée, les viroles sont inutiles. On peut essayer de s'en passer aussi du côte du foyer, mais il est à craindre que le bout des tubes ne se détruise rapidement. Les viroles ont d'ailleurs l'inconvénient de réduire la section de passage des gaz.
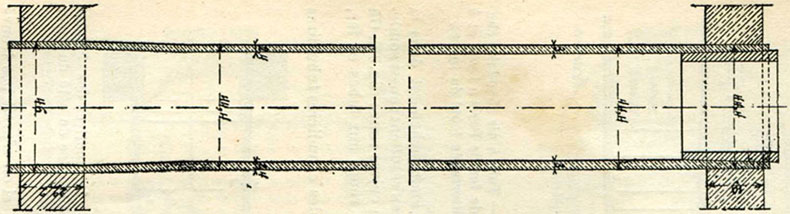
Fig. 40. - Tube non rivé, de chaudières de locomotives du Great Northern Railway.
Comme les tubes sont introduits du côté de la boîte à fumée, les trous de la plaque ont de ce côté un diamètre un peu supérieur à celui du tube, tandis que ceux de la plaque tubulaire du foyer ont habituellement un diamètre un peu moindre : les tubes sont rétreints du côté du foyer, et dilatés à l'autre extrémité.
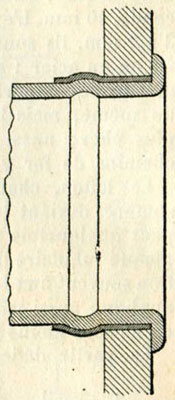
Fig. 41. - Montage d'un tube en fer dans une plaque en acier, avec interposition d'une virole en cuivre.
Quelquefois on se contente du mandrinage des tubes et on se dispense de les river (fig. 40).
Dans les foyers en acier, sur le chemin de fer de Lyon, on entoure le tube d'une virole mince en cuivre, entre la plaque et le tube (fig. 41), suivant la pratique américaine.
Les tubes peuvent être disposés en rangées horizontales (fig. 42) ou verticales (fig. 43) : la seconde disposition parait faciliter le dégagement de la vapeur. Il ne faut pas réduire par trop les intervalles entre les tubes, si l'on veut éviter les ruptures entre les trous des plaques et l'entartrement du faisceau tubulaire ; cet intervalle doit être de 15 à 20 mm dans la locomotive.
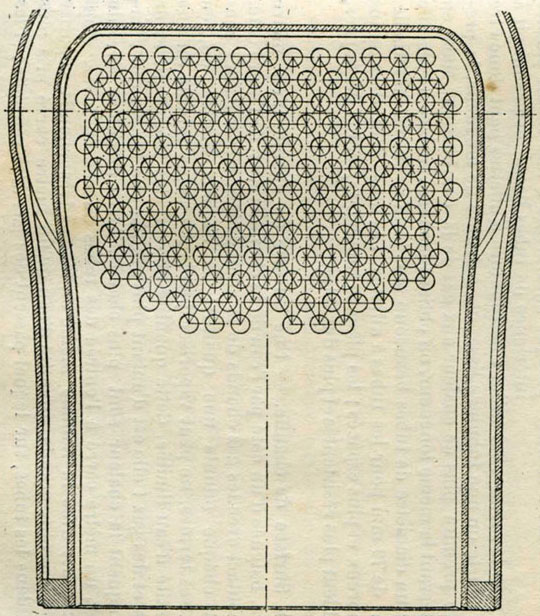 |
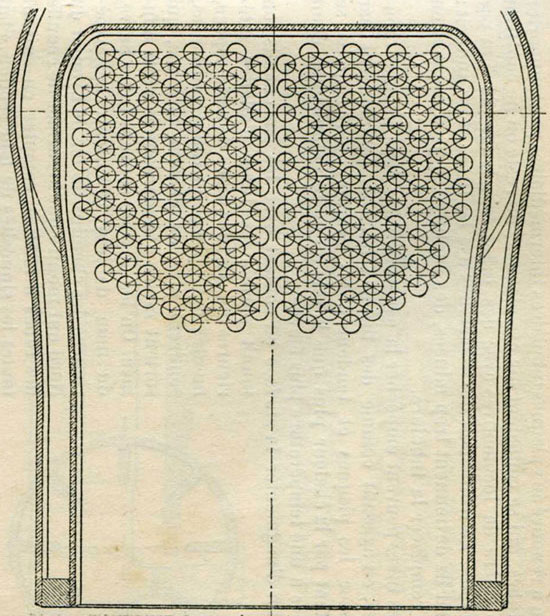 |
Fig. 42. - Division tubulaire en rangées horizontales |
Fig. 43. - Division tubulaire en rangées verticales |
On a renoncé aux plaques tubulaires intermédiaires pour supporter les tubes, qui se coupaient sur ces plaques ; du reste on ne construit plus guère de locomotives avec des tubes très longs (de 5 m par exemple). Le frottement des escarbilles use les tubes et les amincit : quand ils deviennent trop minces, des ruptures se produisent et on doit remplacer la tubulure.
Les tubes peuvent empêcher la séparation des deux plaques tubulaires, en agissant comme des tirants ; mais ils commencent par pousser les plaques et tendent à les écarter, parce qu'ils se dilatent par la chaleur plus que la tôle du corps cylindrique, étant portés à une température plus élevée.
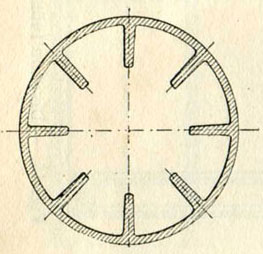
Fig. 44. - Tube à ailettes.
Afin d'augmenter la surface en contact avec les gaz chauds, on munit parfois les tubes d'ailettes intérieures (fig. 44) ; des tubes de cette espèce, montés à la place de tubes ordinaires, soutirent plus de chaleur aux gaz, qui sortent moins chauds dans la boîte à fumée. On les appelle souvent tubes Serve, du nom de leur inventeur. Les expériences des chemins de fer de Lyon et du Nord ont montré que la surface de chauffe des tubes à ailettes, comptée en suivant toutes les sinuosités de leur section, était presque équivalente à une même surface intérieure de tubes lisses, et produisait à peu près le même effet utile. Une tubulure à ailettes peut donc être plus courte qu'une tubulure lisse, et, à égalité de longueur, la première prendra plus de chaleur aux gaz de la combustion. Mais, en conservant la même longueur, on obtient la même surface de chauffe avec un diamètre de tubes beaucoup plus grand, qui est habituellement de 70 mm pour les tubes à ailettes. Les tubes sont alors moins nombreux et plus espacés ; les plaques tubulaires, moins découpées, semblent plus résistantes et plus durables.
Une surface de chauffe d'un mètre carré, baignée d'un côté par l'eau de la chaudière, et, de l'autre côté, en contact avec les gaz chauds de la combustion, laisse passer pendant chaque minute une quantité de chaleur limitée, ou, en d'autres termes, ne peut vaporiser pendant chaque minute qu'une quantité d'eau limitée. Cette quantité dépend des températures de l’eau et des gaz : elle est d'autant plus grande que les gaz qui communiquent la chaleur sont plus chauds. Aussi un mètre carré du foyer, un mètre carré à l'entrée des tubes auprès du foyer, étant en contact avec la flamme même ou les gaz très chauds, vaporise une bien plus grande quantité d'eau qu'un mètre carré pris plus loin dans les tubes, sur lequel passent des gaz déjà refroidis ; si les tubes sont très longs, la dernière partie, auprès de la boîte à fumée, en est peu active.
On appelle surface de chauffe directe celle du foyer, exposée à la chaleur rayonnante dégagée par le foyer, ainsi qu'au contact des gaz très chauds produits par la combustion. La surface de chauffe indirecte est celle des tubes, soumise seulement à l’action des gaz de moins en moins chauds à mesure qu'ils s'avancent du foyer vers la boîte à fumée.
On compte comme surface de chauffe tantôt la surface intérieure des tubes, celle qui touche les gaz chauds, tantôt la surface extérieure, en contact avec l'eau : la différence entre les deux nombres obtenus est assez grande, à cause du petit diamètre des tubes et de leur épaisseur relativement grande. Le mieux est de compter la surface en contact avec les gaz, puisque c'est celle qui reçoit la chaleur. Mais pour prévenir toute méprise, on ne devrait jamais omettre de dire comment on compte.
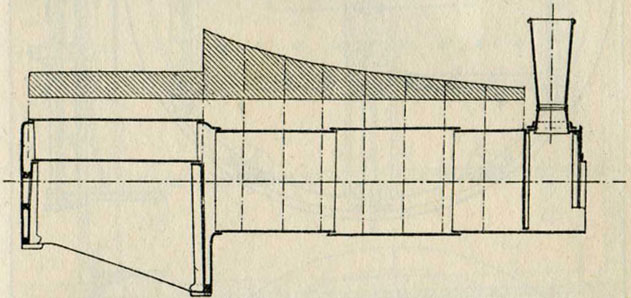
Fig. 45. - Diagramme de la vaporisation d'une chaudière (série 543-562 des chemins de fer de l'Est) ; 178 tubes de 44 mm de diamètre intérieur, longs de 4,100 m ; surface de chauffe du foyer, 9,13 m² ; des tubes (à l'intérieur) 101 m². Les surfaces couvertes de hachures, au-dessus de chaque tranche de la chaudière, figurent la quantité d'eau vaporisée dans cette tranche. Sur 90 kg de vapeur par minute, le foyer en donne environ 30.
Des expériences ont déterminé le poids d'eau que pouvait vaporiser, en une minute, d'une part le foyer et, d'autre part, le faisceau tubulaire, supposé partagé en plusieurs tronçons successifs par des plaques intermédiaires : la figure 45 représente approximativement ces poids vaporisés en une minute, quand la combustion est active : elle montre au-dessus de la surface de l'eau la quantité qui se vaporise dans chaque tranche de la chaudière, celle que l'alimentation devrait y amener si ces tranches étaient isolées par une série de cloisons. Les proportions de vapeur ainsi produites par les diverses parties d'une chaudière varient avec ses dimensions, et, clans un même appareil, avec l'activité de la combustion.
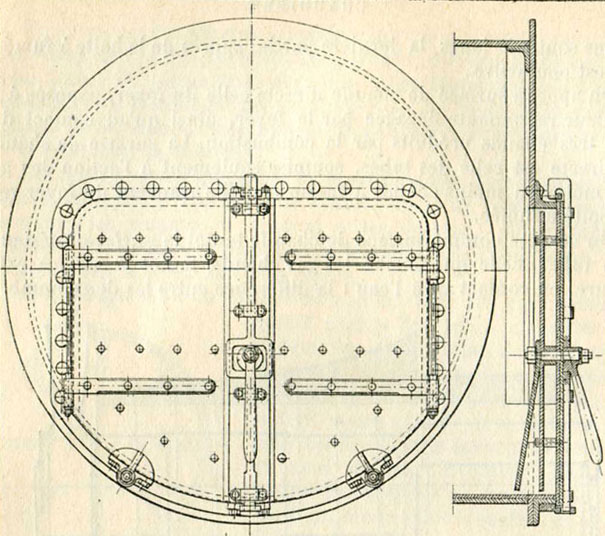
Fig. 46. - Ancienne porte de boîte à fumée à deux vantaux.
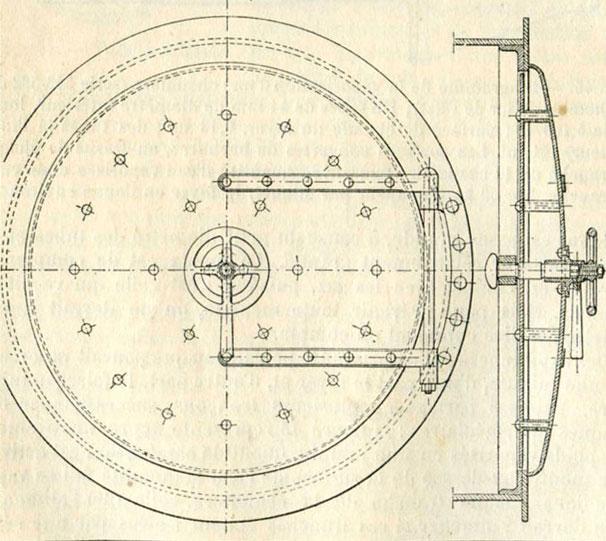
Fig. 47. - Porte ronde de boîte à fumée.
Les tubes vomissent les gaz chauds dans la boîte à fumée, où ils sont appelés par l'aspiration due à la vapeur d'échappement ou au souffleur. La porte de la boite à fumée doit fermer hermétiquement, parce que les rentrées d'air nuisent au tirage et font brûler les escarbilles dans la boîte. A l'ancienne porte à deux vantaux (fig. 46), compliquée et difficilement hermétique, on préfère généralement la porte ronde unique (fig. 47), que la pression exercée au centre par la vis de serrage fait coller sur le pourtour.
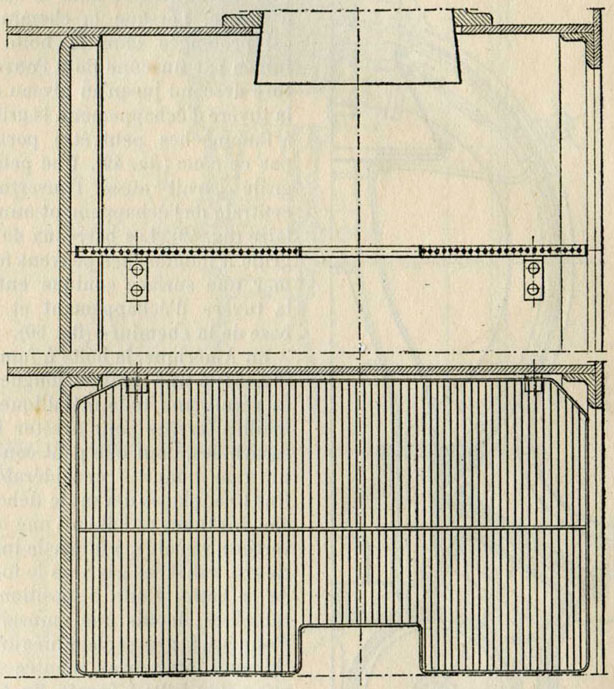
Fig. 48. - Grille à flammèches, à barreaux laissant des vides de 10 mm.
Quelquefois un robinet d'arrosage permet d'éteindre le feu dans une boîte à fumée mal close : il convient de s'en servir avec mesure, parce que l'eau accélère la destruction des tôles inférieures de la boîte. En France, l'article 11 de l'ordonnance du 15 novembre 1840 prescrit que les «locomotives devront être pourvues d'appareils ayant pour objet d'arrêter les fragments de coke tombant de la grille, et d'empêcher la sortie des flammèches par la cheminée» ; à cet effet, une grille à barreaux espacés de 10 mm (fig. 48) est montée dans la boîte à fumée. Lorsque la cheminée est prolongée dans la boîte à fumée par un cône dont l'ouverture descend jusqu'au niveau de la tuyère d'échappement, la grille à flammèches peut être portée par ce cône (fig. 49). Une petite grille garnit aussi l'ouverture centrale de l'échappement annulaire (fig. 49). Les barreaux de la grille à flammèches peuvent former une surface conique entre la tuyère d'échappement et la base de la cheminée (fig. 50).
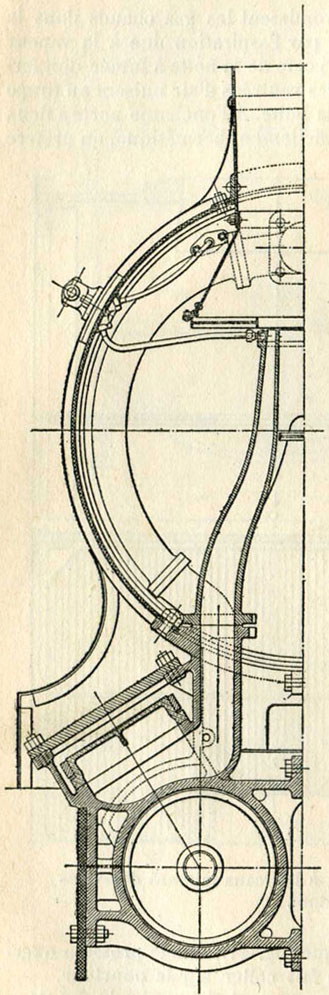
Fig. 49. - Demi-coupe verticale à travers la boîte à fumée des locomotives à grande vitesse, avec bogie, des chemins de fer de l'Ouest. La grille à flammèches est formée de deux parties, une portée par le cône de la cheminée, l'autre garnissant l'ouverture centrale de l'échappement annulaire.
En Amérique, la boîte à fumée (fig. 51) a une grande longueur et reçoit une toile métallique à mailles serrées pour arrêter les escarbilles, dont elle peut contenir une quantité considérable. Une tôle, placée devant le débouché des tubes et laissant une ouverture, variable, à la partie inférieure, rabat les gaz vers le fond de la boîte. Cette disposition a remplacé, depuis une quinzaine d'années, la grosse cheminée avec chicanes intérieures, montée sur une petite boîte à fumée. En Europe aussi on construit de plus en plus de grandes boîtes à fumée.
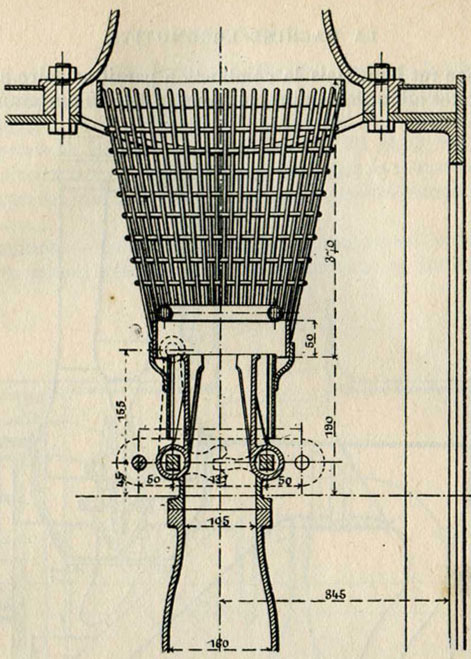
Fig. 50. - Grille à flammèches des chemins de fer Roumains.
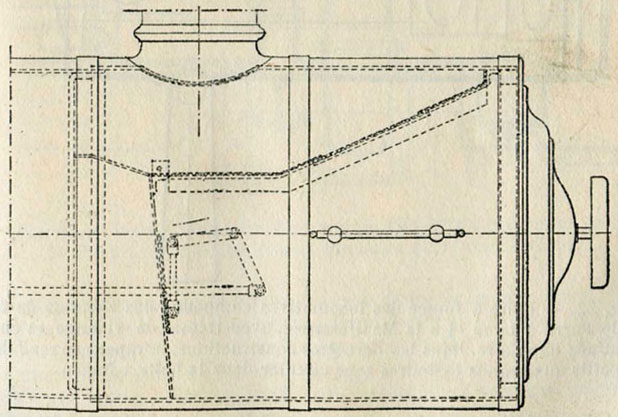
Fig. 51. - Boîte à fumée américaine, allongée, avec grille étendue et tôle mobile formant déflecteur devant les tubes.
Pendant longtemps on a pensé que le volume de la boîte à fumée devait être très petit pour que le tirage fut bon. Mais la combustion parait se faire aussi bien avec les boîtes allongées, qui recueillent au besoin une grande quantité d'escarbilles sans être obstruées. Telle est la boîte des locomotives compound du chemin de fer de Lyon (fig. 52), où se logent commodément les tuyaux de vapeur. On préfère habituellement placer la cheminée vers l'arrière ou au milieu des longues boites, dont la partie antérieure reçoit les escarbilles (fig. 17 et 53).
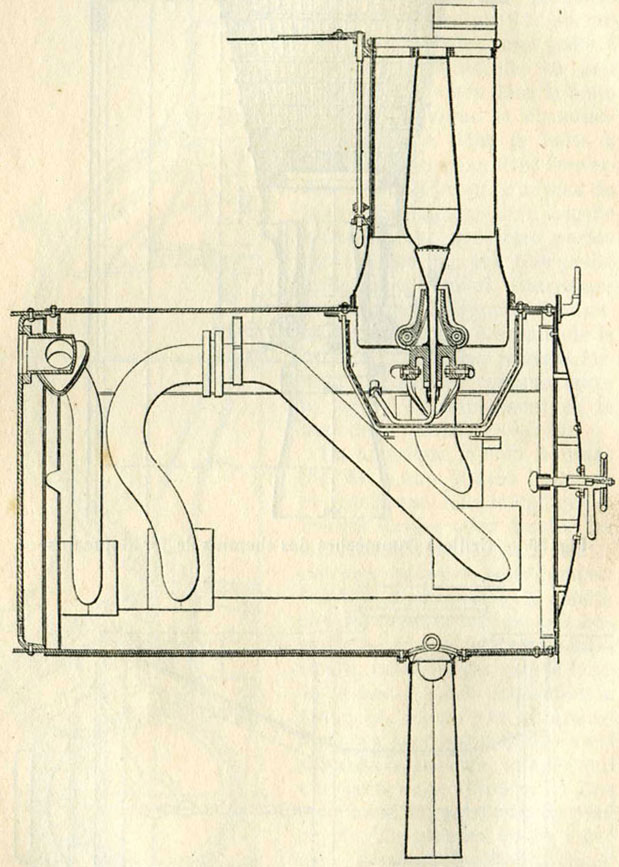
Fig. 52. - Boîte à fumée des locomotives compound des chemins de fer de Paris à Lyon et à la Méditerranée, avec trémie de vidange et cheminée annulaire. Dans les dernières constructions, la vapeur se rend des petits aux grands cylindres sans circuler dans la boîte à fumée.
Une ouverture fermée par un clapet (fig. 52 et 53) est commode pour la vidange des escarbilles. Il convient que la manœuvre en soit facile et surtout que la fermeture en soit toujours étanche.
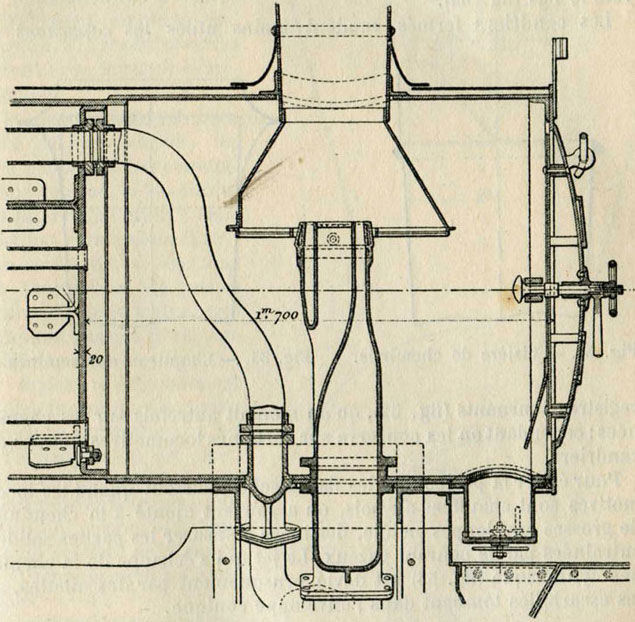
Fig. 53. - Boîte à fumée des locomotives 3701-3725 des chemins de fer de l'Ouest, avec échappement annulaire et trémie de vidange.
La cheminée de la locomotive est forcément très courte. On admet généralement qu'il convient de lui donner une hauteur au moins égale à trois fois son diamètre le plus étroit, mais on en voit de bien moins hautes. Pour éviter que le vent ne coupe le courant qui s'échappe par la cheminée, on fait quelquefois usage d'une visière placée à l'avant (fig. 54) ; le chapiteau (fig. 55) a peut-être une action analogue, mais il est surtout placé avec une intention décorative.
Les cheminées sont cylindriques ou légèrement évasées vers le haut. Elles peuvent être prolongées, dans l'intérieur de la boîte à fumée, par un entonnoir renversé, qui descend jusqu'au niveau supérieur de la tuyère d'échappement. Cette disposition paraît en général améliorer le tirage.
Le diamètre des cheminées, n'est pas, plus que la hauteur, déterminé par des règles précises ; peut-être pourrait-on l'augmenter avantageusement sur un assez grand nombre de locomotives puissantes. Certaines locomotives belges ont une cheminée à large section carrée, qui se raccorde avec la boîte à fumée en s'évasant vers le bas (fig. 63).
Les cendriers fermés rendent moins utiles les capuchons ou registres tournants (fig. 52), qu'on montait autrefois sur les cheminées ; cependant on les conserve sur certaines locomotives munies de cendriers.
 |
 |
| Fig. 54.- Visière de cheminée. | Fig. 55. -Chapiteau de cheminée. |
Pour éviter la projection des flammèches, surtout quand les locomotives sont chauffées au bois, on a souvent ajouté à la cheminée de grosses enveloppes en tôle, destinées à séparer les parties solides entraînées par le courant gazeux. Le jet qui s'échappe de la cheminée cylindrique (fig. 56) est dévié brusquement par des ailettes, et les escarbilles tombent dans l'enveloppe conique.
La disposition de l'échappement a une grande influence sur la production de la chaudière. Le sommet de la tuyère, par laquelle s'échappe la vapeur, ne doit pas s'élever trop haut ; on obtient généralement un bon tirage quand elle ne dépasse pas beaucoup le niveau de la rangée supérieure de tubes. Cette règle n'est pas sans exceptions : c'est ainsi qu'une tuyère élevée donne de bons résultats sur les locomotives du chemin de fer de Lyon, mais avec l'addition, dans la cheminée, d'un noyau plein qui épanouit en cône le jet de vapeur (fig. 52). Les conduits d’échappement doivent être tracés sans coudes brusques, et de manière que les courants venant des deux cylindres ne se contrarient pas. Ce sont là des détails étudiés par le constructeur de la machine, et le mécanicien doit les prendre tels qu'ils sont exécutés. Il peut toutefois vérifier si la tuyère est bien montée dans l’axe de la cheminée, et si, dans l'échappement à valves généralement employé en France (fig. 57), les deux valves s'ouvrent et se ferment symétriquement.
Si la distribution est bien étudiée et bien réglée, les quatre coups d'échappement, par tour de roue, se succèdent à des intervalles égaux ; mais il n'est pas rare que la distribution présente, à certains crans de marche, de petites irrégularités inévitables, qui n'indiquent pas que le réglage soit défectueux.
La tuyère d'échappement peut être formée par un tuyau d'ouverture invariable : on dit que l'échappement est fixe ; ou bien, comme sur la plupart des locomotives françaises, un mécanisme permet de faire varier la section de l'ouverture : l'échappement est alors variable.
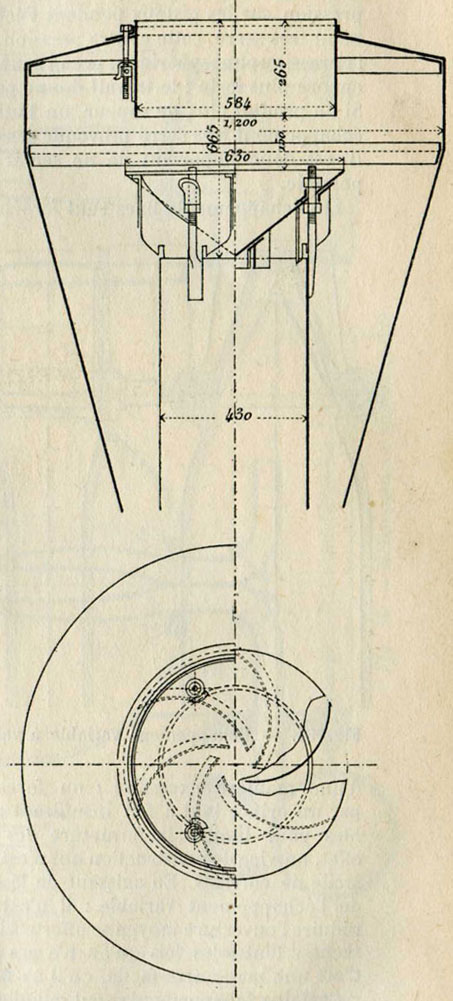
Fig. 56. - Cheminée pour locomotives chauffées au bois du chemin de fer de Moscou-Brest.
Pour activer la combustion, et par suite la production de la vapeur, on réduit la section de la tuyère ou on serre l'échappement ; on augmente ainsi la vitesse du jet de vapeur qui entraîne les gaz du foyer. Or, le serrage de l'échappement, s'il est nécessaire, n'est pas sans présenter des inconvénients : en réduisant la section de passage ouverte à la vapeur, il augmente la contre-pression sur les pistons pendant l'échappement ; avec un échappement très serré, cette contre-pression, qui ne devrait, guère dépasser la pression atmosphérique, prend souvent une valeur double et même encore plus forte : le travail donné par la vapeur s'en trouve réduit. Si on produit plus de vapeur, on l'utilise moins bien. En outre, un échappement très serré provoque des entraînements de combustible. Il est donc important de ne serrer l'échappement que le moins possible.
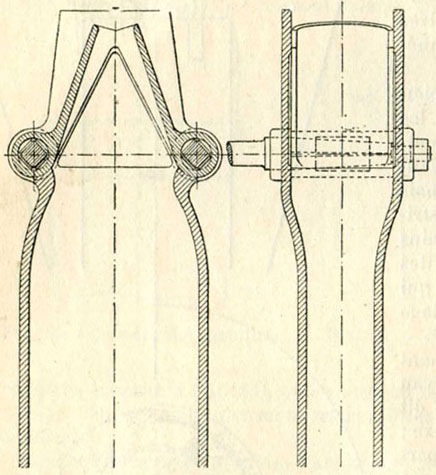
Fig. 57. - Echappement variable à valves.
Les échappements fixes sont forcément toujours assez serrés : cependant, dans quelques cas, la section en est encore trop grande et l'action en est insuffisante ; souvent, au contraire , ils pourraient être plus ouverts, ce qui réduirait la contre-pression sur les pistons. L'échappement variable n'a pas ce défaut, mais à une condition, c'est qu'on s'en serve. Il arrive assez fréquemment que le personnel des machines laisse presque toujours l'échappement variable dans une même position, qui donne un serrage assez fort, et n'y touche que pour augmenter ce serrage, de temps en temps, parfois d'une manière excessive : on force alors la vapeur à s'écouler par un orifice tout à fait insuffisant ; le manque d'arrêts convenables pour limiter la fermeture des valves d'échappement est, en effet, un vice de construction qui n'est pas rare et qu'il est, d'ailleurs, facile de corriger. En agissant de la sorte, on ne tire pas bon parti de l'échappement variable : il n'est pas variable seulement pour réduire l'ouverture moyenne offerte à la vapeur, mais aussi pour l'augmenter toutes les fois qu'on n'a pas besoin d'un tirage énergique. C'est une manœuvre facile, qu'il ne faut pas négliger.
Certains échappements sont annulaires (fig. 58) ; la vapeur sort par une couronne comprise entre deux tuyères concentriques ; les gaz sont aspirés à l'extérieur et à l'intérieur de la nappe de vapeur. Ces échappements annulaires paraissent un peu plus efficaces que les échappements ordinaires, tout en ouvrant un plus large passage à la vapeur. Par contre, il est un peu moins facile d'en rendre variable la section, ce qui est cependant possible (fig. 59).
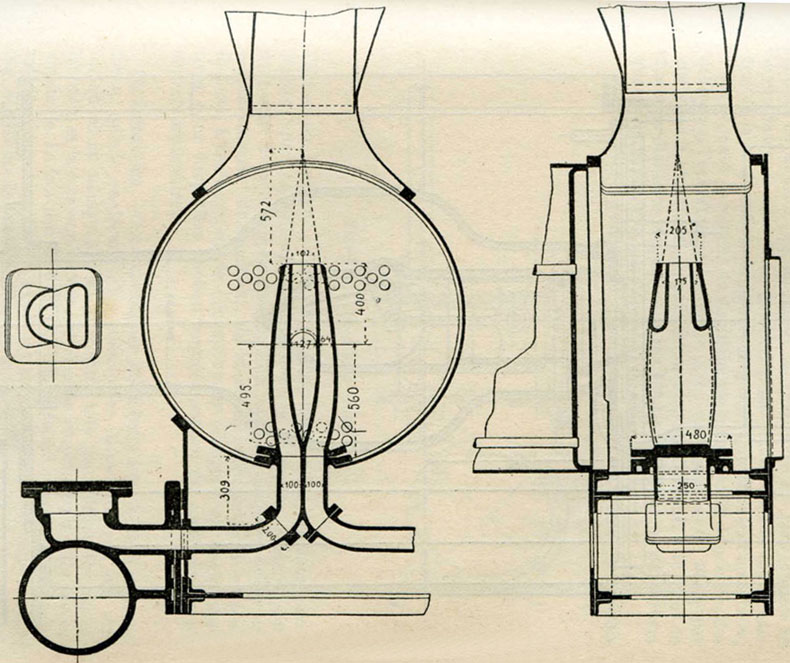
Fig. 58. - Echappement annulaire.
Le souffleur active le tirage au moyen d'un jet de vapeur prise dans la chaudière et envoyée dans la cheminée. Lors des stationnements, ou en marche, quand le régulateur est fermé, le souffleur permet d'éviter la fumée ; en l'ouvrant avant de fermer le régulateur, on évite le retour de flamme et de fumée par la porte du foyer, retour de flamme salissant l'arrière de la machine, et même dangereux, si la porte est ouverte en grand.
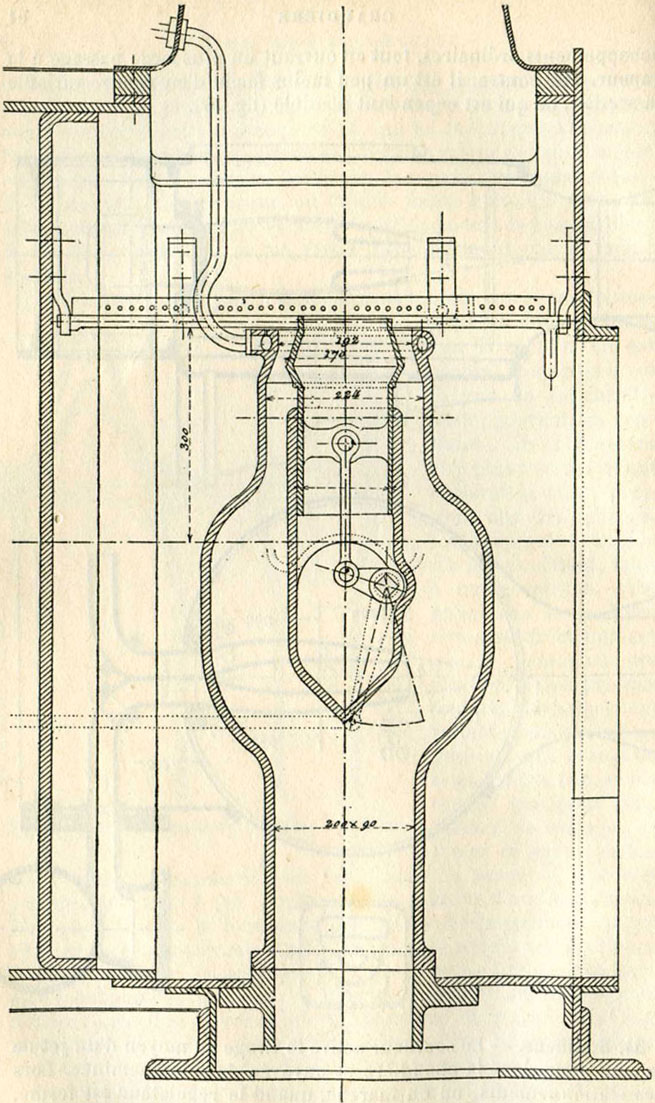
Fig. 59. -Echappement annulaire variable de locomotives belges, avec souffleur en couronne percée de trous et grille à flammèches.
Certains souffleurs lancent un jet unique dans la cheminée, mais on préfère une série de petits jets donnés par les trous d'un tuyau courbé en anneau (fig. 60, 49 et 50) : l'appareil est plus efficace et moins bruyant. Une série de petits trous percés dans le tuyau central de la cheminée de la figure 52 forment un souffleur annulaire.
La dépense de vapeur du souffleur varie suivant la dimension des orifices et l'ouverture du robinet. Avec une pression de 10 kg par cm² dans la chaudière, on peut estimer qu'un souffleur, à 10 trous de 2 mm de diamètre, dépense environ 130 kg de vapeur en une heure, quand le robinet est complètement ouvert.
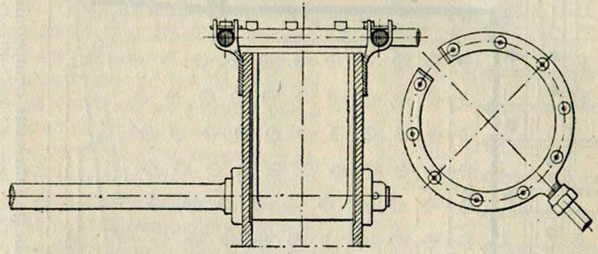
Fig. 60. - Souffleur annulaire.
Pour activer la production d'une locomotive, on ajoute quelquefois l'action du souffleur à celle de l'échappement. C'est une manœuvre fâcheuse parce qu'elle augmente la dépense de vapeur. En se servant avec soin d'un échappement variable, on peut toujours éviter cet emploi anormal du souffleur, du moins si l'échappement est bien disposé. L'amélioration de l'échappement s'impose sur les locomotives pour lesquelles l'action supplémentaire du souffleur serait souvent nécessaire.
La construction de la boîte à feu se lie à celle du foyer, qu'elle renferme : les principales dispositions en ont été indiquées au paragraphe 23. Une seule tôle peut former les parois latérales et la face supérieure, ou bien on emploie trois tôles rivées ensemble. La face d'arrière est une tôle emboutie, c'est-à-dire à bords rabattus, sur laquelle se rivent les parois latérales et supérieures (fig. 61). Toute la partie inférieure de la plaque d'arrière est entretoisée avec le foyer ; la partie plane supérieure de cette plaque est raidie par des armatures et, en outre, consolidée par des tirants, qui se rattachent au corps cylindrique.
A l'avant, une autre plaque emboutie se rive sur la partie inférieure de la dernière virole du corps cylindrique ; à la partie supérieure, si la boîte à feu forme un berceau demi-cylindrique, ce berceau est rivé directement sur la virole ; sinon une autre plaque emboutie est nécessaire pour le raccordement. Les deux parties embouties d'avant peuvent former une pièce unique.
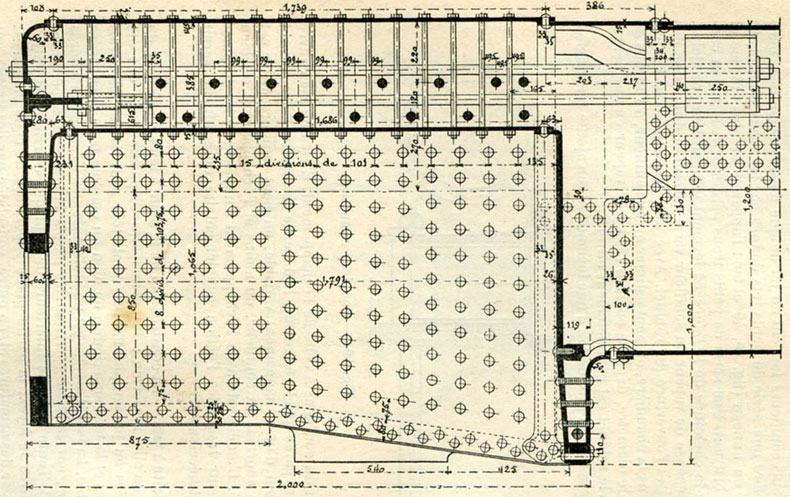
Fig. 61. - Boite à feu de locomotive belge (anciennement compagnie du Grand Central, actuellement Etat Belge) ; coupe longitudinale.
Le corps cylindrique est formé de deux ou de plusieurs viroles en tôle. Ces viroles sont assemblées à l'aide de rivures à recouvrement (fig. 62), ou à couvre-joints, simples ou doubles. Les couvre-joints s'appliquent à la rivure longitudinale de chaque virole, et à l'assemblage de deux viroles entre elles (fig. 63). Certains couvre-joints longitudinaux ont des largeurs inégales (fig. 64) ; le couvre-joint extérieur, plus étroit, est fixé de chaque côté par une seule rangée de rivets rapprochés ; les secondes rangées de rivets, plus écartés, prennent seulement le couvre-joint intérieur et la tôle de la virole. La virole ne se trouve pas trop affaiblie par les trous rapprochés des premières rangées, puisqu'une rupture de la tôle de virole suivant ces trous ne suffirait pas à détruire l'assemblage ; en outre, une fissure résultant d'un mauvais mattage le long du couvre-joint extérieur est moins dangereuse.
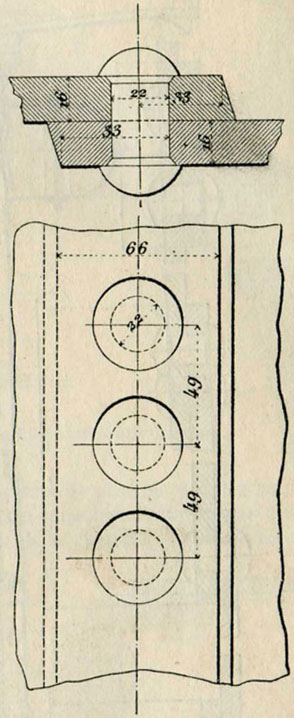
Fig. 62. - Rivure à recouvrement, avec simple rang de rivets. (Nota : une des cotes 33 est mal placée sur cette figure.)
La boîte à fumée se compose d'une virole qui prolonge celles du corps cylindrique, ou bien elle a un plus grand diamètre : la plaque tubulaire est alors rivée sur une cornière circulaire, qui entoure la première virole du corps cylindrique ; les bords en sont rabattus et reçoivent la virole de boîte à fumée (fig. 65).
La chaudière repose sur le châssis par la boîte à fumée et la boîte à feu, souvent aussi en des points intermédiaires. La boîte à fumée est solidement boulonnée au châssis, ou aux cylindres quand ils sont intérieurs ; les écrous placés dans l'intérieur de la boîte à fumée, étant en bronze et à chapeau, ne se brûlent pas et protègent les boulons.
Quand on allume le feu, la chaudière se dilate ou s'allonge en s'échauffant : la dilatation du fer et de l'acier est d'environ 1 mm par mètre quand on en élève la température de 100°.
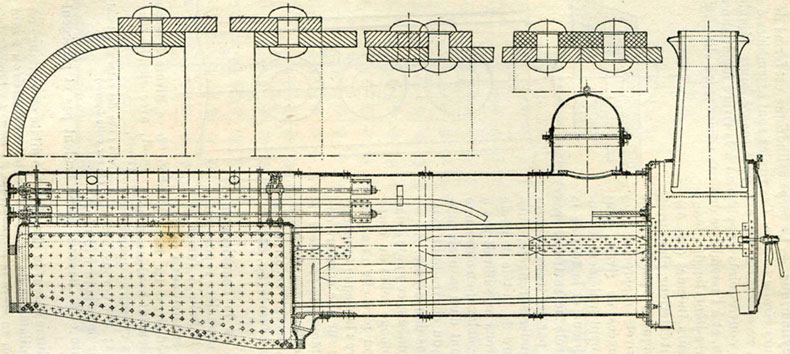
Fig. 63. - Chaudière de locomotive à trois essieux couplés de l'Etat Belge, avec foyer Belpaire et large cheminée à section rectangulaire. Coupe longitudinale et détails des rivures, à couvre-joints circulaires et longitudinaux sur le corps cylindrique.
La température de toutes les parties d'une chaudière n'est pas la même, mais on peut compter en moyenne sur une variation de 150° ou un peu plus entre la chaudière froide et en feu. Si elle est longue de 6 m, elle se dilatera alors de 6 x 1,5 ou 9 mm. Il faut que la boîte à feu puisse glisser sur le châssis : aussi n'y est-elle pas liée par des boulons, mais elle pose sur ses supports. On consolide l'attache par des agrafes, qui s'opposent à la séparation de la chaudière et du châssis lors des trépidations en marche, et quand on soulève la machine par le cadre du foyer.
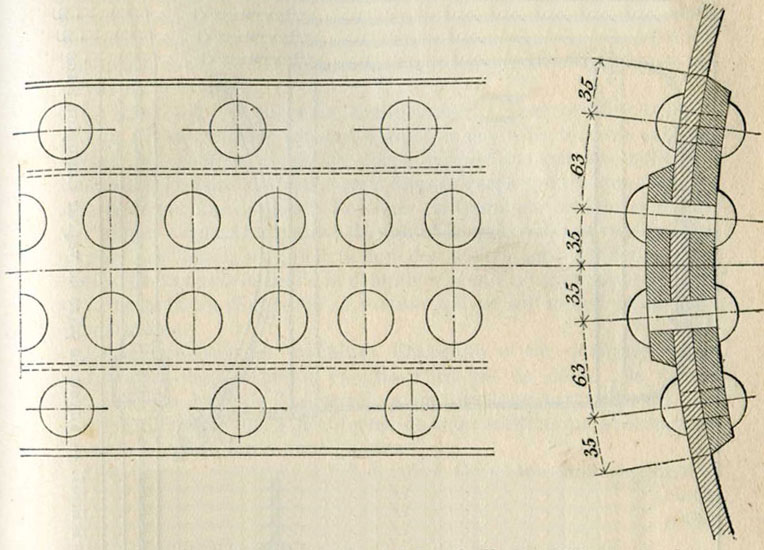
Fig. 64. - Rivure longitudinale à deux couvre-joints inégaux.
Il faut que ce glissement de la chaudière sur le châssis se produise toujours librement, de manière à éviter des tiraillements ou des ruptures dans l'une ou l'autre partie de la machine.
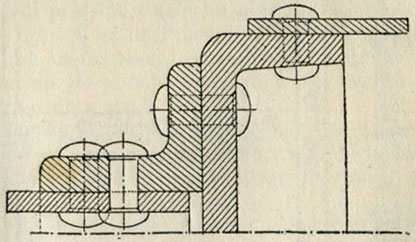
Fig. 65. - Rivure de boîte à fumée renflée de la chaudière représentée ligure 63.
La plupart des chaudières de locomotives sont munies d'un dôme (fig. 66), en haut duquel on prend la vapeur, le plus loin possible de la surface de l'eau. On évite ou on réduit ainsi l'effet des projections de gouttelettes d'eau, qui peuvent se produire au-dessus de cette surface, et la vapeur est prise plus sèche.
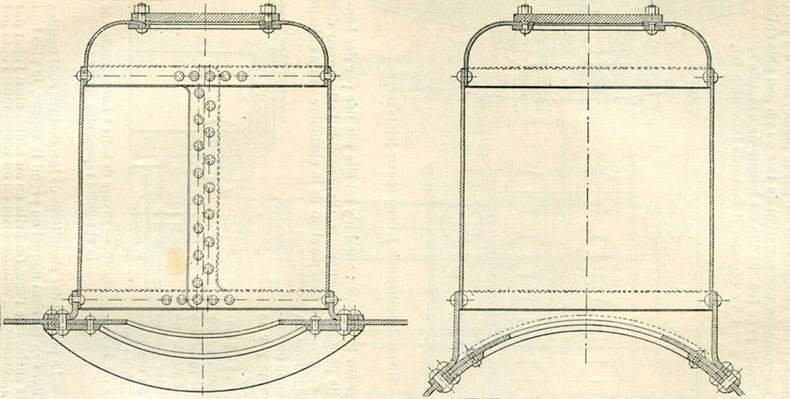
Fig. 66. - Dôme.

Fig. 67. - Tuyau de prise de vapeur Crampton ; vue en plan
Quant à l'effet du volume plus ou moins grand du dôme, formant réservoir de vapeur, il paraît bien faible ; il convient donc de construire de petits dômes, qui affaiblissent moins la chaudière que les grands et ne gênent pas la vue du personnel.
Le dôme est une pièce de chaudronnerie d'une certaine complication : il se compose souvent d'une tôle envirolée et rivée sur elle-même, ou soudée, reliée au corps cylindrique par une collerette emboutie. Le bord du trou ouvert dans le corps cylindrique doit être consolidé par une doublure. Le dôme est fermé par un fond embouti, sur lequel s'ajuste un plateau démontable, qui porte souvent les soupapes. Les détails de construction des dômes sont d'ailleurs assez variés. Un tuyau intérieur à la chaudière prend la vapeur dans le dôme et la conduit au régulateur, à moins qu'il ne soit monté en haut du dôme même.
Les chaudières des machines Crampton et de quelques autres construites vers la même époque n'ont pas de dôme : la vapeur est prise en haut de la chaudière par un long tuyau, fendu à sa partie supérieure (fig. 67), et formé de deux sections qui s'assemblent dans la boîte en fonte du régulateur.
Des tuyaux analogues à cet appareil Crampton sont quelquefois montés à l'intérieur des chaudières pour amener la vapeur au dôme et en séparer l'eau entraînée ; en général, cette tuyauterie n'a qu'un intérêt secondaire.
Le manomètre, monté sur les chaudières, indique la pression effective que la vapeur exerce sur chaque centimètre carré, c'est-à-dire la pression totale ou absolue, diminuée de la pression de l'atmosphère. C'est un tube creux courbé et élastique, se déformant plus ou moins sous la pression qui s'exerce à l'intérieur. L'extrémité mobile de ce tube commande une aiguille, qui se déplace le long d'un cadran gradué (fig. 68).
La vapeur de la chaudière ne pénètre pas dans le tube du manomètre, dont la chaleur pourrait fausser les indications, mais le tuyau de communication avec la chaudière se remplit d'eau qui transmet la pression.
Quand la chaudière est froide, l'aiguille du manomètre indique le zéro, ce qui veut dire que la pression à l'intérieur de la chaudière ne dépasse pas la pression de l'atmosphère à l'extérieur. S'il règne alors dans la chaudière une pression égale à celle de l'atmosphère, bien qu'elle ne contienne pas de vapeur, c'est parce que l'air y pénètre pendant le refroidissement, quand la vapeur se condense : l'air peut entrer en soulevant le tiroir du régulateur. Pendant le refroidissement d'un récipient de vapeur bien clos, où l'air ne pourrait pas s'insinuer, le vide se ferait (comme avec une pompe à air) par suite de la condensation de la vapeur ; la pression atmosphérique extérieure risquerait alors d'aplatir le récipient, qui peut être capable de résister seulement à la pression intérieure de la vapeur, mais non à une pression extérieure.
Suivant la prescription de l'article 7 du décret du 30 avril 1880, relatif aux appareils à vapeur, une marque très apparente indique, sur l’échelle du manomètre, la limite que la pression effective ne doit point dépasser.
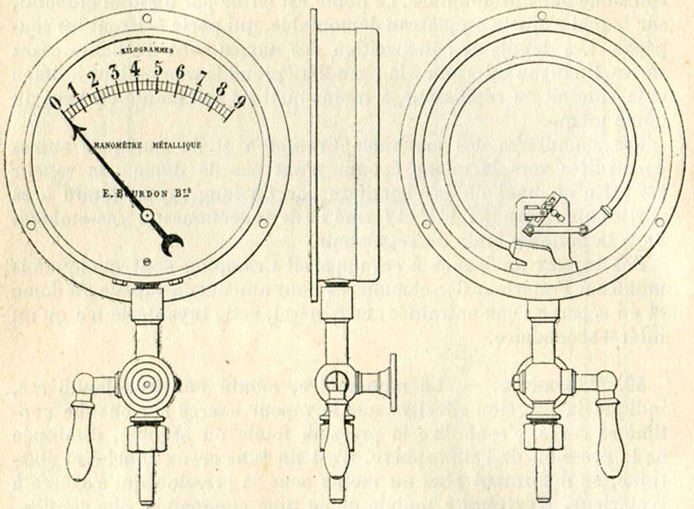
Fig. 68. - Manomètre Bourdon à tube métallique.
Les manomètres se dérèglent avec le temps : on les vérifie en montant sur la chaudière un manomètre étalon construit avec soin et toujours en bon état. Le mécanicien voit d'ailleurs si l'aiguille du manomètre marque bien la pression supérieure limite, au moment où les soupapes se lèvent, ce qui doit avoir lieu quand manomètre et soupapes sont en bon ordre. On doit signaler, pour le faire réparer, tout manomètre dont l'aiguille donne, à ce moment, une indication erronée d'un quart de kilogramme en plus ou en moins.
Il peut arriver que l'aiguille du manomètre ne retombe pas exactement au zéro quand toute pression effective cesse dans la chaudière ; cela n'a pas une grande importance, si l'indication de l'aiguille est juste à la pression supérieure.
La pression effective de la vapeur dans la chaudière, en kilogrammes par centimètre carré, ne doit pas dépasser le nombre inscrit sur le timbre (voir §52). Les soupapes de sûreté sont disposées pour se lever dès que la pression atteint celte limite. La soupape pose sur un siège étroit, contre lequel elle doit ètre bien rodée, afin de ne pas laisser inutilement fuir la vapeur ; on calcule, en kilogrammes, la charge qu'elle doit porter, en multipliant le timbre par le nombre de centimètres carrés contenus dans la surface de l'ouverture fermée par la soupape ; ce produit donne bien la force qui tend à soulever la soupape, quand la vapeur atteint sa tension limite. Ce serait 783 kg pour une soupape de 100 mm de diamètre et un timbre de 10.
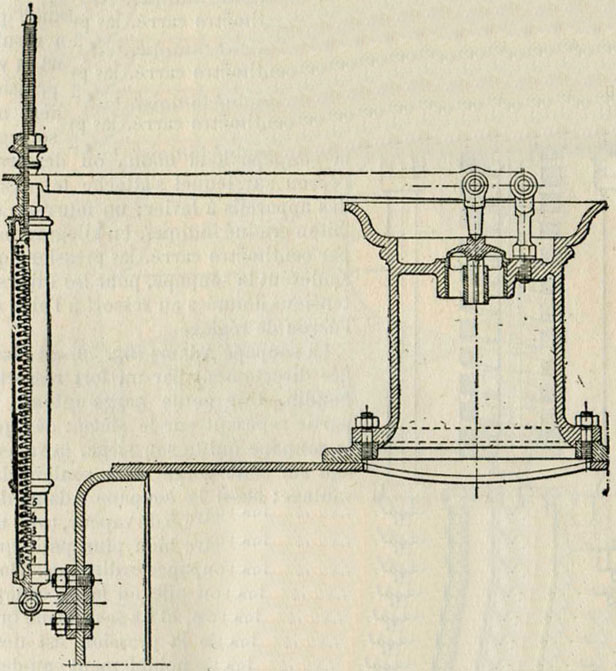
Fig. 69. - Soupape à levier et à ressort, ou balance de locomotive.
Afin d'éviter l'application de lourdes masses sur les soupapes, on les charge fréquemment par l'intermédiaire d'un levier, articulé sur un support fixe : on appelle bras du levier les distances de cette articulation au point qui porte le poids et à celui qui appuie sur la soupape. Si le grand bras est dix fois plus long que le petit bras, appuyant sur la soupape, le poids à suspendre sera le dixième de la charge, calculée comme il est dit plus haut (en négligeant le poids du levier).
Sur les locomotives, le poids fonctionne mal, parce qu'il danse constamment en marche : aussi le remplace-t-on par un ressort à boudin, agissant à 1'extrémité du levier (fig. 69). Cet appareil est souvent désigné par le nom de balance, qui ne convient guère.
On préfère souvent la charge directe par ressort à la charge par levier : le montage de la soupape est un peu plus aisé, et il est moins facile d'en modifier le réglage, qui doit être fait à l'atelier seulement. Dans le montage Webb, les deux soupapes sont disposées à la partie supérieure de deux colonnettes, entre lesquelles se place un ressort unique, qui les charge toutes deux, par l'intermédiaire d'une traverse prolongée vers l'arrière ; ce prolongement permet de les faire jouer à volonté.
Le fonctionnement de la soupape ordinaire n'est pas tout à fait satisfaisant : si elle est bien réglée, elle se lève dès que la pression de la vapeur atteint la valeur du timbre, mais elle ne se lève que fort peu ; dès que la vapeur s'échappe par la fente très étroite qu'ouvre la soupape, la pression qui la soulève ne reste plus aussi grande que lorsqu'elle était fermée : il en résulte que l'ouverture par laquelle sort la vapeur est insuffisante, et la pression peut s'élever dans la chaudière au-dessus du timbre. Il faut alors soulager la soupape à la main, ou desserrer l'écrou sur lequel s'attache le ressort des appareils à levier ; un fourreau en laiton gradué indique, en kilogrammes par centimètre carré, les pressions qui soulèvent la soupape, pour les diverses tensions données au ressort à l'aide de l'écrou de réglage.
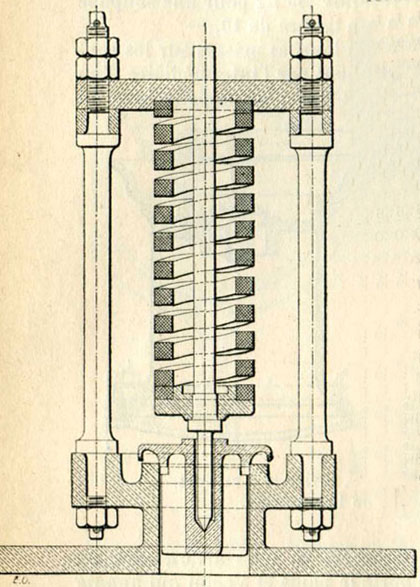
Fig. 70. - Soupape Adams, à gorge et à charge directe, pour locomotive.
La soupape Adams (fig. 70) est chargée directement par un fort ressort à boudin. Une petite gorge entoure la partie reposant sur le siège : dès que la soupape quitte son siège, la vapeur agit sur cette gorge et la soulève davantage ; aussi la soupape Adams débite-t-elle beaucoup de vapeur, avec un diamètre bien plus petit que les soupapes ordinaires. Mais souvent elle en laisse échapper trop, et ne se referme que lorsque la pression est descendue notablement au-dessous du timbre. Dès que le manomètre baisse de plus d'un demi-kilogramme avant la fermeture d'une soupape Adams, il convient de la faire rectifier dans les ateliers ; cette chute de pression ne doit pas dépasser un quart de kilogramme pour les soupapes neuves ou réparées.
La soupape à disque (fig. 71) est chargée par l'intermédiaire d'un levier. Dès que la vapeur soulève cette soupape, la pression baisse dans l'espace compris entre la soupape et le disque inférieur : la pression dans la chaudière, qui s'exerce sans réduction sous ce disque, augmente la levée. Avec une vaporisation très active, la pression ne dépasse guère le timbre augmenté de 0,5, et la fermeture se fait sans trop de retard.
Le disque supplémentaire de la soupape Lethuillier-Pinel (fig. 72) est extérieur et placé à petite distance d'un rebord du siège ; des ailettes guident la soupape et le disque.
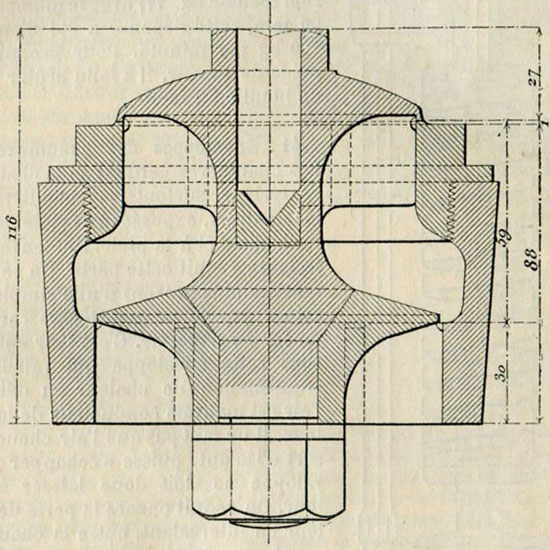
Fig. 71. - Soupape à disque des chemins de fer de Paris à Lyon et à la Méditerranée.
Les soupapes de sûreté d'une chaudière doivent toujours être en excellent état, bien rodées sur leur siège, et jouer librement, sans qu'aucun frottement vienne les gêner : caler les soupapes ou seulement en gêner le fonctionnement est une faute des plus graves, et sans excuse. Avec les pressions élevées en usage aujourd'hui, on ne voit guère ce qu'on peut gagner à surcharger les soupapes ; quand on veut forcer la machine, ce n'est pas l'excès de vaporisation, mais bien le manque de pression qui gêne. En calant les soupapes, on suivrait sans motif une ancienne tradition, qui date de l'époque où les pressions trop faibles, adoptées pour les chaudières, devaient être relevées, à tout prix, si l’on voulait obtenir des machines un effort suffisant.
Les mécaniciens et chauffeurs soigneux évitent de perdre trop souvent la vapeur par les soupapes, en réglant bien le feu, en alimentant abondamment la chaudière au moment où la pression approche trop de sa valeur limite, enfin en réchauffant l'eau du tender.
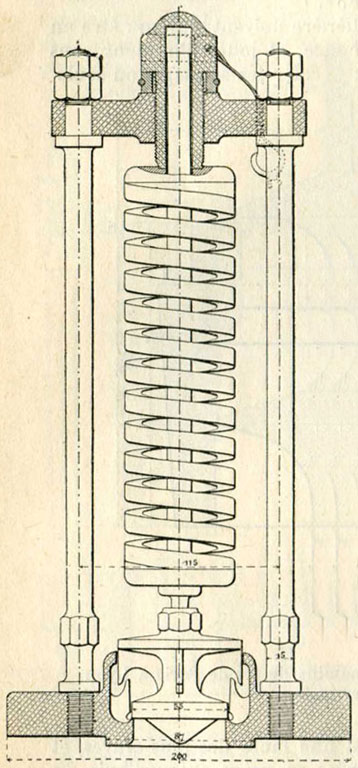
Fig. 72. - Soupape Lethuillier-Pinel des locomotives des chemins de fer de l'Ouest. (D'après M. Demoulin.)
La quantité de vapeur débitée par une soupape de locomotive ouverte en grand est en effet considérable, puisqu'elle doit donner issue à toute la vapeur produite : dans des expériences exécutées sur la soupape représentée fig. 71, avec le diamètre de 90 mm, cette dépense a été d'environ 100 kg par minute. Pour produire ce poids de vapeur, il a fallu brûler 12 kg de houille au moins.
Les chaudières perdent de la chaleur à l'extérieur, surtout les chaudières de locomotives, exposées à de violents courants d'air et à la pluie. Une enveloppe isolante réduit cette perte. On se contente le plus souvent d'une simple tôle mince, portée sur une légère carcasse en fer ou crinoline. C'est l'air enfermé sous cette enveloppe qui ralentit la transmission de chaleur au dehors : l'air est mauvais conducteur de la chaleur. Il ne faut pas que l'air chaud, qui sert d'isolant, puisse s'échapper ; l'enveloppe ne doit donc laisser aucun jour. On réduit encore la perte de chaleur en intercalant, entre la chaudière et son enveloppe, des substances peu conductrices, telles que bois, feutre, liège, scories filées. Les premières de ces substances risquent de se carboniser sur la boîte à feu.
Quelques expériences, faites en Russie, sur une locomotive de dimension moyenne, ont montré que la simple enveloppe de tôle réduisait à moitié la quantité de chaleur perdue par une chaudière sans enveloppe, tandis qu'avec un bon isolant la perte n'était que du tiers. La chaleur perdue, avec l'enveloppe simple de tôle, correspondait, par vingt-quatre heures, à la combustion de 150 kg de bouille en moyenne. Ces expériences ont été faites à petite vitesse : la perte est notablement plus forte à grande vitesse ; elle est encore augmentée par la pluie et par les grands froids.
Le sifflet est une cloche en bronze qui vibre quand une nappe de vapeur en frappe le bord ; les vibrations, au nombre de plusieurs centaines ou de plusieurs milliers par seconde, se communiquent à l'air. La note donnée par le sifflet est d'autant plus aiguë que le nombre des vibrations est plus grand ; les sifflets aigus sont plus désagréables, sans qu'ils s'entendent plus loin que les autres. Il est regrettable que tant de sifflets de locomotive laissent à désirer sous ce rapport. En Amérique, les sifflets ont une note grave ; on se sert en outre d'une cloche, qu'on fait tinter dans les gares, à la traversée des villes, et à l'approche des passages à niveau. Un bon mouvement de sifflet donne une ouverture et une fermeture franches, sans tremblements.
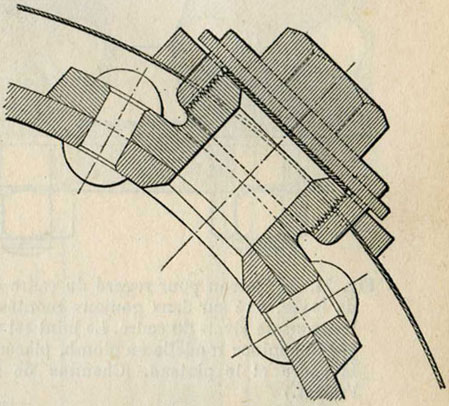
Fig. 73. - Regard de lavage monté sur l'arrondi de la boîte à feu. Le bouchon, en bronze, se visse sur une pièce en fer, rivée sur la tôle de chaudière, et filetée extérieurement ; une rondelle en cuivre, épaisse de 2 mm, assure l’étanchéité du joint entre les deux pièces. Le bouchon porte une embase qui appuie sur une rondelle fixée à l'enveloppe de la chaudière. (Locomotives des chemins de fer de l'Ouest.)
Le robinet de vidange, placé à la partie inférieure de la boîte à feu, porte un pas de vis pour recevoir les tuyaux qui servent à l'écoulement de l'eau et au remplissage.
Il est commode de trouver sur les locomotives une prise de vapeur, avec un raccord bien calibré, pouvant recevoir un tuyau flexible : cette prise fournit de la vapeur pour le ramonage des tubes, pour la commande d'un pulsomètre ou d'un éjecteur servant à l'élévation de l'eau, pour le réchauffage de l'eau dans des bouillottes ou dans la chaudière d'une autre locomotive.
Plusieurs orifices sont nécessaires pour le lavage et le nettoyage de la chaudière. Les plus petits sont fermés par des bouchons filetés. Pour que les tringles de nettoyage n'usent pas les filets de vis, on peut placer l'ouverture dans un siège rivé ou vissé, portant un filetage extérieur, sur lequel se visse un chapeau (fig. 73). D'autres ouvertures se ferment à l'aide de tampons autoclaves ou de plateaux extérieurs (fig. 74).
Deux appareils distincts font connaître le niveau de l'eau dans la chaudière. L'un est le tube en verre, qui laisse voir l'eau même, tube prescrit en France par l'art. 11 du décret du 30 avril 1880. C'est un instrument commode, mais certaines précautions sont nécessaires pour que les indications n'en soient pas trompeuses. Il faut d'abord que les tubulures, qui le font communiquer avec la chaudière, ne se bouchent pas ; quand la machine est en lavage, on y passe une raclette ; en marche, on doit ouvrir le robinet de purge au moins une fois toutes les heures. A défaut de ces précautions, le tube peut rester plein d'eau quand la chaudière se vide.
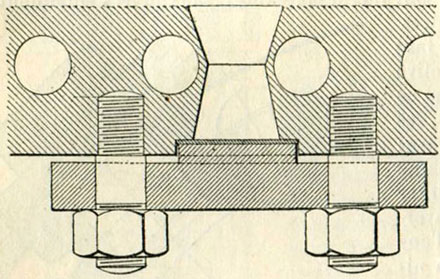
Fig. 74. - Plateau pour regard du cadre de bas de foyer, fixé sur deux goujons montés entre les trous de rivets du cadre. Le joint est assuré par une mince rondelle en plomb, placée entre le cadre et le plateau. (Chemins de fer de l'Ouest.)
Le joint étanche du tube en verre dans les tubulures en bronze est assuré au moyen d'une bague en caoutchouc serrée par un presse-garniture (fig. 75). Quelquefois le caoutchouc pénètre en dessous du verre, qui risque alors d'être bouché (fig. 75 bis) : on évite cet accident en plaçant contre la bague en caoutchouc, en dessus et en dessous, une petite tresse en chanvre, à moins que la monture ne soit construite de manière à éloigner suffisamment le caoutchouc de l'extrémité du tube (fig. 75).
Il importe que les robinets du tube de niveau se manœuvrent toujours facilement, pour qu'on puisse les fermer immédiatement si le tube se rompt. Cette manœuvre est aisée et sans danger lorsque la poignée est montée à quelque distance du robinet ; on peut aussi conjuguer les deux robinets de manière qu'ils se ferment ensemble (fig. 76). Ces robinets ne doivent pas fuir. Des robinets qui pleurent ou qu'on ne peut faire tourner font aussitôt juger que le personnel des machines et des dépôts manque de soin. On doit avoir sur chaque locomotive deux ou trois tubes de rechange, coupés à la longueur convenable.
M. Olivier, mécanicien aux chemins de fer de l'Ouest, a imaginé un montage qui facilite beaucoup le remplacement d'un tube : le tube de verre est simplement serré à ses deux extrémités (fig. 77) par l'effet d'un ressort et de la pression de la vapeur : le ressort agit sur une pièce métallique TT, qui passe à travers une garniture. Pour mettre en place un tube, il suffit d'abaisser cette pièce à l'aide d'un petit levier. Les extrémités du tube en verre sont coniques, ce qui en complique la préparation ; il semble qu'on pourrait remplacer ces portées coniques par des faces planes. Ce système ingénieux n'a malheureusement pas fonctionné aussi bien qu'on pouvait l'espérer.
Fig. 73. - Garniture disposée pour éviter l'obstruction du tube. (D'après M. Walckenaer.)
Fig. 75 bis. - Tube en verre bouché par la bague en caoutchouc de la garniture. (D'après M. Walckenaer.)
La fermeture de certains niveaux est automatique, pour boucher les issues de l'eau et de la vapeur quand le tube se brise. Ces appareils doivent être étudiés et entretenus avec soin, sinon ils risquent de se fermer à tort, surtout au moment des purges : l'indication du tube est alors faussée. La fermeture automatique est produite par de petites billes ou par des soupapes coniques (système Serveau, fig. 78).
Fig. 76. - Commande des robinets du tube de niveau des locomotives du chemin de fer de Paris à Lyon et à la Méditerranée. Cette figure montre le regard qui permet de voir la plaque tabulaire au-dessus de la voûte du foyer.
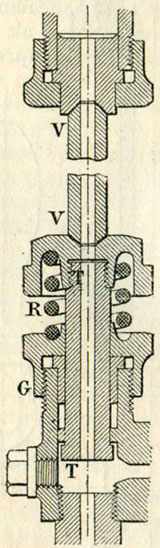
Fig. 77. Niveau Olivier.
VV, tube en verre à extrémités coniques ; TT, pièce en bronze, passant à travers la garniture G, et soulevée par le ressort R.
Le second appareil de niveau se compose de robinets de jauge. On ne doit pas attendre, pour s'en servir, que le tube de verre soit cassé, mais il faut les faire jouer au moins une ou deux fois par jour : on s'assure ainsi qu'ils sont en bon état, et on contrôle l'indication du tube de verre. On remplace quelquefois ces robinets par un second tube en verre ; les indications des deux tubes se vérifient réciproquement.
Pour atténuer les effets désastreux d'un manque d'eau, le ciel du foyer porte deux bouchons fusibles (fig. 79), dont le plomb fond quand il n'est plus refroidi par l'eau. La vapeur éteint alors le feu et la machine ne peut continuer sa marche. Il faut construire avec soin ces bouchons, et on ne doit pas les laisser s'entartrer ; car le plomb pourrait se détacher ou fondre sans que l'eau ait manqué.
La limite inférieure du niveau de l'eau, marquée sur la chaudière, doit être à 10 cm au-dessus du foyer ; le décret du 30 avril 1880 n'exige que 6 cm. Les mécaniciens feront bien de profiter d'un lavage de la chaudière pour vérifier, par une des ouvertures de la boîte à feu, si la plaque indicatrice est bien montée sur leur machine.
Pour introduire l'eau dans la chaudière, de manière à en maintenir convenablement le niveau, c'est-à-dire pour alimenter la chaudière, on se sert soit de pompes, soit d'injecteurs.
Les pompes, qui, avant l'invention de Giffard en 1862, étaient seules employées, ont cédé la place, sur presque toutes les locomotives, aux injecteurs, plus simples, moins sujets aux avaries, et permettant d'alimenter pendant les stationnements. On a quelquefois conservé la pompe pour alimenter avec de l'eau fortement réchauffée par la vapeur d'échappement.
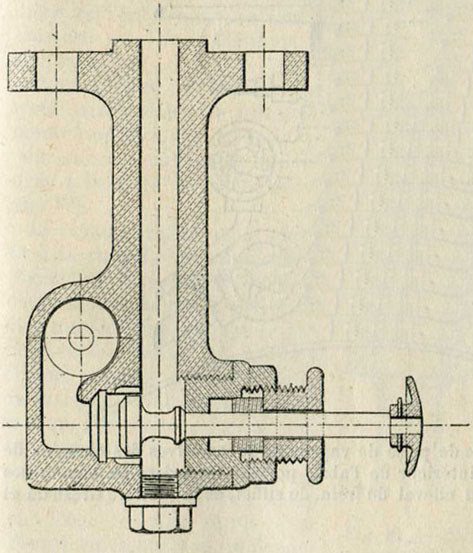
Fig. 78. - Niveau d'eau à fermeture automatique, système Serveau ; coupe horizontale de la tubulure intérieure. La tige sortant à l'extérieur permet de rouvrir la soupape, après remplacement d'un tube.
Fig. 79. - Bouchon fusible.
L'alimentation peut être continue ou discontinue : si la machine fait un long parcours en palier ou sur une rampe uniforme, la dépense de vapeur est régulière, et le mieux est de maintenir toujours l'eau au même niveau par une alimentation constante ; mais parfois le débit des injecteurs ne peut être réglé de manière à la réaliser : si ce débit est supérieur à la dépense de vapeur, l'injecteur ne peut fonctionner que par intermittences.
Sur les profils très variables, au contraire, l'alimentation discontinue est commode. La chaleur fournie par le combustible doit d'abord échauffer l'eau jusqu'à la température de la vapeur, puis ensuite la vaporiser : l'eau étant prise à 15° et la pression étant de 10 kg par cm², on a vu que plus du quart de la chaleur échauffe l'eau (jusqu'à 183°) et moins des trois quarts la vaporisent. Quand on arrête l'alimentation, il n'entre plus d'eau froide dans la chaudière ; toute la chaleur qui y pénètre sert alors à transformer l'eau chaude en vapeur : la quantité de vapeur produite peut être ainsi augmentée, sans que la pression tombe. Mais le niveau de l'eau s'abaisse, et il ne faut pas un temps bien long pour qu'il arrive à sa limite inférieure.
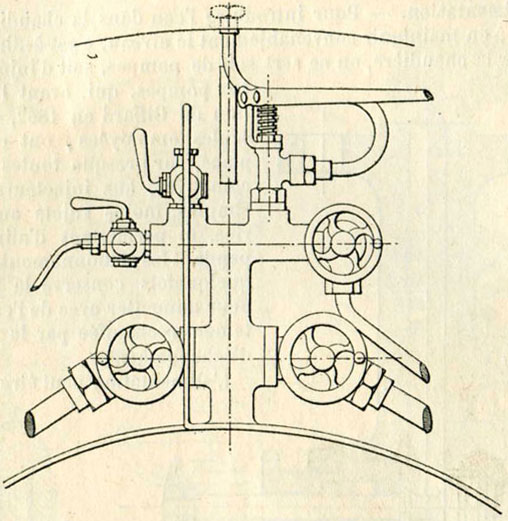
Fig. 80. - Colonnette de prise de vapeur de locomotives des chemins de fer de l'Ouest, à l'intérieur de l'abri, portant les prises de vapeur des injecteurs, du petit cheval du frein, du sifflet, de la sablière Gresham et manomètre.
La suppression de l'alimentation offre toutefois une ressource précieuse pour franchir de courtes rampes. Une abondante alimentation doit suivre, pour réparer les pertes de la chaudière : elle se fera facilement si à la rampe succède une pente sur laquelle on peut fermer le régulateur ou ne dépenser que peu de vapeur.
Pour obtenir toutes les ressources que donne l'alimentation discontinue, un mécanicien doit bien connaître le parcours de la ligne qu'il suit : il est d'ailleurs souvent difficile, sans abaisser la pression, de relever le niveau de l'eau si on l'a trop laissé tomber. En outre, l’abaissement excessif du niveau de l'eau, en montant les rampes, est dangereux, par suite du mouvement de bascule fait par la locomotive en passant de la rampe à une pente ou même à un palier.
Les appareils d'alimentation exigent des tuyaux souvent longs et compliqués. La tuyauterie est distincte pour chacun des injecteurs, qui reçoit le tuyau d'arrivée d'eau, le tuyau d'amenée de vapeur et le tuyau de refoulement. A la prise de vapeur sur la chaudière est installé un robinet à boisseau ou, de préférence, à soupape.
Pour réduire le nombre des trous percés dans les tôles, on monte une série de prises de vapeur sur une colonnette unique fixée à l'arrière de la chaudière (fig. 80).
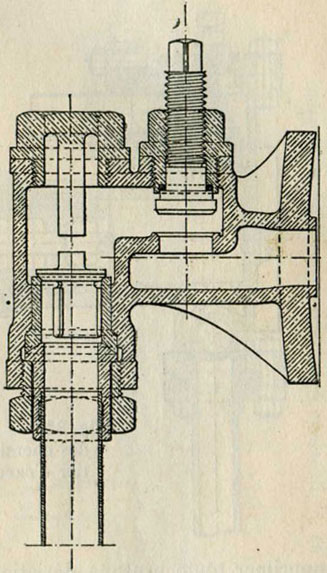
Fig. 81. - Chapelle de refoulement, avec fermeture auxiliaire par soupape à vis.
Le tuyau de refoulement aboutit à la chapelle de refoulement (fig. 81) sur la chaudière, qui doit, d'après le décret du 30 avril 1880, être munie d'une soupape se fermant d'elle-même. Un robinet ou une soupape permet d'isoler de la chaudière la soupape automatique ; la visite de cette soupape, quand la locomotive est en pression, présente quelque danger, car on risque d'être brûlé par l'eau chaude, si on s'est trompé sur la position de fermeture du robinet, ou s'il n'est pas étanche.
Les tuyauteries demandent un entretien assujettissant quand il gèle : elles doivent être revêtues de matières isolantes, et il faut avoir soin de ne jamais les laisser pleines d'eau quand elles ne servent pas. Il y a intérêt à les simplifier, par exemple en montant directement les injecteurs sur la face arrière des chaudières (§47).
Les pompes sont à piston plongeur, jouant à travers une garniture ; les soupapes d'aspiration et de refoulement sont parfois des boulets creux en bronze. Le piston est commandé par une bielle, qui s'articule sur le collier d'un des excentriques de distribution (fig. 82), ou bien est mené directement par la tige du piston.
Pour alimenter, on ouvre la prise d'eau sur le tender ; on la referme quand on veut arrêter l'alimentation. Le robinet d'épreuve, monté sur le tuyau de refoulement, permet de vérifier si la pompe refoule effectivement de l'eau : il doit lancer un jet au dehors quand il est ouvert.
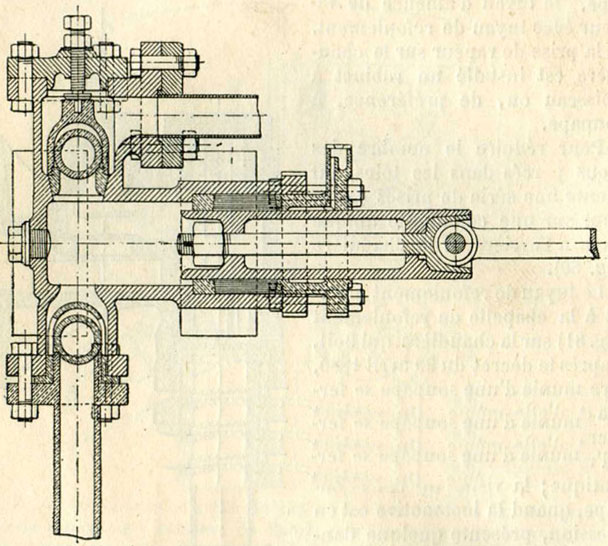
Fig. 82. - Pompe alimentaire de locomotives des chemins de fer de l'Est, menée par un collier d'excentrique.
A grande vitesse, les pompes donnent souvent des chocs violents. On cherche à éviter ces chocs en traçant les appareils de manière à supprimer toute brusque déviation de l'eau, et surtout en faisant usage de soupapes à très faible levée, qu'on multiplie de manière à obtenir une section de passage suffisante.
Quand l'eau aspirée est très chaude, les pompes fonctionnent difficilement. On en facilite la marche en perçant dans le corps de pompe un très petit trou, qui donne lieu à une fuite d'eau insignifiante pendant le refoulement.
Bien que différant d'aspect, la plupart des injecteurs comportent les mêmes organes essentiels. La tuyère laisse écouler avec nue grande vitesse un jet de vapeur venant de la chaudière, lorsque la prise de vapeur est ouverte ; il convient que cette vapeur soit bien sèche : aussi faut-il la prendre dans le dôme ou au moins dans la partie supérieure de la chaudière. La tuyère débouche dans l'axe de la chambre ou cheminée, simple ajustage conique, ou composée de plusieurs cônes convergents ; cette chambre ou cheminée reçoit l'eau par une prise spéciale ; la vapeur se condense au contact de l'eau et il se forme un jet d'eau chaude animé d'une grande vitesse, quoique bien inférieure à celle qu'aurait le jet de vapeur seule.
Ce jet d'eau chaude traverse un espace dit trop-plein, qui communique librement avec l'extérieur : le jet est donc soumis, en cet endroit, à la seule pression de l'atmosphère. C'est par le trop-plein que s'écoule l'eau ou la vapeur lors de l'amorçage de l'injecteur. En traversant le trop-plein, le jet d'eau chaude peut entraîner de l'air, qui pénètre dans la chaudière ; or la présence de l'air risque à la longue d'altérer les tôles ; aussi plusieurs injecteurs ont-ils sur le trop-plein une soupape qui se ferme du dehors au dedans ; cette soupape ne s'oppose pas à la sortie d'eau et de vapeur lors de l'amorçage, mais se referme quand une aspiration se produit, l'injecteur étant amorcé.
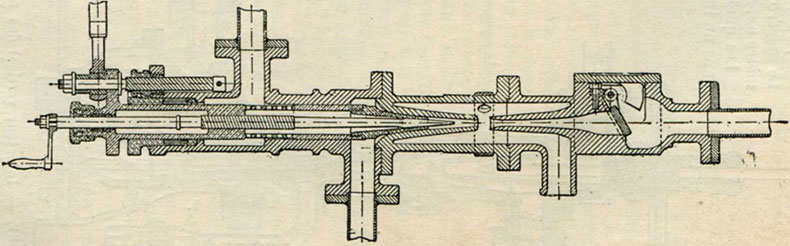
Fig. 83. - Injecteur Giffard des chemins de fer de l’Est.
Enfin le jet rapide qui traverse le trop-plein pénètre dans un conduit appelé divergent à cause de sa forme, où la vitesse se ralentit et où en même temps la pression augmente , suivant un principe de mécanique ; si la vitesse à l'entrée du divergent est assez grande et si elle se ralentit suffisamment par suite de l'élargissement du conduit, la pression croît assez pour atteindre et dépasser celle de la chaudière ; l'eau y pénètre alors, en soulevant la soupape de retenue, qui empêche la vidange de la chaudière lorsque l'appareil ne marche pas.
La dimension d'un injecteur la plus importante à connaître est le diamètre du divergent à sa section la plus étroite, auprès de son embouchure : de ce diamètre dépend, pour chaque type d'injecteur, la quantité d'eau qu'il peut refouler. Le numéro de l'injecteur est souvent ce diamètre exprimé en millimètres.
Les qualités principales qu'on recherche dans un injecteur, qualités qui, dans chaque cas, font préférer tel ou tel appareil, sont les suivantes :
Les injecteurs aspirants peuvent être montés au-dessus du niveau de l'eau dans la bâche où ils la puisent ; les injecteurs non aspirants doivent recevoir l'eau en charge, ce qui oblige à les placer en dessous du tablier de la locomotive.
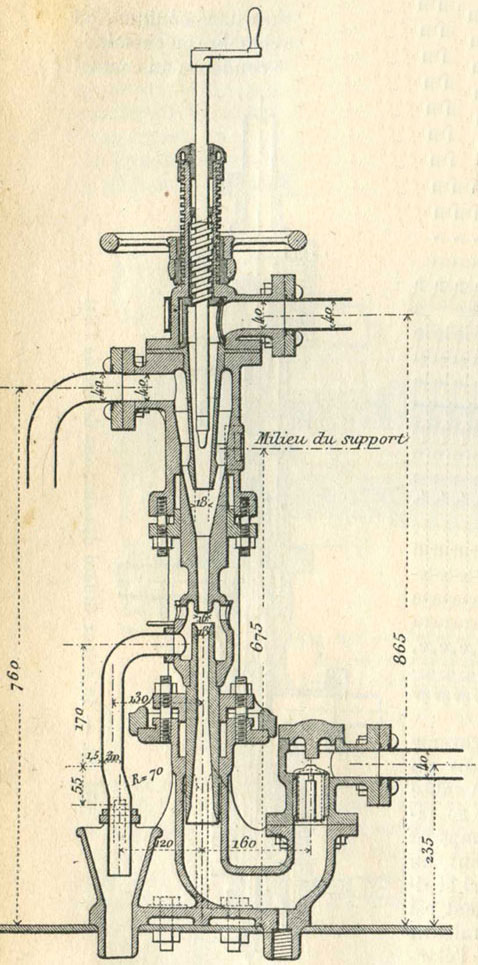
Fig. 84. - Injecteur vertical des anciennes locomotives des chemins de fer de Paris à Lyon et à la Méditerranée, dérivé du type Giffard.
On trouve encore en service l'injecteur Giffard, à peu près tel qu'il est sorti des mains du célèbre inventeur (fig. 83) : l'aiguille, manœuvrée par une petite manivelle, ferme ou ouvre plus ou moins la tuyère par laquelle s'échappe la vapeur prise à la chaudière. Il faut fermer cette aiguille avec douceur, car, poussée fortement, elle peut faire éclater la tuyère dans laquelle elle se coince. Le petit jet de vapeur, que laisse passer la tuyère entrouverte, entraîne l'air lors de la mise en marche, et appelle l'eau par suite de la diminution de la pression dans le tuyau d'aspiration.
La tuyère avec l'aiguille peut glisser dans le corps de l'injecteur, sous l'action de la vis commandée par une grande poignée ; on ouvre ainsi plus ou moins le passage de l'eau. Il ne faut pas que la vapeur puisse fuir à l'extérieur de la tuyère et pénétrer par là dans la chambre ou cheminée : une garniture s'oppose à cette fuite. La nécessité de cette garniture intérieure est le principal défaut de l'injecteur Giffard ; dans les types de Turck, et des chemins de fer de Lyon (fig. 84), la pièce qui porte la tuyère et le divergent est mobile entre deux garnitures, qu'on resserre de l'extérieur. Le trop-plein s'ouvre librement au dehors. Un clapet ou une soupape ferme l'extrémité du divergent, du côté du refoulement à la chaudière.
Pour faire fonctionner l'injecteur Giffard, on règle le passage de l'eau, à l'aide de la grande poignée, en réduisant l'ouverture d'autant plus que la pression dans la chaudière est plus forte. On manœuvre l'aiguille de manière à ouvrir d'abord un étroit passage à la vapeur pour aspirer l'eau, puis on augmente l'ouverture.
Un injecteur Giffard, avec divergent de 9 mm de diamètre à l'endroit le plus étroit, peut refouler dans une chaudière, dont la pression est de 10 kg par cm², 60 à 120 litres d'eau prise au tender par minute. Ces nombres deviennent 80 à 130 pour la pression de 13 kg par cm², et 40 à 100 pour celle de 7 kg par cm².
Dans l'injecteur Sellers (fig. 85), la vapeur non seulement sort par la tuyère, mais forme en outre une petite nappe autour de cette tuyère. La soupape, commandée par un levier, commence par donner passage seulement à cette nappe auxiliaire de vapeur, à cause du téton qui s'engage dans la tuyère : elle produit alors l'aspiration de l'air, puis de l'eau, à la mise en train. L'entrée de l'eau est réglée par une soupape à vis. La chambre, où se mêlent l'eau et la vapeur, est un long cône percé d'une série d'ouvertures en communication avec le trop-plein. Une soupape, s'appliquant de l'extérieur vers l'intérieur, s'oppose à l'aspiration de l'air, et peut être fermée quand on se sert de la prise de vapeur pour réchauffer l'eau du tender. Une soupape, au bout du divergent, empêche tout retour d'eau de la chaudière. Un injecteur Sellers débite un peu plus d'eau qu'un injecteur Giffard à divergent de même diamètre (70 à 140 litres, sous la pression de 10 kg, au lieu de 60 à 120). Il fonctionne encore avec de l'eau à la température de 50°. La manœuvre en est très facile, mais l'appareil doit être très bien construit et bien entretenu. Il faut notamment que la fente annulaire, qui donne la nappe auxiliaire de vapeur autour de la tuyère, ne soit pas trop large.
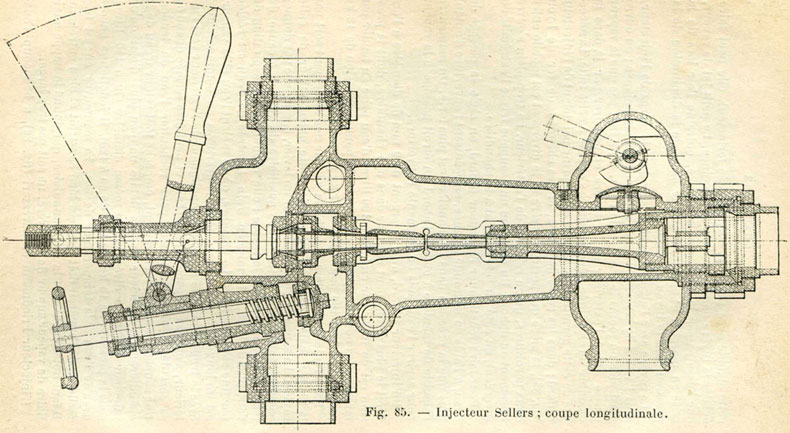
Fig. 85. - Injecteur Sellers ; coupe longitudinale.
Fig. 86. - Injecteur Friedmann et Lavezzari ; type aspirant horizontal.
Fig. 87. - Injecteur Friedmann n° 9, non aspirant.
L'injecteur Friedmann et Lavezzari (fig. 86), a beaucoup d'analogie avec le précédent. Cet injecteur est aussi disposé pour se placer verticalement, contre la face arrière des chaudières ; alors un tuyau intérieur prend la vapeur sèche dans le dôme ; un autre tuyau porte l'eau refoulée vers le milieu du corps cylindrique. Ce tuyau de refoulement est d'ordinaire recourbé de manière à toujours plonger dans l'eau ; mais on ne voit pas d'inconvénient à le maintenir horizontal sur toute sa longueur et à le faire déboucher dans la vapeur. Cette alimentation dans la vapeur, qu'on craignait autrefois, ne paraît pas nuisible ; au contraire, elle offre certains avantages : l'eau arrive moins froide sur les tôles du fond de la chaudière, et les dépôts qu'elle laisse sont moins adhérents. Le tuyau de refoulement intérieur se remplit à la longue d'incrustations, et doit être visité et au besoin remplacé lors des réparations de la chaudière, ou bien si l'injecteur refuse de fonctionner sans qu'on eu trouve d'autre cause.
Les injecteurs non aspirants sont en général plus simples que les autres ; mais leur position en rend la manœuvre un peu moins commode. Ces injecteurs n'ont que des cônes fixes ; l'admission de la vapeur s'y règle par la soupape de prise montée sur la chaudière, et celle de l'eau par le robinet que porte l'injecteur.
Tel est l'injecteur Friedmann (fig. 87), remarquable par la facilité de démontage ; en dévissant le chapeau fileté qui le ferme en bout, du côté du refoulement, on peut extraire tout le système des cônes intérieurs, sauf la tuyère à vapeur. Dans cet appareil, la tuyère qui donne le jet de vapeur s'évase vers son débouché ; la chambre comporte deux cônes successifs ; sur le trop-plein, une soupape, se fermant de l'extérieur vers l'intérieur, empêche l'aspiration de l'air ; on immobilise cette soupape à l'aide d'une vis quand on veut envoyer la vapeur au tender pour en réchauffer l'eau. Enfin le divergent débouche sous une soupape qui s'oppose à tout retour de l'eau de la chaudière. Cet injecteur prend de l'eau tiède jusqu'à 45 ou 50° ; avec un divergent de 9 mm, il débile 75 à 150 litres d'eau par minute, sous la pression de 10 kg par cm².
L'ancien injecteur des chemins de fer du Nord (fig. 88) est encore plus simple : il est réduit à ses pièces essentielles, qu'on voit clairement sur le dessin. En n est la tuyère d'arrivée de vapeur, en a la chambre, qui reçoit l'eau en charge lorsqu'on ouvre la soupape f : le jet s'écoule par le cône o, traverse le trop-plein h, où la soupape k empêche l'aspiration de l'air, et pénètre dans le divergent p, muni du clapet automatique q.
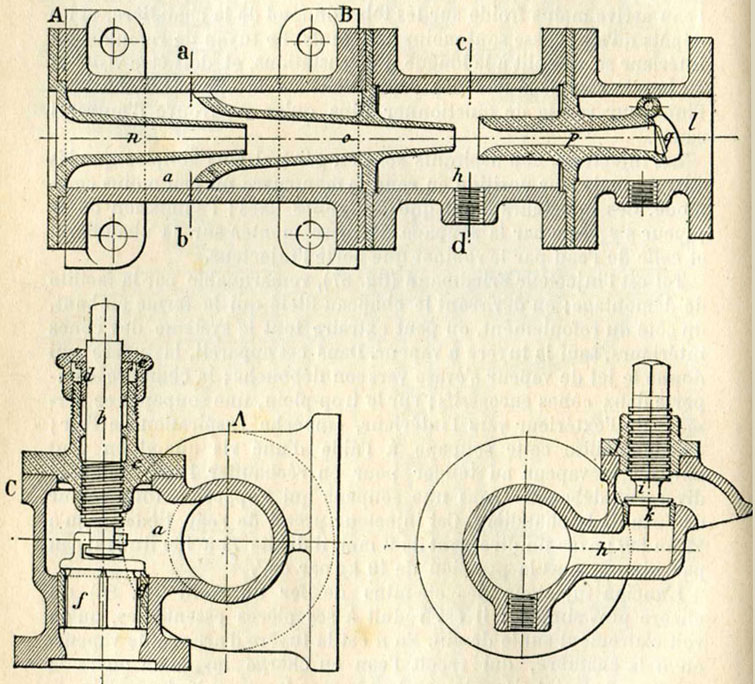
Fig. 88. - Injecteur du type Nord (ancien) : coupe longitudinale et coupes transversales a b et c d, par la soupape d'arrivée d'eau et par l'ouverture du trop-plein.
L'arrêt prolongé de l'alimentation entraîne une détresse. C'est pourquoi les locomotives sont habituellement munies de deux injecteurs, qui ne peuvent guère manquer à la fois, à moins que l'eau du tender ne soit trop chaude. Les chances d'avarie des injecteurs, bien entretenus, sont d'ailleurs si faibles qu'on s'est longtemps contenté d'en avoir un seul sur les locomotives du chemin de fer de Lyon. Outre la température trop élevée de l'eau du tender, les principales causes qui peuvent faire rater un injecteur sont les suivantes :
Quelquefois, après avoir passé en revue inutilement toutes les causes vraisemblables qui peuvent empêcher la marche d'un injecteur, on finit par s'apercevoir qu'on a été chercher midi à quatorze heures, comme on dit familièrement, et qu'une cause très simple paralyse l'appareil : on découvrira, par exemple, que le robinet de la chapelle de refoulement est fermé.
On a souvent cherché à réduire la dépense de combustible dans les locomotives en réchauffant l'eau d’alimentation à l'aide d'une partie de la vapeur d'échappement ; la quantité de vapeur ainsi détournée, ne dépassant pas le quart ou le cinquième de ce que rejettent les cylindres, ne paraît pas assez grande pour que le tirage en soit notablement réduit. L'économie due au réchauffage de l'eau est évidente : mais on n'aime guère à monter sur les locomotives des appareils qui ne sont pas indispensables. L'injecteur à vapeur d'échappement est un de ces appareils. Au sortir du cylindre, la vapeur s'échappe avec une vitesse assez grande pour alimenter un injecteur convenablement disposé, pourvu que la pression au refoulement ne dépasse pas 4 ou 5 kg par cm². Pour les pressions plus élevées, qui existent dans la chaudière de locomotive, on ajoute à l'appareil une petite tuyère supplémentaire, qui reçoit directement la vapeur de la chaudière. En outre, dans l'appareil Davies et Metcalfe, l'eau envoyée par l'injecteur à vapeur d'échappement traverse un second injecteur, mis en action par la vapeur prise à la chaudière.
Un inconvénient accessoire de cet emploi de la vapeur d'échappement est l'envoi dans la chaudière de matières grasses provenant des cylindres : on tâche de séparer ces matières de la vapeur avant qu'elle n'entre dans l'injecteur.
L'eau qui sert à l'alimentation des chaudières est quelquefois bourbeuse : le sable et la terre qu'elle contient se déposent à l'intérieur de la chaudière. En outre, la plupart des eaux, même très claires, renferment en dissolution des substances solides. Tout le monde sait que le sel marin se dissout dans l'eau ; ce corps se rencontre quelquefois dans les eaux qu'on donne aux locomotives ; plus souvent le carbonate de chaux (craie) et le sulfate de chaux (pierre à plâtre) existent dans les eaux les plus limpides, en proportions variables. Ces substances restent dans la chaudière quand on vaporise l'eau, et en tapissent les parois intérieures. C'est surtout le sulfate de chaux qui forme des dépôts durs et adhérents, beaucoup plus nuisibles que les dépôts bourbeux ou pulvérulents, qui sortent avec l'eau quand on vide la chaudière. Un peu soluble dans l'eau froide, le sulfate de chaux est insoluble à la température de 140° et se dépose dès que l'eau atteint cette température dans la chaudière.
La proportion des matières solides dissoutes dans l'eau, qu'on mesure par l'évaporation de l'eau, est très variable. Certaines eaux, exceptionnellement pures, ne contiennent que quelques centigrammes de matières solides par litre ; très fréquemment, le résidu est de 20 à 30 centigrammes par litre ; enfin il s'élève parfois à un gramme et au-dessus : on n'emploie des eaux aussi impures que par absolue nécessité.
Voici quelques exemples du résidu par litre laissé par des eaux, employées pour la plupart à l'alimentation des locomotives :
| Source à Baccarat (Vosges) | 2 à 3 cg. |
| Sources du Furens, à Saint-Etienne | 3 - |
| L'Allier, à Langeac | 7 - |
| Eau à Redon | 8 - |
| Alimentation de Morlaix | 10 - |
| La Loire à Roanne | 12 - |
| Alimentation de Cherbourg | 15 - |
| Le lac de Genève, à Genève | 16 - |
| Alimentation d'Angers | 17 - |
| Le Rhône à Oullins | 19 - |
| Alimentation de Brest | 19 - |
| Alimentations de Chartres, de Mantes | 24 - |
| Alimentations de Châlons-sur-Marne, Gray, Mohon, Longwy, Reims | 25 - |
| L'Yonne à Laroche | 27 - |
| Alimentations du Havre, de Granville | 29 - |
| Alimentation d'Evreux | 30 - |
| La Seine à Paris | 32 - |
| Canal de la Durance à Marseille | 34 - |
| Sources à Firminy | 39 - |
| Sources à Gannat | 40 - |
| L'Arvan à Saint-Jean de Maurienne | 109 - |
| Puits à Fréjus | 122 - |
Souvent on essaye rapidement les eaux au moyen d'une dissolution titrée de savon dans l'alcool, qui, versée dans l'eau, ne produit de mousse que lorsque les sels dissous ont été neutralisés par le savon. On obtient ainsi ce qu'on appelle le titre hydrotimétrique de l'eau. Un degré hydrotimétrique correspond à un poids déterminé de chaque sel, à 1,2 cg de sel marin par litre d'eau, à 1,03 cg de carbonate de chaux, à 1,4 cg de sulfate de chaux.
Dans les chaudières, les matières solides abandonnées par l'eau forment des poudres, des boues et des croûtes dures. Les croûtes recouvrent le foyer et les tubes et rendent plus difficile la transmission de la chaleur : le métal en contact avec le feu et les gaz chauds ne touche plus l'eau, si bien qu'il s'échauffe beaucoup et risque de s'altérer. Les dépôts sont une cause importante de détérioration des chaudières ; en outre, comme la suie dans les tubes, ils réduisent l'effet utile du combustible.
Certaines eaux d'alimentation tiennent en dissolution du sel marin, qui se concentre dans l'eau de la chaudière ; une proportion de sel un peu forte gène la production de la vapeur : l'eau devient mousseuse, et cette mousse, entraînée par la vapeur, remplit les cylindres d'eau tandis que la chaudière se vide. Quand on est obligé d'employer des eaux tenant ainsi du sel en dissolution, il faut, par de fréquentes vidanges de la chaudière, empêcher la dissolution de se concentrer jusqu'à produire cet effet.
Certains produits, appelés désincrustants, mis dans l'eau des chaudières, empêchent les dépôts solides d'adhérer aux tôles ; pris à la lettre, ce mot signifie que non seulement ces substances empêchent les incrustations de se former, mais qu'elles peuvent décaper les tôles entartrées. Cet effet se produit quelquefois ; du reste, l'action de ces corps est fort variable, suivant la nature des eaux d'alimentation.
Les désincrustants ont tantôt une action chimique, et forment des produits solubles, qui restent dissous dans l'eau, en place des substances insolubles, qui constituent les dépôts ; tantôt leur action est mécanique : ils donnent lieu à la formation de poudres ou de boues, faciles à extraire lors des vidanges, au lieu de croûtes dures et adhérentes. La fécule de pomme de terre est le plus simple de ces désincrustants à action mécanique.
Le sulfate de chaux est décomposé par le carbonate de soude, dissous dans l'eau d'alimentation : il se dépose du carbonate de chaux, et il reste en dissolution du sulfate de soude, sel fort soluble.
On prépare des liquides antitartriques, qu'on ajoute à l'eau des tenders, en dissolvant dans l'eau du carbonate de soude ou de la soude, et des extraits de bois de campêche, de châtaignier, de quebracho. Par exemple, on ajoute à 78 litres d'eau 10 kg de carbonate de soude et 12 kg d'extrait de châtaignier (formule des chemins de fer de l'Est). Le carbonate de soude agit chimiquement et décompose le sulfate de chaux, qui forme les croûtes les plus dures sur les tôles ; l'extrait de bois de châtaignier paraît empêcher l'adhérence des précipités qui se forment. Pour un service moyen, on verse dans le tender deux litres par jour de ce liquide et quatre litres après chaque lavage. Cette dose peut être augmentée ou diminuée suivant le service de la locomotive.
On prépare un autre liquide, à base de quebracho, en faisant bouillir dans l'eau, pendant plusieurs heures, la poudre de ce bois, additionnée de soude caustique : le poids de la soude est la moitié du poids du bois (formule des chemins de fer de l'Ouest).
Le bois de quebracho abonde dans la république Argentine, où il fournit d'excellentes traverses de chemin de fer, car il ne s'altère pas à l'humidité : des pieux provenant de palissades, établies il y a plus de cent cinquante ans, sont encore parfaitement sains. Ce bois est très dense : il pèse 1 250 kg par mètre cube.
On réduit beaucoup les dépôts dans les chaudières, en épurant au préalable les eaux. Cette épuration consiste à précipiter, au moyeu de réactions chimiques, les matières solides dissoutes dans l'eau ; on en sépare ensuite les sels précipités, en faisant passer l'eau à travers des filtres ou en la laissant séjourner dans des bassins de décantation. On produit ainsi les dépôts avant que l'eau n'entre dans les chaudières. L'épuration préalable n'arrive pas en pratique à débarrasser entièrement l'eau de toute substance pouvant former des dépôts, mais réduit beaucoup la proportion de ces substances.
Avantageuse pour des eaux très incrustantes, l'épuration est moins utile pour celles de qualité moyenne ; dans chaque cas, on peut estimer, en faisant le devis de toutes les dépenses, s'il y a bénéfice ou non à installer les appareils nécessaires. De telles installations sont nombreuses sur le réseau du chemin de fer du Nord.
On vérifie la résistance des chaudières neuves, réparées, ou en service depuis dix ans au plus, en les essayant à une pression qui dépasse de 6 kg par cm³ la pression effective la plus grande de marche. Cette pression n’est pas obtenue avec la vapeur, ce qui serait fort dangereux en cas d'avarie, mais avec de l'eau refoulée par une pompe. L'excès de pression, 6 kg par cm², est utile, car, à pression égale, la fatigue de la chaudière est moins grande à froid. Chauffée, la chaudière s'allonge ou se dilate : les effets de la dilatation sont bien visibles sur la locomotive en service. Mais toutes les feuilles du métal ne sont pas également chaudes : les dilatations inégales causent en certains points des tiraillements et des efforts qui s'ajoutent à la pression de la vapeur. La rupture des tôles pendant l'essai n'est pas dangereuse, pourvu que la chaudière soit entièrement remplie d'eau et ne contienne pas d'air.
Après l'épreuve, les agents du service des mines poinçonnent une médaille ou timbre fixé à la chaudière et portant l'indication de la pression effective la plus forte qu'elle doive supporter, en kilogrammes par centimètre carré.
Lorsque la pression du timbre est inférieure à 6 kg par cm², ce qui n'est pas le cas des locomotives, la pression effective d'épreuve est le double de la pression effective de marche ; la surcharge d'épreuve est au moins de 0,5 kg par cm² pour les récipients travaillant à une très faible pression effective.
De 1840 à 1897, 36 locomotives ont fait explosion en France et en Algérie. Cette statistique présente d'ailleurs quelque incertitude, car il est difficile de préciser ce qu'on entend par explosion : la rupture d'un tube, par exemple, ou une petite déchirure, donnant lieu à une fuite légère, peuvent être ou non comptées comme explosions. Même lorsqu'il n'y a pas de projections violentes, ces accidents sont toujours dangereux à cause de la gravité des brûlures causées par l'eau chaude et la vapeur. La figure 89 représente une chaudière dont une explosion a détruit le corps cylindrique.
Fig. 89. - Chaudière de locomotive après explosion du corps cylindrique, survenue sur un chemin de fer espagnol en 1861.
On s'explique les effets destructeurs de certaines explosions en songeant à la puissance de la vapeur, qui se forme subitement et en grande quantité, lorsque toute la masse d'eau qui remplit la chaudière, à une température élevée, est instantanément déchargée de la forte pression qu'elle subissait et soumise seulement à celle de l'atmosphère. Avec une pression effective de 10 kg par cm² l'eau est à 183° ; sa température tombe à 100° dès que cette pression cesse, et la chaleur ainsi abandonnée transforme une partie de l'eau en vapeur (environ 150 g par kg d'eau). Il y a ainsi formation subite d'une masse énorme de vapeur, qui chasse tout devant elle.
La figure 90 (d'après le journal anglais Engineering) montre une locomotive projetée par l'explosion de sa chaudière sur un tender et une autre locomotive qui la précédaient, en double traction ; cet accident s'est produit en Norvège, dans le cours de l'année 1890.
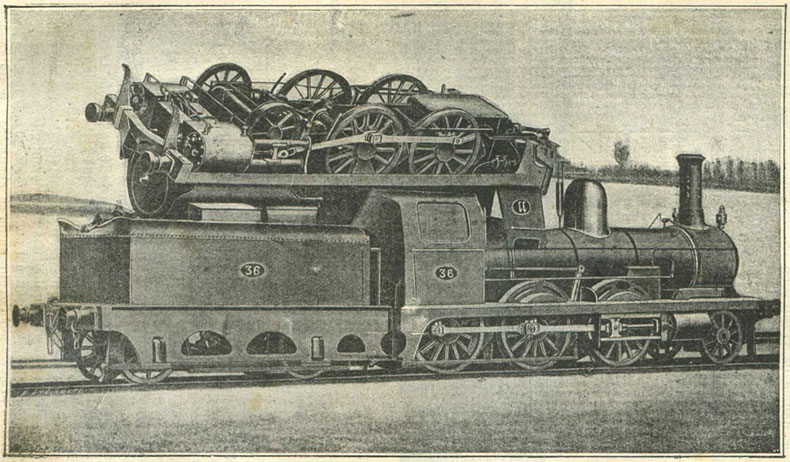
Fig. 90. - Effet d’une explosion de chaudière, en Norvège (d’après l’Engineering).
Les causes des explosions sont de trois sortes : l'insuffisance de résistance de la chaudière neuve, la corrosion des tôles, la maladresse ou l'imprudence du personnel.
Une chaudière neuve peut ne pas être assez solide, soit parce que les formes, les épaisseurs de tôles, les sections de tirants, sont mal déterminées, soit parce que les tôles sont mauvaises ou l'exécution est défectueuse. Ces circonstances se présentent rarement pour les locomotives, qui sont étudiées avec soin et d'après les données d'une longue pratique, et dont la construction est généralement soignée. L'épreuve obligatoire à la presse n'est pas une garantie entière contre cette cause d'accidents, car les efforts pendant l'épreuve et en service ne sont pas exactement les mêmes.
Si bonne que soit une chaudière au début, la corrosion des tôles, qui finit toujours par se produire en certains points, la rendrait dangereuse à la longue : les visites soigneusement faites, les réparations ou les remplacements en temps opportun écartent ce danger.
La détérioration est hâtée par un mauvais emploi des appareils et par le manque de soin, par les refroidissements brusques, les petits coups de feu, les fuites qui rongent la tôle à l'extérieur.
Enfin, les fautes du personnel, pouvant provoquer une explosion immédiate, sont de deux sortes : le manque d'eau et l'excès de pression, résultant du calage ou de la surcharge des soupapes.
On brûle dans les locomotives les combustibles les plus variés, suivant les ressources des contrées qu'elles parcourent : les diverses variétés de houilles, y compris les anthracites et les lignites ; les produits qui en dérivent, coke, briquettes, goudrons ; les pétroles ; la tourbe ; le bois.
La tourbe est le produit de l'altération de végétaux ; elle se forme encore actuellement. Elle contient principalement du carbone, des cendres, et une grande proportion d'eau, qu'on élimine partiellement en faisant bien sécher les morceaux, découpés avec le louchet dans les bancs tourbeux. Une bonne tourbe peut produire en brûlant à peu près la même quantité de chaleur qu'un poids égal de bois.
L'eau forme encore le quart ou le cinquième du poids des bois bien secs. Le stère ou mètre cube de rondins, secs, pèse 400 à 500 kg avec les bois durs (hêtre, chêne, charme, frêne, érable, bouleau, etc.), de 300 à 400 kg avec les bois résineux (pin, sapin, etc.), et de 200 à 300 kg avec les bois tendres (châtaignier, tilleul, tremble, saule, peuplier, etc.). Le pouvoir calorifique des bois, contenant en poids un cinquième d'eau, est d'environ 3.000 calories par kilogramme.
Les principaux éléments de la houille, carbone, matières volatiles, cendres, ont été mentionnés au paragraphe 12. Il existe de nombreuses espèces de houille, dont les compositions sont assez différentes : c'est surtout la proportion des matières gazeuses, par rapport à celle du carbone fixe, qui les caractérise.
L'anthracite ne contient guère que du carbone et des cendres, avec fort peu de matières volatiles. Il s'enflamme difficilement et les morceaux isolés s'éteignent rapidement ; mais en masse il donne un très bon feu avec peu de flamme et sans fumée. Quelques espèces d'anthracite décrépitent ou se brisent en petits fragments sous l'action de la chaleur : cette propriété en rend l'emploi plus difficile. L'anthracite abonde en Pennsylvanie : l'ingénieur Wootten y a construit des locomotives à très vaste grille (comme celles de feu M. Belpaire, en Belgique) pour le brûler en menus morceaux. On exploite aussi l'anthracite dans le pays de Galles et, en France, dans le département de l'Isère.
Les houilles maigres se rapprochent des anthracites, mais renferment un peu plus de matières gazeuses : en calcinant dans un creuset 100 g de cette houille, supposée privée de cendres, on chasse 7 à 10 g de gaz, et il reste 93 à 90 g de carbone. Ces houilles brûlent avec une flamme courte et donnent peu de fumée.
Les houilles demi-grasses renferment un peu plus de matières volatiles (10 à 15 g pour 90 à 85 g de carbone fixe) ; les fragments s'agglutinent au feu.
Les houilles grasses tiennent encore plus de matières volatiles (15 à 20 g pour 85 à 80 de carbone fixe) ; elles se ramollissent au feu, fondent en partie et se prennent en masse : parfois on les appelle houilles maréchales, à cause de l'emploi qu'on en fait dans les forges.
Les houilles sèches à longue flamme ou flambantes sont les plus riches en matières gazeuses (20 à 23 g pour 80 à 75 g de carbone fixe). Elles ne s'agglomèrent pas au feu, et brûlent avec flamme et fumée abondantes. Ces houilles sont assez rares en France ; on en trouve beaucoup en Ecosse.
Le pouvoir calorifique d'un kilogramme de houille pure, complètement débarrassée de cendres et d'humidité, est d'environ 9000 calories. On trouve d'ailleurs des différences assez importantes pour les diverses espèces de houilles, le pouvoir calorifique pouvant s'abaisser à 8000 calories et s'élever à 9600.
Les lignites sont des combustibles minéraux qui proviennent de couches moins anciennes que celles des véritables terrains houillers. Il en existe d'assez nombreuses variétés. Le plus souvent, le lignite est de couleur brune ou noire, plutôt terne que brillante. Il donne une fumée abondante d'une odeur désagréable ; il renferme une forte proportion d'eau, de sorte qu'à poids égal le pouvoir calorifique est moindre que celui de la houille.
La plupart des mines divisent la houille en plusieurs catégories, suivant la grosseur des morceaux, en la faisant passer sur des grilles et des cribles à mailles diversement espacées. Les morceaux de la plus grande taille forment la grosse houille, facile à emmagasiner et pouvant se conserver longtemps sans altération. On doit enlever de la grosse houille, par un triage à la main, sur le carreau des mines, les fragments qui contiennent trop de matières pierreuses non combustibles. La grosse houille se brûle facilement ; elle laisse une large place pour le passage de l'air nécessaire à la combustion. Certaines sortes de houille donnent beaucoup de gros morceaux ; d'autres, très friables, n'existent guère sous cette forme.
On distingue de nombreuses catégories suivant la grosseur des morceaux : ces classifications varient d'ailleurs avec les localités ; l'expression assez générale de gailleterie désigne les petits morceaux à peu près gros comme le poing, commodes surtout pour le chauffage domestique.
Le mot tout-venant désigne la houille telle qu'elle sort de la mine, les morceaux de toutes grosseurs étant confondus. En réalité on appelle souvent tout-venant des houilles dont on a déjà séparé, en partie du moins, soit les plus gros morceaux, soit les menus les plus fins.
Pendant longtemps on n'a guère utilisé que les houilles en morceaux, en rejetant les menus, sauf ceux qui se collent au feu et qu'on pouvait transformer en coke. Les autres menus étaient perdus en grande partie : c'était un véritable gaspillage des richesses limitées qui existent dans les terrains houillers. Les prix extrêmement bas de ces menus peu recherchés ont décidé plusieurs industriels et ingénieurs de chemins de fer à les employer ; quand on a pris les dispositions convenables pour cet emploi, on a facilement réussi, comme lorsqu'on a substitué au coke la houille en morceaux ; on a reconnu que le combustible menu pouvait, tout aussi bien que le gros combustible, servir à la production de la vapeur : il suffit de le brûler sur une grille d'étendue assez grande, car il laisse passer l'air moins facilement que les morceaux de grande taille.
Les menues houilles ont même certains avantages spéciaux sur les gros combustibles : elles peuvent être débarrassées, par le lavage, d'une partie des matières pierreuses qui formeraient les cendres. Ces matières pierreuses sont plus denses que la houille, c'est-à-dire plus lourdes à égalité de volume, et forment des grains isolés, grâce à la grande division des morceaux ; l'action de l'eau, mise en mouvement par une pompe, les sépare, en soulevant dans les caisses les seules parties combustibles, plus légères. Les menus permettent l'emploi d'appareils mécaniques pour le chargement régulier et continu des foyers ; mais ces appareils ne servent guère sur les locomotives, jusqu'à présent du moins.
Pour ces raisons, l'usage des menus s'est beaucoup développé, si bien qu'aujourd'hui l'écart entre les prix des menus et de la houille en morceaux n'est plus aussi grand. Il existe d'ailleurs bien des espèces de menus, suivant les dimensions des cribles qui séparent les diverses grosseurs. Les plus fins menus trouvent leur application, même les boues formées de grains extrêmement ténus, qui sont entraînées par les eaux servant au lavage, et qu'on recueille dans des bassins de décantation.
Si l'on n'avait pas trouvé le moyen d'utiliser les menus combustibles, l'énorme consommation de la grosse houille en aurait beaucoup élevé le prix : il en serait résulté un grand excès de dépenses, c'est-à-dire des transports plus coûteux, ou une diminution des services rendus par les chemins de fer.
Il est désirable que la proportion de cendres dans un combustible soit aussi faible que possible, puisqu'elle réduit d'autant la quantité de véritable combustible. La nature des cendres a aussi une grande importance. Quand elles sont infusibles à la chaleur, comme la plupart des cendres blanches, elles tombent en poussière et traversent sans peine les grilles Les cendres à demi fusibles sont les plus gênantes : elles empâtent et encrassent les grilles, elles en attaquent même le métal, sous forme de mâchefers.
Le coke est le résultat de la distillation de la houille, dont on extrait les éléments volatils, soit en la chauffant dans des cornues pour obtenir le gaz d'éclairage, soit en la traitant dans des fours spéciaux, uniquement pour produire le coke. Cette opération enlève à la houille des carbures d'hydrogène capables de produire par leur combustion une grande quantité de chaleur ; en outre, vu le départ de ces carbures, il y a dans un kilogramme de coke plus de cendres que dans un kilogramme de la houille qui a servi à le produire. Exposé à l'air humide et à la pluie, le coke absorbe beaucoup d'eau. Le poids de l'eau ainsi absorbée peut s'élever jusqu'à 200 et même 230 g pour un kilogramme de coke sec. Cette eau consomme en pure perte de la chaleur lorsqu'elle se vaporise dans le foyer.
Les briquettes sont formées de houille très menue, qui peut avoir été lavée, et qu'on agglutine à l'aide de brai, grâce à une forte compression.
Le brai provient de la distillation du goudron de houille, un des produits qu'on obtient en même temps que le gaz d'éclairage. Cette distillation sépare du goudron diverses matières volatiles. Le brai a une cassure vitreuse et se divise en petites parcelles aiguës. Aussi donne-t-il une poussière fort irritante pour les yeux, comme on éprouve sur les locomotives chauffées à la briquette.
Le poids de brai qui entre dans la composition des briquettes est d'environ 80 kg par tonne. On forme une pâte en le malaxant avec la houille menue ; cette pâte est fortement comprimée dans des moules à section ronde ou rectangulaire.
La briquette, avec peu de cendres, est un combustible analogue à la grosse houille de bonne qualité ; le brai qu'elle contient est lui-même un combustible pur et riche en carbone ; elle s'emmagasine facilement et peut se conserver plusieurs années sans s'altérer à l'air. On casse en quelques morceaux les grosses briquettes avant de les employer.
Il est souvent difficile de trouver un combustible qui convienne parfaitement au service des locomotives, à moins de le payer fort cher. En prenant des bouilles de qualités diverses, on peut en former des mélanges convenables, quoique de prix modéré. Les charbons menus se prêtent bien à ces mélanges. C'est ainsi que, grâce à une addition de houille grasse ou demi-grasse, les houilles maigres s'agglomèrent au feu et peuvent brûler dans les foyers ordinaires de locomotives.
Des mélanges habilement faits permettent de constituer des combustibles de qualité moyenne et assez constante, malgré la diversité inévitable des provenances ; le mélange doit être approprié au service qu'ont à fournir les machines et au type des foyers. Suivant les cas, on ajoute au mélange moyen une proportion plus ou moins grande de houille en gros morceaux ou de briquettes. Le mélange peut se faire au moment même du chargement dans le tender, ou lorsqu'on approvisionne le combustible en tas.
Ce système permet d'assurer le service de la traction, en réduisant autant que possible les dépenses, toujours si considérables, faites pour l'achat des combustibles. Il n'est pas seulement désirable que ces dépenses ne soient pas inutilement exagérées, mais le devoir de tous ceux qui coopèrent à l'exploitation d'un chemin de fer est de rechercher la plus grande économie dans ce service, comme dans tous les autres. Il n'est pas inutile d'insister sur ce point : réduire le prix de revient des transports, les effectuer en consommant la moindre quantité de cette denrée si précieuse, le travail humain sous toutes ses formes, c'est la grande raison d'être des chemins de fer. Brûler dans la locomotive des combustibles plus chers qu'il ne faudrait, des combustibles qui pourraient plus utilement être appliqués à d'autres usages, c'est gaspiller du travail, gaspillage qui se produit quand les dépenses d'une industrie quelconque sont inutilement augmentées.
Tout le monde sait aujourd'hui, ou du moins tous ceux qui veulent être éclairés savent que cette recherche continuelle de l'économie, loin de faire abaisser le salaire des ouvriers, est précisément ce qui l'augmente : la remarquable organisation du service des mécaniciens et chauffeurs de locomotives en France, avec les primes d'économie de matières, en est un exemple ; c'est le mode de rétribution du travail qui rapproche le plus le travailleur de cette situation désirable entre toutes, mais dans bien des cas impossible à réaliser, celle où il travaille directement pour son propre compte.
C'est du feu que sort la puissance des machines à vapeur : pour tirer bon parti de la locomotive, il faut, avant tout, savoir conduire ce feu ; bienfaisant, mais capricieux. Presque tout l'art du chauffeur peut se résumer on quelques mots : il faut brûler complètement le combustible, et il faut en brûler une quantité suffisante en une heure. C'est plus facile à dire qu'à faire ; ce qui complique le travail, c'est l'extrême diversité des circonstances dont on doit tenir compte ; il existe tant de variétés de combustibles ; la même mine, la même couche ne donnent pas toujours des houilles de qualité uniforme ; les dimensions et les dispositions des chaudières sont fort variables ; deux locomotives de même type ne sont pas toujours identiques ; quelques différences, difficiles à voir, dans la grille, dans l'échappement, sont très sensibles au chauffeur, sans qu'on puisse toujours reconnaître avec précision les conditions les plus favorables.
Certes, un chauffeur ne sera guère appelé à conduire les types les plus variés de foyers et à employer les combustibles les plus différents : il lui serait difficile d'arriver dans son art à une telle perfection qu'il pût se trouver également à l'aise sur toutes les locomotives et en présence de tous les combustibles ; mais il faut, au moins dans l'étendue d'un même réseau de chemin de fer, qu'il ne soit pas trop dépaysé s'il vient à changer de machine ou si la nature de la houille varie.
Les principes de la combustion ont été indiqués au paragraphe 12 ; pour qu'elle soit complète, le carbone doit être entièrement transformé en acide carbonique, et l'hydrogène en eau, par la combinaison avec l'oxygène ; pour cette transformation complète, il faut une quantité d'air suffisante et une température élevée du combustible.
L'air peut arriver au contact du combustible de deux manières, soit en traversant la grille, puis la masse qu'on veut brûler, soit au-dessus, en entrant par la porte du foyer et quelquefois par d'autre ouvertures, ménagées à dessein dans les parois. La première manière est de beaucoup la plus usitée, et, sauf dans des cas spéciaux, l'air n'est admis au-dessus du combustible qu'en supplément, lorsqu'il n'en passe pas une quantité suffisante à travers.
L'air, appelé par l'échappement, arrive sous la grille sans rencontrer d'obstacle dans les anciennes machines dépourvues de cendrier ; le cendrier n'en gêne guère l'accès, pourvu qu'on ne laisse pas les escarbilles l'engorger. Après avoir traversé la grille, l'air circule entre les morceaux de combustible, par des passages plus ou moins larges : c'est là que commence la combustion. Pour qu'elle s'effectue, il faut que les morceaux de combustible soient déjà portés à une température élevée, manifestée par leur incandescence : la combustion même entretient cette température élevée et la transmet aux parties voisines de celles qui brûlent ; mais il est nécessaire que la masse allumée soit suffisante : des fragments isolés ou peu nombreux de houille s'éteignent, parce que l'air qui les entoure en forte proportion les refroidit plus que la combustion ne les échauffe. Cet effet est encore plus sensible avec le coke.
La combustion se continue au-dessus de la masse solide, par des flammes plus ou moins longues : les flammes sont produites par la combinaison avec l'oxygène de l'oxyde de carbone, provenant de la combustion incomplète du carbone, et surtout des carbures d'hydrogène. C'est lorsque ces gaz sont abondants qu'il est utile d'employer l'admission d'air par-dessus le combustible, parce qu'alors la quantité d'air qui le traverse n'est pas suffisante : cela arrive avec les houilles très riches en matières volatiles, et aussi avec le combustible en couche épaisse, quelle qu'en soit la nature.
Si un petit excès d'air est désirable, vu l'impossibilité de le doser toujours exactement, un grand excès d'air est nuisible : en premier lieu, cet excès d'air refroidit le combustible solide ou les gaz qu'il dégage ; or la combustion se fait d'autant plus franchement que les éléments à brûler sont à une température plus élevée. En second lieu, l'excès d'air inutile prend la température du courant rejeté par la cheminée et emporte ainsi de la chaleur sans profit.
Il est aisé de calculer la quantité de chaleur emportée par un poids donné d'air en excès : il sort par la cheminée à une température assez élevée, qu'on peut estimer à 300° en moyenne. La quantité de chaleur qu'il faut ainsi fournir pour un mètre cube d'air, pris à 15°, serait capable de chauffer et de vaporiser dans la chaudière près de 140 g d'eau.
Il ne suffit pas que la combustion soit complète, il faut qu'on brûle chaque heure, ou plutôt chaque minute, un poids suffisant de combustible. Les seules parties qui brûlent sont celles qui sont incandescentes et en contact avec l'air ; c'est seulement la surface des morceaux, si l'on ne tient pas compte des gaz combustibles que peut distiller l'intérieur de la masse ; aussi plus les morceaux sont petits, plus un poids donné peut être rapidement brûlé, abstraction faite des difficultés que présente la combustion des menus dans certains foyers.
Divers phénomènes troublent souvent la combustion dans le foyer des locomotives et ne permettent pas d'y maintenir la régularité désirable. Des fragments de charbon peuvent passer en abondance à travers la grille : les barreaux doivent être suffisamment rapprochés pour réduire cette perte ; puis on prend la précaution de charger les menus sur une première couche de houille capable de les retenir, en attendant qu'ils s'agglomèrent au feu. Le charbon peut aussi quitter la grille en suivant le courant gazeux, qui le dépose en partie dans la boîte à fumée. Le combustible ainsi entraîné a perdu des matières volatiles et se trouve à l'état de petits grains de coke, mélangés de cendres : c'est ce qu'on appelle le fraisil, qui s'accumule dans la boîte à fumée. Si les portes n'en sont pas étanches. le fraisil peut y brûler : les parois rougissent et se détériorent.
L'entraînement du combustible produit une perte sérieuse, et c'est la marque d'une mauvaise combustion. C'est surtout quand le courant est inégalement réparti dans le foyer que l'air entraîne ainsi le charbon : s'il traversait toute la surface de la grille, il ne serait nulle part trop violent ; mais s'il ne passe qu'en quelques points, la vitesse y est exagérée, le combustible est entraîné, tandis que l'air manque dans le reste du foyer. Cette mauvaise distribution du courant d'air peut tenir à ce que la grille n'est pas également garnie, et à ce qu'elle est obstruée par des mâchefers. Souvent aussi elle est causée par la disposition même de la locomotive, à laquelle le mécanicien ne peut remédier. Toutefois de légères modifications peuvent améliorer certaines locomotives défectueuses sous ce rapport. Lorsque la tuyère d'échappement s'élève trop près de l'embouchure de la cheminée, en l'abaissant, on obtient en général un meilleur tirage. Un serrage excessif de l'échappement, surtout avec des charbons légers, provoque l'entraînement.
On recueillera à part, dans les dépôts, les fraisils de boîte à fumée, car c'est un combustible, qu'on brûle très bien dans des foyers appropriés, notamment pour le chauffage des ateliers et des bureaux. Mais c'est un combustible qui en réalité coûte cher et qu'on doit s'efforcer de ne pas produire.
Certaines houilles, loin d'être entraînées par un courant d'air énergique, ont au contraire le défaut de s'agglomérer en masses telles que l'air ne les pénètre pas : il se forme entre ces grandes masses des trous ou des crevasses, qu'il faut remplir de combustible en ignition, tandis qu'on divise les masses agglomérées.
Le feu est encore difficile à conduire lorsque le combustible encrasse les grilles au bout de peu de temps, en y formant des gâteaux de mâchefers. L'enlèvement de tous ces mâchefers exige un stationnement assez prolongé ; pendant la marche, on ne peut, guère procéder à un décrassage complet : on se contente de retirer quelques-uns des plus gros morceaux. Certains mâchefers se divisent en fragments et n'opposent pas un trop grand obstacle au passage de l'air.
Le foyer de la locomotive est une sorte de laboratoire de chimie, où les combustibles solides produisent un courant gazeux, qui est complètement invisible, ou dont l'aspect, à l'état de flamme ou de fumée, ne permet que des conjectures sur sa composition ; et cependant ce courant gazeux doit être convenablement réglé. Pour cela, il faut assez d'air ; il n'en faut pas trop ; mais mieux vaut un peu trop d'air que pas assez ; il faut encore que cet air soit partout bien mélangé avec les éléments combustibles. La fumée que dégage la cheminée après un chargement est teintée en noir par des particules de carbone non brûlé : et ce carbone ne provient pas de fragments solides de la houille directement entraînés, mais de la décomposition des matières volatiles ou carbures d'hydrogène, que la houille chauffée dégage. Le poids de carbone ainsi visible dans la fumée n'est qu'une faible fraction du combustible consommé, et la perte peut en sembler négligeable ; mais à côté de ce qu'on voit dans la fumée, il y a ce qu'on ne voit pas : elle peut renfermer, sans que rien le décèle, une quantité considérable de gaz combustibles non brûlés. S'il y a du carbone non consumé dans la fumée, c'est parce que la quantité d'air qui pénètre dans le foyer est insuffisante ; c'est souvent aussi parce que le combustible et les gaz qu'il dégage ne sont pas portés à une température assez élevée pour assurer une combustion vive et rapide ; ces mêmes causes font que des gaz combustibles se perdent par la cheminée. Le remède consiste à charger la houille par petites quantités, sur un feu clair et vif, et à laisser au besoin entrer un peu d'air par les ouvertures de la porte, après le chargement.
Une couche épaisse de charbon, même bien allumé, sans admission d'air supplémentaire par-dessus, peut dégager de l'oxyde de carbone : quelquefois la cheminée rejette cet oxyde de carbone à une température assez élevée pour qu'il s'enflamme au contact de l'air, en donnant des flammes bleuâtres, visibles la nuit. Dans la locomotive, le mélange avec la vapeur d'échappement refroidit les gaz.
L'insuffisance d'air favorise les dépôts de suie dans les tubes, qu'un feu ardent diminue au contraire : la suie ralentit la transmission de la chaleur à l'eau de la chaudière.
Le pétrole est un liquide naturel dont les gisements exploités les plus abondants se trouvent en Pennsylvanie et au Caucase : on en extrait, par distillation, successivement des essences fort inflammables, les huiles d'éclairage, celles de graissage ; il reste alors une huile lourde, épaisse, qui est un excellent combustible. Les goudrons des usines à gaz se brûlent comme les huiles lourdes de pétrole.
Dix kilogrammes d'huile lourde sont à peu près l'équivalent de quinze kilogrammes de bonne houille. Cet excellent combustible coûte trop cher en France pour qu'on puisse l'employer couramment. Il n'en est pas de même dans certaines parties de la Russie, où beaucoup de locomotives sont chauffées au pétrole. En France le pétrole est employé dans quelques locomotives du réseau de l'Ouest, comme auxiliaire passager de la houille, pour forcer par moments la production.
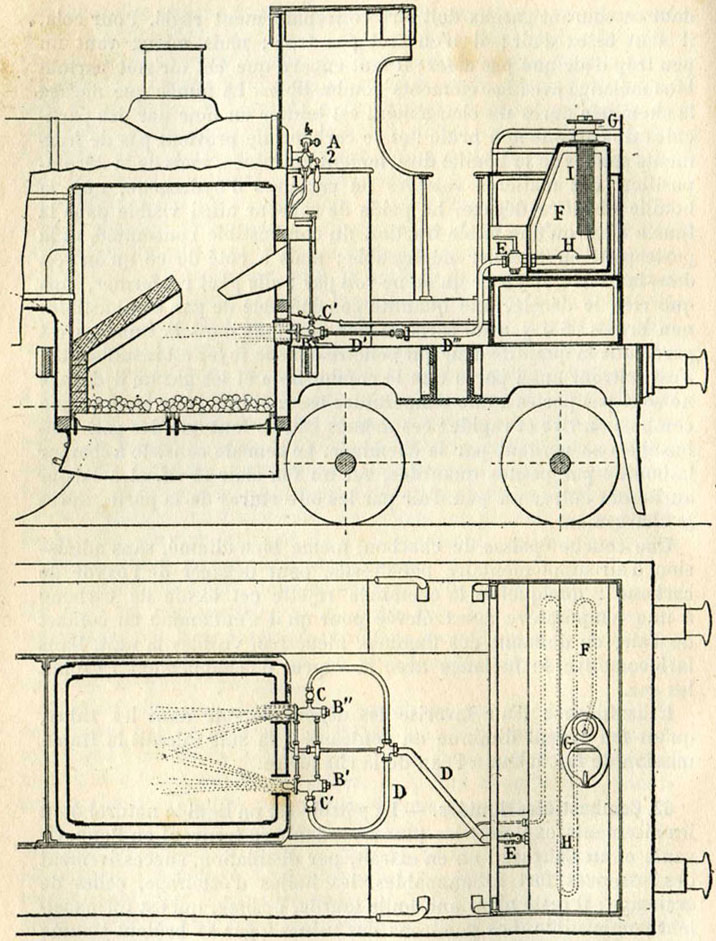
Fig. 91. - Application à une locomotive de l'appareil Holden, pour brûler du pétrole.
A, Distribution de vapeur par 4 robinets :
|
B' B", Injecteurs de combustible liquide. - C’ C, Valves régulatrices. - D D’ D'", Tuyaux avec robinet en E. - F, Réservoir. - G, Trou d'homme avec orifice de remplissage et admission d'air. - H, Réchauffeur. - I, Filtre épurateur. |
On brûle les huiles lourdes et les goudrons en les pulvérisant dans le foyer. Cette pulvérisation est produite à l'aide d'une sorte de chalumeau (fig. 92) formé de cônes concentriques ; de petits jets de vapeur entraînent le pétrole et l'air nécessaire à sa combustion ; deux de ces chalumeaux envoient leur jet de flamme, qu'on peut régler à volonté, dans le foyer de la locomotive (fig. 91). On conserve la grille ordinaire couverte de combustible solide, qui allume le jet pulvérisé. Lorsque la chauffe se fait uniquement au pétrole, on garnit le foyer de revêtements en briques réfractaires, qui sont portées au rouge, et qui rallument le pétrole après les extinctions. A la mise en marche, un feu auxiliaire de combustible solide échauffe les briques.
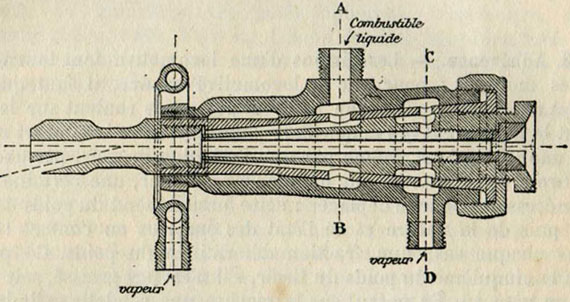
Fig. 92. - Injecteur à pétrole Holden, pour locomotive.
L'emploi du combustible liquide est commode et permet une grande propreté. Il donne une production active de vapeur, qu'on peut interrompre dès qu'elle n'est plus nécessaire, dans une station, devant un signal d'arrêt, en descendant une pente, quand les soupapes soufflent.
Les pistons d’une locomotive font tourner les roues motrices ; pour que la locomotive avance, il faut que ces roues ne glissent pas ou ne patinent pas, mais roulent sur le rail. C'est le frottement qui empêche le patinage. Quand un objet repose sur une table plane, même par une face bien dressée, par exemple un tiroir de locomotive sur un marbre d'atelier, une certaine force est nécessaire pour le déplacer : cette force dépend du poids de l'objet, puis de la nature et de l'état des surfaces en contact : c'est, dans chaque cas, une fraction déterminée du poids. Ce pourra être le cinquième du poids du tiroir, s'il n'est pas graissé, soit 2 kg, s'il en pèse 10. En posant sur le marbre une rondelle cylindrique, on peut soit la faire rouler, soit la faire glisser comme le tiroir, en la poussant de manière qu'elle ne tourne pas : il faudra pour cela surmonter un frottement comme pour faire glisser un corps plat, tandis qu'un très faible effort suffît pour produire le roulement.
De même, pour qu'une roue de locomotive patine au lieu de rouler sur le rail, il faut qu'elle surmonte un frottement, c'est-à-dire une résistance qui agit au point où elle repose sur le rail et dont la direction suit le rail.
Si les rails et les roues motrices sont munis de dents engrenant les unes dans les autres, ainsi qu'on le voit sur les chemins de fer à crémaillère, et comme l'avait fait Blenkinsop en 1811, la rotation des roues fait nécessairement avancer la locomotive ; l'effort exercé par les dents des roues sur celles du rail est l'effort de traction total, qui entraîne le train et la locomotive elle-même.
On peut se figurer une roue et un rail ordinaires munis de dents microscopiques : ce sont ces petites dents qui donnent à la locomotive un appui pour exercer son effort de traction ; il en résulte une poussée égale à l'effort de traction total, dirigée dans le sens du rail. Cette poussée ne peut dépasser la valeur qui produirait le glissement de la roue, valeur limite qui est une fraction du poids appuyant la roue sur le rail ; cette fraction est variable selon l'état des surfaces. Tant que l'effort de traction produit par la locomotive est moindre que cette limite, les roues tournent sans glisser ; dès que l'effort dépasse cette limite, soit qu'il devienne trop fort, soit que la limite s'abaisse, les roues patinent.
Cet effort limite peut être le cinquième du poids des roues motrices sur le rail, dit poids adhérent, et même davantage, lorsque le rail est bien sec ; le poids adhérent d'une machine à essieux indépendants étant, par exemple, de 18 000 kg, l'effort de traction pourrait atteindre, dans ce cas, le cinquième de 18 000, ou 3 600 kg, sans produire le patinage.
L'humidité rend le rail un peu gras et réduit beaucoup l'effort capable de produire le patinage : cet effort ne sera plus que le dixième, le quinzième du poids adhérent, c'est-à-dire, dans l'exemple choisi, 1 800, 1 200 kg. Quand les rails sont bien lavés par une pluie abondante, on retrouve une adhérence presque aussi grande que lorsqu'ils sont secs.
Diverses causes, outre l'humidité, peuvent réduire beaucoup l'adhérence : les feuilles mortes, l'huile sur les rails ou sur les roues, les sauterelles écrasées, les mélasses coulant le long de la voie pendant le transport.
En résumé, les conditions variables de l'adhérence imposent à l'effort de traction une limite indépendante de la puissance motrice que peut donner la vapeur. Lorsque cette limite est atteinte, les roues patinent ; la puissance motrice étant plus grande que la résistance qui lui est opposée, le mécanisme se met aussitôt à tourner plus vite, et risque d'atteindre en peu d'instants une vitesse capable de le briser ou de le fausser, si le mécanicien ne ferme à temps le régulateur.
La limite de l'effort de traction imposée par l'adhérence est, à chaque instant, proportionnelle au poids adhérent ; il y a intérêt évident à augmenter cette limite, mais les voies ne supporteraient pas un accroissement indéfini du poids sous les roues : on ne dépasse guère 17 à 18 t. par essieu. L'effort de traction se trouve ainsi limité bien bas dans les locomotives à essieux indépendants.
L'accouplement de deux ou plusieurs trains de roues permet de relever beaucoup cette limite, en les obligeant à rouler ou à patiner ensemble. Le poids adhérent se trouve ainsi doublé, triplé ; il peut comprendre le poids total de la locomotive et même celui des approvisionnements, dans les machines-tenders.
Pendant longtemps, on a cru que l'accouplement ne convenait pas aux locomotives à grande vitesse. Mais la pratique a montré que les bielles d'accouplement, bien montées, résistaient aux rotations les plus rapides des roues, et que les avaries en étaient extrêmement rares.
En répandant un peu de sable sur les rails, on augmente l'adhérence, et on combat les influences qui la réduisent.
Fig. 93. - Sablière des chemins de fer de Paris à Lyon et à la Méditerranée ; un petit disque percé de deux trous peut tourner sur le fond horizontal de la boite, de manière à démasquer l'ouverture de l'un ou l'autre des tuyaux qui aboutissent en avant et en arrière de la roue : la tige transversale, qu'on voit sur le dessin, transmet le mouvement d'un côté à l'autre de la boîte.
Le sable, contenu dans une sablière, est amené par des tuyaux en avant des roues motrices : il tombe spontanément quand on démasque un orifice au fond de la sablière (fig. 93 et 94), ou bien il est versé dans les tuyaux par un distributeur en hélice qu'on fait tourner à la main (fig. 95).
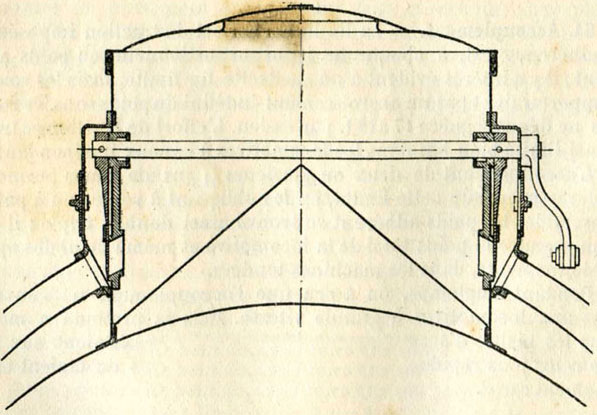
Fig. 94. - Sablière à valves.
Ces sablières simples ne sont pas très satisfaisantes : le sable coule inégalement et forme des paquets, qui, bien qu'écrasés par les roues motrices, gênent le roulement des roues suivantes et augmentent la résistance du train ; puis le sable tombe à quelque distance en avant des roues motrices, de sorte qu’il n'agit pas au premier instant d'un démarrage, et le vent peut l’emporter ; enfin la dépense de sable est assez forte, et les sablières se vident avant le terme d'une étape, si les patinages sont fréquents.
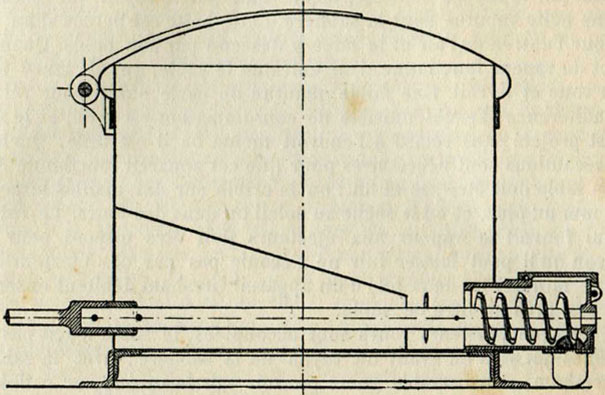
Fig. 95. - Sablière à distributeur hélicoïdal.
Dans l'appareil Gresham (fig. 96), un petit éjecteur à vapeur est installé en avant de la roue motrice : le jet de vapeur, en s'échappant par la tuyère centrale, aspire l'air par le tuyau qui aboutit à une boîte montée sous la sablière. Cette boîte est percée d'un trou pour l'entrée de l'air et le sable y descend par son poids. Quand le jet de vapeur fonctionne, l'air entraîne le sable, qui est lancé entre la roue et le rail. Une faible quantité de sable suffit pour rétablir l'adhérence ; l'excès nuisible de consommation est évité, et le sable est projeté sans retard à l'endroit même où il est utile. Quelques précautions sont nécessaires pour que cet appareil fonctionne bien. Le sable doit être sec et fin : on le crible sur des mailles larges de 2 mm au plus, et on le sèche au soleil ou dans des fours. Le robinet qui fournit la vapeur aux éjecteurs doit être disposé pour que l'eau qu'il peut laisser fuir ne s'écoule pas par ces éjecteurs. En une minute, les deux jets d'un appareil Gresham débitent ensemble à peu près un litre de sable.
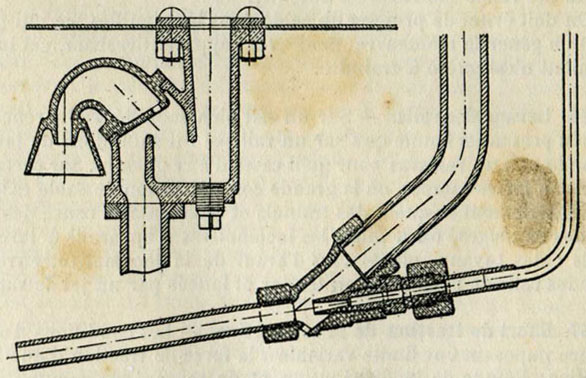
Fig. 96. - Appareil Gresham : boîte d'aspiration, où tombe le sable ; éjecteur à vapeur, recevant la vapeur par le petit tuyau, aspirant par le gros tuyau l'air chargé de sable et le projetant sous la roue.
Lorsque plusieurs roues sont accouplées, le sable n'agit pas sur celles qui sont en avant du tuyau de la sablière ; avec la sablière Gresham, il ne semble guère pouvoir agir beaucoup sur celles qui suivent la roue atteinte par le jet. Beaucoup de locomotives, même des machines-tenders, n'ont de tuyaux à sable que pour la marche avant, ce qui rend la marche arrière plus difficile. Lorsque cette marche est fréquente, l'addition de tuyaux donnant du sable à l'arrière des roues motrices est utile (fig. 93).
On doit éviter de projeter du sable dans les aiguilles, ce qui pourrait en gêner la manœuvre ; mais avec l'appareil Gresham, cet inconvénient n'est guère à craindre.
Sur un rail bien mouillé, l'adhérence est à peu près aussi bonne que sur un rail sec : il suffit donc de laver à grande eau un rail gras pour qu'il cesse d'être glissant. Sur certaines lignes à fortes rampes, où la grande consommation de sable exigeait un déblaiement fréquent des tunnels et augmentait l'usure des rails et des bandages, on a muni les locomotives d'appareils à laver les rails : des tuyaux, placés vers l'avant de la locomotive, envoient sur les rails de l'eau prise au tender et lancée par un jet de vapeur.
Les conditions d'adhérence imposent une limite variable à la force de traction d'une locomotive ; l'étude de la distribution et du mécanisme montre comment la force de traction est produite par la vapeur, et ne dépasse pas certaines valeurs. Il faut éviter toute confusion entre ces deux limites de l'effort de traction ; si l'effort que peut produire la vapeur dépasse celui que l'adhérence permet d'utiliser à certains moments, il est possible de réduire cet effort ; on peut aussi améliorer l'adhérence à l'aide du sable ou autrement ; elle s'améliore spontanément certains jours et en certaines saisons. Mais si c'est l'effort moteur de la vapeur qui est trop faible, si grande que soit l'adhérence, il n'y a pas de remède : on ne pourra dépasser cet effort.
En d'autres termes, on peut arriver à se tirer d'affaire, non sans peine, il est vrai, quand l'adhérence est insuffisante, mais on ne peut pas remédier à la faiblesse du moteur.
Lorsqu'on construit des machines puissantes en réduisant autant que possible le poids des pièces, il arrive souvent que l'adhérence est faible comparée à la puissance : c'est pourquoi on a quelquefois alourdi les machines à dessein et sans autre motif. Sur des lignes de plaines, où les locomotives à marchandises remorquent des trains pesant 700, 800 t et même davantage, l'addition de quelques tonnes à la machine n'est guère sensible, si on la compare à la charge totale. Mais sur les lignes de montagnes, à rampes de 20, de 40 mm par mètre, le poids qu'on peut traîner n'est pas grand : si ce poids descend à 80 ou 100 t, quelques tonnes de plus à la machine, qui réduisent d'autant la charge utile du train, ne sont pas indifférentes : il faut y regarder à deux fois avant d'alourdir exprès les locomotives, pour améliorer leur adhérence. Il convient alors de rendre adhérent, autant que possible, tout le poids nécessaire pour le moteur, notamment en supprimant les tenders séparés.
Comment calcule-t-on l'effort de traction, qui est ordinairement indiqué sur le tableau des dimensions des locomotives ? Si la vapeur, prise à la plus forte pression que doive supporter la chaudière, poussait le piston pendant sa course entière, sans aucune détente, l'autre face communiquant constamment avec l'échappement, on obtiendrait le plus grand travail possible par coup de piston. Ce travail est égal à la force qui pousse le piston multipliée par sa course ; avec un piston de 45 cm de diamètre, dont la surface est de 1 590 cm², et une chaudière timbrée à 10 kg, cette force, atteint 15 900 kg. Si la course est de 0,6 m, le travail sera 15 900 X 0,6 ou 9 550 kilogrammètres ; pour un tour de roues, comme il y a deux cylindres et que chaque piston fait une excursion aller et retour, le travail moteur sera quatre fois plus grand.
D'autre part, le travail exercé par la locomotive, pour un tour de roues, est égal à l'effort de traction appliqué entre les roues et le rail, multiplié par le chemin parcouru pendant que ces roues font un tour : ce chemin est égal à la circonférence d'une roue ; le diamètre des roues étant de 1,400 m, la circonférence est de 4,400 m environ.
Si les frottements ou d'autres résistances ne causaient aucune perte dans la transmission du travail des pistons aux roues motrices, le travail de l'effort de traction pondant un tour de roues serait égal à celui de la vapeur sur les pistons, à 4 fois 9 350 ou 38 200 kilogrammètres dans l'exemple. Ce travail connu est le produit de l'effort de traction moyen par la longueur parcourue, 4,400 m : l'effort de traction est donc 38 200 divisé par 4,400 ou 8 700 kg environ.
C'est ce qu'exprime la formule , qui se réduit à
, qui se réduit à , où p est la pression effective de la vapeur par centimètre carré, d le diamètre du cylindre en centimètres, l la course du piston, en mètres, à compter quatre fois pour un tour de roues, D le diamètre des roues motrices, en mètres.
, où p est la pression effective de la vapeur par centimètre carré, d le diamètre du cylindre en centimètres, l la course du piston, en mètres, à compter quatre fois pour un tour de roues, D le diamètre des roues motrices, en mètres.
En réalité, on ne peut développer un si grand effort de traction, parce que la vapeur n'agit jamais à pleine pression pendant toute la course du piston, et parce que les frottements sont inévitables. On estime qu'avec les dispositions usuelles des locomotives, on ne peut recueillir qu'environ les deux tiers, ou 0,65, du travail calculé : c'est ce qu'indique la formule . Cette réduction est assez largement estimée, et il arrive que les locomotives développent un effort supérieur.
. Cette réduction est assez largement estimée, et il arrive que les locomotives développent un effort supérieur.
Cette traction est celle qu'exercent les roues motrices ; elle sert non seulement à tirer le train, mais encore à faire avancer la locomotive elle-même : l'effort sur le crochet de traction d'arrière, qu'enregistre le dynamomètre, est donc moindre. Enfin l'action motrice des pistons sur les roues n'est pas constante pendant un tour, ce qui ne trouble pas l'égalité du travail exprimée, mais risque de produire le patinage pour certaines positions des pistons.
L'effort de traction, ainsi calculé, ne peut être développé par la locomotive pendant longtemps, à moins qu'elle ne marche fort lentement, car la chaudière ne fournirait pas toute la vapeur nécessaire, qui est d'ailleurs mal utilisée quand elle ne se détend pas dans les cylindres.
Pour tirer bon parti des machines, il importe de leur donner des charges aussi lourdes que possible : ces charges dépendent, pour une machine donnée, de la vitesse de marche, des rampes et des courbes, enfin de l'état atmosphérique, qui agit sur l'adhérence, et aussi sur les résistances du train. C'est en définitive la vaporisation de la chaudière qui impose à la charge une limite : cependant, à faible vitesse, les conditions d'adhérence peuvent quelquefois obliger à la réduire ; cette réduction est même parfois nécessaire pour ne pas surmener les attelages, qui ne peuvent supporter avec sécurité qu'un effort limité à un certain nombre de tonnes.
Lorsque les rampes ne sont pas longues, l'élan du train permet de les franchir plus facilement. Les courbes causent une résistance qu'on peut assimiler à celle d'une rampe d'un certain nombre de millimètres par mètre. Quant à l'effet, très variable, des conditions atmosphériques, on en tient compte, d’une manière générale, en fixant des charges différentes pour l'hiver et pour l'été, et par des réductions temporaires ou exceptionnelles.
Sur les chemins de fer de Paris à Lyon et à la Méditerranée, on a calculé, pour chaque section, une rampe fictive qui représente l'effet des déclivités réelles et des courbes ; la section est supposée présenter cette rampe fictive en alignement droit, sur toute sa longueur. Comme les trains les plus rapides peuvent le mieux franchir par élan certaines rampes, il en résulte que la rampe fictive a une moindre valeur pour ces trains. Elle est, bien entendu, différente pour les deux sens du parcours. Le tableau, qui suit, donne, comme exemple, les rampes fictives pour les trois sections de la ligne de Paris à Tonnerre. Ces rampes sont indiquées en millimètres et fractions de millimètre par mètre. Les vitesses sont les vitesses moyennes de marche dans la section.
| VITESSES EN KILOMÈTRES A L’HEURE | 20 | 30 | 40 | 50 à 60 |
| Paris à Montereau | 3 | 2,7 | 2,4 | 2,25 |
| Montereau à Laroche | 2,5 | 2.3 | 2,1 | 2 |
| Laroche à Tonnerre | 2,75 | 2,55 | 2,35 | 2,25 |
| Tonnerre à Laroche | 3 | 2,7 | 2,4 | 2.25 |
| Laroche à Montereau | 2 | 1,6 | 1,2 | 0,8 à 0,5 |
| Montereau à Paris | 1 | 0,8 | 0,6 | 0,5 |
Des tableaux donnent, pour chaque série de machine, les charges qu'elles doivent remorquer, aux diverses vitesses, sur les diverses rampes fictives. Les charges des trains sont calculées approximativement en tonnes.
Le mécanisme de prise de vapeur s'appelle régulateur sur les locomotives. Le régulateur des machines fixes est un appareil différent, qui agit automatiquement sur l'admission de vapeur, de manière à maintenir à peu près constante la vitesse de marche, malgré les variations du travail résistant. Sur la locomotive, on peut régler le travail moteur en ouvrant plus ou moins la prise de la vapeur, ce qui justifie le nom de régulateur ; mais ce n'est pas le seul mécanisme qui produise cet effet.
Le régulateur consiste le plus souvent en une plaquette ou tiroir de bronze, placé dans l'intérieur de la chaudière et pouvant ouvrir ou fermer une lumière en communication avec des tuyaux qui aboutissent aux boîtes à vapeur des cylindres (fig. 97). La pression de la vapeur dans la chaudière fait coller ce tiroir sur sa table. On emploie aussi, en Amérique et en Angleterre, la soupape équilibrée à double siège.
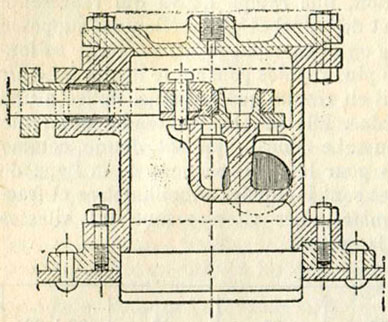
Fig. 97. - Régulateur du type Crampton, à un tiroir.
Lorsque le régulateur n'ouvre qu'une étroite issue à la vapeur, il se produit un laminage, et la pression de la vapeur s'abaisse. On peut graduer cet effet avec le régulateur à deux tiroirs (fig. 98) : le tiroir supérieur commence par démasquer une petite lumière ménagée dans le tiroir inférieur. Cette disposition permet d'éviter les à-coups aux démarrages et dans les manœuvres. Elle a aussi l'avantage de rendre plus douce la manœuvre : dès que le petit tiroir est déplacé, la vapeur, pénétrant sous le grand tiroir, réduit la pression qu'il supporte et, par suite, le frottement à vaincre pour le mouvoir. Par contre le régulateur est moins simple et moins étanche.
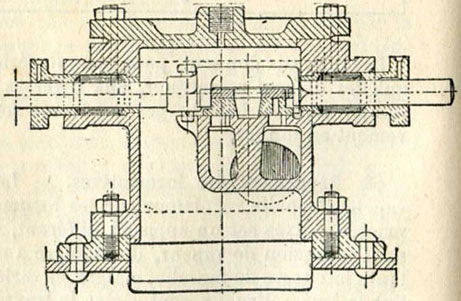
Fig. 98. - Régulateur du type Crampton, à deux tiroirs, avec contre-tige.
Beaucoup de régulateurs comportent une boîte en fonte du type Crampton ; cette disposition a été imaginée pour les locomotives Crampton, dont les cylindres sont montés vers le milieu du corps cylindrique. Quand les cylindres sont au-dessous de la boîte à fumée, elle n'a plus les mêmes avantages : elle est d'ailleurs commode, mais on peut lui reprocher de faire passer les tuyaux de vapeur à l'extérieur de la chaudière, ce qui, malgré les enveloppes, cause une certaine perte de chaleur par condensation d'une partie de la vapeur. Les régulateurs placés dans le dôme, avec tuyaux à l'intérieur de la chaudière et dans la boîte à fumée, sont préférables sous ce rapport : ils consistent en un tiroir jouant sur une table verticale (fig. 99). Ils doivent être montés de manière à se fermer par leur poids en cas de rupture de la tige de commande.
Un godet à deux robinets permet de graisser le régulateur ; il faut s'en servir avec modération, surtout pour les régulateurs montés dans le dôme, à cause de l'action fâcheuse de l'huile dans les chaudières.
Les régulateurs du type Crampton sont manœuvrés à l'aide d'une tringle, qui sort à travers une garniture, et qui est commandée par un levier placé à la main du mécanicien. La pression de la vapeur s'exerce, sans être contre-balancée, sur une surface égale à la section de la tige et tend à la pousser, en ouvrant le régulateur. Si le diamètre de la tige est de 36 mm, la section est d'environ 10 cm². Avec la pression de 12 kg par cm², adoptée pour certaines chaudières, c'est une force de 120 kg à laquelle les frottements seuls résistent, à moins qu'on ne fasse usage d'une contre-tige, qui supprime la poussée de la vapeur (fig. 98).
La dilatation de la chaudière, lors de la mise en pression, peut déplacer le régulateur : la tige, restant froide, ne se dilate pas ; l'effet est le même que si elle se raccourcissait de quelques millimètres : si le levier touche l'arrêt de son support, c'est le tiroir qui est tiré par suite de ce raccourcissement. Il faut tenir compte de cet effet et donner aux tiroirs des régulateurs des recouvrements assez étendus pour que ces petits mouvements ne démasquent jamais les lumières.
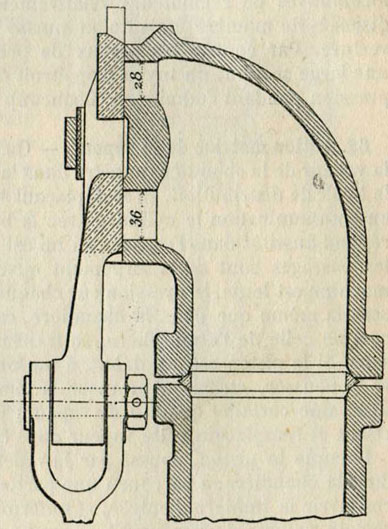
Fig. 99. - Régulateur à un tiroir placé dans le dôme (locomotives des chemins de fer de l'Ouest).
Le régulateur monté dans le dôme est souvent manœuvré par une tige tournante placée dans la chaudière, traversant, dans une garniture, la face arrière de la boîte à feu, et terminée à l'extérieur par un levier. Le mécanicien a ce levier sous la main, même s'il se porte à la gauche de sa machine et lorsqu'il regarde du côté du tender, dans la marche arrière.
On commande aussi le régulateur dans le dôme par un levier horizontal, monté sur le côté de la machine et agissant sur un renvoi de sonnette.
Les fuites des régulateurs sont à craindre, parce qu'elles peuvent causer une mise en marche intempestive, si on a oublié d'ouvrir les purgeurs pendant un stationnement.
De récentes expériences, faites avec l’auto-indicateur des chemins de fer.de l'Ouest, ont montré que la section ouverte d'un régulateur n'a pas besoin, en général, d'être très large, ce qui justifie l'habitude, qu'ont beaucoup de mécaniciens, de ne jamais l'ouvrir en grand. On peut en conclure qu'il y aurait avantage à munir les locomotives de régulateurs relativement petits, à un seul tiroir, disposés de manière à ce qu'on puisse facilement en graduer l'ouverture. Par contre, les tuyaux de prise de vapeur doivent avoir une large section, un tuyau trop étroit donnant lieu à des chutes de pression pendant l'admission, beaucoup plus qu'un petit régulateur.
Quand le régulateur est ouvert, la vapeur de la chaudière pénètre dans la boite à vapeur du cylindre ; le tiroir de distribution, en se déplaçant sur la table des lumières, met en communication le cylindre avec la boîte à vapeur. La vapeur se répand aussitôt dans l'espace qui lui est offert et presse le piston. Si les passages sont assez largement ouverts, et si la marche de la machine est lente, la pression sur chaque centimètre carré du piston sera la même que dans la chaudière, car la pression de la vapeur, comme celle de l'atmosphère, se transmet également dans tous les sens. Si le piston est, au début, à un fond de course, cette pression va le pousser, en faisant avancer la machine. Il sortira de la chaudière une certaine quantité de vapeur ; un poids égal d'eau se vaporisera et remplacera cette vapeur dans la chaudière.
Lorsque le piston, poussé par la vapeur à la même pression que dans la chaudière, a parcouru une partie de sa course, le tiroir vient recouvrir la lumière d'entrée, et enferme ainsi dans le cylindre un certain volume de vapeur. A ce moment commence la détente : à mesure que le piston continue sa course, l'espace occupé par la vapeur enfermée dans le cylindre augmente ; en même temps la pression qu'elle exerce sur le piston diminue. La vapeur est comme un ressort qui produit un effort de moins en moins grand à mesure qu'il s'allonge.
Les physiciens ont étudié comment varie la pression de la vapeur, quand elle se détend de la sorte. Le praticien peut se contenter d'une règle simple et suffisamment exacte : au moment où finit l'admission, le cylindre contient un certain volume de vapeur, exerçant une pression connue par centimètre carré ; on calcule la pression absolue, en augmentant d'une unité la pression effective en kilogrammes par centimètre carré ; on multiplie le volume, en litres, par la pression absolue. Quand la détente a augmenté le volume de la vapeur, le produit de ce nouveau volume par la nouvelle pression absolue est toujours le même.
Tandis que le piston est ainsi poussé par la vapeur, l'autre face reçoit seulement la pression de l'atmosphère, pendant la plus grande partie de la course, parce que le cylindre communique de ce côté avec l'extérieur par la tuyère d'échappement.
Le piston se meut en ligne droite dans le cylindre et doit faire tourner l'essieu (fig. 100). Il est fixé sur une tige en acier, qui sort du cylindre à travers une garniture ne laissant pas fuir la vapeur. Pour bien supporter le piston, en vue de réduire l'usure du cylindre, on le munit parfois d'une contre-tige, qui sort à l'avant du cylindre à travers une seconde garniture.
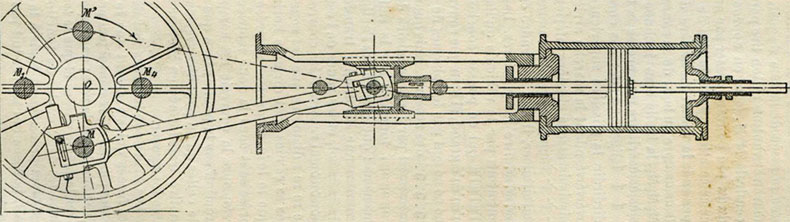
Fig. 100. - Transformation du mouvement rectiligne alternatif du piston, en mouvement circulaire continu, par bielle et manivelle.
La tige du piston s'emmanche dans la tète ou crosse de piston, munie de patins qui coulissent entre les glissières. La bielle motrice s'articule d'un côté sur la tète de piston, qui se meut en ligne droite comme le piston, et de l'autre sur le boulon ou tourillon de manivelle. Quand les cylindres sont intérieurs, le tourillon de manivelle fait partie d'un essieu coudé.
Lorsque le piston est à l'un de ses fonds de course, la manivelle est dite au point mort : elle est horizontale, si l'axe du cylindre l'est aussi, et dirigée suivant OM1 ou OM4 (fig. 100). En passant d'une position à l'autre, le point M, sur l'axe du bouton, décrit un cercle dont le centre est sur l'axe de l'essieu et dont le diamètre M1 M4 est égal à la course du piston. Sauf au passage des points morts, l'axe de la bielle est incliné sur l'axe du cylindre : il en résulte une poussée de la tête de piston contre une des glissières. Dans la marche avant, le piston tire pendant que la manivelle décrit le demi-cercle M1 M' M4 (sauf en approchant du fond de course, la traction du piston pouvant cesser par suite de la compression de la vapeur) : cette traction appuie la tète de piston contre la glissière supérieure ; pendant le retour en arrière du piston, il pousse au lieu de tirer (sauf encore au bout de sa course) ; la manivelle décrit le demi-cercle M4 M M1 ; la bielle étant inclinée en sens inverse, c'est encore la glissière supérieure que presse la tête de piston.
En négligeant l'effet des compressions en fin de course, on peut dire que la glissière supérieure travaille seule, pendant la marche avant. Pendant la marche arrière, on voit de même que la tète de piston presse la glissière inférieure seule.
Pour bien comprendre comment le mécanisme de la locomotive la fait avancer, il faut se rendre compte de la poussée exercée par les boîtes contre les glissières. Les essieux simplement porteurs sont entraînés par le véhicule qu'ils supportent : c'est donc la glissière d'arrière qui en pousse constamment les boîtes ; l'effort nécessaire n'est pas grand, si bien que souvent les boîtes des voitures à voyageurs ne touchent pas les plaques de garde et sont tirées par les menottes inclinées des ressorts. Mais quand un essieu est moteur, soit directement, soit par l'intermédiaire de bielles d'accouplement, ce sont ses roues, en tournant sur le rail sans patiner, qui font avancer la machine : quelle est alors l'action des boîtes sur les glissières ? Qu'on imagine une locomotive transformée en moteur d'atelier : elle est fixée au sol, et les roues de l'essieu moteur sont remplacées par des poulies, qui reçoivent les courroies ; on supposera que ces poulies ont le même diamètre que les roues dont elles ont pris la place et que les courroies sont dirigées horizontalement (fig. 101), de telle sorte que le brin conducteur se présente sous la poulie comme le rail se présentait sous la roue motrice. On admettra enfin que le brin de retour de la courroie est complètement lâche et n'exerce aucune traction sur la poulie ; bien que ces conditions diffèrent quelque peu de celles qu'on peut observer dans les ateliers conduits par une locomotive transformée en moteur fixe, on n'aura pas grande difficulté à se les figurer.
Les brins conducteurs des deux courroies remplacent les rails : les forces qui s'exercent sur le bâti, et notamment entre les boîtes et les glissières, restent à peu près les mêmes que lorsque la locomotive courait sur la voie ; on suppose, bien entendu, que l'essieu tourne avec la même vitesse et que le travail est le même par coup de piston, dans les deux modes de fonctionnement. La tension de la courroie est alors précisément égale à la poussée que la roue exerce sur le rail, poussée qui ne produit pas le patinage si l'adhérence est suffisante.
En examinant la marche d'une machine fixe, s'il y a un peu de jeu dans les paliers de l'arbre, on voit que, pendant un tour, cet arbre est alternativement poussé et tiré par le piston : de même, la boîte de la locomotive va être poussée contre la glissière arrière par le piston marchant d'avant en arrière, puis tirée contre la glissière avant, par le piston revenant d'arrière en avant. Mais en outre, la traction de la courroie (ou la réaction du rail contre la roue) s'exerce constamment dans le même sens et tend à toujours appliquer la boîte contre la glissière avant, avec une force égale à cette traction ; il en résulte que la poussée contre cette glissière est augmentée d'autant, tandis que la poussée contre la glissière arrière est diminuée.
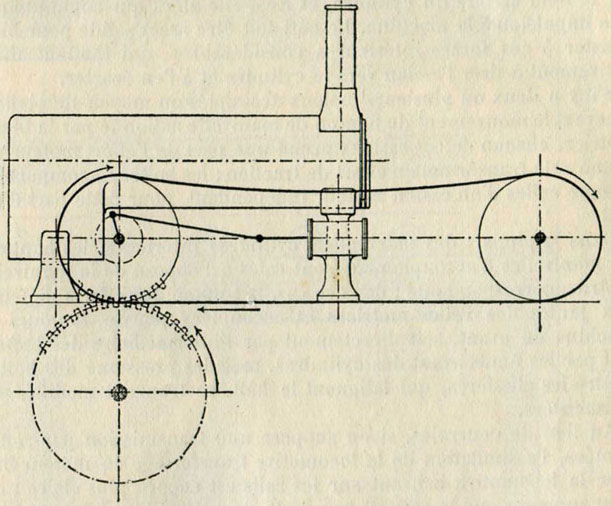
Fig. 101. - Transmission de l'effort moteur ; comparaison de la locomotive avec une machine fixe.
Si la poussée, variable suivant la pression de la vapeur sur le piston, atteint, dans chaque sens, 6 000 kg, et si la tension de chaque courroie, ou l'effort de traction à la jante de chaque roue, est alors de 2 000 kg, la poussée sur la glissière avant atteindra à chaque tour 8 000 kg, et la poussée sur la glissière arrière sera réduite à 4 000 kg ; ces variations produisent des chocs violents s'il y a trop de jeu entre la boîte et les glissières.
On a considéré isolément une seule boîte et le piston correspondant, supposé agir très près de la boîte, ainsi qu'on le voit sur les locomotives à cylindres extérieurs ; quand les cylindres sont intérieurs, les deux mécanismes moteurs sont assez éloignés des boîtes, et leur action se combine d'une manière un peu plus compliquée.
On peut être surpris de voir les roues motrices, qui en somme font avancer la locomotive, appuyer à certains moments leurs boîtes contre les glissières arrière. Mais il ne faut pas oublier que le bâti est soumis à l'action d'autres forces : la vapeur presse toujours l'un ou l'autre fond du cylindre, exactement comme le piston ; on peut donc dire que lorsque la boîte de l'essieu moteur s'appuie contre la glissière arrière, c'est par le fond avant du cylindre que la vapeur pousse la locomotive ; au contraire, quand la boîte s'appuie contre la glissière avant, sa poussée contre-balance et dépasse la pression sur le fond arrière du cylindre, et c'est elle alors qui communique une impulsion à la machine. Le bâti doit être assez solide pour bien résister à ces forces intérieures considérables, qui tendent alternativement à tirer l'essieu vers le cylindre et à l'en écarter.
S'il y a deux ou plusieurs essieux accouplés au moyen de bielles, recevant le mouvement du bouton de manivelle actionné par la bielle motrice, chacun de ces essieux prend une part de l'effort moteur du piston et la transforme en effort de traction ; les boîtes se comportent comme celles d'un essieu moteur indépendant, pour cette part d'effort.
Dans la plupart des machines à cylindres intérieurs, les boutons de manivelles d'accouplement sont calés à l'opposé de la manivelle motrice correspondante ; dans ce cas, la somme des efforts moteurs aux jantes des roues motrices et accouplées pousse toujours la machine eu avant, soit directement par l'intermédiaire des boîtes, soit par les fonds avant des cylindres, mais les pressions des boîtes contre les glissières, qui fatiguent le bâti, se trouvent modifiées et augmentées.
Au lieu de courroies, si on suppose une transmission par roues dentées, l'assimilation de la locomotive transformée en moteur fixe avec la locomotive courant sur les rails est encore plus claire : on peut supposer que le rail est une sorte de crémaillère à très petites dents.
Les cylindres sont fixés aux longerons par des boulons enfoncés à force dans des trous alésés ; cette attache doit être très solide, sinon elle se disloque rapidement. Les cylindres sont à l'extérieur (fig. 102) ou à l'intérieur des longerons. Les cylindres extérieurs des locomotives américaines (fig. 103) sont boulonnés ensemble et sur les barres de fer qui constituent le châssis ; ils sont fondus avec une selle qui porte la chaudière. Les cylindres intérieurs (fig. 104) sont boulonnés ensemble, ou fondus en une pièce unique.
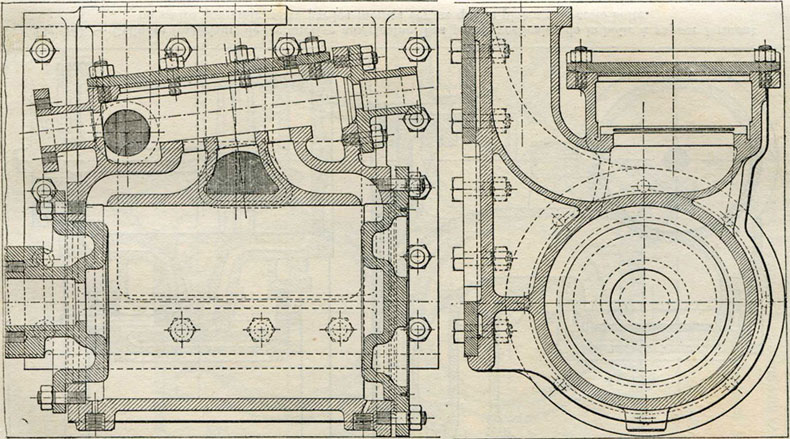
Fig. 102. - Cylindre extérieur des locomotives de gare nos 0.901 à 0.958 des chemins de fer de l'Est, avec tige de tiroir inclinée.
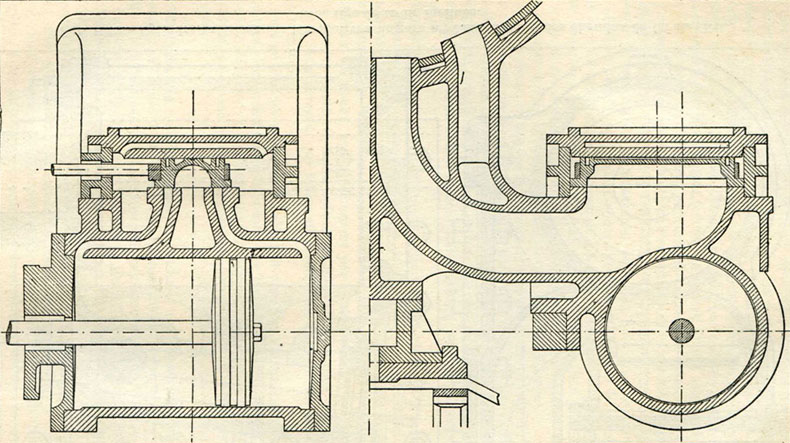
Fig. 103. - Cylindre (extérieur) de locomotive américaine. Les parois verticales de la boîte à vapeur forment un cadre amovible, serré par les mêmes écrous que le plateau de cette boîte.
Le fond d'arrière, qui porte les glissières, ne se démonte pas en service, mais on retire fréquemment le plateau d'avant, ainsi que le couvercle de la boîte à vapeur. Il est mauvais d'exagérer l'épaisseur du joint du plateau de cylindre, parce qu'on augmente ainsi l'espace libre laissé par le piston à fond de course : il en résulte un accroissement de la consommation de vapeur.
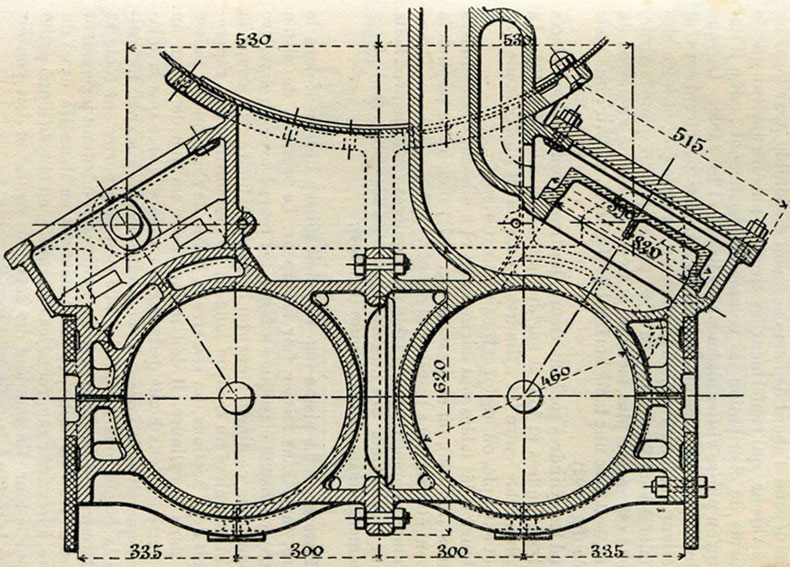
Fig. 104. - Cylindres intérieurs des locomotives nos 963-998 des chemins de fer de l’Ouest. D’après M. Demoulin.
Avant de remonter les plateaux, il faut bien s'assurer qu'il ne reste pas, dans les replis des lumières, d'écrous, d'outils, de chiffons, ou tout autre objet pouvant endommager le cylindre.
Les enveloppes extérieures des cylindres doivent toujours être montées avec soin, car le refroidissement par l'air y cause une perte de chaleur nuisible. L'emploi de matières isolantes entre la fonte et l'enveloppe en tôle est à recommander : les matières vitreuses en filaments, dites coton minéral, laine de scorie, conviennent pour cet usage, parce que la chaleur ne les altère pas. Il faut qu'elles remplissent bien les vides sans êtres par trop tassées.
Les tiroirs occupent diverses positions sur les cylindres. Cette position dépend d'abord de l'emplacement disponible pour loger les boîtes à vapeur, qui renferment les tiroirs ; puis il convient que le mécanisme de distribution les commande facilement ; enfin il importe qu'on puisse visiter aisément les tiroirs et les tables. Lorsque les cylindres sont extérieurs, les boîtes à vapeur pénètrent souvent à l'intérieur des longerons, où la place ne manque pas, et les tables des lumières sont verticales ; on n'est pas trop gêné pour la visite, mais elle est encore plus facile si le tiroir est monté au-dessus du cylindre, soit avec une table horizontale (fig. 103), soit avec une table inclinée (fig. 102).
Quand les cylindres sont intérieurs, les tiroirs sont souvent placés entre les cylindres et jouent sur des tables verticales (fig. 105). La place disponible entre les cylindres est rarement aussi grande que dans cet exemple, où les longerons sont extérieurs.
Quelquefois les tables sont horizontales et au-dessus des cylindres intérieurs (fig. 106), ou en dessous (fig. 107) ; dans cette position la table peut être inclinée transversalement.
Certaines locomotives ont la table des lumières verticale avec boîte à vapeur à l'extérieur des longerons, ou bien les tiroirs sont placés latéralement sur une table oblique (fig. 104).
Le piston (fig. 108) doit glisser librement dans le cylindre, mais sans laisser fuir la vapeur. Le segment de piston (fig. 109), ou bague élastique en fonte, est tourné avec un diamètre dépassant d'un centimètre environ celui du cylindre : on coupe la bague et on enlève un tronçon long de 30 mm environ ; en rapprochant les deux sections, on resserre la bague de sorte qu'elle puisse entrer dans le cylindre. Il doit même rester un jeu de 2 mm au moins entre les deux bouts de la bague en place, parce que la dilatation risquerait de la faire coincer si elle était trop serrée. L'élasticité de la bague tend à l'ouvrir ; elle doit bien porter sur toute sa circonférence : on assure la portée régulière en en battant légèrement au marteau les extrémités, ou en ramenant au diamètre exact du cylindre, après avoir rapproché les extrémités, au moyen d'une petite passe sur le tour. En montant des segments neufs, on doit pouvoir déplacer le piston à la main sans trop de peine.
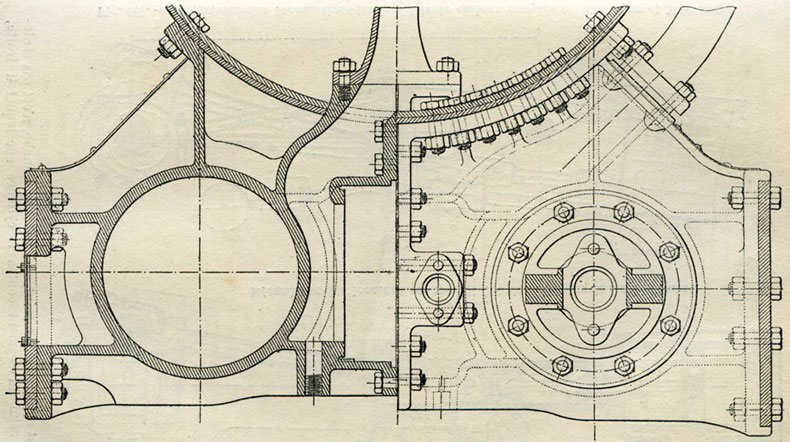
Fig. 105. - Cylindres intérieurs des locomotives-tenders à trois essieux couplés des chemins de fer de l'Est, avec tiroirs sur tables verticales entre les cylindres. Ces cylindres sont boulonnés contre des longerons extérieurs.
Fig. 106. - Mécanisme des locomotives nos 621-706 des chemins de fer de l’Ouest.
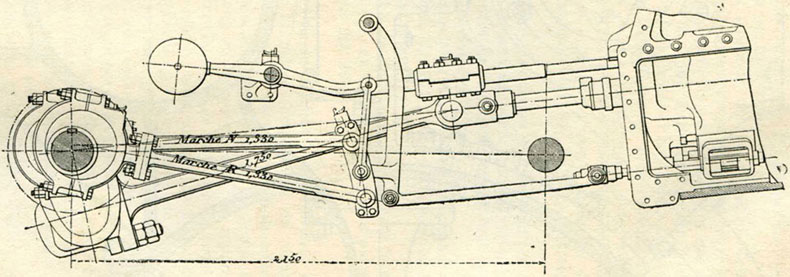
Fig. 107. - Mécanisme des locomotives-tenders à trois essieux couplés nos 3501-3602 et 3002-3031 des chemins de fer de l’Ouest.
A mesure que l'extérieur du segment et le cylindre s'usent, le segment s'ouvre de plus en plus, et il presse de moins en moins les parois ; il faut le changer quand il bâille de 10 mm environ. Le joint, bien que brisé, laisse à la vapeur un petit passage, qui s'agrandit par l'usure. La vapeur entre en effet sous le segment et fuit par le joint entr'ouvert. Le joint, qui doit être étanche, n'est pas seulement celui du segment contre le cylindre sur lequel il frotte, mais aussi celui du plat du segment contre le bord de la rainure du piston. Ce fait, vu le changement de sens continuel de la pression de la vapeur, explique l'usure des gorges du piston.
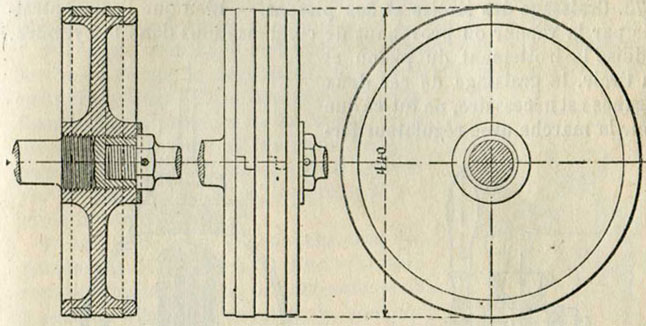
Fig. 108. - Piston de locomotive, à deux segments, montés dans des gorges séparées, avec contre-tige.
Grâce à l'emploi de deux segments, à joints croisés, les fuites sont fort atténuées. Les segments cassés, non seulement laissent fuir la vapeur d'un côté du piston à l'autre, mais peuvent rayer le cylindre ; les morceaux risquent de défoncer les plateaux en quittant leur logement. Au piston évidé à simple toile (fig. 108), certains constructeurs préfèrent le piston creux à double toile, limité par deux parois planes ; les fonds de cylindre sont alors un peu plus simples, puisqu'ils ont également une face plane et n'épousent plus le profil refouillé du piston.
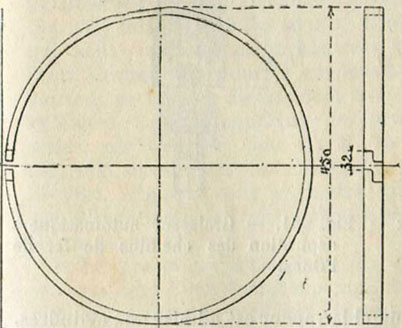
Fig. 109. - Segment ou bague de piston.
Le piston doit être solidement emmanché sur la tige : un piston de 500 mm de diamètre, soumis à une pression effective de 12 kg par cm², transmet une force de 23 500 kg : les deux pistons, s'ils étaient placés comme des vérins, pourraient souvent soulever leur locomotive.
La tige est vissée dans le piston (fig. 108), ou la portée du piston sur la tige est légèrement conique, avec un écrou sur la tige. On peut même se passer d'écrou, en montant le piston à chaud sur la tige froide.
Bien que l'eau, entraînée par la vapeur ou provenant do condensations dans le cylindre, réduise le frottement du piston et du tiroir, le graissage de ces deux organes est nécessaire, ne fût-ce que pour la marche avec régulateur fermé ; mais il est utile même quand la vapeur est admise aux cylindres.
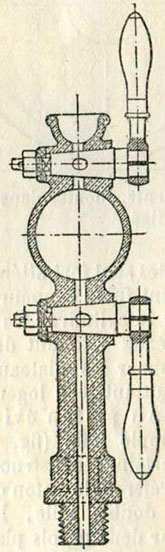 |
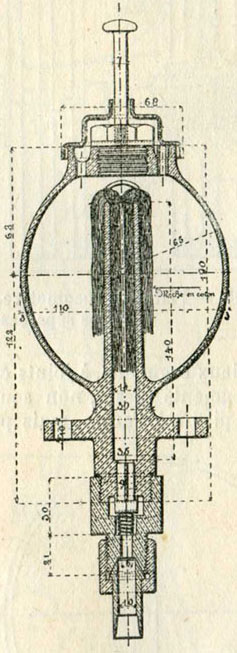 |
Fig. 110. - Graisseur à deux robinets. |
Fig. 111. - Graisseur automatique à aspiration des chemins de fer de l'Ouest. |
Les appareils graisseurs, fort variés, se groupent en cinq catégories :
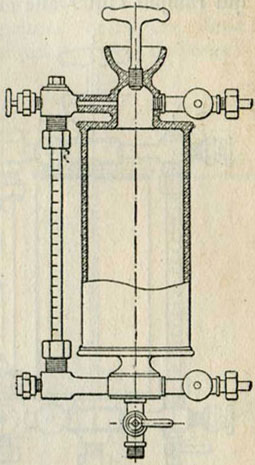
Fig. 112. - Graisseur Consolin. L'eau, provenant de la vapeur condensée, pénètre par la tubulure latérale inférieure ; l'huile déplacée sort par la tubulure supérieure ; le tube en verre indique le niveau de l'eau ; le robinet inférieur sert a la vidange.
Pour répartir également l'huile entre les deux tiroirs et les deux pistons d'une locomotive ordinaire ou entre les quatre cylindres de certaines compound, on fait usage de graisseurs mécaniques à pistons multiples, tels que celui de Bourdon (fig. 117). Chaque piston de cet appareil se compose d'un plongeur et d'un tube, qui coulisse entre deux tubes fixes. Une soupape de refoulement laisse passer l'huile envoyée à l'organe à graisser, pendant la descente du piston, mais cette pompe ne porte pas de soupape d'aspiration : il y a seulement des trous percés en N dans les tubes fixes. Quand le piston est soulevé, il fait d'abord le vide, jusqu'à ce que le tube mobile démasque les trous N : alors l'huile pénètre sous le piston. Pendant la descente, le tube mobile doit chasser l'huile qui remplit l'intervalle entre les deux tubes fixes : comme il laisse très peu de jeu, l'huile pour s'échapper exige une forte pression, de sorte que l'huile refoulée par le plongeur central ne peut retourner dans le réservoir et soulève la soupape de refoulement P.
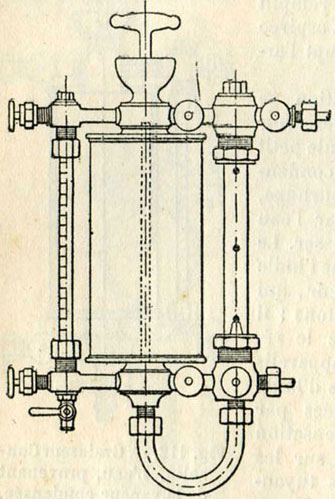 |
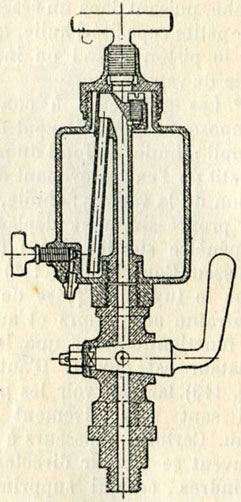 |
Fig. 113. - Graisseur à condensation à gouttes visibles. L'huile déplacée descend par le tube central, puis remonte dans ce gros tube en verre plein d'eau. |
Fig. 114. - Graisseur Meyer. |
Le mouvement de va et vient des quatre pistons est produit par un excentrique, commandé par un encliquetage, que met en action un point d'une coulisse de Stephenson. Quand le régulateur est fermé, le mécanisme de relevage est placé à fond de course et l'encliquetage fait avancer le rochet de deux dents, tandis qu'il n'avance que d'une dent avec les oscillations ordinaires en marche de la coulisse ; le graissage est ainsi plus abondant quand le régulateur est fermé. Cette variation ne se produit pas avec d'autres modes de commande.
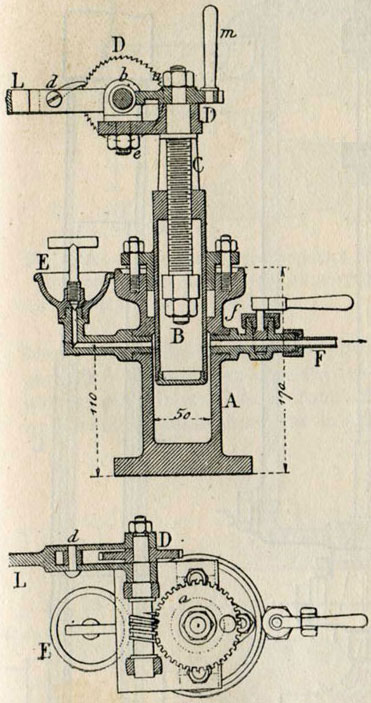 |
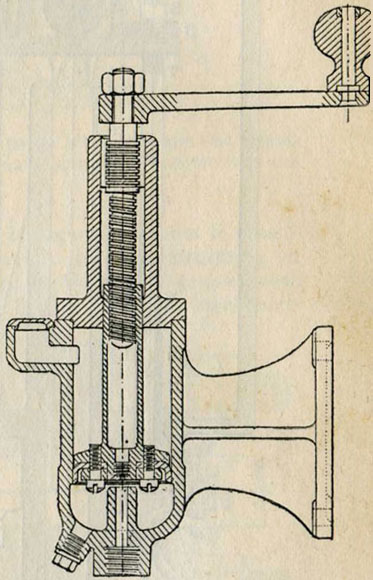 |
Fig. 115. - Graisseur mécanique Mollerup. |
Fig. 116. -Graisseur à piston des chemins de fer de Paris à Lyon et à la Méditerranée. |
On peut changer le débit en modifiant la position des pistons, vissés dans la platine qui les entraîne : on modifie ainsi la course utile, qui correspond au trajet fait en dessous des trous N.
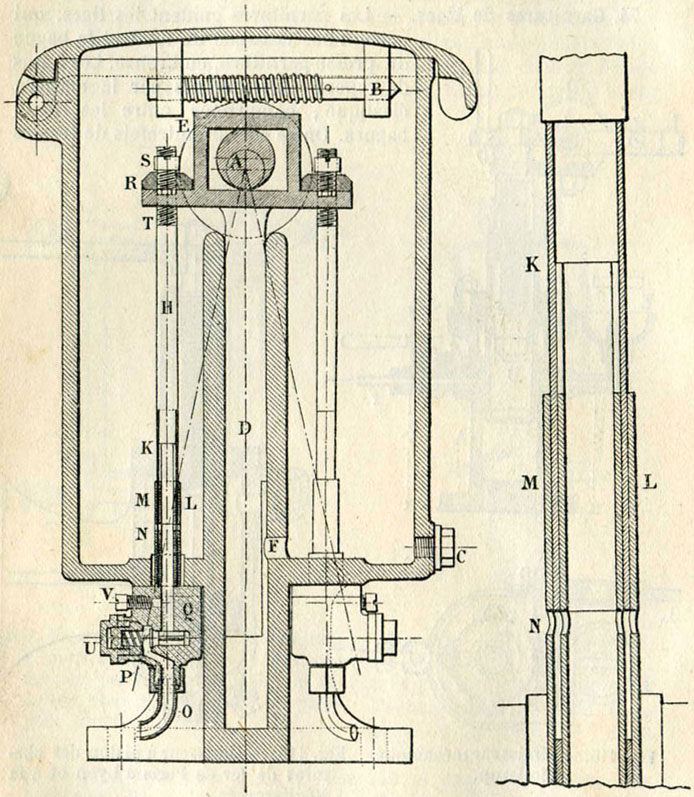
Fig. 117. - Graisseur multiple du système Bourdon (dit télescopompe), à 4 pistons ; coupe verticale ; détail d'un piston.
Les garnitures guident les tiges, qui portent sur la bague de fond et la bague du presse-garniture, en bronze. Les fuites de vapeur sont arrêtées par la matière élastique, comprimée entre les deux bagues. On se servait autrefois de tresses en chanvre ou en étoupe, que la vapeur à pression élevée et, par suite, très chaude, en usage aujourd'hui, carbonise rapidement. On a d'abord remplacé le chanvre par des tresses formées de copeaux en métal blanc tendre (fig. 118) ; mais on préfère en général les garnitures composées de bagues en métal blanc. La garniture Duterne consiste en une bague cylindrique terminée à chaque extrémité par un cône (fig. 119). Lorsque la tige présente un renflement, la bague est faite en deux pièces, juxtaposées suivant deux plans parallèles, comme le montre la coupe transversale. La garniture est maintenue entre la bague de fond B et le presse-garniture D, qui porte sur un fourreau en deux pièces F, lorsque la tige est renflée. Le logement de la garniture est alésé avec un léger cône vers l'extérieur, pour faciliter l'extraction (un millimètre en plus sur le diamètre du côté de l'entrée).
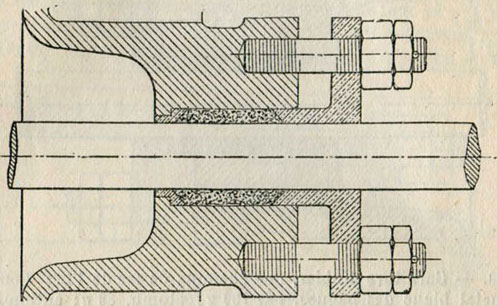
Fig. 118. - Garniture avec copeaux de métal blanc formant des tresses qui remplacent le chanvre, employée sur d'anciennes locomotives des chemins de fer de l'Est.
La garniture Kubler se compose de bagues coniques en métal blanc, bien graissées, empilées entre la bague de fond et le presse-garniture (fig. 120), en croisant les joints. Avec ces garnitures, on doit serrer à la main les écrous du presse-garniture, de telle sorte qu'à froid il puisse jouer sur la tige. Le contre-écrou, serré fortement contre l'écrou, empêche le desserrage ; on le visse avec une clef, en maintenant l'écrou par une seconde clef ; il est bon de faire cette opération très fréquemment.
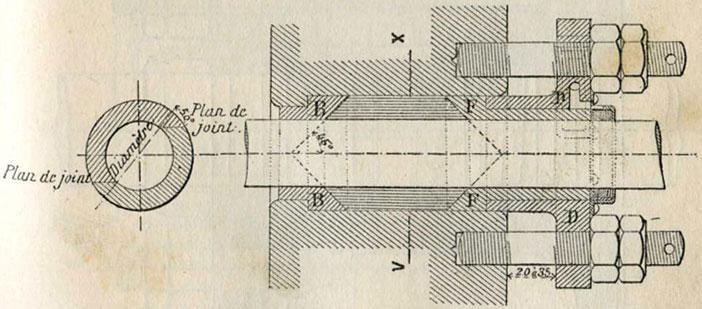
Fig. 119. - Garniture Duterne, des chemins de fer de Paris à Lyon et à la Méditerranée. Composition du métal blanc de la bague par 100 g : plomb, 70 g ; antimoine, 10 g ; étain, 14 g.
Une légère fuite de vapeur, lors de la mise en service d'une garniture neuve, n'a pas d'inconvénients sérieux et disparaît au bout de quelques jours.
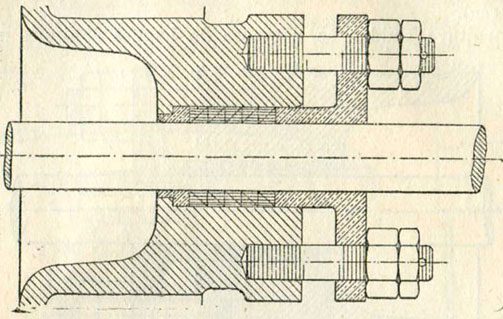
Fig. 120. - Garniture Kubler, des chemins do fer de l'Est. Composition du métal blanc des bagues, par 100 g ; plomb, 80 g ; antimoine, 8 g ; étain, 12 g.
On supprime ce réglage assez délicat en produisant le serrage à l'aide d'un ressort en acier, dont la tension est déterminée d'avance ; il n'y a plus alors qu'à serrer à bloc le presse-garniture (fig. 121).
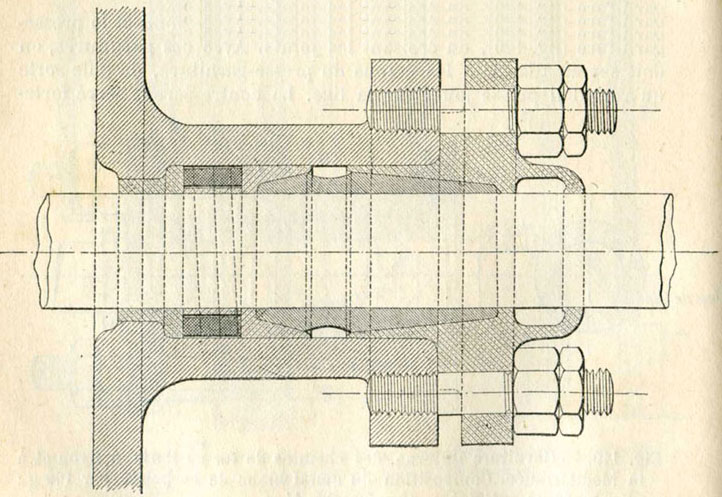
Fig. 121. - Garniture à bague métallique des chemins de for de l'Ouest, serrée par un ressort qui s'appuie sur la bague de fond.
Les presse-garnitures sont munis d'un godet graisseur et portent en outre un petit réservoir d'huile entourant la tige et renfermant une tresse en coton. Il est important que le graissage soit toujours fait avec soin : sinon les garnitures risquent de gripper ou de fondre.
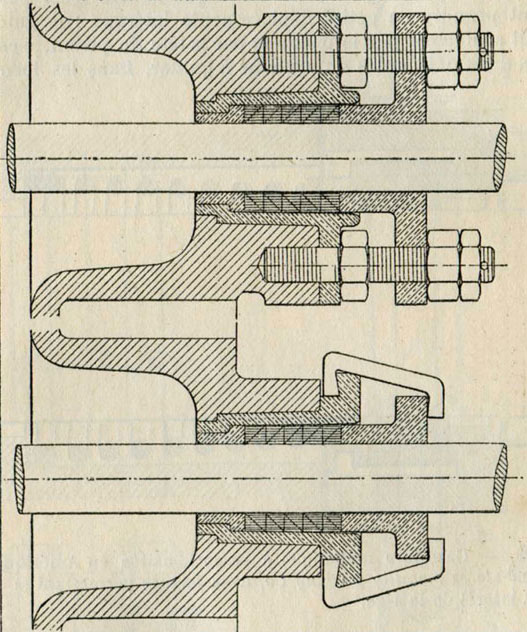
Fig. 122. - Garniture métallique contenue dans un fourreau en bronze, qu'on enlève en le rattachant au presse-garniture par deux petits étriers et en poussant le presse-garniture par les écrous placés en dessous.
Le démontage d'une garniture est parfois malaisé ; il est rendu plus facile par l'emploi d'un fourreau en bronze (fig. 122), qui la contient tout entière. Ce fourreau est légèrement conique au dehors, ainsi que son logement dans le cylindre : pour le faire sortir, on le rattache par deux petits étriers en fer au presse-garniture, qu'on pousse vers l'extérieur, en faisant tourner deux écrous placés d'avance, ou au moment du démontage, sur les goujons entre les deux pièces. La difficulté de démontage n'existe pas avec la disposition de la figure 121.
Le frottement des tiges contre les garnitures métalliques est souvent assez dur. En Amérique, on emploie avec succès, et d'une manière générale, des garnitures moins résistantes, dont la figure 123 donne un exemple. Les bagues sont pressées par un ressort ; en outre, elles sont disposées de sorte que la tige n'est pas guidée et peut prendre de petits déplacements latéraux : le guidage est produit seulement par le piston et par la tète du piston, c'est-à-dire par les deux extrémités du système à guider. Dans les locomotives européennes, la garniture sert en outre de guide, surtout quand le piston est muni d'une contre-tige et disposé de manière à ne pas reposer sur le cylindre par l'intermédiaire des bagues.
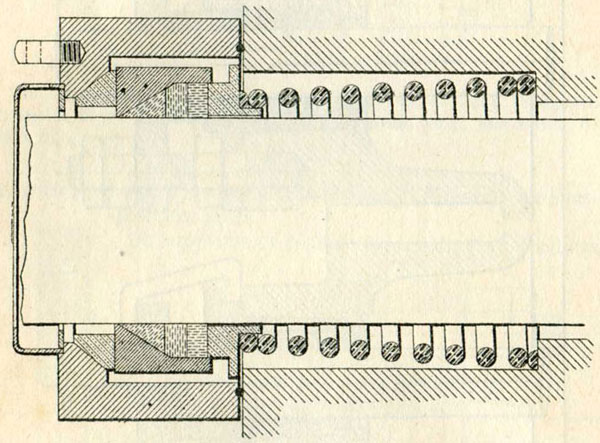
Fig. 123. - Garniture métallique à ressort, usitée en Amérique, de la United states metallic packing Co, avec bagues permettant le déplacement latéral de la tige.
La tête ou crosse de piston est une pièce en fer ou en acier coulé, de forme souvent assez compliquée, sur laquelle s'emmanche la tige du piston, et s'articule la bielle motrice. La tige de piston est conique et se fixe dans un cône correspondant de la tête : une clavette goupillée l'empêche de sortir. Un trou percé au fond du logement de la tige permet de la chasser, lors du démontage.
La tête de piston est guidée en ligne droite par les glissières, à l'aide de coulisseaux en fonte, qui peuvent être garnis de régule ; elle porte un tourillon, sur lequel s'articule la bielle motrice.
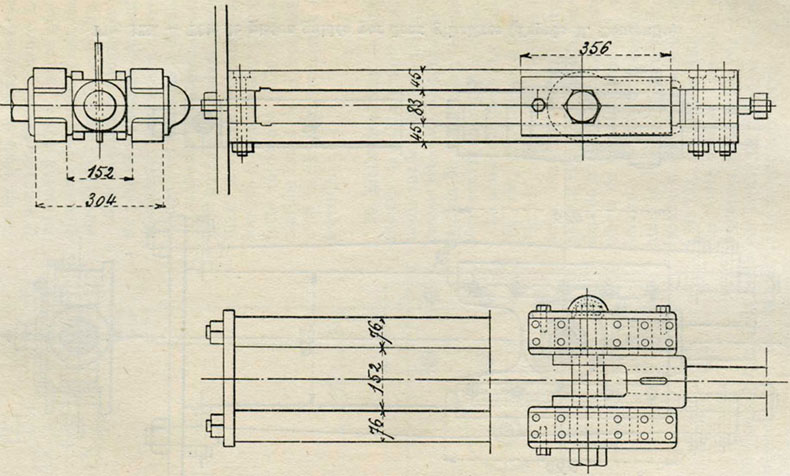
Fig. 124. - Tête de piston guidée par quatre glissières (d’après M. Demoulin).
On emploie, pour guider la tête du piston, ou quatre, ou deux glissières, ou même une seule. Quatre glissières (fig. 124) occupent peu de hauteur, ce qui est commode quand la tête passe au-dessus d'un essieu. Très fréquemment on emploie deux glissières (fig. 125), assez écartées pour permettre l'oscillation de la bielle. Enfin la glissière unique (fig. 126) est enfermée entre la tête du piston et un chapeau boulonné.
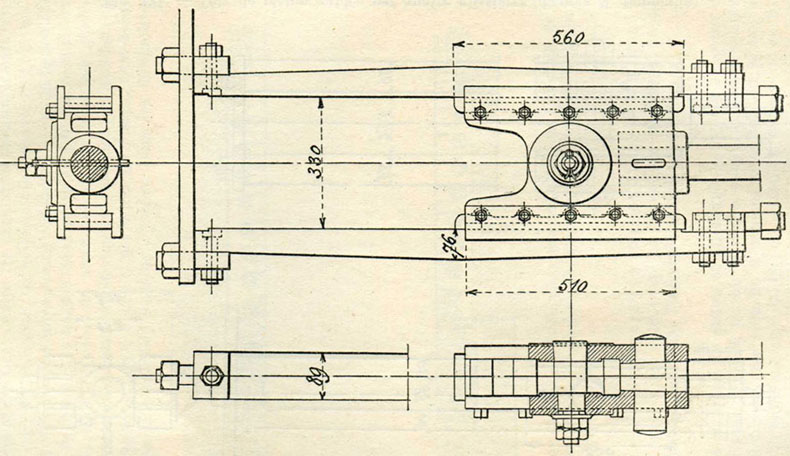
Fig. 125. - Tête de piston guidée par deux glissières (d’après M. Demoulin).
Les glissières sont des barres d'acier fixées par une extrémité au fond arrière du cylindre et par l'autre sur un support spécial : des cales minces sont interposées entre la glissière et ses supports ; en enlevant ou en limant ces cales, on les règle de manière à compenser les effets de l'usure. C'est un travail délicat, parce que les glissières doivent toujours rester parallèles à l'axe du cylindre.
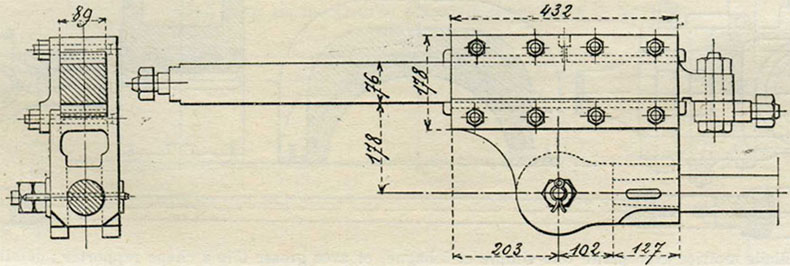
Fig. 126. - Glissière unique placée au dessus de la tête de piston (d’après M. Demoulin).
Avec la glissière unique, le jeu ne peut être rattrapé que sur le coulisseau ; une cale en cuivre se trouve à cet effet sous le chapeau. Les glissières sont pressées dans le même sens pendant presque toute la course du piston, sauf lorsque la compression crée une forte résistance (§70). Dans la marche avant de la locomotive, c'est la glissière supérieure qui travaille.
La petite tête de la bielle motrice s'articule sur la crosse de piston, la grosse tête sur le tourillon ou bouton de manivelle ; les deux têtes sont réunies par le corps.
La petite tête peut être simple (fig. 128, 129, 130) ou à fourche (fig. 127) : il est essentiel que les deux branches de la fourche portent également sur les tourillons de la tête de piston. Les coussinets de la petite tête sont en bronze : ils s'usent lentement ; aussi la disposition de réglage, à l'aide d'une clavette ou d'un coin à vis (fig. 127, 129 et 130), n'est pas indispensable ; on peut se contenter d'une bague (fig. 128). Le jeu de l'articulation de la bielle sur la tête de piston ne doit pas être supérieur à 0,1 mm quand on la monte ; en service, on ne laissera pas ce jeu dépasser 1 mm.
La difficulté du montage sur la tête de piston a conduit à l'emploi d'une cage ouverte avec étrier et clavette pour certaines machines.
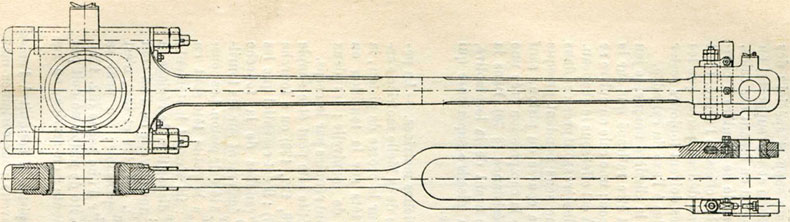
Fig. 127. - Bielle motrice avec petite tète à fourche et à chapes rapportées, et avec grosse tête à cage ouverte et à chapeau.
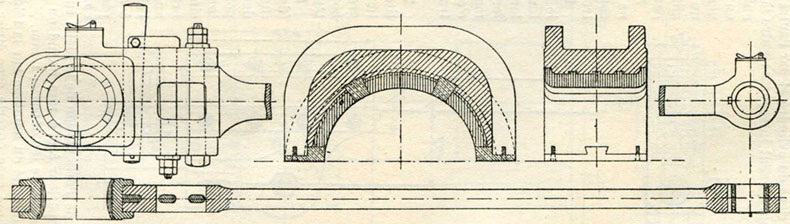
Fig. 128. - Bielle motrice avec petite tète simple et à bague, et avec grosse tète à chape rapportée ; détail du coussinet, en acier revêtu de régule et muni de barrettes en bronze, pour maintenir la bielle en cas do fusion du régule.
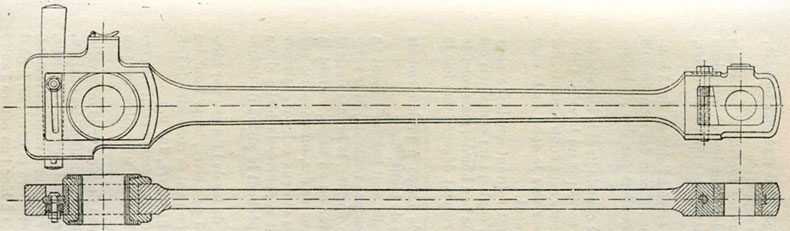
Fig. 129. - Bielle motrice à cages fermées sur les deux tôles.
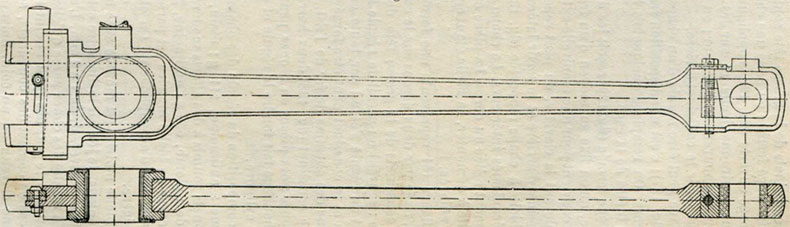
Fig. 130. - Bielle motrice à cage ouverte sur la grosse tête.
Les coussinets de la grosse tête sont logés dans une cage ouverte, dans une cage fermée ou dans une chape rapportée.
La cage ouverte (fig. 130) s'applique sur les tourillons prolongés par une contre-manivelle et sur les essieux coudés de certaines machines à mouvement intérieur ; en enlevant la clavette et l'étrier, on peut sortir le coussinet arrière.
La cage peut être munie d'un chapeau serré à l'aide de deux boulons (fig. 127) ; c'est une disposition fréquente pour les mouvements intérieurs. On remplace quelquefois les boulons par des prolongements filetés de la cage.
La cage fermée (fig. 129) reçoit les deux coussinets et la clavette de réglage, qu'on fixe au moyen d'un frein serré par un boulon. Cette forme convient pour une manivelle extérieure sans contre-manivelle. En enlevant la clavette, on peut repousser vers le fond de la cage le coussinet d'arrière et le sortir latéralement.
La bielle à chape rapportée (fig. 128) est souvent employée pour les mécanismes intérieurs. La chape qui contient les coussinets est solidement reliée au corps. La pièce est un peu lourde, mais robuste et facile à démonter, la bielle étant entièrement dégagée une fois la chape enlevée.
La figure 131 représente une forme de chape à prolongements filetés, fixée par deux écrous sur le corps de bielle.
Les coussinets de la grosse tète de bielle sont habituellement en bronze : souvent on garnit de régule la surface frottante. Si le revêtement de régule s'étend sur toute cette surface, le bronze devient inutile et le coussinet peut être forgé en fer ou en acier, suivant la pratique des chemins de fer de l'Est. Dans ce cas, on rapporte sur chaque coussinet (fig. 128) deux barrettes et deux cales d'épaisseur en bronze ; ces pièces en bronze peuvent supporter la bielle si un fort chauffage fait fondre le régule et empêchent le piston de défoncer le cylindre.
La composition du régule des chemins de fer de l'Est est, par kilogramme : antimoine, 111 g ; étain, 833 g ; cuivre, 56 g. Pour les coussinets soumis à des efforts modérés, on peut se contenter de l'alliage de : plomb, 650 g ; antimoine, 250 g ; cuivre, 100 g.
Le corps de bielle motrice est parfois évidé, comme celui de certaines bielles d'accouplement. On obtient ainsi une pièce un peu plus légère.
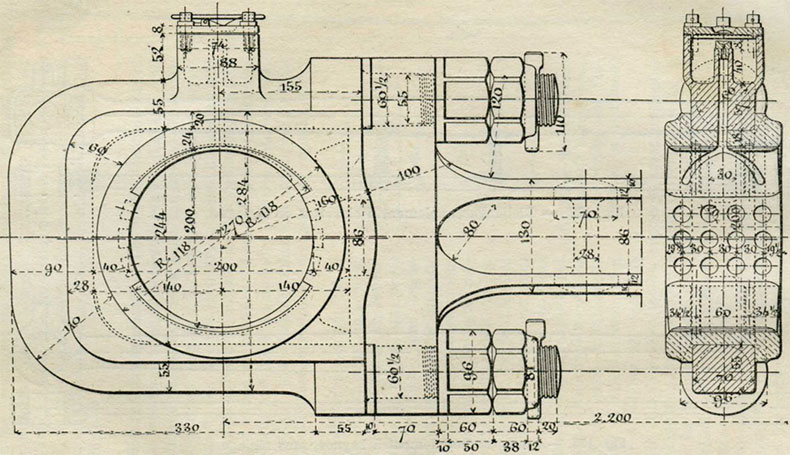
Fig. 131. - Grosse tête de bielle motrice, à chape filetée, des locomotives nos 963-990 des chemins de fer de l’Ouest (d’après M. Demoulin).
La bielle motrice est montée avec un peu de jeu sur la manivelle. Au montage, le jeu sur le diamètre est d'un demi-millimètre environ, et le jeu transversal, de 1 à 2 mm. L'usure ovalise les têtes de bielle, et il en résulte des chocs parce qu'elle tire et pousse alternativement. On rattrape le jeu, dès qu'il atteint 1 millimètre et demi, en limant les faces de contact des coussinets, serrés à bloc l'un contre l'autre par une clavette ou un coin. Suivant la position des clavettes, ce réglage allonge ou raccourcit la bielle, c'est-à-dire la distance entre les deux axes des articulations : dans le premier cas, le jeu du piston à fond de course contre le plateau d'avant diminue ; on aura soin au montage primitif de laisser un peu plus d'espace libre de ce côté. Si le réglage raccourcit la bielle, il rapproche le piston du fond d'arrière. Quand les deux têtes portent des organes de réglage, ils sont le plus souvent disposés de manière à compenser, au moins en partie, cette variation de la longueur de la bielle.

Fig. 132. - Bielle d'accouplement à clavettes de réglage.

Fig. 133. - Bielle d'accouplement à bagues, sans réglage.
Les bielles d'accouplement peuvent être munies de clavettes de réglage (fig. 132), qui permettent de compenser l'usure des coussinets. Ce réglage exige beaucoup de soin : la longueur des bielles, comptée d'axe en axe des œils, doit être la même des deux côtés de la machine ; les coins des glissières des boîtes sont réglés en même temps, de manière à donner le même écartement aux essieux accouplés. La moindre différence de longueur d'une bielle à l'autre fatigue la machine, augmente les frottements et l'usure, et risque de provoquer la rupture de ces organes.
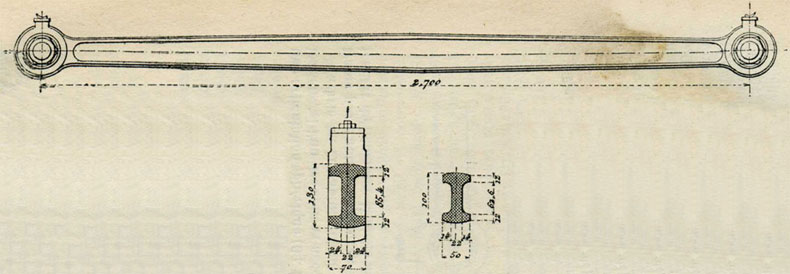
Fig. 134. - Bielle d'accouplement à bagues, avec corps évidé, des chemins de fer de l'Ouest.
Les bielles à bagues (fig. 133 et 134), de plus en plus employées, ont une simple bague en bronze ou parfois en régule, qui porte sur le tourillon, sans aucun moyen de réglage ; on est bien sûr qu'on ne peut en changer la longueur en service. La bague présente sans inconvénient un jeu d'un millimètre sur le diamètre du tourillon. Souvent on supprime en même temps les coins de rattrapage de jeu aux glissières des boîtes. L'accouplement des essieux est ainsi notablement simplifié et une machine bien montée à l'atelier ne sera pas déréglée en service. Ces bielles marchent assez longtemps sans retouche : la réparation consiste à remplacer ou à réguler les bagues, puis à les aléser : les rappliques des glissières de boîtes peuvent être en même temps changées, si les boites ont trop de jeu.
L'évidement des corps (fig. 134) permet de donner aux longues bielles une résistance suffisante sans les faire trop lourdes. La longueur de certaines bielles atteint 3 m.
Lorsque plus de deux essieux sont accouplés, on ne peut monter de chaque côté de la machine une bielle rigide unique, parce que les centres des essieux ne restent pas en ligne droite ; les bielles doivent se monter séparément sur les tourillons de deux essieux voisins, ou bien, ce qui est la disposition usuelle, présenter une articulation près d'un tourillon (fig. 135). Avec une articulation sphérique (fig. 136), la bielle peut se dévier dans tous les sens, si l'un des essieux accouplés a un jeu transversal.
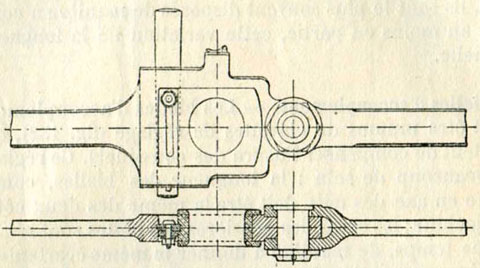
Fig. 135. - Articulation des bielles d'accouplement, pour plus de deux essieux couplés.
L'avarie ou la rupture d'une bielle d'accouplement, si elle n'entraîne pas d'autres dégâts, ne cause pas forcément une détresse : il suffit de démonter la bielle avariée ou brisée, ainsi que la bielle correspondante de l'autre côté de la machine ; ce démontage est généralement facile.
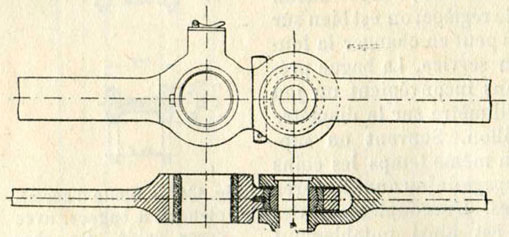
Fig. 136. - Articulation sphérique d'une bielle d'accouplement, pour essieux à déplacement transversal.
Dans les machines à cylindres intérieurs, le montage des bielles d'accouplement est fort simple : elles sont maintenues sur les tourillons par un écrou vissé et goupillé sur un prolongement fileté du tourillon. Le montage reste aussi simple avec des cylindres extérieurs, et deux essieux couplés, quand la bielle motrice est derrière la bielle d'accouplement, sur le boulon de manivelle de l'essieu moteur (Fig. 247) ; mais lorsque la bielle d'accouplement se trouve derrière la bielle motrice, ou lorsque le bouton porte une contre-manivelle pour la commande de la distribution, le montage est moins simple. Les coussinets doivent alors être contenus dans des cages ou des chapes démontables, au moins à l'une des extrémités de la bielle (fig. 137). Avec cette disposition, les moyens de réglage peuvent être également supprimés.
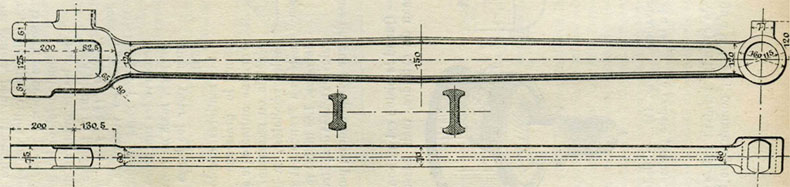
Fig. 137. - Bielle d’accouplement de locomotives à grande vitesse des chemins de fer d’Orléans. D’après M. Demoulin.
Il est nécessaire que les parties frottantes des machines soient bien graissées. Pour les articulations soumises à de grands efforts, comme les boutons de manivelle, les poulies d'excentriques, la matière lubrifiante est contenue dans un réservoir, qui doit suffire pour les plus longs parcours : cette condition exige des godets graisseurs, de capacité suffisante, et dont le débit est convenablement réglé, sans excès. L'huile est débitée par des mèches (voir fig. 223), ou par un appareil à épinglette (fig. 138), plus commode et ne dépensant pas d'huile pendant les arrêts. On réduit ou on augmente à volonté le débit, en employant des épinglettes de grosseurs diverses.
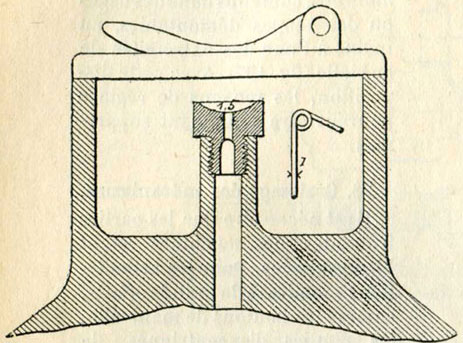
Fig. 138. - Graisseur à épinglette ; l'épinglette est placée dans le trou.
On peut même supprimer l'épinglette, et se contenter d'un trou, percé au fond d'une petite coupe, où l'huile est projetée par les mouvements ou les trépidations des pièces. Le diamètre du trou est inférieur à 1 millimètre.
Au lien de faire corps avec la bielle, le godet graisseur peut être fixé sur le tourillon (fig. 139), percé de trous qui débouchent sur la surface frottante.
De simples trous de graissage, sans godets, peuvent suffire pour les articulations les moins fatiguées, telles que celles des mouvements de distribution, mais les godets sont, en général, préférables.
Quelquefois on fait usage, sur les locomotives, de godets pleins de graisse consistante (fig. 140), qu'on chasse en vissant le couvercle : cette disposition conserve les machines très propres, mais ne convient guère pour les longs parcours.
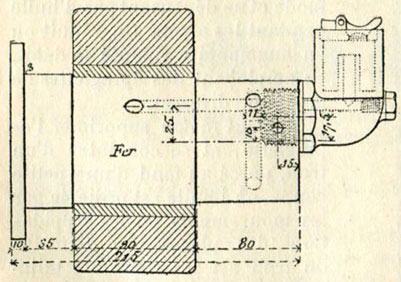
Fig. 139. - Graisseur sur bouton de manivelle des chemins de fer de Paris à Lyon et à la Méditerranée.
Les matières employées pour le graissage sont d'origine animale (le suif), végétale ou minérale. Des huiles végétales, la plus usitée en France est celle de colza. Les huiles minérales, extraites des pétroles, sont fréquemment employées, à cause de leur prix peu élevé, parfois en mélange avec le colza.
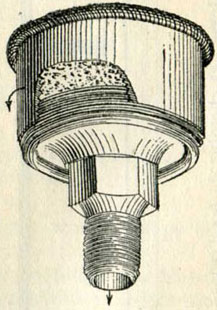
Fig. 140. - Godet à graisse pâteuse.
Quand le piston est au bout de sa course, il ne touche pas le plateau du cylindre, mais laisse un certain jeu ; sans ce jeu, les fonds de cylindre seraient brisés ; en outre, la lumière d'admission, jusqu'à la table, communique toujours avec le cylindre ; la capacité totale ainsi formée s'appelle espace libre du cylindre : il y a deux espaces libres dans chaque cylindre, un à chaque extrémité.
Dans un cylindre de locomotive ayant 450 mm de diamètre avec une course de piston de 650 mm, chacun de ces deux espaces a une capacité de 7 litres environ ; s'il n'y avait pas d'espaces libres, la capacité du cylindre, déduction faite de la place occupée par le piston, serait de 103 litres ; chaque espace libre est donc le quinzième environ de ce volume. Sur les locomotives compound, on a souvent augmenté les espaces libres, notamment en montant des pistons évidés dans des cylindres à fonds plats.
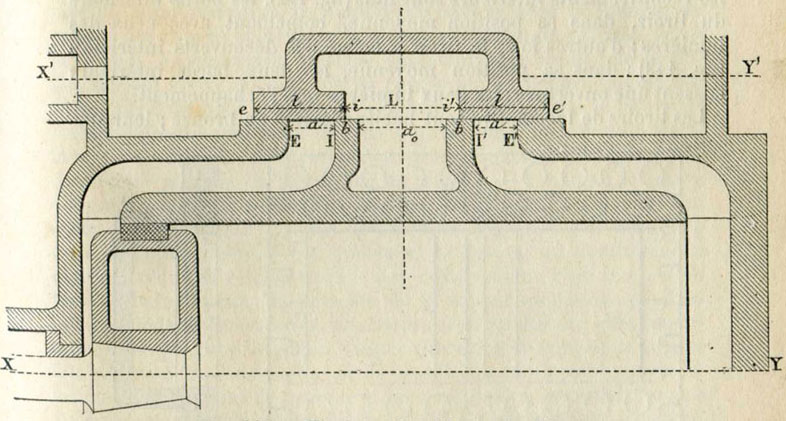
Fig. 141. - Tiroir sur la table des lumières.
E, E’, bords extérieurs des lumières ; I, I’, bords intérieurs des lumières ;
e, e’ bords extérieurs du tiroir ; i, i’, bords intérieurs du tiroir.
L'appareil le plus simple pour distribuer la vapeur est le tiroir ordinaire. Le cylindre présente trois conduits ou lumières (fig. 141) : les deux lumières latérales aboutissent aux extrémités du cylindre ; celle du milieu communique avec l'extérieur et sert à l'échappement. Ces trois lumières débouchent sur une face plane bien dressée, dite table des lumières, dans la boîte à vapeur. Les ouvertures des lumières sur la table sont des rectangles de hauteur commune, séparés par des barrettes en fonte.
Le tiroir présente une face plane glissant sur la table ; cette face est un rectangle de hauteur un peu plus grande que celle des lumières ; dans sa position moyenne, elle dépasse également les bords extérieurs E, E', des deux lumières d'admission, d'une longueur dite recouvrement extérieur. La face plane du tiroir présente en outre un évidement rectangulaire de hauteur égale à celle des lumières ; dans sa position moyenne, les bords de cet évidement dépassent un peu les bords intérieurs I, I', des lumières, d'une longueur dite recouvrement intérieur. Cependant il n'en est pas toujours ainsi : souvent les recouvrements intérieurs sont nuls (fig. 142), les bords intérieurs du tiroir, dans sa position moyenne, coïncidant avec ceux des lumières ; d'autres fois, le tiroir a même des découverts intérieurs (fig. 143) : dans sa position moyenne, les deux bords intérieurs laissent une ouverture aux deux lumières vers l'échappement.
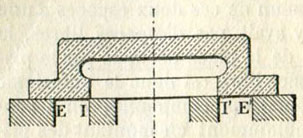 |
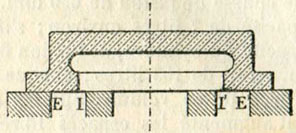 |
Fig. 142. - Tiroirs sans recouvrements intérieurs. |
Fig. 143. - Tiroir à découverts intérieurs. |
Les tiroirs de locomotive sont habituellement en bronze ; leur surface frottante peut être garnie de barrettes ou de macarons en régule (fig. 144), terminés par une partie conique qui les enracine solidement. La surface des macarons varie du quart au tiers de la surface de portée totale. On ménage aussi quelquefois des encoches sur les bords pour mieux distribuer l'huile de graissage. Certaines locomotives ont des tiroirs en fonte ; l'emploi de la fonte était fréquent autrefois, avec des pressions de vapeur modérées. Quand la charge n'est pas trop forte, le frottement de la fonte sur la fonte peut donner aux surfaces de contact un beau poli ; les tiroirs restent bien étanches et s'usent peu. Mais, avec les fortes pressions usitées aujourd'hui, une usure rapide des tables est à craindre sous un tiroir en fonte : mieux vaut user le tiroir, facile à remplacer.
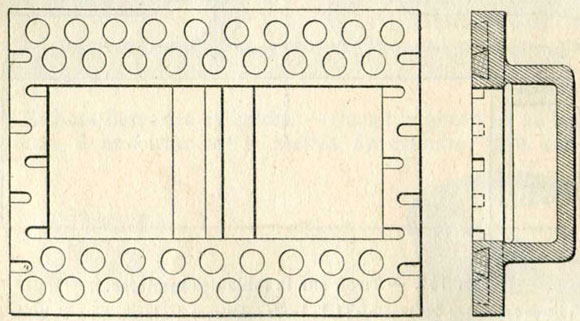
Fig. 144. - Tiroir garni de macarons en régule, et muni d'encoches latérales.
Le tiroir, réglant l'entrée dans le cylindre, puis la sortie de la vapeur, effectue ce qu'on appelle la distribution. La figure 145 représente cette distribution pour l'une des faces du piston, celle de gauche sur la figure.
Le tiroir laisse ouverte la lumière de gauche, pendant un parcours 1 - 2 du piston, qui part du fond de course en 1 ; la vapeur de la chaudière entre dans le cylindre : c'est la période d'admission. Puis, pendant un parcours 2 - 3, cette vapeur est enfermée dans le cylindre, et continue à pousser le piston avec une pression décroissante : c'est la période de détente. Quand le piston est en 3, le dedans du tiroir met en communication la lumière de gauche avec la lumière du milieu, qui aboutit au dehors ; la vapeur s'échappe du cylindre : c'est la période d'échappement anticipé, qui commence avant que le piston ne soit arrivé au bout de sa course, en 4 ; l'effort moteur est réduit pendant cette période 3 - 4, mais la pression a le temps de baisser suffisamment pour ne pas opposer une trop grande résistance, quand le piston va revenir en arrière, pendant l'échappement : dans cette période, le piston fait le trajet 4 - 5. Quand le piston est en 5, le tiroir referme la lumière de gauche ; la vapeur qui reste dans le cylindre, à une pression ne dépassant pas beaucoup celle de l'atmosphère, y est enfermée. Le piston, en continuant sa marche, réduit le volume occupé par cette vapeur ; c'est une action inverse de la détente ; la pression de la vapeur augmente pendant cette période de compression. La compression produit un effet important ; à chaque coup de piston, l'espace libre doit se remplir de vapeur à la pression de l'admission ; il en résulterait une notable augmentation de la dépense de vapeur, si la compression ne venait fournir au moins une partie, et parfois la totalité de cette vapeur qui remplit l'espace libre ; au moment où le tiroir ouvre la lumière d'admission, la vapeur qui doit entrer dans le cylindre trouve cet espace en partie occupé. Toutefois il faut remarquer que, si la dépense de vapeur est diminuée par la compression, c'est aux dépens du travail que produit le piston, puisque cette compression est une résistance croissante qu'il surmonte.
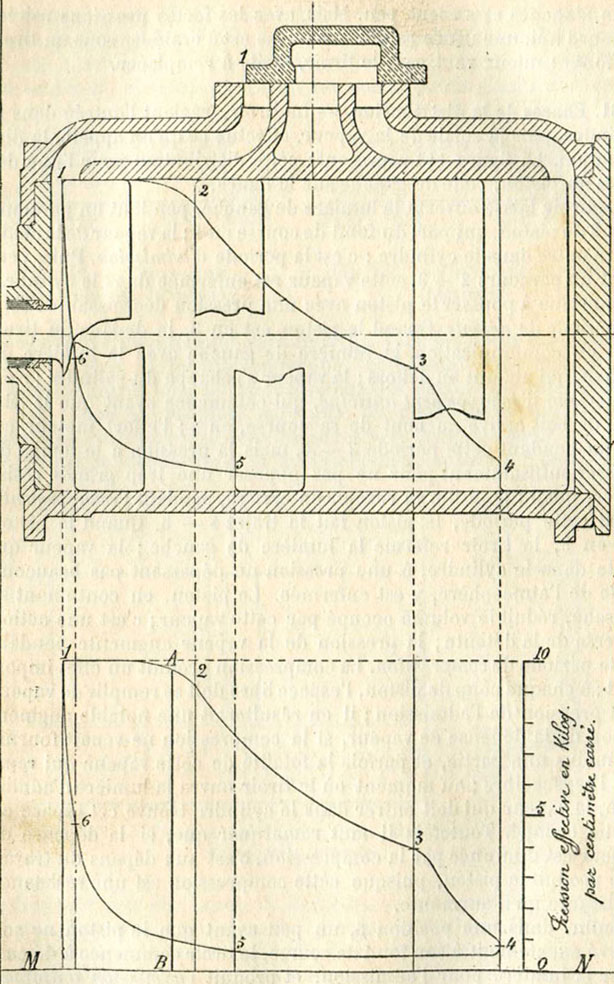
Fig. 145. - Phases de la distribution et diagramme d'indicateur ; tiroir dans la position d'avance linéaire.
Enfin, dans une position 6, un peu avant que le piston ne soit arrivé exactement à son fond de course, le tiroir commence à démasquer la lumière pour l'admission, et produit l'admission anticipée. On pourrait croire que cette admission anticipée est nuisible, puisqu'on oppose la pression de la vapeur au piston pendant la fin de sa course ; mais, quand cette admission anticipée se produit, la compression a déjà relevé la pression de la vapeur dans le cylindre, et le tiroir n'ouvre qu'une fente étroite, si bien qu'il n'entre pas beaucoup de vapeur dans le cylindre pendant cette période, qui ne correspond qu'à un parcours peu étendu du piston. Grâce à cette ouverture anticipée de la lumière, au moment où le piston repart de son fond de course pour commencer son parcours moteur, la vapeur trouve un passage plus grand dès le début de la période d'admission. La distance du bord du tiroir au bord de la lumière, au moment précis où commence l'admission proprement dite, ou à l'instant où le piston est à fond de course, s'appelle avance linéaire du tiroir : c'est la largeur de la fente ainsi ouverte à ce moment. Sur la figure 145, le tiroir est représenté dans une de ses deux positions d'avance linéaire, celle qui correspond à la face gauche du piston.
En résumé, si on considère un seul côté du piston (le côté gauche de la figure), pour une course aller et retour, la distribution a les six phases suivantes :
| Admission. | |
| Aller du piston | Détente. |
| Echappement anticipé. | |
| Echappement. | |
| Retour du piston | Compression. |
| Admission anticipée. |
Sur l'autre face du piston (côté droit de la figure), on trouve pour une course complète aller et retour, à partir du fond de course à droite, les six mêmes phases.
Chacun des côtés du piston travaille ainsi pour son compte ; la locomotive est une machine à double effet. Le piston d'une machine à simple effet ne travaille que d'un seul côté, et le cylindre peut être ouvert du côté opposé.
Pour que la pression de la chaudière s'établisse dans le cylindre pendant toute l'admission, il faut que les conduits suivis par la vapeur soient largement ouverts et que la marche de la machine soit lente ; mais le tiroir ne donne pas toujours un large passage ; quand il vient d'ouvrir et quand il va fermer une lumière, il ne démasque qu'une fente étroite ; et le piston marche souvent très vite. Alors la vapeur n'entre pas dans le cylindre en quantité suffisante pour y prendre la même pression que dans la boîte à tiroir : on dit qu'elle se lamine. Le même effet se produit quand la vapeur passe de la chaudière à la boîte à vapeur, si le régulateur n'est pas largement ouvert : la pression dans la boîte à vapeur est alors moindre que dans la chaudière. Même avec le régulateur complètement ouvert, on constate, pendant la marche à grande vitesse, d'incessantes fluctuations de la pression dans la boîte à vapeur du cylindre. Au moment où le tiroir ouvre l'échappement, la vapeur ne peut pas sortir instantanément du cylindre, et la pression ne devient pas tout de suite égale à celle de l'atmosphère ; et même, surtout si la tuyère d'échappement est étroite, le piston est soumis pendant toute sa course à une contre-pression plus grande que la pression de l'atmosphère.
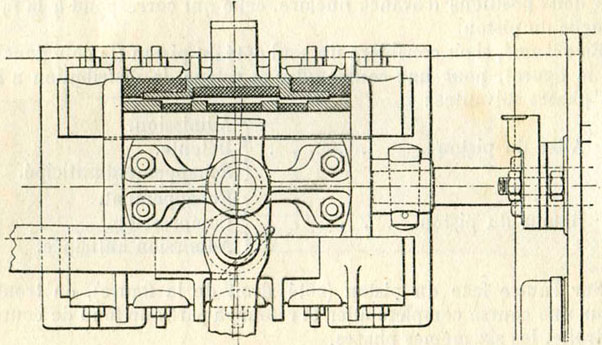
Fig. 146. - Commande du tiroir, avec modèle apparent, des locomotives nos 2 301 à 2 304 des chemins de fer de l'Ouest. La tige du tiroir est clavetée dans une pièce qui porte un modèle en coupe du tiroir ; sur le guide fixe de cette pièce mobile sont tracées les lumières du cylindre. Cette disposition a été appliquée depuis longtemps en Belgique, sur des machines fixes, par M. Guinotte.
Tout en causant une petite perte sur le travail que donne la vapeur, le laminage améliore les distributions par coulisses des locomotives, en allongeant la période de détente aux dépens de l'admission et de l'échappement anticipé. Quand le tiroir se referme vers la fin de l'admission, la pression baisse et la détente commence avant la fermeture complète de la lumière ; c'est comme si la période d'admission était un peu plus courte. Quand l'échappement anticipé commence, l'ouverture du tiroir est faible, et, en réalité, la détente continue, sans qu'il sorte beaucoup de vapeur du cylindre. Ces effets sont surtout, sensibles à grande vitesse.
Pendant le retour du piston, le laminage augmente l'importance de la compression.
On se rend compte de la distribution en regardant des modèles ou des dessins ; on peut en examiner le réglage, sur la locomotive même, à froid, en démontant le plateau du tiroir ; la tige du tiroir de certaines locomotives porte, à l'extérieur de la boîte à vapeur, un modèle du tiroir, qui en montre constamment la position sur les lumières (fig. 146). Mais pour savoir avec précision comment la vapeur est réellement distribuée dans la machine en marche, il faut connaître à chaque instant la pression sur le piston et l'effet des laminages. Pour cette étude, on se sert d'un indicateur (fig. 147) ; un petit cylindre vertical (ayant un diamètre de 20 mm), communique avec le cylindre de la locomotive, du côté où l'on veut étudier le travail de la vapeur : elle entre librement dans ce petit cylindre et soulève le piston dont il est muni. Un ressort à boudin appuie sur ce piston et se comprime plus ou moins suivant la pression de la vapeur ; chaque flexion du ressort exige une force qu'on a mesurée d'avance en le tarant. Si on pouvait voir à chaque instant quelle est la longueur du ressort, on connaîtrait la pression de la vapeur. Mais l'observation directe n'est guère possible. Un crayon, relié au piston de l'indicateur, en trace la position sur une feuille de papier. Si ce papier ne bougeait pas, le crayon laisserait un simple trait vertical : aussi rattache-t-on le support du papier à la tête du piston de la locomotive, de manière qu'il se déplace horizontalement comme ce piston. La course du piston étant de 60 à 65 cm, il faudrait une longue bande de papier et un appareil encombrant pour la porter : aussi réduit-on la course dans un rapport déterminé ; mais le déplacement du papier de l'indicateur permet toujours de connaître la position du piston de la locomotive. Par exemple, si le point A est au quart de la longueur du tracé du crayon, dit diagramme (fig. 145), à ce moment le piston était également au quart de sa course, et la pression effective de la vapeur, ou pression au-dessus de celle de l'atmosphère, est mesurée par la longueur A B, qui enregistre la flexion du ressort. M N est le trait du crayon, lorsque l'indicateur ne communique pas avec le cylindre de la locomotive, c'est-à-dire quand la pression atmosphérique s'exerce sur les deux faces de son piston.
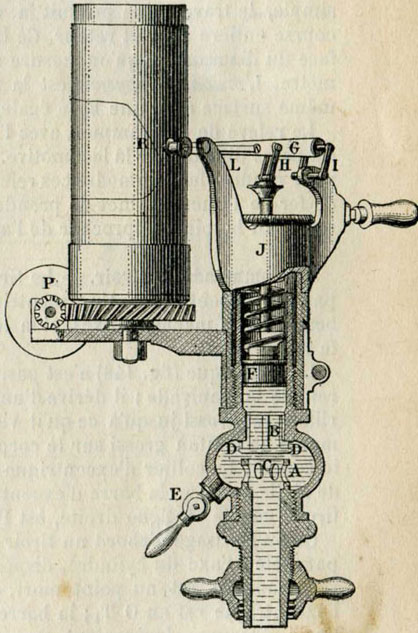
Fig. 147. - Indicateur Martin.
Sur le diagramme, la partie 1 - 2 est tracée pendant l'admission, avec laminage surtout vers la fin, quand le tiroir rétrécit l'orifice de passage de la vapeur ; 2 - 3 est tracé pendant la détente, 3 - 4 pendant l'échappement anticipé ; le piston moteur revient alors en arrière ; 4 - 5 est tracé pendant l'échappement, 5 - 6 pendant la compression, 6 - 1 pendant l'admission anticipée. Avec un peu d'habitude, on voit assez bien sur les diagrammes, fournis par l'indicateur, la position de ces points 2, 3 et 5 ; la place exacte du point 6 n'est guère indiquée, et ou ne peut le plus souvent que la conjecturer.
Connaissant ainsi la pression exacte sur le piston à chaque instant et le chemin qu'il fait, on en déduit, par une méthode de calcul simple, le travail que produit la vapeur sur le piston pendant une course entière aller et retour. Ce travail est proportionnel à la surface du diagramme, qu'on mesure avec un instrument nommé planimètre. L'ordonnée moyenne est la hauteur du rectangle qui aurait même surface avec une base égale à la longueur du diagramme.
Le relevé de diagrammes, avec l'indicateur qui vient d'être décrit, est assez difficile sur la locomotive. Divers appareils ont été imagines pour rendre plus commodes ces relevés. L’auto-indicateur des chemins de fer de l'Ouest permet de prendre des séries de diagrammes sans qu'on ait besoin d'approcher de l'appareil, monté près des cylindres.
Le tiroir est le plus souvent commandé par des excentriques. Un excentrique unique suffirait, comme pour beaucoup de machines fixes, si la locomotive marchait toujours dans le même sens.
L'excentrique (fig. 148) n'est pas en principe, un mécanisme différent de la manivelle ; il dérive d'une manivelle ordinaire dont le tourillon est grossi jusqu'à ce qu'il vienne enfermer l'essieu : alors on monte ce bouton grossi sur le corps de l'essieu, sans être obligé de le couder. Le collier d'excentrique est l'équivalent de la grosse tète de bielle motrice : la barre d'excentrique, qui se rattache à la lige du tiroir, guidée en ligne droite, est l'équivalent du corps de la bielle.
Qu'on envisage d'abord un tiroir de machine fixe dont la tige est parallèle à l'axe du cylindre, disposition fréquente. Quand la manivelle motrice est au point mort, en 0 M1 (fig. 149), le rayon de l'excentrique est en 0 T1 ; la barre d'excentrique est en T1 A1 ; le tiroir découvre légèrement une des lumières et dépasse le bord extérieur de cette lumière de la longueur dite avance linéaire.
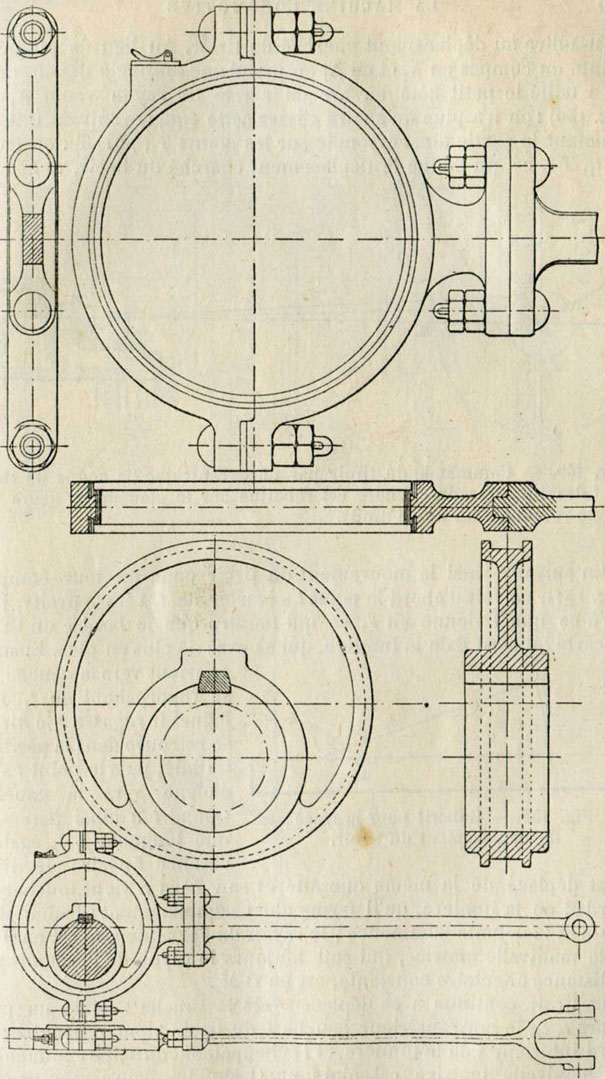
Fig. 148. - Excentrique, collier et barre d'excentrique ; au-dessus, détails du collier et de l'excentrique.
Quand la manivelle motrice, en tournant, est venue en 0 M, le rayon de l'excentrique a tourné du même angle et a pris la position 0 T. Pour connaître le déplacement du tiroir, on n'a qu'à porter en T A la longueur de la barre : le tiroir a parcouru une longueur égale à A1 A. Ce tracé exige une feuille de papier immense si on veut le faire à grande échelle ; aussi opère-t-on autrement : qu'on prenne, sur l'axe 0 A1, A1 t1, égal à A1 T1 (ce qu'on pourrait faire en plaçant en A1 la pointe d'un compas et décrivant un arc de cercle de rayon A1 T1), et, de même, A t égal à A T et par suite à A1 T1 ; t1 t est égal à A1 A, c'est-à-dire au déplacement cherché du tiroir. Au lieu de placer la pointe du compas en A1 et en A, on prend une équerre à dessin, dont on a taillé le petit côté en arc de cercle du rayon voulu A1 T1, (fig. 150) : on n'a plus qu'à faire glisser cette équerre suivant 0 A en amenant la partie ainsi arrondie sur les points T1, puis T : on trace T1 t1, T t, ce qui donne le déplacement cherché du tiroir, t1 t.
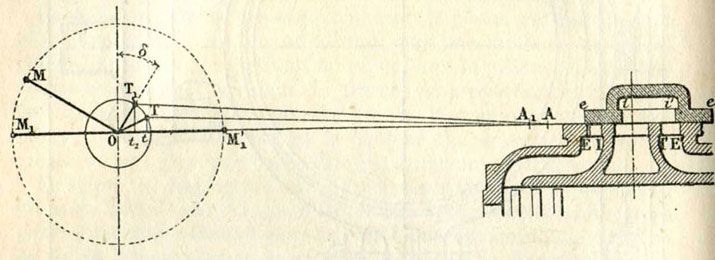
Fig. 149. - Commande du tiroir par un excentrique (la coupe du tiroir et des lumières du cylindre est rabattue sur le plan de la figure par une rotation d'un angle droit).
En suivant ainsi le mouvement du tiroir pour un tour complet (fig. 151), on voit d'abord le point t s'écarter de t1 vers la droite, jusqu'à ce que T vienne en t', ce qui montre que le bord e du tiroir s'écarte du bord E de la lumière, qui s'ouvre de plus en plus. Ensuite t revient vers la gauche en se rapprochant de t1 sur lequel il repasse ; le tiroir se retrouve dans la position initiale ; puis le point t s'en éloigne vers la gauche. Quand t a ainsi parcouru une longueur t1 t2 égale à l'avance linéaire, le tiroir s'est déplacé de la même quantité et son bord e vient toucher le bord E de la lumière, qu'il ferme alors complètement : l'admission cesse et la détente commence ; le rayon de l'excentrique est en 0 T2 et la manivelle motrice, qui suit toujours le rayon de l'excentrique à distance angulaire constante, est en 0 M2.
Fig. 150. - Gabarit pour le tracé du déplacement du tiroir.
Le tiroir continue à se déplacer vers la gauche : après un parcours t2 t3, le bord intérieur gauche i du tiroir vient rencontrer le bord intérieur I de la lumière, et l'échappement anticipé commence. La manivelle motrice est alors en 0 M3. La figure montre que le chemin t2 t3 est égal à la largeur e i de la bande du tiroir, diminuée de la largeur E I de la lumière.
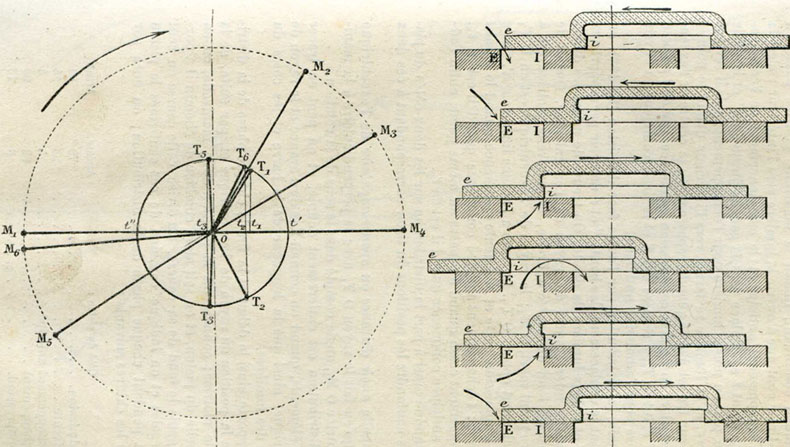
Fig. 151. - Positions de la manivelle motrice, du rayon de l'excentrique, et du tiroir, pour l'étude de la distribution sur la face arrière du piston. Positions diverses du tiroir.
1, avance linéaire ; 2, fermeture de l'admission ; 3, ouverture de l'échappement (anticipé) ; 4, commencement de l'échappement proprement dit, et avance linéaire pour l'autre face ; 5, fermeture de l'échappement ; 6, ouverture de l'admission (anticipée).
(Les flèches indiquant le sens du mouvement du tiroir sont mal placées pour les positions 1 et 3.)
La rotation continuant, quand la manivelle motrice passe en 0 M4, le tiroir continue à ouvrir la lumière vers l'intérieur : c'est la fin de l'échappement anticipé et le commencement de l'échappement. Le point t se déplace vers la gauche jusqu'en t" et le tiroir ouvre de plus en plus la lumière pour l'échappement ; puis il revient en arrière, et la lumière se ferme vers l'intérieur quand le point i repasse sur I, c'est-à-dire quand t repasse en t3 ; le centre de l'excentrique est alors en T5, et la compression commence. Quand t repasse sur t2, T étant en T6, e repasse sur E et le tiroir commence à ouvrir la lumière pour l'admission anticipée.
On étudie la distribution sur l'autre face du piston (fig. 152), en examinant le déplacement des bords e' et i' du tiroir par rapport aux bords E' et I' de la lumière de droite. On trouve de même les diverses positions intéressantes du rayon de l'excentrique. Quand le piston est au fond de course à droite, la manivelle motrice est à son autre point mort, 0 M'1 ; le rayon de l'excentrique est en 0 T'1 diamétralement opposé 0 T1. Le tiroir a l'avance linéaire e' E', égale à t'1 t'2. L'admission cesse et la détente commence quand le point t passe en t'2 ; l'échappement anticipé commence quand il est en t'3, et l'échappement cesse quand il repasse au même point ; enfin l'admission anticipée commence quand il est en t'2.
On examine ainsi à part la distribution sur les deux côtés du piston, sans confondre les positions du tiroir correspondant à ces deux côtés.
On appelle angle d'avance ou avance angulaire de l'excentrique l'angle qu'en fait le rayon 0 T1 avec la perpendiculaire à la manivelle motrice 0 M1, angle compté dans le sens de la rotation.
Une distribution est entièrement définie, et on peut en tracer tous les éléments, quand on connaît l'angle d'avance et le rayon de l'excentrique, ainsi que la longueur de la barre et les cotes du tiroir et des lumières.
On rapporte ainsi le début et la fin de chaque phase de la distribution à la position du rayon de l'excentrique et, par suite, de la manivelle motrice ; connaissant la position de la manivelle, on en déduit celle du piston, et on sait alors combien de chemin il a parcouru depuis le fond de sa course. On divise cette course en cent parties égales et on indique combien de ces centièmes le piston parcourt pendant chaque phase de la distribution ; on aura par exemple les chiffres suivants :
| Côté du piston : | Arrière. | Avant. |
| Admission | 72 | 82 |
| Détente | 23 | 14 |
| Échappement anticipé | 5 | 4 |
| Échappement | 92 | 90 |
| Compression. | 8 | 10 |
| Admission anticipée | 0 | 0 |
Fig. 152. - Positions de la manivelle, de l'excentrique et du tiroir pour la distribution sur la face avant du piston. Positions diverses du tiroir.
1, avance linéaire ; 2, fin de l'admission ; 3, commencement de l'échappement anticipé ; 4, échappement ouvert ; 5, fin de l'échappement ; 6, commencement de l'admission anticipée.
Fig. 153. - Diagrammes rapprochés des positions du piston, pour les deux faces du piston.
Avec une faible avance linéaire, le parcours du piston pendant l'admission anticipée, sans être rigoureusement nul, peut être inappréciable.
Les éléments de la distribution, citée comme exemple, sont les suivants : avance angulaire, 30° ; course du tiroir, 100 mm ; avances linéaires, égales des deux côtés, 3 mm ; recouvrements extérieurs, 22 mm ; recouvrements intérieurs, 8 mm ; longueur de la bielle motrice, 5 fois celle de la manivelle motrice ; longueur de la barre d'excentrique, 2,500 m.
Les chiffres du tableau ne sont pas les mêmes pour les deux côtés du piston ; les différences sont d'autant moindres que la barre d'excentrique et surtout la bielle motrice sont plus longues. Il résulte de ces différences que le travail de la vapeur n'est pas identique sur les deux faces du piston.
Quand la manivelle motrice tourne d'un angle M1 OM à partir de son point mort arrière (fig. 149), le chemin parcouru par le piston est moindre que lorsque la manivelle décrit un angle égal à partir de son point mort avant ; on le voit aisément en appliquant pour le piston le même tracé que pour le tiroir, à l'aide d'une équerre dont le petit côté est taillé en arc de cercle avec un rayon convenable.
Les diagrammes d'indicateur, relevés des deux côtés du piston, en montrent le parcours pendant les diverses phases de la distribution (fig. 183).
La distribution étudiée dans le paragraphe précédent peut convenir aux machines fixes qui tournent toujours dans le même sens ; mais la locomotive doit fonctionner dans les deux sens, avoir une marche arrière aussi bien qu'une marche avant. On voit immédiatement qu'il serait facile de construire deux machines distinctes, dont l'une tournerait en avant, l'autre en arrière. La première ayant le rayon de l'excentrique en OT (fig. 154), il suffirait de prendre pour rayon de l'excentrique de la seconde OT', symétrique de OT par rapport à l'axe dirigé suivant OM1, position commune de la manivelle : en refaisant les tracés, on retrouve dans les deux cas, pour les diverses phases de la distribution, des parcours égaux de la manivelle ; seulement les uns sont faits dans le sens de la flèche marquée AV, et les autres en sens contraire, suivant la flèche AR.
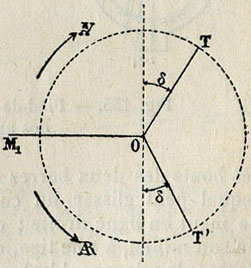
Fig. 154. - Excentriques pour marches avant et arrière.
Les deux excentriques, ayant pour rayons 0 T et 0 T'1, sont calés sur un arbre unique ; si on peut relier à volonté la tige du tiroir avec une barre d'excentrique articulée sur T ou avec une seconde barre articulée sur T', on obtient les distributions convenables pour les deux sens de marche.
C'est ce qu'on a réalisé dans les premières locomotives, à l'aide d'un mécanisme dit pied-de-biche (fig. 155). Les extrémités des barres d'excentrique étaient reliées au levier de l'arbre de relevage par deux tiges de suspension, qui se recouvrent sur la figure 155.
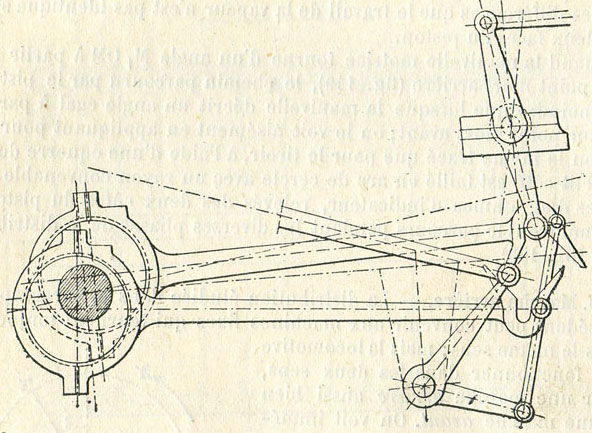
Fig. 155. - Pied-de-biche, pour changement de marche des anciennes locomotives.
Stephenson a perfectionné la locomotive en substituant la coulisse à la ferraille des pieds-de-biche. L'essieu porte encore les deux excentriques, chacun avec sa barre ; les bouts des deux barres sont reliés par un guide (fig. 156), dans lequel peut glisser un coulisseau fixé sur la tige du tiroir, qui se meut en ligne droite ; ce guide, appelé coulisse, est suspendu, en son milieu, à une tige, qui s'articule à l'extrémité d'un levier de l'arbre de relevage. L'arbre de relevage étant fixé dans une position telle que le coulisseau se trouve à l'extrémité supérieure de la coulisse, au point où s'articule une des barres, le tiroir est conduit par cette barre. En manœuvrant l'arbre de manière à relever la coulisse, on fait conduire le coulisseau par son extrémité inférieure, c'est-à-dire par l'autre barre d'excentrique. On passe ainsi d'une des marches à l'autre sans disjoindre aucune articulation, sans choc.
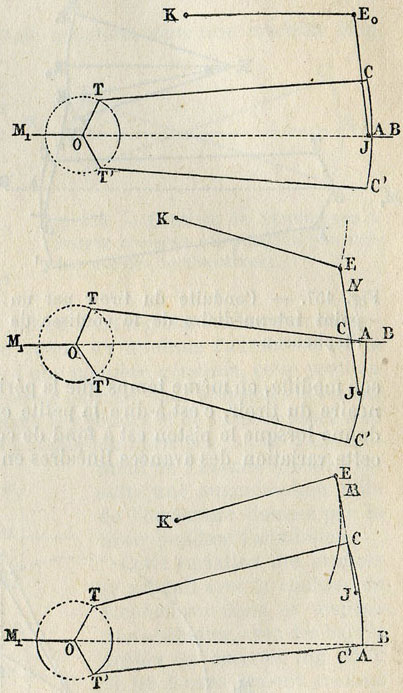
Fig. 156. - Coulisse de Stephenson (à barres droites), au point mort du changement de marche ; pour la marche avant ; pour la marche arrière.
OT, OT' rayons des excentriques ; TC, T'C', barres d'excentriques ; CC', coulisse ; EJ, bielle de suspension ; K, arbre de relevage.
On s'est bientôt aperçu que la coulisse n'était pas seulement un appareil de changement de marche. Au lieu de placer l'arbre de relevage dans les positions extrêmes, où l'une des barres conduit la tige du tiroir, qu'on le fixe de telle sorte que le coulisseau se trouve en un point intermédiaire de la coulisse (fig. 157) ; le tiroir se meut suivant une loi précise. On a reconnu que, pour chaque position de l'arbre de relevage, le mouvement du tiroir était, à peu de chose près, celui que lui donnerait un certain excentrique, d'angle de calage et de rayon déterminés. C'est ce qu'on appelle l'excentrique fictif du tiroir, excentrique qui, s'il était construit, remplacerait le mécanisme de la coulisse, mais seulement pour la position correspondante de l'arbre de relevage.
On trace facilement les divers excentriques fictifs, qui pourraient ainsi se substituer à une coulisse : quand la manivelle est à son point mort OM1 (flg. 158), tous leurs centres se trouvent sur un arc de cercle de grand rayon joignant les centres T et T' des deux excentriques ; et si la position de l'arbre de relevage est telle que le point A de la coulisse saisisse le coulisseau, le centre G de l'excentrique fictif divise l'arc TT' comme le point A divise la coulisse CC'.
On sait tracer la distribution que donne un excentrique quelconque OG. En faisant ce tracé, on reconnaît que cette distribution diffère de celle donnée par OT : la période d'admission est plus courte ; celles d'échappement anticipé et de compression sont plus longues ; ces différences sont d'autant plus grandes que le point G se rapproche davantage du milieu H0 de TT' ; en d'autres termes, elles s'accroissent à mesure que le rayon de l'excentrique fictif diminue et que son angle d'avance augmente.
La coulisse permet ainsi d'obtenir des distributions avec admission variable : la quantité de vapeur admise dans le cylindre diminue à mesure que le point G s'éloigne de T et la longueur de chacune des trois périodes de détente, d'échappement anticipé et de compression augmente.
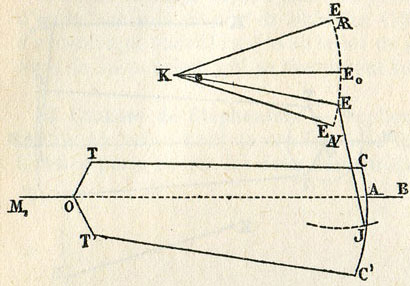
Fig. 157. - Conduite du tiroir par un point intermédiaire de la coulisse de Stephenson.
Pour l'autre sens de marche, la coulisse donne des distributions variables de même, quand le centre de l'excentrique fictif passe de T' à H0.
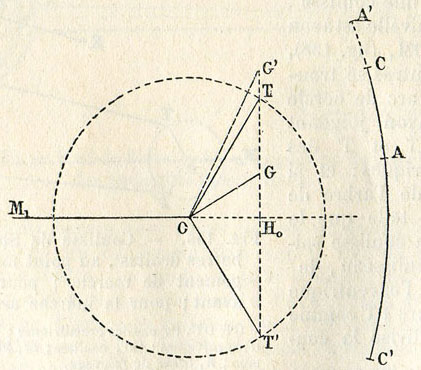
Fig. 158. - Centres des excentriques fictifs de la coulisse de Stephenson.
La coulisse de Stephenson modifie, en même temps que la période d'admission, l'avance linéaire du tiroir, c'est-à-dire la petite ouverture de la lumière qu'il donne lorsque le piston est à fond de course. On se rend compte de cette variation des avances linéaires en examinant le tiroir lorsque le plateau de la boîte à vapeur est démonté ; il suffit de placer la machine dans une position telle que le piston soit à fond de course et la manivelle motrice à un de ses points morts. En manœuvrant alors l'arbre de relevage au moyen de l'appareil de changement de marche, on voit le tiroir se déplacer légèrement sur la table et augmenter l'ouverture de la lumière ou avance, à mesure que l'index du changement de marche se rapproche du zéro de la réglette, c'est-à-dire à mesure que le coulisseau est plus voisin du milieu de la coulisse.
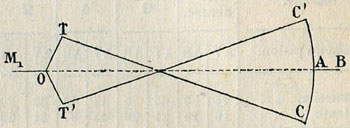
Fig. 159. - Coulisse de Stephenson à barres croisées (disposition peu usitée sur les locomotives).
On verrait à peu près la même variation, dans une machine bien réglée, sur l'autre bout du tiroir, en amenant la manivelle motrice à son autre point mort. Il faut pour cela que le rayon de la coulisse, ou rayon du cercle auquel on peut la supposer géométriquement réduite, soit égal à la longueur des barres d'excentriques.
Cette augmentation des avances linéaires, qui se produit quand on rapproche du milieu de la réglette l'index du changement de marche, c'est-à-dire quand on diminue l'admission de la vapeur, est avantageuse, car, d'une manière générale, cette position correspond aux grandes vitesses de marche, pour lesquelles la vapeur n'a guère le temps d'entrer dans le cylindre et de venir opposer une résistance au piston pendant l'admission anticipée ; et de l'allongement de l'avance linéaire résulte une augmentation utile de l'ouverture donnée par le tiroir pendant l'admission.
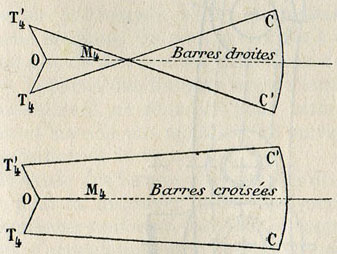
Fig. 160. - Coulisse de Stephenson, avec barres droites et barres croisées, après un demi-tour de l'essieu, quand le piston est au fond de course avant.
Cette variation des avances se produit avec la coulisse de Stephenson dans sa disposition ordinaire, avec des barres droites ou ouvertes (fig. 156). Si les barres étaient croisées on fermées (fig. 159), disposition rarement usitée pour les locomotives, la variation aurait lieu en sens inverse, et on pourrait n'avoir ni avance linéaire, ni par suite aucune ouverture de la lumière, dans la marche au point mort de la réglette.
La désignation de barres droites et croisées ne correspond qu'à la position des figures : quand la machine a fait un demi-tour, les barres droites se croisent et les barres croisées se décroisent (fig. 160).
Le tableau ci-après donne, en centièmes de sa course, le parcours du piston pendant chaque phase de la distribution, aux divers crans de marche, pour les machines-tenders nos 613-728 des chemins de fer de l'Est :
| Position de l'index du changement de marche. | MARCHE AVANT | MARCHE ARRIERE | ||||||||||||||||
| Fond de course. | Cran 6 |
Cran 4 |
Cran 2 |
Point mort. | Cran 2 |
Cran 4 |
Cran 6 |
Fond de course. | ||||||||||
| Côté du piston. | AV | AR | AV | AR | AV | AR | AV | AR | AV | AR | AV | AR | AV | AR | AV | AR | AV | AR |
| Admission | 78 | 74 | 65 | 60 | 45 | 40 | 25 | 20 | 12 | 12 | 21 | 20 | 43 | 40 | 66 | 60 | 78 | 74 |
| Détente | 16 | 18 | 24 | 26 | 35 | 37 | 41 | 42 | 44 | 41 | 45 | 41 | 38 | 36 | 24 | 26 | 16 | 18 |
| Echappement anticipé | 6 | 8 | 11 | 14 | 20 | 23 | 34 | 38 | 44 | 47 | 34 | 39 | 19 | 24 | 10 | 14 | 6 | 8 |
| Echappement | 91 | 93 | 85 | 87 | 74 | 77 | 58 | 63 | 40 | 53 | 58 | 63 | 73 | 78 | 84 | 88 | 91 | 93 |
| Compression | 9 | 7 | 14 | 12 | 24 | 21 | 36 | 32 | 30 | 38 | 34 | 32 | 24 | 20 | 15 | 11 | 9 | 7 |
| Admission anticipée | 0 | 0 | 1 | 1 | 2 | 2 | 6 | 5 | 12 | 9 | 8 | 5 | 3 | 2 | 1 | 1 | 0 | 0 |
On voit dans ce tableau d'assez fortes inégalités des phases de la distribution pour les deux faces du piston. En traçant les mécanismes, on tâche d'atténuer ces inégalités, surtout pour la marche avec admissions de 20 à 40 p. 100.
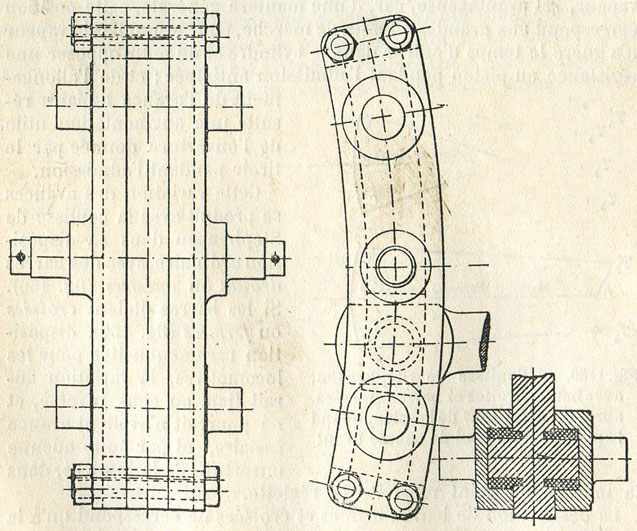
Fig. 161. - Coulisse de Stephenson à flasques ; élévations, transversale et longitudinale ; coupe par un plan horizontal.
La coulisse est souvent composée de deux flasques, réunies à leurs extrémités par des boulons, qui les serrent contre une entretoise. Les flasques portent, sur leur face extérieure, des tourillons venus de forge, sur lesquels s'articulent les fourches des barres d'excentrique et les bielles de suspension. Toutes ces articulations sont cémentées et trempées (fig. 161).
Il faut surveiller de près ce mécanisme, surtout dans les machines neuves : si les pièces sont bien construites, les articulations n'ont que fort peu de jeu, et le moindre défaut de graissage risque de les faire gripper.
Un coulisseau en fer cémenté et trempé joue à l'intérieur de chacune des deux flasques ; les deux coulisseaux sont articulés sur l'extrémité de la tige du tiroir, qui est maintenue en ligne droite par un guide carré, ou parfois suspendue à une articulation fixe (fig. 107) : le coulisseau ne se meut plus alors rigoureusement en ligne droite ; le mouvement du tiroir n'en est guère modifié.
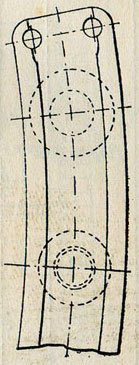
Fig. 162. - Flasque de coulisse de Stephenson montrant l’entrée sur laquelle se monte l'entretoise, de manière à permettre la rectification de la coulisse à la meule, sans changer les entretoises.
Il est facile de remplacer les coulisseaux usés, mais la coulisse elle-même, bien que cémentée et trempée, s'use, et surtout dans sa partie médiane. On peut la rectifier à la meule ; il est bon de disposer les entretoises de manière que la partie des flasques contre laquelle elles s'assemblent ne gêne pas pour cette rectification et ne soit pas modifiée, en suivant la disposition de la figure 162.
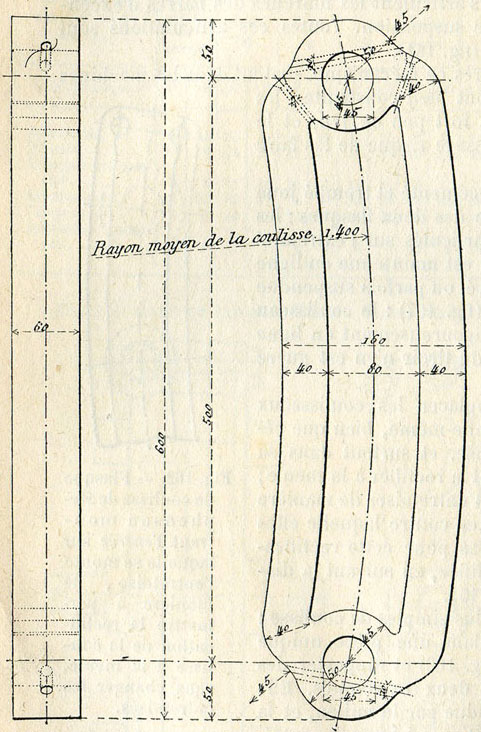
Fig. 163. - Coulisse de Stephenson découpée dans une pièce unique.
Il existe des formes plus simples de coulisse : on peut la découper dans une pièce unique d'épaisseur uniforme (fig. 163) et rapporter des axes d'articulation aux deux extrémités. Elle n'est plus alors suspendue par le milieu, et la bielle de suspension s'articule à l'une des extrémités, soit sur le même axe que la barre d'excentrique, soit sur un axe spécial. Avec cette disposition, la course du coulisseau est réduite et on ne peut pas le faire conduire par les extrémités mêmes de la coulisse, c'est-à-dire uniquement par une des barres d'excentrique : la plus grande admission qu'on obtient, en mettant le changement de marche à fond de course, s'en trouve réduite.
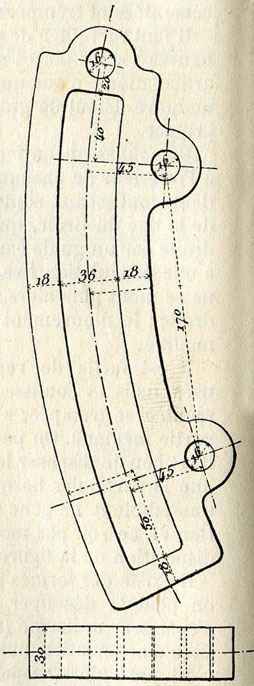
Fig.164. - Coulisse de Stephenson découpée dans une pièce unique, avec articulations déportées.
Pour éviter cet inconvénient, on construit des coulisses découpées de même dans une pièce unique, mais en reportant la rainure qui saisit le coulisseau en avant des trous qui reçoivent les axes d'articulation (fig. 164).
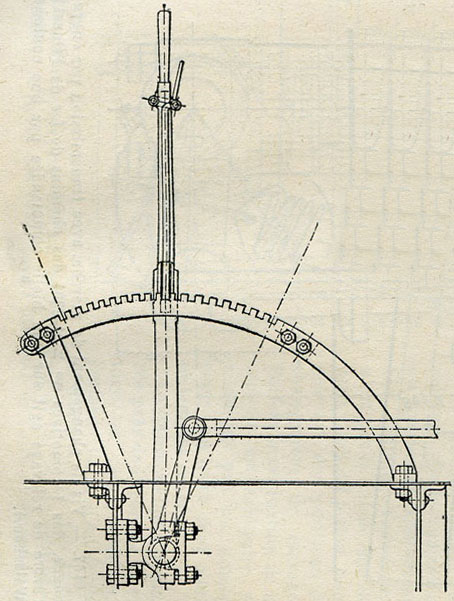
Fig. 165. - Levier de changement de marche.
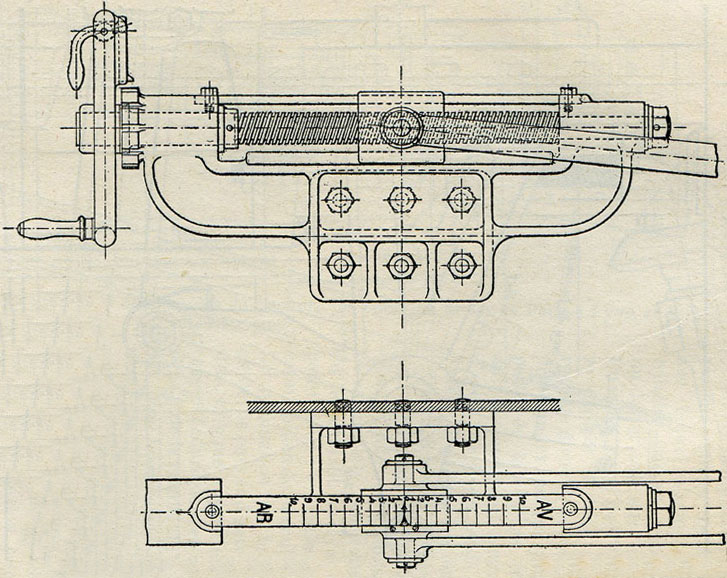
Fig. 166. - Vis de changement de marche ; élévation et plan.
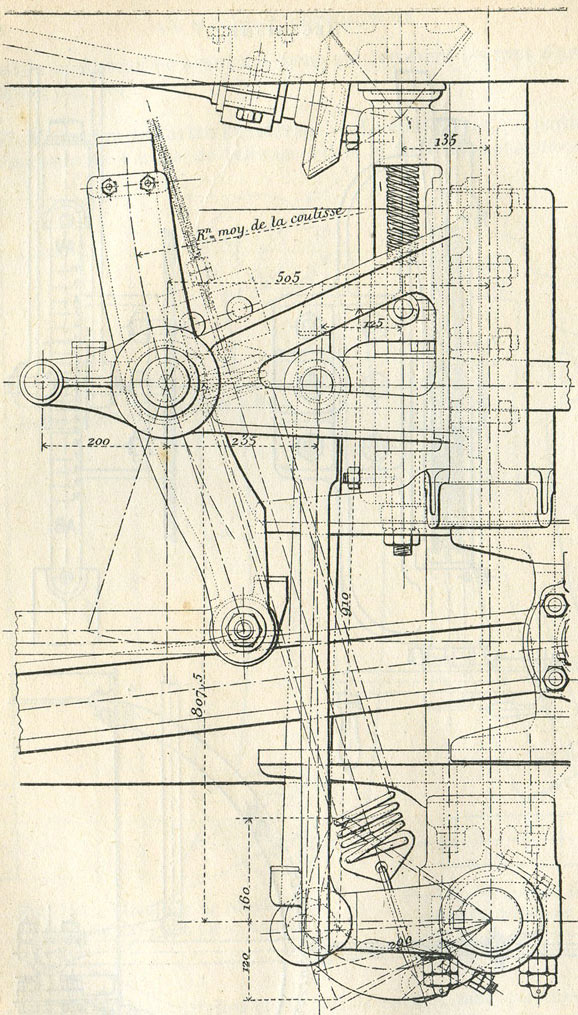
Fig. 167. - Vis de changement de marche, avec transmission par engrenages, des locomotives nos 2301-2304 des chemins de fer de l'Ouest ; l’arbre de relevage agit sur une bielle commandée par une coulisse Walschaerts.
Le mécanisme, qui permet de manœuvrer l'arbre de relevage et de le fixer dans chacune de ses positions, était autrefois et est parfois encore, mais rarement en France, un levier de changement de marche (fig. 165), maintenu par un verrou à ressort, engagé dans un cran d'un arc de cercle denté. On préfère généralement aujourd'hui commander l'arbre de relevage par une vis de changement de marche (fig. 166), munie d'un volant de manœuvre : cette vis fait voyager un écrou, sur lequel s'adapte une tringle, qui va rejoindre un levier calé sur l'arbre. Un index, porté par l'écrou, se déplace le long d'une réglette divisée : la position de cet index indique quelle partie de la coulisse conduit le coulisseau ; quand il est à l’un de ses fonds de course, c'est l'une des deux extrémités de la coulisse qui saisit le coulisseau. Quand l'index est au milieu de la réglette, en regard du zéro, on dit qu'il est au point mort : le coulisseau est au milieu de la coulisse. La graduation de la réglette, de part et d'autre du zéro, indique approximativement l'admission, en centièmes de la course du piston, pour les diverses positions du mécanisme de relevage. Cette indication est forcément approximative, puisque l'admission n'est pas la même sur les deux côtés du piston, pour chacune des positions de changement de marche. Parfois la graduation de la réglette est arbitraire et n'indique pas les admissions : les traits sont alors de simples repères.
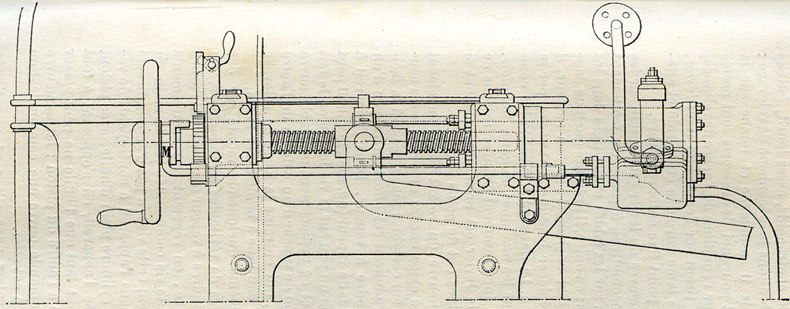
Fig. 168. - Changement de marche à contrepoids de vapeur, des Chemins de fer de Paris à Lyon et à la Méditerranée.
La vis est quelquefois placée près de l'arbre de relevage, et commandée par l'intermédiaire d'un arbre et d'engrenages (fig. 167).
Un contrepoids, fixé sur un levier spécial de l'arbre de relevage, équilibre le poids des coulisses et du reste de l'attirail suspendu à l'arbre. Ce contrepoids, assez lourd, fatigue par ses vibrations le mécanisme de relevage : quelquefois il se détache et tombe sur la voie. C'est pourquoi des ressorts sont préférables pour l'équilibre de l'arbre de relevage, soit qu'ils tirent sur l'extrémité d'un levier, soit qu'une lame enroulée en spirale et attachée à un point fixe entoure l'arbre.
La manœuvre du levier est pénible sur les grandes locomotives, à cause du frottement des tiroirs sur les tables et des tiges dans les garnitures ; en outre, il présente quelque danger, car, mal enclenché sur son secteur, il peut se déplacer brusquement et frapper le mécanicien. La vis est plus sûre et plus commode. Pour les machines de gare, toutefois, où il faut incessamment changer le sens de marche, le levier est préférable, surtout si ces machines ont de petits tiroirs.
La manœuvre du volant du changement de marche exige encore un effort assez considérable sur certaines machines : on la facilite en produisant cet effort au moyen d'un petit cylindre à vapeur. Dans l'appareil à contrepoids de vapeur (fig. 168), le volant peut se déplacer un peu sur la vis lorsqu'on le fait tourner, et ce déplacement préalable ouvre l'admission de vapeur d'un côté ou de l'autre du piston, qui entraîne la barre de relevage quand on continue à manœuvrer la vis.
On a même quelquefois monté sur des locomotives de véritables servo-moteurs, ou petits cylindres à vapeur manœuvrant l'arbre de relevage, en répétant les mouvements d'une petite vis commandée par la main du mécanicien ; cette vis n'a pas d'action directe comme dans l'appareil à contrepoids de vapeur. Un cylindre plein d'huile, avec piston, immobilise l'appareil, en s'opposant à tout mouvement tant que l'huile ne peut passer d'un côté à l'autre du piston : la manœuvre de la commande ouvre une communication ménagée à cet effet.
Ces derniers appareils sont compliqués, sujets à avaries ; ils entraînent des dépenses d'entretien assez fortes, sans être bien justifiés par la grandeur des efforts à produire. Aussi sont-ils rarement employés sur les locomotives.
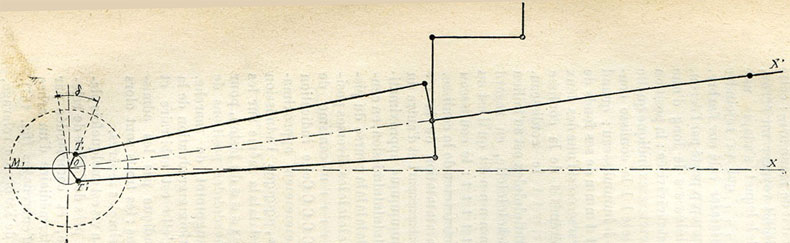
Fig. 169. - Distribution par coulisse de Stephenson avec obliquité de l’axe du mouvement du tiroir.
Les tiroirs ne se meuvent pas tous parallèlement à l'axe du cylindre. Avec une direction oblique du mouvement (fig.169), le tiroir trouve sa place au-dessus du cylindre. Il se meut alors suivant OX', mais la loi du mouvement doit rester la même qu'avec OX' parallèle à OX, axe du cylindre. Quand la manivelle motrice est à son point mort, en OM1, les rayons des excentriques, OT1 et OT'1, doivent être symétriques par rapport à OX', et la véritable avance angulaire se compte à partir de la perpendiculaire à OX'.
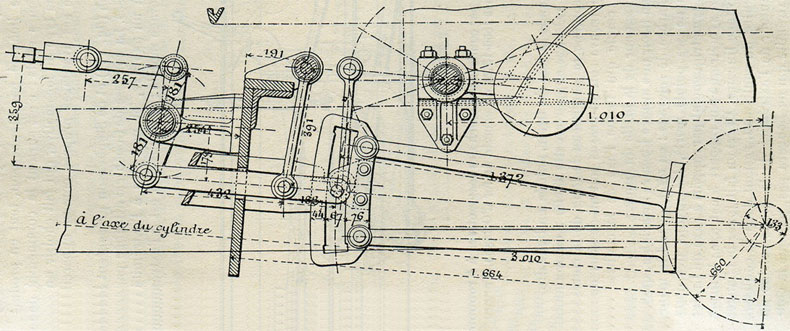
Fig. 170. - Distribution par coulisse de Stephenson, avec renvoi du mouvement à la tige du tiroir par balancier. D’après M. Demoulin.
Parfois, un balancier de renvoi (fig. 170) communique le mouvement au tiroir : les excentriques sont alors calés à l'opposé (ou à 180°) de leur position normale.
De nombreux systèmes de coulisses diffèrent du mécanisme imaginé par Stephenson, tout en produisant à peu près les mêmes effets : c'est surtout la commodité de l'application, sur chaque type de locomotive, qui fait choisir un de ces systèmes, plus que ses avantages propres comme appareil de distribution.
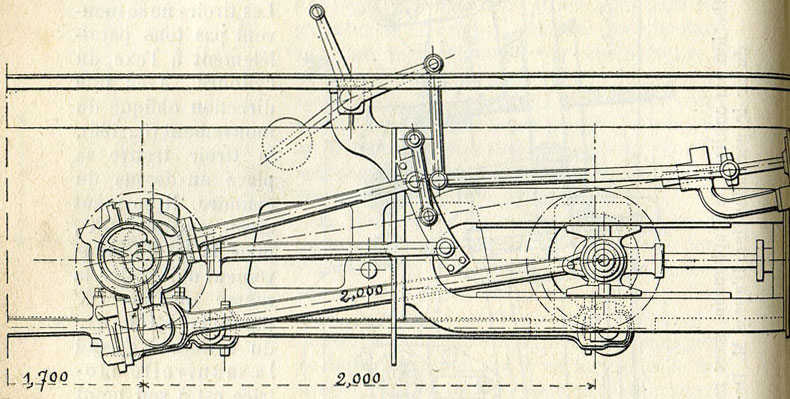
Fig. 171. - Distribution par coulisse de Gooch des locomotives à 6 roues couplées de 1,600 m (série 1566-1575) du chemin de fer d'Orléans, d'après M. Demoulin.
Les coulisses de Gooch (fig. 171) et de Stephenson présentent leur courbure en sens inverses. La coulisse de Gooch est attachée par des bielles de suspension à un axe fixe, et non plus à l'extrémité du levier d'un arbre de relevage mobile ; le coulisseau est à l'extrémité d'une bielle, qui commande la tige du tiroir, guidée en ligne droite ; le levier de l'arbre de relevage supporte cette bielle : en manœuvrant cet arbre, on promène le coulisseau le long de la coulisse. L'arbre de relevage se trouve soit au-dessus soit au-dessous de la coulisse. Le rayon du cercle qui forme l'axe de la coulisse est précisément égal à la longueur de la bielle du tiroir.
Cette coulisse donne au tiroir une avance linéaire invariable, quelle que soit la position de l'arbre de relevage : en effet, quand la manivelle motrice est à un de ses points morts, les rayons des deux excentriques se placent symétriquement par rapport à l'axe du tiroir ; la coulisse est également symétrique par rapport à cet axe ; le tiroir est dans la position d'avance linéaire. Or, si on fait jouer le changement de marche, le centre du coulisseau, restant dans la coulisse, va décrire un cercle autour de l'extrémité de la bielle voisine du tiroir comme centre, extrémité qui ne bougera pas, puisque la coulisse est justement un arc de cercle de même rayon, ayant alors même centre ; le tiroir restera immobile : il présentera donc la même avance linéaire quel que soit le cran de marche. Il en est de même si l'on considère l'autre point mort de la manivelle. Cette constance des avances linéaires n'existe plus, si, comme on le voit sur quelques machines, le rayon de la coulisse n'est pas exactement la longueur de la bielle du tiroir, ou si les deux excentriques ne sont pas calés symétriquement, avec le même angle d'avance.
La constance des avances linéaires n'entraîne pas celle des périodes d'admission anticipée aux divers crans de marche : cette phase de la distribution correspond à des parcours du piston de plus en plus longs à mesure que le changement de marche se rapproche de son point mort.
Les centres des excentriques fictifs, qui conduiraient le tiroir comme le fait la coulisse de Gooch, se rangent sur la ligne droite qui joint les centres des deux excentriques.
La coulisse de Gooch occupe une longueur plus grande sur la locomotive que celle de Stephenson, puisqu'il faut loger en plus la bielle du tiroir.
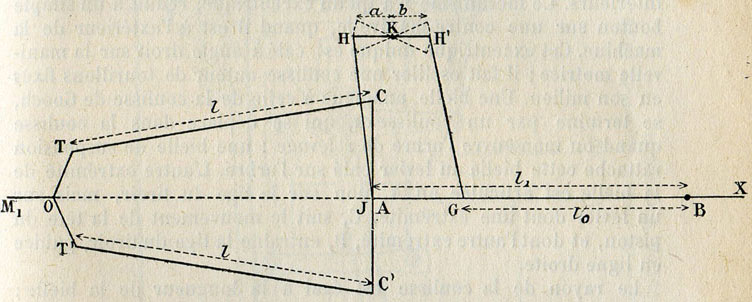
Fig. 172. - Schéma de la distribution par coulisse droite d'Allan.
Les coulisses de Stephenson et de Gooch sont courbées en sens inverses ; celle d'Allan est droite ; elle est suspendue à l'arbre de relevage (fig. 172) par son milieu, mais l'appareil comprend, comme celui de Gooch, une bielle qui porte le coulisseau et qui s'articule sur la tige du tiroir : cette bielle est également suspendue à l'arbre de relevage. Les deux suspensions sont disposées de telle sorte que l'une s'élève quand l'autre descend. Par ce double mouvement, le coulisseau se promène tout le long de la coulisse : on l'arrête dans telle position qu'on juge convenable.
Les centres des excentriques fictifs, qui pourraient remplacer une coulisse d'Allan, forment un arc de cercle, voisin de la ligne droite qui joint les centres des excentriques. Les avances linéaires aux divers crans de marche varient comme avec la coulisse de Stephenson, mais la variation est moindre.
Ce mécanisme est porté par un arbre de relevage unique, et les poids des pièces suspendues s'équilibrent à peu près.
Le mécanisme de distribution de Walschaerts (fig. 173 et 167) est commode lorsque les tiroirs sont placés au-dessus des cylindres ; il est généralement appliqué pour des cylindres extérieurs, mais parfois aussi pour des cylindres intérieurs. Ce mécanisme n'a qu'un excentrique, réduit à un simple bouton sur une contre-manivelle, quand il est à l'extérieur de la machine. Cet excentrique unique est calé à angle droit sur la manivelle motrice ; il fait osciller une coulisse autour de tourillons fixés en son milieu. Une bielle, analogue à celle de la coulisse de Gooch, se termine par un coulisseau, qui se déplace dans la coulisse quand on manœuvre l'arbre de relevage : une bielle de suspension rattache cette bielle au levier calé sur l'arbre. L'autre extrémité de la bielle est articulée en A, non sur la tige du tiroir, mais sur un levier dont une extrémité, C, suit le mouvement de la tête du piston, et dont l'autre extrémité, B, entraîne la tige du tiroir, guidée en ligne droite.
Le rayon de la coulisse est égal à la longueur de la bielle ; quand la manivelle motrice est à un point mort, le centre de la coulisse se trouve précisément au point A, extrémité de la bielle, de sorte qu'on peut promener le coulisseau le long de la coulisse en manœuvrant l'arbre de relevage, sans que le tiroir bouge : on a donc une avance linéaire constante.
Il est facile de tracer les épures qui représentent la distribution donnée aux différents crans de marche par le mécanisme Walschaerts ; la coulisse transmet au tiroir le mouvement de l'excentrique ; elle en réduit plus ou moins l'amplitude, et en change le sens quand le coulisseau dépasse le milieu de la coulisse ; avec ce premier mouvement se combine un déplacement donné par le levier C A B et opposé à celui du piston, réduit dans le rapport des deux bras du levier, AB et AC. Pour construire les excentriques fictifs qui conduiraient de même le tiroir, on prend OD et OD' égaux au rayon de l'excentrique convenablement réduit, de manière à tenir compte de la réduction de la course des extrémités de la coulisse ; puis on prend OR égal au rayon de la manivelle, OM, réduit dans le rapport de AB à AC ; OL et OL' étant les diagonales des rectangles construits avec OR, OD et OD', le centre de l'excentrique fictif se déplace sur LL' quand on manœuvre l'arbre de relevage.
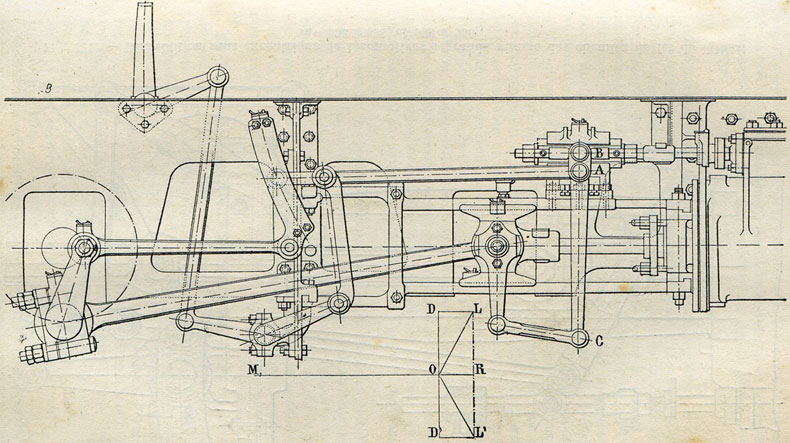
Fig. 173. - Distribution Walschaerts de locomotives-tenders du chemin de fer du Nord. En dessous, excentriques fictifs de la distribution Walschaerts.
Sur la figure 173, la bielle de suspension saisit la bielle du tiroir entre le coulisseau et l'extrémité A ; souvent au contraire la bielle de relevage s'articule sur un prolongement de la bielle du tiroir au delà de la coulisse. En retournant sens dessus dessous le mécanisme de Walschaerts, on lui fait commander des tiroirs placés sous les cylindres.
Certains systèmes de distribution, employés sur des locomotives, n'ont pas d'excentrique et comportent une prise de mouvement sur le corps de la bielle motrice. Par exemple, des locomotives des chemins de fer de l'Ouest ont un mécanisme analogue à celui de Walschaerts (fig. 174), où l'excentrique qui fait osciller la coulisse est remplacé par un système articulé d'une part vers le milieu de la bielle motrice, et, d'autre part, au bout d'un levier calé sur l'axe d'oscillation, perpendiculairement à la coulisse. La figure montre que ce système comprend : un levier articulé en un point fixe sur le support des glissières ; un second levier articulé sur le premier et sur la bielle motrice ; un troisième levier articulé en un point intermédiaire du second et à l'extrémité de la tige perpendiculaire à la coulisse. Le point intermédiaire choisi sur le second levier décrit une courbe voisine d'un cercle.
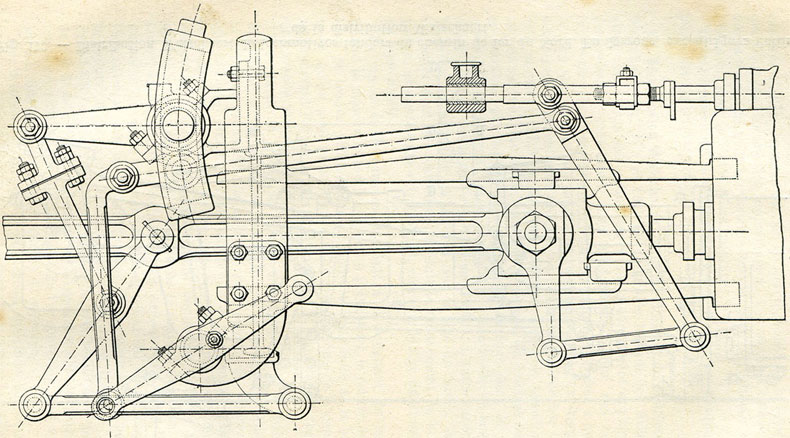
Fig. 174. - Distribution sans excentrique de locomotives à grande vitesse des chemins de fer de l'Ouest
(nos 953 à 998, et 939 à 950).
Parmi les distributions sans excentriques, se trouve aussi celle de Joy, où un mécanisme conduit par un point de la bielle motrice fait glisser un coulisseau dans une coulisse, servant de guide, qu'on fixe dans des positions diverses en manœuvrant l'appareil de changement de marche.
La hauteur des boîtes motrices dans leurs glissières doit être soigneusement réglée sur les machines munies de distributions de ce genre, puisque les déplacements de ces boîtes par rapport au châssis, changeant l'inclinaison de la bielle motrice, influent sur la position du tiroir. Pour la même raison il convient que les oscillations des ressorts, qui chargent ces boîtes, n'aient habituellement qu'une faible amplitude.
Les machines fixes portent souvent des obturateurs séparés pour l'admission et l'échappement, au lieu du tiroir simple. Des mécanismes analogues ont été quelquefois employés pour la locomotive. Dans le système Durant et Lencauchez (fig. 175 et 176), les obturateurs d'admission et les obturateurs d'échappement sont menés par deux points différents d'un long coulisseau, conduit par une coulisse de Stephenson ; le point qui règle l'échappement est, dans la marche avant, plus éloigné du milieu de la coulisse que celui qui commande l'admission : on peut ainsi réduire la période d'admission sans augmenter l'échappement anticipé et la compression autant qu'avec un coulisseau ordinaire. La marche arrière est sacrifiée.
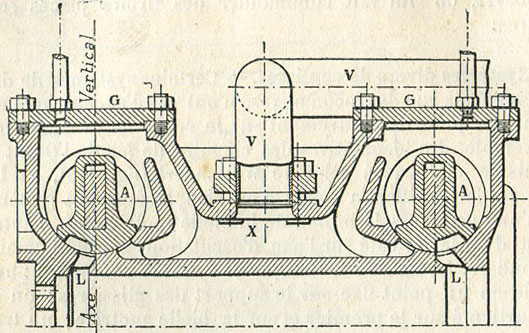
Fig. 175.- Distribution Durant et Lencauchez, appliquée aux locomotives nos 833 et 834 des chemins de fer de l'Est. Coupe longitudinale du cylindre, montrant les obturateurs d'admission, à double introduction de vapeur.
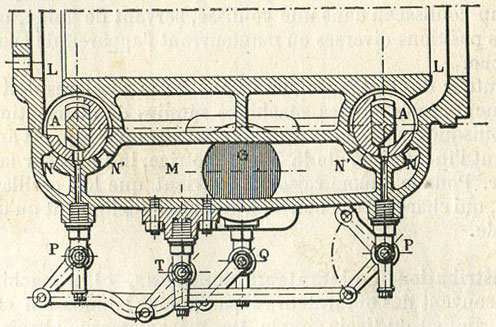
Fig. 176. - Distribution Durant et Lencauchez (locomotives Est nos 833 et 834). Coupe longitudinale du cylindre, montrant les obturateurs d'échappement, que la pression de la vapeur applique constamment sur leur siège. Ces obturateurs sont commandés par l'intermédiaire d'un balancier de renvoi.
La distribution Bonnefond (fig. 248) s'écarte encore plus des mécanismes usuels, car les obturateurs d'admission ne sont pas commandés directement pendant toute leur course, mais se ferment brusquement sous l'action d'un piston pressé par la vapeur, quand un déclic les laisse échapper. C'est l'application aux locomotives du principe des machines Corliss.
La forme des tiroirs ordinaires a été parfois modifiée : une des modifications les plus simples donne le tiroir à canal ou tiroir de Trick. Ce tiroir est fondu avec un canal qui va d'une bande à l'autre (fig. 177), et dont les bords c, c', sont parallèles aux bords E, E'. En limitant la table par des bords C, C', convenablement placés, on augmente la section de passage de la vapeur pour l'admission, sans modifier le mécanisme de distribution. Il faut qu'au moment où le bord e atteint le bord E de la table, c'est-à-dire au moment où la lumière va s'ouvrir, le bord c' du canal vienne toucher le bord C de la table ; quand le tiroir aura légèrement dépassé cette position, la vapeur s'introduira non seulement entre e et E, mais aussi, entre c' et C', par le canal.
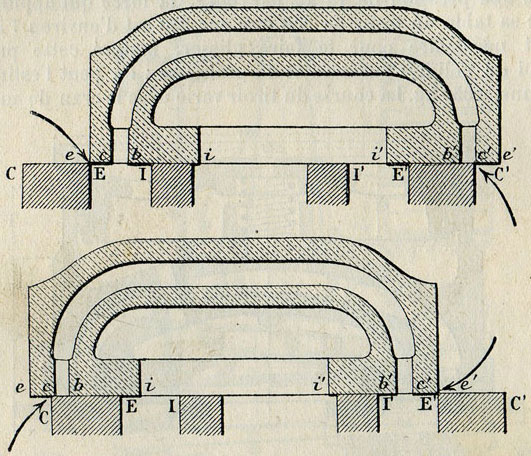
Fig. 177. - Tiroir à canal : 1° au début de l'admission dans la lumière de gauche ; 2° au début de l'admission dans la lumière de droite.
Le canal fonctionne de même pour l'admission dans l'autre lumière. En déterminant, sur le dessin du tiroir, la position du canal, on a soin que jamais il ne puisse venir déboucher dans la lumière d'échappement, parce que la vapeur fuirait par cette communication intempestive ; il faut que, dans la plus grande course du tiroir, le bord b n'atteigne pas le bord de la lumière d'échappement.
Cette disposition ingénieuse du tiroir diminue le laminage de vapeur ; elle rend le tiroir un peu plus lourd et plus difficile à exécuter, mais ne complique ni la conduite ni l'entretien de la machine. Elle ne modifie en rien les conditions d'échappement.
Le tiroir supporte la pression de la vapeur, qui l'appuie sur la table des lumières ; une pression beaucoup moindre s'exerce par-dessous, car cette pression est à peu près celle de l'atmosphère dans toute la cavité intérieure, qui communique constamment avec le conduit d'échappement.
Il est nécessaire qu'une certaine force colle ainsi le tiroir sur la table, pour empêcher les fuites de vapeur par l'échappement ; mais cette force est beaucoup plus grande qu'il ne serait utile : il en résulte un frottement important, qui absorbe du travail et use les surfaces frottantes.
Avec une pression de 10 kg par cm², la force qui appuie ainsi contre sa table un tiroir de 350 mm sur 250 est d'environ 7 500 kg ; l'effort nécessaire pour le faire glisser, malgré cette pression, dépend du poli des surfaces et du graissage : on peut l'estimer, en moyenne, à 350 kg. La course du tiroir varie avec le cran de marche : elle sera par exemple de 100 mm. Par tour de roue, le tiroir fait une excursion aller et retour, longue de 0,2 m. Le travail ainsi consommé est, en kilogrammètres, le produit de la force en kilogrammes par le chemin en mètres, c'est-à-dire 350 x 0,2 ou 70 kilogrammètres. Si les roues font trois tours par seconde, le frottement des deux tiroirs absorbe 420 kilogrammètres par seconde, c'est-à-dire cinq à six chevaux-vapeur.
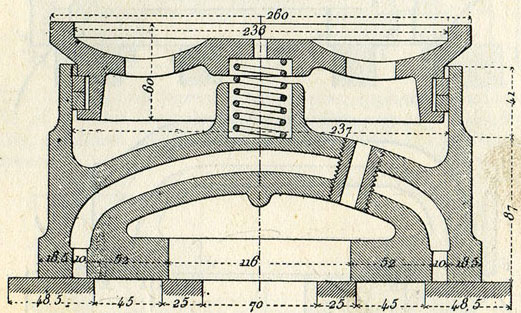
Fig. 178. - Tiroir à canal, avec compensateur Adams (locomotives du chemin de fer du Nord).
Quand la machine roule avec régulateur fermé, le tiroir est moins fortement appuyé sur la table ; il peut même se soulever à certains moments ; mais la présence de gaz chauds, qui nuisent au graissage, et, en outre, entraînent des cendres de la boîte à fumée, fait que l'usure est toujours à craindre.
Le graissage des tiroirs réduit ces effets pernicieux. Les meilleurs appareils donnent l'huile en petite quantité à la fois et d'une manière continue, aussi bien quand le régulateur est fermé que quand il est ouvert (§ 73).
On peut aussi s'attaquer à la cause même du frottement et réduire la charge sur la table en équilibrant le tiroir. Une portion de la face supérieure du tiroir Adams (fig. 178) est soustraite à la pression de la vapeur : une couronne frotte sur le plateau de la boîte à vapeur, parallèle à la table des lumières ; elle peut jouer dans une partie alésée sur le dos du tiroir, et des bagues s'opposent aux fuites de vapeur. Grâce à cette disposition, la couronne est toujours appliquée contre le plateau, malgré l'usure.
L'espace ainsi isolé est mis en communication constante avec l'échappement, de sorte que la pression de la boîte à vapeur ne peut s'y établir. Il faut que la partie ainsi soustraite à la pression de la vapeur ne dépasse pas beaucoup la moitié de la surface totale du tiroir ; autrement il aurait tendance à se soulever en marche.
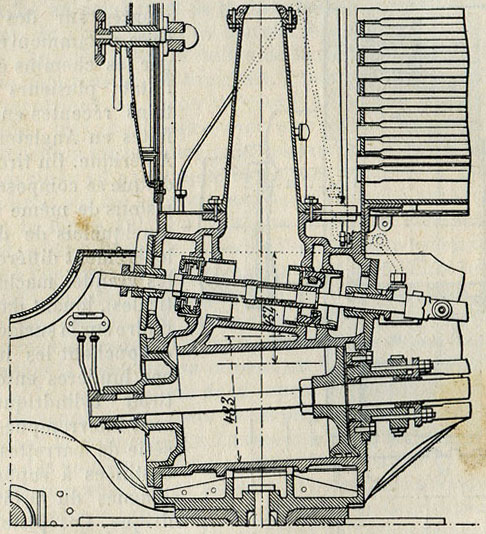
Fig. 179. - Tiroir cylindrique de locomotive du North-Eastern railway. D'après M. Dumoulin.
Cette disposition réduit le frottement, au prix d'une petite fuite de vapeur. Il importe d'ailleurs que le graissage de la partie qui frotte sur le plateau soit assuré.
Dans le tiroir Richardson, fort usité aux Etats-Unis, et récemment appliquée des locomotives des chemins de fer de l'Est, des barrettes rectilignes isolent sur le dos du tiroir une chambre rectangulaire. Quand ces barrettes sont montées avec les précautions convenables, elles paraissent mieux fonctionner que la couronne circulaire du tiroir Adams ; il est probable qu'elles se prêtent aux petites inégalités, que peut présenter la surface sur laquelle elles frottent.
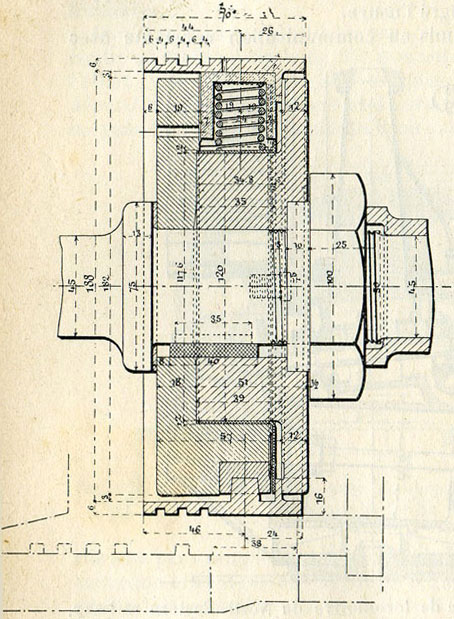
Fig. 180. - Coupe d'un des pistons formant les tiroirs cylindriques des locomotives de l'Etat français. D'après M. Demoulin.
On peut équilibrer les pressions en faisant usage de tiroirs cylindriques, c'est-à-dire en remplaçant le tiroir plan par deux pistons conjugués (fig. 179 et 180). Les tiroirs cylindriques, fort employés dans les grandes machines marines, sont quelquefois montés sur des locomotives, notamment en France par les chemins de fer de l'État ; plusieurs applications récentes en ont été faites en Angleterre et en Amérique. Un tiroir cylindrique se compose de deux pistons de même diamètre (quelquefois de diamètres légèrement différents dans les grandes machines verticales), jouant dans un cylindre sur la surface duquel débouchent les lumières ; ces lumières entourent le tiroir cylindrique ; elles sont interrompues par une série de barrettes pleines, destinées à supporter les bagues du tiroir cylindrique. Ces pistons remplacent les bandes du tiroir plan, et ne modifient pas la distribution : l'échappement se produit entre les pistons, et l'admission sur leurs faces extérieures.
Les bagues élastiques des tiroirs cylindriques peuvent être appliquées contre la paroi du cylindre par des ressorts ; on peut aussi faire agir la pression de la vapeur à l'intérieur de ces bagues : le seul frottement du tiroir tient à la force qui applique les bagues sur la surface cylindrique contre laquelle elles se meuvent. Il est bon que ces bagues soient libres de se soulever pour laisser échapper l'eau qui peut se trouver dans le cylindre moteur, quand le piston approche du fond de course.
Parfois on intervertit les côtés d'admission et d'échappement des tiroirs cylindriques, en changeant de côté les recouvrements, et en donnant aux excentriques un calage diamétralement opposé au calage normal ; la vapeur est admise entre les deux pistons et s'échappe sur les faces extérieures.
Les locomotives munies de tiroirs cylindriques portent des soupapes de rentrée d'air, montées sur la boîte à vapeur : le rôle de ces soupapes, dans la marche à régulateur fermé, est indiqué au paragraphe 100.
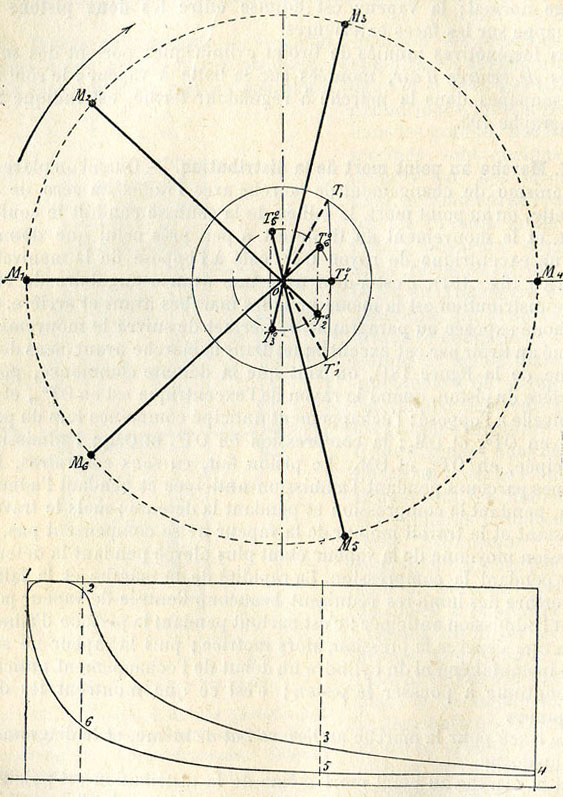
Fig. 181. - Distribution au point mort du changement de marche, et diagramme correspondant du travail de la vapeur sur une des faces du piston.
Quand on place le mécanisme de changement de marche avec l'index au zéro de la réglette, ou au point mort, le milieu de la coulisse conduit le coulisseau, et le mouvement du tiroir est à peu près celui que donnerait un excentrique de rayon OT0, calé à l'opposé de la manivelle motrice (fig. 181), c'est-à-dire avec une avance angulaire de 90°. Cette distribution est la même pour les marches avant et arrière. La méthode exposée au paragraphe 84 permet de suivre le mouvement donné au tiroir par cet excentrique. Dans la marche avant (sens de la flèche de la figure 181), on voit que la détente commence, pour l'arrière du piston, quand le rayon de l'excentrique est en OT02, et la manivelle à l'opposé ; l'échappement anticipé commence lors du passage en OT03 et OM3 ; la compression en OT05 et OM5 ; l'admission anticipée, en OT06 et OM6. Le piston fait, en sens contraires, les mêmes parcours pendant l'admission anticipée et pendant l'admission, pendant la compression et pendant la détente ; mais le travail résistant et le travail moteur de la vapeur ne se compensent pas, la pression moyenne de la vapeur étant plus élevée pendant la détente que pendant la compression. La rapidité de la marche et la faible ouverture des lumières réduisent beaucoup l'entrée de vapeur pendant l'admission anticipée ; c'est surtout pendant la période d'admission que s'exerce la pression, alors motrice ; puis la vapeur ne sort pas instantanément du cylindre au début de l'échappement anticipé et continue à pousser le piston ; c'est ce que montrent les diagrammes.
Lé tracé pour la marche arrière se fait de même, et le diagramme est analogue.
Si la marche au point mort même de la distribution est possible, on ne saurait en conseiller l'emploi, parce qu'elle n'utilise pas bien la vapeur.
Comme le montre l'étude de la distribution, lorsqu'on rapproche l'appareil de changement de marche de son point mort, la période d'admission de vapeur diminue, ou la portion, du parcours du piston, à partir du fond de course, pendant laquelle le tiroir ouvre l'admission de vapeur, est de plus en plus courte. Si le changement de marche dans sa position extrême donne une admission d'environ 80 p. 100 (pendant les 80 centièmes du parcours du piston), on réduit cette admission à 70, 60, 50, 40... p. 100 en ramenant le changement de marche jusqu'à son point mort, où elle conserve encore une certaine valeur, 10 p. 100 par exemple. Mais la variation de la période d'admission n'est pas le seul effet de cette manœuvre : les périodes d'échappement anticipé, vers la fin de la course aller, et de compression, vers la fin de la course de retour du piston, augmentent à mesure que la période d'admission diminue.
Lorsque le changement de marche se rapproche ainsi de son point mort, la diminution de l'admission d'une part, l'accroissement de la compression d'autre part, réduisent le travail de la vapeur par coup de piston.
Au lieu de toucher au changement de marche, on peut manœuvrer le régulateur : en n'ouvrant qu'une étroite issue à la vapeur de la chaudière, on la lamine : la pression est plus faible dans les boîtes à vapeur que dans la chaudière ; plus on referme le régulateur, plus on fait ainsi baisser la pression de la vapeur employée dans les cylindres, et plus on réduit encore le travail moteur par coup de piston. Mais on n'agit plus sur l'échappement anticipé, ni sur la compression pendant le retour du piston.
Ainsi, pour réduire l'effort moteur sur le piston, le mécanicien peut soit rapprocher le changement de marche du point mort sans toucher au régulateur, soit refermer le régulateur sans toucher au changement de marche, soit combiner les deux manœuvres.
Les diagrammes que donne l'indicateur figurent les variations du travail de la vapeur, qui résultent de ces diverses manœuvres ; le travail d'un coup de piston est mesuré par la surface de ce diagramme ; comme il y a deux cylindres à double effet, il y a par tour de roues quatre diagrammes pareils, si la distribution est bonne.
Qu'on suppose d'abord la machine marchant à une certaine vitesse moyenne invariable ; la figure 182 montre les diagrammes pour une série de positions des deux organes de manœuvre ; ceux qui sont marqués de la même lettre (a, b, c, d, ou e), et qui sont groupés en rangées horizontales, correspondent aux admissions moyennes p. 100 de 80, 60, 40, 20 et 10 (point mort), données par le changement de marche ; tous les diagrammes d'une rangée verticale, ayant même numéro (1, 2, 3, 4, 5), correspondent à une même ouverture du régulateur, les numéros 1 à la plus grande ouverture, les numéros 5 à la plus faible.
Le plus grand des diagrammes, celui qui correspond au travail le plus fort, a-1, est obtenu avec le changement de marche à fond de course et le régulateur ouvert en grand. Le plus petit est e-5. Parmi les autres diagrammes, on peut en trouver des séries qui ont même surface, si l'on suppose le tableau complété par le tracé des intermédiaires, en nombre aussi grand qu'on le désire. C'est ainsi que le diagramme c-1 équivaut à un diagramme placé entre b-2 et c-2 et qu'il a même surface à peu près que b-3 et a-4. Tous les diagrammes de même surface indiquent un même travail sur les pistons.
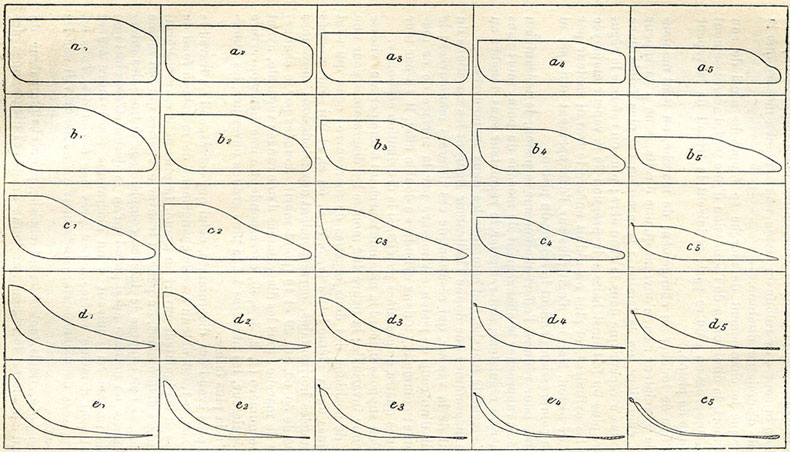
Fig. 182. - Diagrammes du travail de la vapeur correspondant à diverses positions du régulateur et du changement de marche.
Ceci posé, quels motifs feront choisir, pour chaque valeur du travail à produire, le régime qui donne un de ces diagrammes plutôt qu'un autre équivalent ? C'est d'abord la recherche de l'économie : le diagramme qui produit le travail demandé avec le moindre poids de vapeur offre un avantage important ; mais des expériences longues et délicates sont nécessaires pour déterminer exactement ce poids, et on ne peut le déduire du simple relevé à l'indicateur, à cause des fortes condensations qui se produisent pendant l'admission dans le cylindre : ces condensations ne sont pas visibles sur le diagramme. A défaut de ces expériences, le mécanicien habile déduit d'une longue pratique et d'une grande attention à la marche de sa machine les conditions qui lui permettent de réduire le plus sa consommation.
La considération du poids de vapeur dépensé n'est cependant pas la seule importante : tous les diagrammes portant le n° 1, qui correspondent au régulateur ouvert en grand, donnent à certains moments sur le piston la pleine pression de la vapeur dans la chaudière ; d'autre part, les diagrammes marqués e, avec le changement de marche au point mort, indiquent aussi de fortes pressions sur le piston, à cause de la longue compression. Or, ces fortes pressions augmentent la fatigue du mécanisme et les frottements : à ce point de vue, les diagrammes qui, pour un même travail, ne les atteignent pas, sont avantageux : ce sont ceux qui correspondent à des admissions de 20 p. 100 au moins et à une ouverture incomplète du régulateur.
Les diagrammes c-5, d-4, d-5, e-3, e-4 et e-5 ont, dans le coin gauche supérieur, une boucle (couverte de hachures, peu visibles vu la petite échelle des dessins), qui montre que le piston comprime la vapeur jusqu'à une pression supérieure à celle de la boîte à tiroir. L'ouverture anticipée de l'admission limite cette compression, en laissant la vapeur refoulée sortir du cylindre et retourner dans la boîte à tiroir, mais non sans causer des pertes de travail : les boucles hachurées représentent un travail résistant ou négatif, et leur surface doit être déduite du reste du diagramme.
Les diagrammes d-5, e-2, e-3, e-4, e-5 montrent encore une boucle couverte de hachures, sur la droite : c'est encore un travail résistant à déduire : cette boucle tient à ce que la pression de la vapeur, à la fin de la détente ou au commencement de l'échappement anticipé, ne dépasse pas beaucoup celle de l'atmosphère. Le piston continuant son mouvement pendant l'échappement anticipé, il arrive que le cylindre, au lieu de renfermer un excès de vapeur, aspire dans la colonne d'échappement ; comme cette aspiration se fait par des ouvertures étroites, il y a laminage, et la pression dans le cylindre s'abaisse au-dessous de la pression atmosphérique : c'est ce qu'on voit clairement sur le diagramme d-5, donné à plus grande échelle (fig. 183).
D'ailleurs, la pression n'a pas la même valeur dans toutes les chaudières de locomotive. Elle est d'environ 8 kg par cm² dans les machines un peu anciennes, de 10 et de 12 kg dans nombre de machines récentes. Or, si les diagrammes de la figure 182 sont établis pour une pression de 9 kg, il faudra supprimer la première colonne (nos 1) pour les machines timbrées à 8 kg, sur lesquelles les diagrammes portant les nos 2 correspondront au régulateur ouvert en grand. Si avec cette ancienne machine timbrée à 8 kg on marchait le régulateur ouvert en grand et la distribution à 20 p. 100 d'admission, le jour où on en remplace la chaudière par une autre timbrée à 10 kg, on ne retrouve plus les mêmes conditions de marche en ouvrant le régulateur à fond. Avec une chaudière timbrée à 12 kg, l'effet sera plus sensible encore, et on pourra être conduit à y laminer davantage la vapeur à l'aide du régulateur.
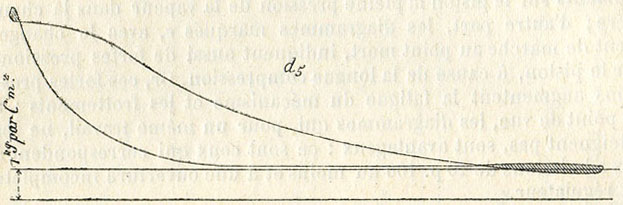
Fig. 183. - Diagramme avec travail résistant aux deux extrémités.
En outre, la vitesse des locomotives varie beaucoup, et cette variation modifie encore le travail de la vapeur. Qu'on laisse le régulateur et le changement de marche dans une position déterminée sans y toucher ; quand la vitesse s'accroît, la vapeur traverse de plus en plus rapidement les divers passages étroits placés sur sa route ; les laminages ou chutes de pression augmentent. Ces laminages se produisent d'abord à la sortie de la chaudière par le régulateur, puis à l'admission dans le cylindre, par la fente qu'ouvre le tiroir, enfin à l'échappement : la pression s'abaisse dans la boîte à vapeur, puis elle tombe de plus en plus vers la fin de l'admission dans le cylindre. Par contre, l'effet de l'échappement anticipé diminue ; mais la contre-pression augmente pendant l'échappement et pendant la compression. Toutes ces actions, sauf celle de l'échappement anticipé, réduisent le travail de la vapeur par coup de piston, en diminuant l'effort moteur à l'aller et en augmentant la résistance au retour : la surface du diagramme se contracte de plus en plus. Les figures 184 et 185 représentent deux diagrammes (correspondant aux numéros b-1 et d-2 de la figure 182), pour une série de vitesses croissantes.
Ainsi, à des vitesses différentes, les mêmes positions du régulateur et du changement de marche ne donnent pas le même, travail par coup de piston ; certaines positions de ces organes, qui conviennent à une vitesse, peuvent donner une mauvaise utilisation de la vapeur avec d'autres vitesses.
En résumé, l'une des positions les plus convenables du changement de marche est celle qui donne l'admission d'environ 20 p. 100 : avec une plus forte admission, la vapeur, n'étant pas assez détendue dans le cylindre, est mal utilisée : une admission plus faible fait commencer trop tôt l'échappement anticipé et produit une trop forte compression.
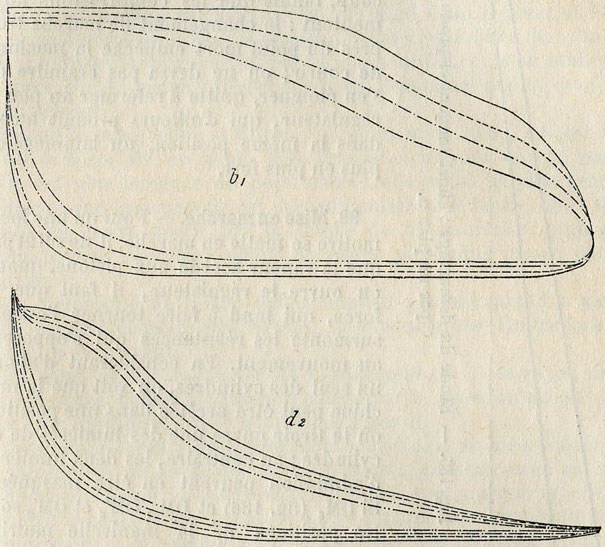
Fig. 184 et 185. - Diagrammes à diverses vitesses.
Quand le changement de marche donne ainsi l'admission de 20 p. 100, si on veut réduire le travail moteur, on refermera un peu le régulateur ; mais il ne faut pas laminer ainsi par trop la vapeur, qui doit toujours arriver dans la boîte à tiroir avec une pression au moins égale à celle que donne la compression dans le cylindre. S'il faut réduire beaucoup le travail moteur, on devra en outre diminuer un peu l'admission avec le changement de marche.
Si l'on a besoin, au contraire, de plus de travail qu'on n'en donne, avec l'admission de 20 p. 100, le régulateur ouvert en grand, on augmentera l'admission à l'aide du changement de marche.
Toutefois, avec les chaudières à très haute pression (12 kg par cm²), une petite chute de pression au régulateur paraît toujours désirable, pour ne pas trop fatiguer les mécanismes et aussi pour diminuer les entraînements d'eau.
Aux grandes vitesses, les admissions réelles que donne le changement de marche au même cran diminuent beaucoup, tandis que les compressions augmentent : le changement de marche trop près du point mort empêche la machine de courir ; on ne devra pas craindre de s'en éloigner, quitte à refermer un peu le régulateur, qui d'ailleurs produit aussi, dans la même position, un laminage de plus en plus fort.
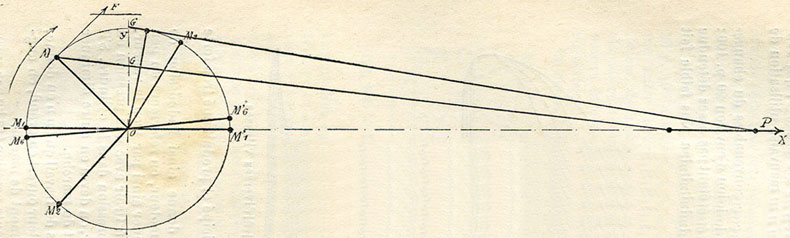
Fig. 186. - Etude du démarrage ; effort tangentiel produit par un piston.
Pour qu'une locomotive se mette en marche, il ne suffit pas que la vapeur accède aux pistons, quand on ouvre le régulateur, il faut que la force, qui tend à faire tourner l'essieu, surmonte les résistances qui s'opposent au mouvement. En considérant d'abord un seul des cylindres, on voit que la machine peut être arrêtée dans une position où le tiroir ouvre une des lumières de ce cylindre ; au contraire, les deux lumières d'admission peuvent en être masquées. Si 0M6 (fig. 186) et 0M2, 0M'6 et 0M'2 sont les positions de la manivelle motrice lorsque le tiroir commence à ouvrir ou achève de fermer une lumière d'admission, la vapeur n'entre pas dans le cylindre quand la manivelle est arrêtée entre 0M2 et 0M'6 ou entre 0M'2 et 0M6 ; quand elle se trouve arrêtée entre 0M'6 et 0M'1, ou entre 0M6 et 0M1, c'est-à-dire dans les positions où le tiroir donne une admission anticipée, la vapeur vient bien presser le piston, mais elle tend à donner à l'essieu une rotation contraire à celle qu'on veut produire ; l'effort produit est faible, il est vrai, la manivelle étant voisine du point mort.
Si la manivelle est arrêtée dans une position telle que 0M, le piston est pressé par la vapeur avec une force facile à calculer : c'est le produit de la pression effective, en kilogrammes par centimètre carré, soit 10, par la surface du piston en centimètres carrés ; s'il a 45 cm de diamètre, cette surface couvre 1 590 cm², et la force est de 15 900 kg. On peut en déduire la force correspondante à l'extrémité de la manivelle, représentée par le vecteur MF, à l'aide d'une règle simple : on mesure sur la figure 0G et 0M, G étant le point où l'axe de la bielle motrice coupe la perpendiculaire 0Y à l'axe du cylindre 0X ; on divise la longueur 0G par la longueur 0M, puis on multiplie la force sur le piston (15 900 kg dans l'exemple) par le quotient ainsi obtenu.
Quand la manivelle est voisine du point mort, 0M1, 0G est très petit, la force MF est faible. Elle grandit à mesure que la manivelle est plus éloignée du point mort ; elle prend sa plus grande valeur quand la manivelle est perpendiculaire à la bielle, alors tangente au cercle décrit par le centre de la manivelle ; puis elle diminue pour s'annuler quand le piston n'est plus pressé par la vapeur.
On détermine de même l'effort moteur produit quand la manivelle est arrêtée entre 0M'1 et 0M'2 : la vapeur presse l'autre face du piston, la face avant.
En appelant r le rayon 0M de la manivelle, et R le rayon de la roue motrice, l'effort de traction exercé par la machine est égal à la force MF multipliée par le quotient de r par R.
Cette étude montre avec précision pourquoi il est nécessaire que la locomotive ait au moins deux cylindres, puisque avec un seul cylindre elle serait fort souvent arrêtée dans une position où elle ne pourrait démarrer. Le second cylindre attaque une manivelle perpendiculaire à la première : au démarrage, ou les deux cylindres reçoivent de la vapeur, et les efforts qu'ils produisent s'ajoutent ; ou bien un seul cylindre agit ; cela dépend des positions où se trouve arrêtée la machine.
L'effort total prend sa plus petite valeur lorsqu'une des manivelles a légèrement dépassé la position où le tiroir interrompt l'admission, 0M2 ou 0M'2 : un seul cylindre est moteur et sa manivelle n'est pas encore fort éloignée du point mort. C'est alors que les machines, si elles ont une charge un peu forte à mettre en mouvement, ne démarrent pas. On change le sens de la marche : le cylindre qui commande la manivelle en 0M2 ou 0M'2 reçoit de la vapeur pour la marche arrière, et il est possible que le cylindre de l'autre manivelle en reçoive de même. Toutefois, il peut arriver, avec les distributions généralement en usage sur les locomotives, qu'il n'en soit pas ainsi, de sorte qu'on n'est pas mieux placé pour la marche arrière que pour la marche avant : il est vrai que si l'effort de traction à produire est considérable, la poussée, qui n'agit pas simultanément sur tout le train, exige une force moindre.
Pour que le démarrage soit rarement difficile, il faut que les zones telles que 0M2 - 0M'1 et 0M'2 - 0M1 soient restreintes, ou, en d'autres termes, que les périodes d'admission, correspondant aux arcs 0M1 - 0M2, M'1 - 0M'2, soient longues : c'est pourquoi on met le changement de marche à fond de course pour le démarrage ; les meilleures distributions de locomotives, à ce point de vue, sont celles qui donnent alors les plus grandes périodes d'admission.
Quand on ferme le régulateur, on met le changement de marche à fond de course : la machine roule plus librement ; les tiroirs et les cylindres se conservent mieux. Que le régulateur soit ouvert ou fermé, quand la machine tourne, le tiroir se meut de la même manière, ouvrant et fermant les lumières du côté de la boîte à vapeur et du côté de l'échappement aux mêmes instants, c'est-à-dire quand le piston passe par les mêmes positions. Soient T1, T2, T3, T4, T5, T6 (fig. 187), les positions du centre de l'excentrique, au commencement des six phases de la distribution sur la face arrière du piston ; soient 0M1, 0M2, 0M3, 0M4, 0M5, 0M6 les positions correspondantes de la manivelle motrice, et 1, 2, 3, 4, 5, 6, celles du piston.
Pendant le parcours 1 - 2 du piston, l'arrière du cylindre communique avec la boîte à vapeur et le piston exerce une aspiration dans cette boîte, où la vapeur n'arrive plus, le régulateur étant fermé. Le tiroir, se soulevant un peu, laisse alors pénétrer dans le cylindre les gaz pris, par l'échappement, dans la boîte à fumée.
Pendant le parcours 2 - 3, l'arrière du cylindre ne communique ni avec la boîte à vapeur ni avec l'échappement ; les gaz qu'il renferme se dilatent, par suite de l'accroissement du volume qu'ils occupent. Quand le piston arrive en 3, la communication avec l'échappement s'ouvre : c'est alors surtout que peuvent entrer dans le cylindre la fumée et les gaz chauds venus du foyer.
Pendant le retour du piston de 4 à 5, il refoule par l'échappement l'air et les gaz ; puis, pendant le trajet 5 - 6, il comprime les gaz qu'il contient encore, et, enfin, ces gaz comprimés s'échappent dans la boîte à vapeur, dès que la lumière s'ouvre, en 6. Quand on comprime des gaz, ils s'échauffent ; ici les gaz sont déjà chauds, puisqu'ils sont pris dans la boîte à fumée ; la compression en élèvera encore la température ; ces gaz très chauds brûlent les matières de graissage et risquent de détériorer les surfaces polies du cylindre. En outre, d'une part la raréfaction des gaz, surtout pendant la détente où ils sont confinés dans le cylindre, d'autre part leur compression, exercent une résistance qui ralentit ou même arrête la machine.
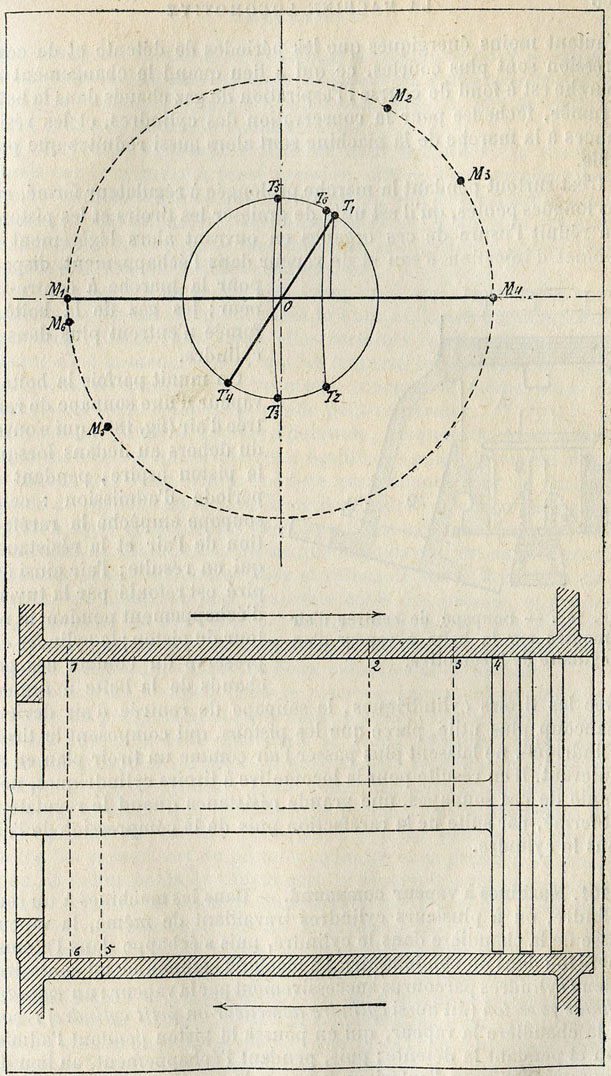
Fig. 187. - Positions corrélatives du centre de l'excentrique, de la manivelle motrice et du piston, pour l'étude de la marche à régulateur fermé.
Les mêmes effets se produisent sur la face avant du piston. Ils sont d'autant moins énergiques que les périodes de détente et de compression sont plus courtes, ce qui a lieu quand le changement de marche est à fond de course : l'aspiration de gaz chauds dans la boîte à fumée, fâcheuse pour la conservation des cylindres, et les résistances à la marche de la machine sont alors aussi réduites que possible.
C'est surtout pendant la marche prolongée à régulateur fermé, sur les longues pentes, qu'il est utile de graisser les tiroirs et les pistons. On réduit l'usure de ces organes en ouvrant alors légèrement le robinet d'injection d'eau et de vapeur dans l'échappement, disposé pour la marche à contre-vapeur ; les gaz de la boîte à fumée n'entrent plus dans le cylindre.
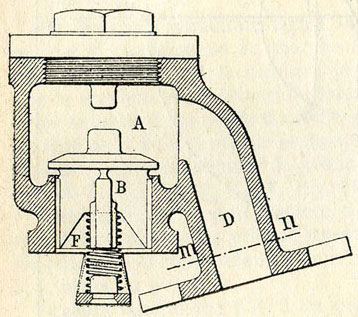
Fig. 188. - Soupape de rentrée d'air montée sur la boîte à vapeur d'un cylindre de locomotive.
On munit parfois la boîte à vapeur d'une soupape de rentrée d'air (fig. 188), qui s'ouvre du dehors au dedans lorsque le piston aspire, pendant la période d'admission : cette soupape empêche la raréfaction de l'air et la résistance qui en résulte ; l'air ainsi aspiré est refoulé par la tuyère d'échappement pendant le retour du piston ; le cylindre est préservé du contact des gaz chauds de la boîte à fumée.
Avec les tiroirs cylindriques, la soupape de rentrée d'air devient beaucoup plus utile, parce que les pistons, qui composent le tiroir cylindrique, ne laissent plus passer l'air comme un tiroir plan en se soulevant. Il en résulte pour la locomotive à tiroirs cylindriques, non munie de ces soupapes, une grande résistance quand le régulateur est fermé, par suite de la raréfaction puis de la compression de l'air dans le cylindre.
Dans les machines à un seul cylindre, ou à plusieurs cylindres travaillant de même, la vapeur passe de la chaudière dans le cylindre, puis s'échappe dans l'atmosphère (ou dans un condenseur). La machine compound, au contraire, a deux cylindres parcourus successivement par la vapeur : un cylindre à haute pression (dit aussi cylindre admetteur ou petit cylindre) reçoit de la chaudière la vapeur, qui en pousse le piston pendant l'admission et pendant la détente ; puis, pendant l'échappement, au lieu de communiquer avec l'extérieur (ou avec le condenseur), ce cylindre est mis en relation avec un réservoir intermédiaire, dans lequel se rend la vapeur. Ce réservoir remplace la chaudière pour le cylindre à basse pression (dit aussi cylindre détendeur ou grand cylindre) et lui fournit la vapeur, qui, après l'admission, puis la détente dans ce grand cylindre, s'échappe enfin au dehors.
La compound se compose ainsi de deux machines : la seconde, formée par le cylindre à basse pression, diffère d'une machine à un cylindre seulement en ce que la vapeur, au lieu d'être fournie directement par une chaudière, sort d'un réservoir. Quant à la première machine, elle diffère d'une machine à un seul cylindre par la pression du réservoir où se fait l'échappement.
Ces deux parties de la machine compound, qui, séparément envisagées, ne diffèrent essentiellement ni l'une ni l'autre d'une machine à un seul cylindre, ont entre elles certaines relations nécessaires, puisque c'est la même vapeur qui les traverse successivement : pendant le même temps, elles reçoivent chacune le même poids de vapeur, avec l'eau condensée qu'elle peut renfermer.
Si les deux cylindres, comme d'habitude, attaquent le même arbre, et si la marche est uniforme, cette égalité des poids de vapeur reçus par chacun des deux cylindres existe pour chaque tour de l'arbre : le poids de vapeur admis dans le petit cylindre sur chacun des côtés du piston, égal au poids qui s'échappe de ce cylindre, pendant une course aller et retour, est le même que le poids entrant dans le grand cylindre pendant une course aller et retour de son piston. Si la distribution est identique pour les deux côtés des pistons, et pourvu que la capacité du réservoir ne soit pas trop petite, il y a égalité entre les admissions sur les côtés avant et arrière, et, par suite, entre les quatre poids admis dans les deux cylindres pour un tour.
La pression de la vapeur dans le réservoir intermédiaire doit toujours être un peu plus petite que dans le petit cylindre ; elle est toujours un peu plus forte que dans le grand cylindre, puisque la vapeur doit s'écouler du petit cylindre dans le réservoir et du réservoir dans le grand cylindre. Cette remarque permet de se rendre compte de la durée que doit avoir la période d'admission dans le grand cylindre et montre pourquoi il y a un petit et un grand cylindre. La vapeur sort du premier cylindre et sa pression s'abaisse un peu ; le même poids de vapeur sort du réservoir pour entrer dans le second cylindre : si aucune condensation ne se produit, le volume de cette vapeur augmente quand la pression baisse. Or, dans un réservoir bien installé, la vapeur ne se condense pas ; il n'en est pas de même dans les cylindres : une certaine condensation se produit à l'admission dans le grand cylindre, ce qui diminue le volume apparent de la vapeur admise ; mais une condensation s'est produite de même à l'admission dans le petit cylindre, et l'eau condensée s'est vaporisée de nouveau pendant l'échappement de ce cylindre, ce qui augmente le volume de la vapeur. Les deux effets se compensent à peu près : l'eau qui se forme dans le grand cylindre pendant l'admission est celle qui s'est retransformée en vapeur dans le petit cylindre pendant l'échappement, et on peut dire que le volume ouvert à l'admission dans le grand cylindre doit toujours être un peu plus grand que le volume ouvert à l'échappement dans le petit cylindre. Comme l'échappement se ferme un peu avant la fin de course du piston, qui produit une certaine compression, ce volume d'échappement est un peu moindre que celui du petit cylindre, d'où la règle fort simple : le volume d'admission dans le grand cylindre sera le volume du petit cylindre.
Une fois admise dans le grand cylindre, cette vapeur doit ensuite s'y détendre, de manière à doubler ou tripler le volume admis, ce qui donne au grand cylindre deux ou trois fois le volume du petit.
En donnant à la période d'admission dans le grand cylindre une valeur supérieure à la limite convenable, on abaisse la pression dans le réservoir intermédiaire, et on diminue le travail de la vapeur sur le grand piston ; le travail sur le petit piston augmente, au contraire, par suite de l'abaissement de la pression résistante du réservoir. On voit aisément, en comparant les diagrammes, que le travail total sur les deux pistons se trouve réduit.
Pour comparer une machine compound à une machine ayant un seul cylindre, il suffit de remarquer que la compound, à chaque demi-tour, prend un certain volume de vapeur à la pression de la chaudière, et laisse échapper au dehors un volume de vapeur détendue jusqu'à remplir à peu près la capacité totale du grand cylindre. En comparant ces deux volumes, on voit combien la vapeur s'est détendue. Qu'on introduise directement le même volume de vapeur pris à la chaudière dans une machine ayant pour cylindre unique le cylindre à basse pression de la compound ; au moment de l'échappement, la vapeur se sera détendue dans ce cylindre unique, autant que dans la compound. Par la même détente du même volume de vapeur, on recueillera à peu près le même travail : on peut dire qu'une machine compound équivaut à une machine réduite au seul cylindre à basse pression, alimentée par la même chaudière.
On voit même que les petites chutes de pression inévitables, qui se produisent lors des deux transvasements successifs de la vapeur, diminuent un peu le travail de la machine compound ; mais la consommation de vapeur est le plus souvent moindre dans la compound.
Les machines compound ont en effet plusieurs avantages spéciaux. Il est difficile d'obtenir, dans un cylindre unique, une détente un peu grande de la vapeur (6 à 8 fois le volume pris dans la chaudière), sans faire usage de certains mécanismes de distribution, moins simples que la commande ordinaire du tiroir, tels que ceux des machines Corliss : avec la coulisse et le tiroir, les grandes détentes ne s'obtiennent qu'en augmentant outre mesure les périodes d'échappement anticipé et de compression, et en laminant la vapeur pendant l'admission, par suite de la faible ouverture des lumières. Or, pour tirer bon parti des pressions élevées de vapeur, il faut une forte détente.
En outre, les espaces libres des cylindres doivent être à chaque course remplis de vapeur à la pression d'admission, que cette vapeur soit prise à la chaudière ou qu'elle provienne de la compression de la vapeur détendue. Quand la pression à l'admission est élevée, on dépense ainsi beaucoup de vapeur, ou on prend beaucoup de travail au piston. Dans la compound, l'espace libre, en relation avec la chaudière lors de l'admission au petit cylindre, est plus petit que dans la machine équivalente, qui aurait pour cylindre unique le grand cylindre de la compound : en outre, une compression modérée y remplit assez facilement les espaces libres des deux cylindres de vapeur à la pression d'admission.
Pendant l'admission dans le cylindre d'une machine, une partie de la vapeur se condense ; l'eau ainsi formée se revaporise pendant l'échappement. Il en résulte une dépense inutile de vapeur, qui est souvent considérable. Une machine à un cylindre, sans condensation, recevra par exemple la vapeur à la pression de 10 kg par cm² ou à la température de 183° ; à l'échappement, la pression est celle de l'atmosphère et la température de la vapeur est 100°. Les parois du cylindre sont donc baignées par un fluide qui passe alternativement de 183° à 100°, ce qui produit les condensations et les vaporisations.
Dans la compound équivalente, la vapeur entre à 183° dans le petit cylindre, mais elle en sort à une pression de 3 ou 4 kg par cm², c'est-à-dire à la température d'environ 140°. Dans le grand cylindre la température varie de 140° à 1O0°. Les écarts de température dans chaque cylindre sont donc réduits, ce qui parait de nature à diminuer la quantité de vapeur condensée à l'admission.
Les fortes pressions causent un frottement considérable des tiroirs et parfois des usures rapides. Cet inconvénient est moindre dans les machines compound, car la force qui appuie sur sa table le tiroir du petit cylindre n'est due qu'à la différence de la pression dans la chaudière et dans le réservoir ; sur le tiroir du grand cylindre on a seulement la pression du réservoir. Les tiroirs se trouvent ainsi en partie équilibrés, sans qu'on ait besoin de recourir à aucune disposition spéciale.
Les fuites de vapeur autour des pistons et tiroirs, qui existent sans qu'on les remarque, à moins qu'elles ne deviennent importantes, se réduisent dans les compound, puisque la fuite à travers les mêmes passages est d'autant moindre que la différence de pression d'un côté à l'autre est plus faible.
Enfin, dans chacun des cylindres de la compound, la détente est bien moins considérable que dans une machine équivalente à deux cylindres séparés : la variation de la pression, et, par suite, de la force qui pousse le piston, est donc moindre du commencement à la fin de la course : les pièces de la machine sont moins fatiguées et l'effort moteur peut être plus régulier.
L'application du système compound aux machines marines, qui a commencé vers 1862, a permis de réaliser des économies considérables de combustible ; M. Mallet a pensé qu'il pouvait de même être appliqué aux locomotives, et il a fait construire en 1876 les premières machines de ce genre. Depuis cette époque, un grand nombre de locomotives compound ont été exécutées. Cette application du système compound est d'autant mieux justifiée que la pression dans la chaudière est plus élevée.
La locomotive compound peut n'avoir que deux cylindres : le cylindre à haute pression conserve à peu près les dimensions du cylindre d'une locomotive ordinaire ; le volume du cylindre à basse pression est deux à deux fois et demie plus grand.
Pour éviter un trop gros cylindre, souvent difficile à placer sur la locomotive, on divise en deux le cylindre à basse pression. Le réservoir intermédiaire alimente alors deux cylindres ayant chacun la moitié de la capacité du cylindre unique. Par exception, dans la locomotive de Webb, qui a trois cylindres, c'est le petit cylindre qui a été divisé en deux.
Souvent on divise en deux chacun des deux cylindres : on forme deux groupes de deux cylindres, l'un à haute pression, l'autre à basse pression ; cette division réduit notablement les efforts sur les pièces du mécanisme et se prête à des combinaisons commodes, notamment dans les locomotives articulées.
Les quatre cylindres sont aussi employés d'une manière différente, en formant un groupe unique d'un petit et d'un grand cylindre, avec un seul tiroir, plan ou cylindrique, qui transvase directement la vapeur du petit dans le grand : cette disposition spéciale est désignée sous le nom de système Woolf.
Le réservoir intermédiaire se compose du conduit d'échappement du petit cylindre, de la boîte à vapeur du grand, parfois de diverses capacités fondues avec les cylindres : on y ajoute souvent un tuyau qui fait le tour de la boîte à fumée, où il est soustrait à tout refroidissement, et même chauffé par les gaz qui se rendent à la cheminée. Une soupape de sûreté limite la pression dans le réservoir.
On a conservé, dans les locomotives compound, la distribution usuelle par tiroir, qui convient pour ces machines, où la détente dans chaque cylindre est assez faible : dans le cylindre à basse pression, l'admission ne doit guère descendre au-dessous de 45 à 50 p. 100 ; dans le cylindre à haute pression, une admission de 30 p. 100 donne déjà, par tour de roues, un travail fort réduit. Cependant, malgré ces grandes admissions, auxquelles correspondent des périodes de compression relativement courtes, la compression est souvent trop forte dans les cylindres des locomotives compound, parce que la vapeur comprimée dans le petit cylindre est celle du réservoir intermédiaire, qui a déjà une pression élevée, tandis que la pression finale dans le grand cylindre doit être limitée à cette même valeur, au lieu de pouvoir atteindre la pression de la chaudière. Les laminages de vapeur exagèrent encore ces compressions aux grandes vitesses. Pour éviter les compressions excessives, qui absorbent inutilement du travail et qui fatiguent les mécanismes, on emploie des tiroirs sans recouvrements intérieurs ou même avec découverts. En outre, on a dû souvent agrandir les espaces libres, par exemple en montant des pistons évidés sur les deux faces dans des cylindres munis de fonds plats.
En principe, il convient que les distributions des cylindres à haute et à basse pression d'une locomotive soient commandées par des mécanismes de relevage différents, car l'admission ne doit pas varier beaucoup dans les cylindres à basse pression : on l'augmente seulement à grande vitesse pour compenser l'effet des laminages. Aussi dispose-t-on souvent les machines pour que les deux relevages puissent être manœuvrés indépendamment.
Comme il est important que le sens de la marche puisse être rapidement changé pour les deux groupes, on combine ces mécanismes de manière à permettre à volonté la manœuvre simultanée et la manœuvre indépendante (fig. 189).
Le désir de simplifier la construction et la manœuvre de la machine a fait conserver un arbre de relevage unique sur beaucoup de locomotives compound à deux cylindres : la distribution est la même dans les deux cylindres, ce qui n'est pas sans inconvénients : on ne peut guère descendre à de faibles admissions, 40, 30 p. 100 dans le petit cylindre, parce que ces admissions sont insuffisantes dans le grand.
En calant différemment les leviers sur l'arbre de relevage unique, on obtient simultanément dans les deux cylindres des admissions différentes et mieux graduées, au moins pour la marche avant.
Lorsqu'on est bien fixé sur les positions corrélatives des deux mécanismes de distribution, on peut les manœuvrer à l'aide d'un appareil unique, qui réalise ces positions corrélatives ; toutefois cette méthode suppose que les positions corrélatives doivent rester les mêmes aux différentes vitesses, et l'appareil est assez compliqué. Les systèmes laissant au conducteur de la machine le soin d'ajuster les deux distributions paraissent en général préférables.
Dans les machines à quatre cylindres avec détente de Woolf, le relevage est unique, puisqu'un même tiroir distribue la vapeur dans les deux cylindres correspondants.
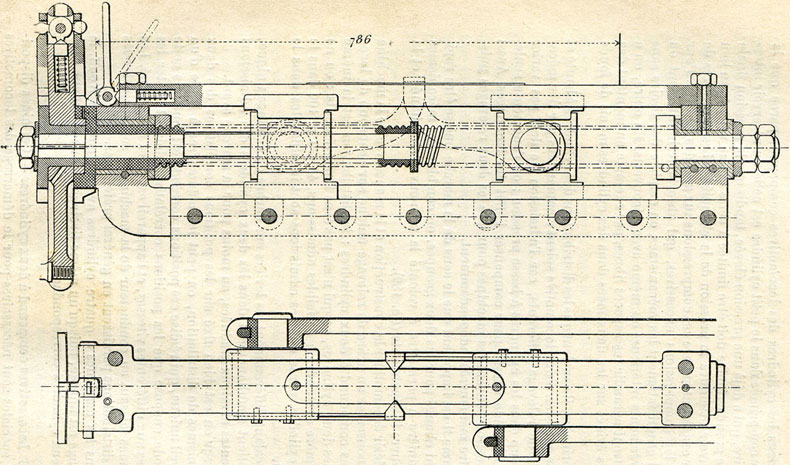
Fig. 189. - Appareil de changement de marche des locomotives compound à quatre cylindres et à trois essieux couplés des chemins de fer du Midi : les deux vis commandent chacune un arbre de relevage ; un volant unique permet de les tourner ensemble ou séparément.
Certaines dispositions spéciales sont nécessaires pour le démarrage des locomotives compound à deux cylindres, car les conditions de mise en marche ne restent plus les mêmes qu'avec deux cylindres indépendants. Dans les deux cas, les deux cylindres attaquent deux manivelles calées à angle droit sur l'essieu. Si la manivelle du cylindre à haute pression est arrêtée dans une position telle qu'il n'entre pas de vapeur dans ce cylindre, ou si l'effort de la vapeur sur le piston est insuffisant, il faut introduire directement la vapeur dans le réservoir intermédiaire, le plus souvent à une tension réduite, pour alimenter le cylindre à basse pression. Ce cylindre se trouve placé, pour le démarrage, comme le serait celui d'une machine à deux cylindres simples ; mais l'introduction de vapeur dans le réservoir réagit sur le premier piston ; elle pénètre par l'échappement du petit cylindre et y augmente la contre-pression. Si le petit piston est arrêté dans la zone de détente, non seulement il ne reçoit pas l'action motrice de la vapeur de la chaudière, mais encore il est poussé à contre-sens par la vapeur du réservoir. Cette action affaiblit beaucoup l'effort de démarrage.
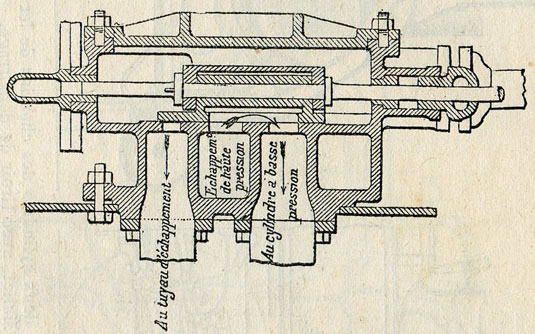
Fig. 190. - Tiroir de démarrage de la locomotive Mallet à deux cylindres, disposé pour la marche en compound ; l'échappement du petit cylindre est dirigé dans le réservoir intermédiaire. En déplaçant ce tiroir vers la gauche, on dirige au dehors l'échappement du petit cylindre, et le réservoir intermédiaire reçoit directement la vapeur.
On obvie à cet inconvénient de diverses manières. On peut, comme l'a fait M. Mallet, séparer complètement les deux cylindres, en ouvrant un échappement auxiliaire au cylindre à haute pression (fig. 190 et 191). Le cylindre à basse pression reçoit alors directement la vapeur de la chaudière, convenablement détendue, par le laminage à travers un orifice étroit ou dans un détendeur, qui assure une pression, déterminée.
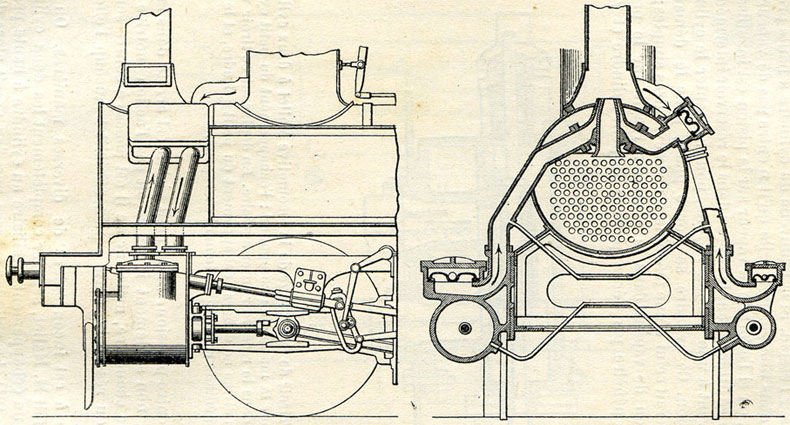
Fig. 191. - Locomotice coumpound à deux cylindres des chemins de fer de Bayonne à Biarritz, du système Mallet, avec tiroir de démarrage.
L'échappement direct du petit cylindre n'est pas indispensable : souvent on se contente d'un simple clapet entre le conduit d'échappement du petit cylindre et le réservoir (fig. 192), clapet qui empêche le retour contre le petit piston de la vapeur admise directement au réservoir ; dès que les roues commencent à tourner et que l'échappement du petit cylindre se produit, ce clapet doit être rouvert ou se rouvrir spontanément. Cette disposition a été appliquée sur un grand nombre de locomotives en Allemagne : elle a été étudiée par les ingénieurs von Borries et Worsdell.
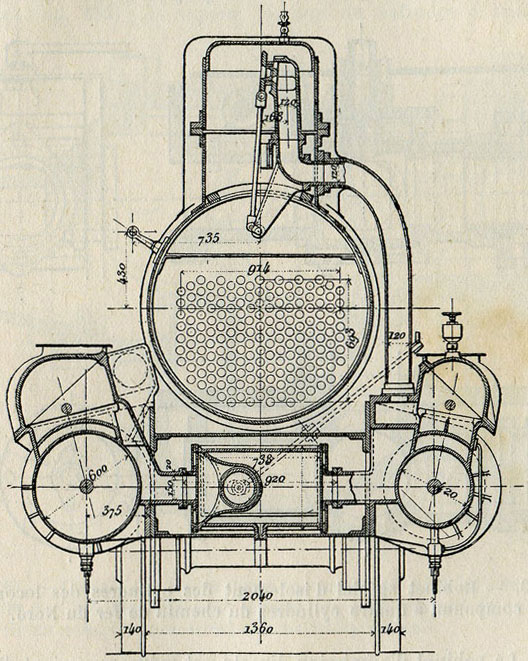
Fig. 192. - Locomotive compound express de l'État prussien ; coupe transversale par les cylindres, avec valve d'interception.
On supprime même parfois les valves d'interception, en se contentant de l'admission directe au grand cylindre. Dans ce cas, un moyen d'annuler l'action défavorable, avec certaines positions du petit piston, de la vapeur admise directement au réservoir, consiste à faire communiquer les deux côtés du petit cylindre. C'est ce qu'a obtenu M. Lindner, sur les locomotives de l'État saxon, en perçant de petits trous dans les bandes intérieures du tiroir à haute pression ; la vapeur du réservoir pénètre alors sur les deux faces du petit piston, lorsque le tiroir n'est pas placé dans la position d'admission sur une face. Les trous sont assez petits pour n'exercer qu'une action insignifiante dans la marche normale de la machine. Le robinet d'admission directe est commandé par le mécanisme de relevage, de manière à ne laisser passer la vapeur que lorsque le levier de changement de marche est à l'un de ses fonds de course.
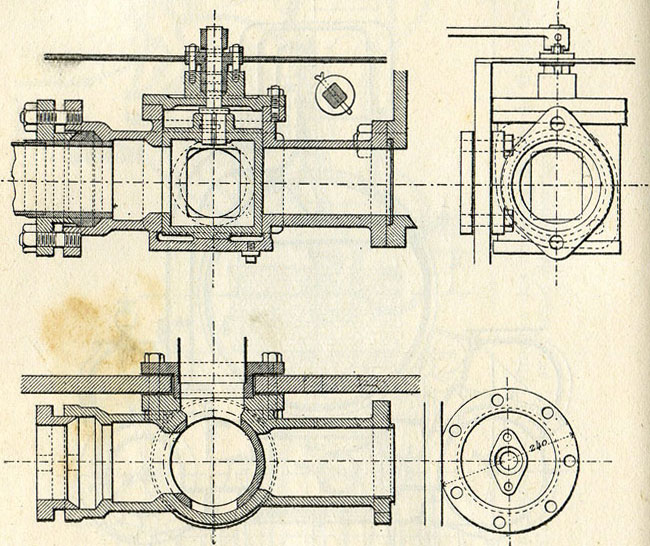
Fig. 193. - Robinet spécial d'isolement des cylindres des locomotives compound à quatre cylindres du chemin de fer du Nord.
Avec une distribution pouvant donner des admissions pendant les 90 centièmes de la course du piston, le simple envoi direct de vapeur dans le réservoir intermédiaire est suffisant. C'est ce qu'a réalisé en Autriche M. Gœlsdorf, en employant la distribution Walschaerts. Le robinet d'admission directe est même supprimé, l'entrée de vapeur dans le réservoir se produisant par de petites ouvertures spéciales ménagées sur la table des lumières du cylindre à basse pression. Ces ouvertures ne sont démasquées que lorsque la course du tiroir de ce cylindre dépasse celle qui correspond à l'admission de 50 à 55 p. 100.
Quand les locomotives compound ont plus de deux cylindres, on se contente quelquefois d'un simple envoi direct de vapeur dans le réservoir intermédiaire pour le démarrage. Il est bon de brancher la prise de vapeur, pour cette admission spéciale, sur celle des cylindres à haute pression plutôt que directement sur la chaudière, afin que la fermeture du régulateur soit une garantie contre la mise en marche intempestive de la locomotive.
Souvent on permet la marche à simple expansion de tous les cylindres, en donnant non seulement une admission directe aux cylindres à basse pression, mais en ménageant un échappement auxiliaire pour la haute pression. On emploie, par exemple, un robinet (fig. 193) : la vapeur, sortant du cylindre à haute pression, se rend directement dans la tuyère d'échappement quand ce robinet est dans la position figurée. Dans une autre position, ce robinet ferme l'échappement direct, et ouvre la communication avec la boîte à vapeur du grand cylindre. La manœuvre se fait à l'aide d'un petit servo-moteur à vapeur ou à air comprimé.
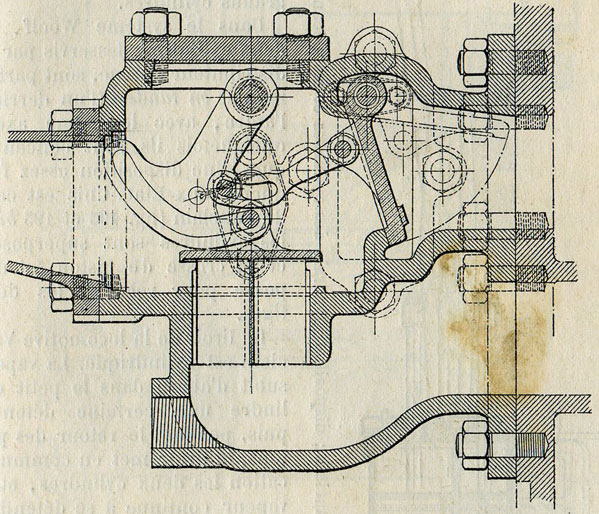
Fig. -194. - Clapets des locomotives compound nos 3401-3415 des chemins de fer de l'Est, disposés pour séparer les deux groupes de cylindres et ouvrir un échappement direct aux petits cylindres.
Dans les locomotives à trois essieux couplés et à bogie des chemins de fer de l'Est, l'échappement des deux cylindres à haute pression est dirigé dans une boîte commune, placée au milieu de la machine (fig. 194) ; cette boîte est munie d'un clapet et d'une soupape, que manœuvre un arbre unique : la soupape ouvre un échappement direct à l'extérieur, tandis que le clapet (à droite de la figure) donne la communication normale avec la boîte à vapeur des grands cylindres. Lorsqu'on veut faire fonctionner séparément les deux groupes de cylindres, on ouvre une prise de vapeur spéciale sur la chaudière pour alimenter les grands cylindres.
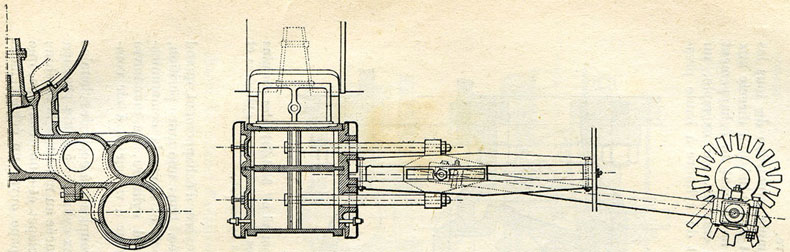
Fig. 195. - Locomotive de Vauclain ; disposition générale des cylindres et du mécanisme.
Dans le système Woolf, les deux cylindres, desservis par un distributeur unique, sont parfois montés en tandem (l'un derrière l'autre, avec le même axe) ; quelquefois ils sont concentriques. Une disposition assez fréquente aux États-Unis est celle de Vauclain (fig. 195 et 195 bis) : les cylindres sont superposés, et la crosse de piston est disposée pour recevoir les deux tiges.
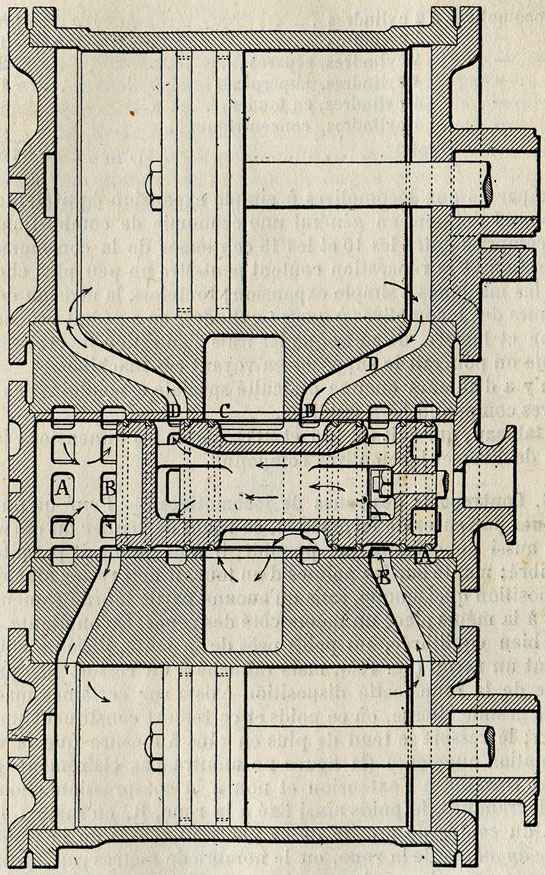
Fig. 195 bis. - Coupe longitudinale développée par les cylindres et le tiroir cylindrique de la locomotive Vauclain : en A, arrivée de la vapeur, qui pénètre en B, dans le petit cylindre, sur la face gauche du piston (dans la position figurée) ; la cavité centrale du tiroir cylindrique met en communication la face droite du petit piston avec la face gauche du grand piston ; enfin l'échappement du grand cylindre se fait en D et en C.
Le tiroir de la locomotive Vauclain est cylindrique. La vapeur subit d'abord dans le petit cylindre une certaine détente ; puis, pendant le retour des pistons, le tiroir met en communication les deux cylindres, et la vapeur continue à se détendre, en passant dans le second cylindre, plus grand que le premier. Enfin l'échappement se fait au dehors. Pour le démarrage, on envoie directement la vapeur aux grands cylindres.
Les locomotives compound, ou du système Woolf, se sont beaucoup répandues depuis quelques années, en Europe et en Amérique. Au commencement de l'année 1897, on en estimait le nombre à 5.000 environ, tandis qu'un état dressé en juin 1892, et comprenant un certain nombre de machines pour tramways, en comptait 1858, savoir :
| Locomotives à | 2 cylindres | 1 371 |
| - | 3 cylindres | 108 |
| - | 4 cylindres, séparés | 228 |
| - | 4 cylindres, superposés | 115 |
| - | 4 cylindres, en tandem | 29 |
| - | 4 cylindres, concentriques | 7 |
| Total | 1 858 |
Comparées aux locomotives à simple expansion équivalentes, les compound donnent en général une économie de combustible, souvent comprise entre les 10 et les 18 centièmes de la consommation. L'entretien et la réparation coûtent peut-être un peu plus cher que pour les machines à simple expansion ; toutefois, la division des mécanismes des locomotives à quatre cylindres en a réduit beaucoup la fatigue et l'usure, de sorte que les frais d'entretien ne croissent pas comme on pourrait le supposer en voyant ces machines.
Il n'y a d'ailleurs aucune difficulté spéciale à conduire les locomotives compound bien étudiées.
Le tableau, qui suit, donne les dimensions principales de diverses locomotives compound.
Tableau des dimensions de quelques locomotives compound.
| Désignation | Dispositions générales | Cylindres | Roues motrices diamètre en mm. |
Pression initiale effective en kg par cm². | Surface de grille en m². | Surface de chauffe en m². | |
| Diamètre en mm. | Course en mm. | ||||||
| Locomotives à 2 cylindres | |||||||
| Union Suisse (1890-1892), 2 cylindres extérieurs | 3 essieux couplés et Bissel | 450 640 |
650 | 1,600 | 12 | 1,70 | 139 |
| Chemin Russe de Grazi-Traristin, 2 cylindres extérieurs, chauffage au pétrole | 3 essieux couplés et 2 essieux couplés avec un essieu porteur | 470 651 |
610 | 1,602 | 10 | 1,58 | 115 |
| Etat autrichien, système Gœlsdorf (1893) | 3 essieux couplés | 500 740 |
632 | 1,290 | 12 | 1,80 | 132 |
| Est français, 2 cylindres intérieurs (1892) | 3 essieux couplés | 530 850 |
650 | 1,400 | 13 | 2,59 | 120 |
| Locomotives à 3 cylindres | |||||||
| Nord, 1889, 1 cylindre à H.P. intérieur, 2 cylindres à B.P. extérieurs | 3 essieux couplés et 1 essieu radial | 1 de 432 2 de 500 |
700 | 1,650 | 14 | 2,091 | 114 |
| Jura Simplon, construction de la Société suisse de construction de locomotives de Winterthur | 3 essieux couplés et 1 essieu porteur | 1 de 500 2 de 540 |
600 | 1,520 | 14 | 2,30 | 140 |
| P.-L.-M., grande vitesse, série C 61-100 | 2 essieux couplés et bogie | 340 540 |
620 | 2,000 | 15 | 2,48 | 190 |
| P.-L.-M., marchandises (1893), séries 3.211-3.260 et 3.301-3.362 | 4 essieux couplés, cylindres à B.P. en porte à faux | 360 590 |
650 | 1,500 | 15 | 2,45 | 155 |
| Nord, grande vitesse (1886, n° 701), construction de la Société alsacienne | 2 essieux moteurs indépendants et 1 essieu porteur | 330 460 |
610 | 2,100 | 11 | 2,30 | 103 |
| Nord, grande vitesse (1896), Société alsacienne | 2 essieux moteurs couplés et bogies | 340 530 |
640 | 2,130 | 15 | 2,30 | 172 |
| Ouest, grande vitesse (1898), Société alsacienne | 2 essieux moteurs couplés et bogie | 340 530 |
640 | 2,040 | 14 | 2,40 | 135 |
| Est, grande vitesse (1898) | 2 essieux moteurs couplés et bogie | 350 550 |
640 660 |
2,090 | 15 | 2,52 | 185 |
| Midi (1894), construction de la Société alsacienne | 3 essieux couplés et bogie, cylindres à H.P. extérieurs | 350 550 |
640 | 1,600 1,750 |
14 | 2,46 | 182,5 |
| Forêt-Noire (1896), constructeur Maffei | 3 essieux couplés et bogie, cylindres à B.P. extérieurs | 380 610 |
660 | 1,640 | 13,5 | 2,50 | 128 |
| Est (1898), nos 3.401-3.415 | 3 essieux couplés et bogie, cylindres à H.P. extérieurs | 350 550 |
640 | 1,750 | 15 | 2,51 | 205 |
| Ouest (1899), construction de la Société alsacienne | 3 essieux couplés et bogie, cylindres à H.P. extérieurs | 350 550 |
640 | 1,720 | 14 | 2,45 | 194 |
| Chemin de fer du Gothard, construction de Winterthur | 3 essieux couplés et bogie | 350 530 |
600 | 1,600 | 14 | 2,3 | 150 |
| Mallet, articulée, voie de 1m | 2 trains moteurs | 250 490 |
550 | 1,05 | 14 | 1,40 | 80 |
| Mallet, articulée, Etats de Bade et de Prusse | 2 trains moteurs | 390 600 |
600 | 1,26 | 14 | 1,95 | 145 |
| Mallet, articulée, chemin de fer du Gothard | 2 trains moteurs | 400 580 |
640 | 1,23 | 14 | 2,20 | 154 |
| Nord, à cylindres en tandem (détente de Woolf) | 4 essieux couplés, cylindres en porte à faux | 380 660 |
650 | 1,300 | 10 | 2,08 | 126 |
| Système Vauclain, construction de Baldwin (détente de Woolf) | Express, 2 essieux couplés (Central of New Jersey Ry.) | 330 559 |
610 | 1,981 | 12,6 | 3,55 | 150 |
| Marchandises, 4 essieux couplés | 356 610 |
610 | 1,981 | 12,6 | 2,90 | 174 | |
| Marchandises, 5 essieux couplés (foyer Wootten) | 306 686 |
711 | 1,981 | 12,6 | 8,31 | 227 | |
Pour qu'un train de roues porteuses de locomotive, de roues de tender ou de wagon, roule aussi doucement que possible, il faut qu'il soit parfaitement équilibré ; monté sur les pointes d'un tour, il doit rester arrêté dans une position quelconque, sans qu'aucune partie lourde ne ramène toujours à la même place un même côté des roues. Qu'on ajoute, à une roue bien équilibrée, un poids près de la jante, libre de coulisser suivant un rayon (fig. 196), mais rattaché à un ressort fixé près du centre de la roue (cette disposition existe sur certaines machines fixes à grande vitesse, où ce poids et ce ressort constituent un régulateur) ; le ressort se tend de plus en plus à mesure que la vitesse de rotation augmente (la figure ne montre pas clairement que ce ressort travaille à l'extension et non à la compression). Soient P, en kilogrammes, le poids ainsi fixé à la roue, R, en mètres, la distance du centre de gravité de ce poids au centre de la roue, v la vitesse angulaire de la roue, ou le nombre de mètres parcourus pendant une seconde, en tournant en rond, par un point situé à un mètre du centre. La force qui tend le ressort est donnée par la formule  , où v² est le carré de v, c'est-à-dire le produit de v par v. Par exemple, avec un poids de S0 kg à une distance de 0,750 m du centre, et une vitesse angulaire de 20 m (ce qui fait un peu plus de 3 tours par seconde), la force cherchée est environ 1.500 kg. Le ressort ainsi tendu est attaché près du centre de la roue, et il tire avec une force égale son point d'attache. Quand il n'y a pas de ressort, et quand le poids est fixé à la roue, le centre de la roue continue à être tiré, par cette même force, dans la direction de la masse non équilibrée.
, où v² est le carré de v, c'est-à-dire le produit de v par v. Par exemple, avec un poids de S0 kg à une distance de 0,750 m du centre, et une vitesse angulaire de 20 m (ce qui fait un peu plus de 3 tours par seconde), la force cherchée est environ 1.500 kg. Le ressort ainsi tendu est attaché près du centre de la roue, et il tire avec une force égale son point d'attache. Quand il n'y a pas de ressort, et quand le poids est fixé à la roue, le centre de la roue continue à être tiré, par cette même force, dans la direction de la masse non équilibrée.
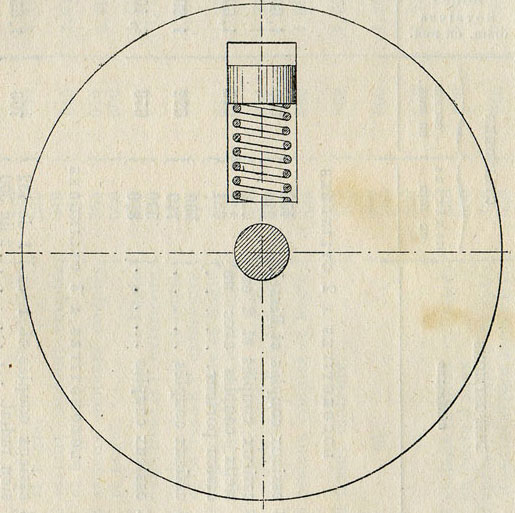
Fig. 196. - Tension d'un ressort par un poids rapporté sur une roue.
Si une roue d'un véhicule de chemin de fer porte ainsi cette masse et roule avec une vitesse uniforme, au moment où la masse est vers le bas de la roue, cette force de 1.500 kg (ou autre calculée de même), tirant le centre de la roue, fait qu'elle exerce sur le rail une pression de 1.500 kg en plus du poids normal ; quand la masse est en haut, c'est une diminution de 1.500 kg du poids sur le rail ; quand elle est d'un côté ou de l'autre du centre, sur l'horizontale, c'est une poussée de 1.500 kg. vers l'une ou l'autre glissière des boîtes. Cette force, qui varie rapidement et qui peut être considérable, agit ainsi sur le rail et sur les glissières : il en résulte des usures inégales du bandage (qui s'use où s'écrase au moment de la plus forte pression), et des vibrations qui se transmettent au véhicule.
On fait disparaître cet effet fâcheux, en ajoutant une masse égale à la même distance du centre, symétriquement placée, c'est-à-dire à l'autre extrémité du diamètre ; mais il n'est pas indispensable que les deux masses opposées soient égales ; il suffit que le produit du poids par le rayon du centre de gravité, P x R, soit le même ; une lourde masse voisine du centre est compensée par une masse opposée plus légère, fixée près de la jante.
C'est ainsi qu'on équilibre, dans les locomotives, les pièces tournantes, boutons de manivelle, coudes d'essieux, têtes de bielles motrices, articulées sur le bouton de manivelle, bielles d'accouplement, au moyen de contrepoids. On trouve une petite complication dans le calcul de ces contrepoids, parce que les masses qu'il s'agit d'équilibrer ne sont pas toujours sur chacune des roues mêmes, notamment les coudes d'essieu ; il faut commencer par décomposer les forces entre les roues : sur un des coudes (fig. 197) une force F, en kilogrammes, est représentée par la longueur AD ; l'effet est le même que celui des deux forces f et f', représentées par les longueurs AE et ED, parallèles à la première et placées chacune dans le plan moyen d'une des roues, E étant obtenu en prenant BD' égal à AD et en joignant D' à C. On décompose de même l'autre force F, provenant du second coude, en deux autres composantes f' et f. Dans chacune des roues on a ainsi deux forces perpendiculaires f et f', qu'on peut enfin remplacer par une force f", que la diagonale du rectangle ayant f et f' pour côtés représente en grandeur et direction.
Quand la force F, égale à AD, est à l'extérieur des roues (fig. 198), une construction analogue donne dans la roue la plus voisine une force f, égale à AE, plus grande que F, et dans l'autre roue une force f' ou ED dirigée en sens contraire : on a de même la composante f' dans chaque roue. Pour ce calcul, on suppose concentrée sur chaque bouton de manivelle la moitié du poids de la bielle d'accouplement qu'il porte.
L'application de contrepoids, pour équilibrer les pièces tournantes, est simple et naturelle ; mais on leur a demandé davantage. Outre les pièces qui tournent, les pistons, avec leur tige et leur tête, ont un mouvement rectiligne alternatif, ou mouvement de va-et-vient sur une ligne droite. Les bielles motrices se meuvent d'une façon moins simple, puisque la grosse tête tourne avec le bouton de manivelle, tandis que la petite tête se déplace comme le piston ; on suppose habituellement que tout le poids du corps de la bielle se partage entre ses deux extrémités.
Ces pièces qui se déplacent en ligne droite tendent à faire osciller la locomotive en long, parallèlement aux rails : quand cette oscillation se produit, on dit que la machine a un mouvement de recul. Au recul s'ajoute une autre oscillation qu'on remarque plus souvent, le lacet, ou pivotement de la machine autour d'un axe vertical ; ce pivotement porte les roues des essieux extrêmes alternativement contre les rails de droite et de gauche. S'il n'y avait qu'un seul mécanisme placé au milieu de la machine, il ne produirait que le recul, sans lacet ; il en serait de même si les deux mécanismes attaquaient deux manivelles parallèles, et non calées à angle droit ; le lacet a pour cause l'inégalité au même instant de l'action des deux mécanismes latéraux.
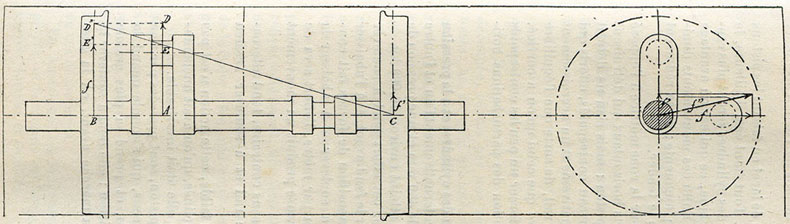
Fig. 197. - Détermination des contrepoids équilibrant des masses tournantes comprises entre les roues.
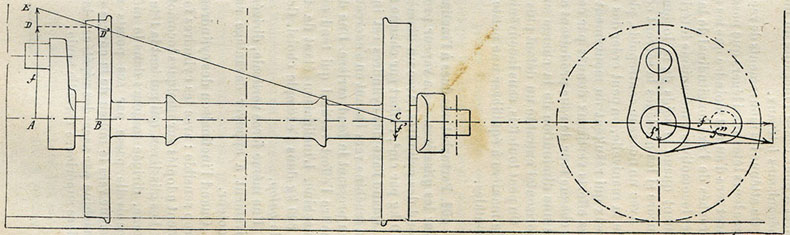
Fig. 198. - Détermination des contrepoids équilibrant des masses tournantes placées à l'extérieur des roues.
On atténue les mouvements de recul et de lacet en faisant les pistons avec leurs têtes aussi légers que possible. Tout étant égal d'ailleurs, le lacet sera d'autant moindre que les axes des cylindres seront plus rapprochés de l'axe longitudinal de la machine, ce qui est un avantage des locomotives à mécanisme intérieur. Enfin ces mouvements diminuent quand le poids de la locomotive augmente ; ils se réduisent encore si les attelages la serrent contre le tender.
Avec un nouveau contrepoids, placé sur la roue motrice à l'opposé de la manivelle, on peut créer des efforts horizontaux qui détruisent ceux qui résultent du mouvement du piston : mais rien ne détruit les efforts verticaux donnés par ce nouveau contrepoids, efforts qui à chaque tour de roue produisent alternativement un accroissement et une diminution de la charge sur le rail, de sorte que l'équilibre horizontal entraîne un défaut plus grave que celui qu'on a corrigé.
On peut toutefois, sans inconvénient, forcer un peu les contrepoids de manière à équilibrer une petite fraction des perturbations horizontales.
La vapeur presse alternativement l'un et l'autre fond des cylindres. Avec un diamètre de 450 mm et une pression de 10 kg par cm², l'effort sur chaque fond atteint environ 16.000 kg.
Quand l'axe des cylindres est incliné, cet effort tend à soulever la machine vers l'avant en s'exerçant sur le fond avant, et à l'abaisser en pressant le fond arrière. Une décomposition de forces fait connaître l'effort vertical qui tend ainsi à soulever et à abaisser la machine. L'inclinaison étant de 10 cm par mètre, l'effort sera de 1 600 kg dans l'exemple choisi. Cette cause produit un mouvement de galop.
Une même force verticale, dirigée en sens contraire, tend alternativement à appuyer davantage sur le rail et à soulever l'essieu moteur.
Quand l'inclinaison des cylindres est faible, cette action n'est pas trop sensible : avec les cylindres fort inclinés, qu'on avait anciennement adoptés sur quelques locomotives, elle était intolérable.
Les glissières, qui guident la tête du piston, sont pressées par une force, dirigée toujours dans le même sens, qui s'annule quand la manivelle passe par ses points morts, et prend sa plus grande valeur vers le milieu de la course du piston : elle tend à soulever la machine par saccades répétées, dans la marche avant, où la glissière supérieure travaille seule.
Le châssis porte la chaudière et les cylindres, et repose sur les boîtes des essieux. Ce châssis doit résister en outre aux effets de la pression sur les fonds des cylindres et à la poussée transmise par les boîtes. Les attaches des cylindres au châssis sont soumises à de grands efforts, qui changent périodiquement de sens ; elles doivent être très solides.
En Europe, le châssis se compose de deux longerons en tôle découpée, réunis par une série de pièces transversales ou entretoises : on dit qu'il est intérieur lorsque les longerons sont placés entre les roues, extérieur lorsque les roues sont entre les longerons. Quelquefois le châssis est double, avec boîtes intérieures et extérieures ; mais on a renoncé généralement à cette disposition, qui complique la machine sans grand avantage.
Les longerons extérieurs laissent un peu plus de largeur disponible pour le foyer, qui n'est alors limité que par les roues ; mais ils s'entretoisent moins facilement que les longerons intérieurs, surtout lorsque les roues ont un grand diamètre.
Les longerons s'attachent, aux deux bouts, sur la traverse d'avant, parfois en bois, et sur celle d'arrière : les cylindres intérieurs les relient solidement ; une forte liaison transversale est nécessaire entre des cylindres extérieurs. En outre, les longerons sont entretoisés à l'endroit du support des glissières, ainsi qu'à l'avant et à l'arrière de la boîte à feu, qui empêche de les relier entre eux sur une longueur souvent assez grande. Les entretoises sont formées de tôles et de cornières rivées, ou de pièces fondues en acier.
On ne saurait prendre trop de soins, en faisant l'étude des locomotives et en les construisant, pour assurer la solidité du châssis, sans en exagérer le poids. Trop de locomotives pèchent par insuffisance du châssis et se disloquent rapidement. Les longerons sont affaiblis par les grandes découpures nécessaires pour recevoir les boîtes, et des cassures prennent parfois naissance dans les angles de ces découpures.
En Amérique, les longerons en tôle découpée ne sont pas employés, et le châssis est formé de grosses barres de fer à section carrée, forgées et soudées.
Des ressorts séparent le châssis et les boîtes, qui sont guidées entre des glissières verticales. Sans ces ressorts, la locomotive et les rails recevraient des chocs violents et destructeurs. En outre, par suite des flexions et inégalités de la voie, certaines roues ne toucheraient pas le rail, et tout le poids se reporterait sur les autres.
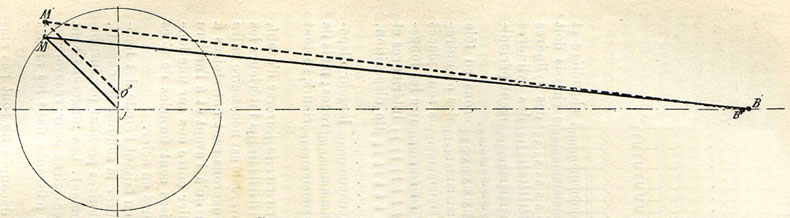
Fig. 199. - Déplacement du piston résultant du mouvement vertical de l’essieu par rapport au châssis.
Les ressorts des wagons et voitures peuvent être très flexibles et permettre de grands déplacements de la caisse sur les essieux : il n'en est pas de même pour la locomotive, parce que les bielles motrices et les barres d'excentriques rattachent l'essieu moteur à des pièces du mécanisme invariablement liées au châssis ; puis l'accouplement relie les essieux entre eux. Par suite du mouvement des ressorts, l'axe du cylindre ne rencontre pas toujours l'axe de l'essieu moteur. Quand le centre de l'essieu moteur passe de 0 en 0' (fig. 199) par rapport au châssis, la manivelle va de 0M en 0'M', et la tête du piston, au lieu d'être en B, se trouve en B'. Cette différence n'a pas grande importance pour le piston, car elle devient insignifiante quand la manivelle approche de ses points morts, et le piston de ses fonds de course, si l'axe du cylindre est horizontal. Mais le même effet se produit sur le tiroir et trouble la distribution quand le déplacement est trop grand. Avec des barres longues de 1 180 mm et un rayon d'excentricité de 70 mm, un déplacement de 3 cm de l'essieu moteur correspond pour le tiroir à un écart de 2 mm environ.
Lorsque l'axe du cylindre est incliné, le relèvement ou l'abaissement de l'essieu moteur influe sur la position du piston aux fonds de course : avec une inclinaison de l'axe du cylindre de 12 cm par mètre, une bielle motrice longue de 1 800 mm, une course de 600 mm, le piston à fond de course peut être déplacé d'environ un centimètre, si le jeu des ressorts permet une oscillation de 4 centimètres en dessus et en dessous de la position normale de l'essieu.
Lorsque deux essieux sont accouplés, si l'un d'eux se soulève, ce mouvement exige un peu de jeu sur le tourillon de la bielle d'accouplement, qui ne peut pas s'allonger : avec une bielle longue de 1 200 mm, la distance d'axe en axe des tourillons augmente de 4 dixièmes de millimètre quand un essieu est soulevé ou abaissé de 31 mm.
Fig. 200. - Acier rainé pour ressorts.
Les ressorts de suspension des locomotives sont habituellement formés de lames d'acier, serrées par une bride : la lame supérieure, ou maîtresse feuille, est rattachée aux tiges de suspension. Les ressorts de locomotives ont plusieurs feuilles de même longueur que la première. Les feuilles d'acier sont souvent laminées avec une petite nervure sur une face et une gorge correspondante sur l'autre (fig. 200), de sorte que les lames du ressort ne peuvent, se déplacer en travers. Elles glissent quelquefois dans le sens de la longueur, si la bride ne les serre pas bien.
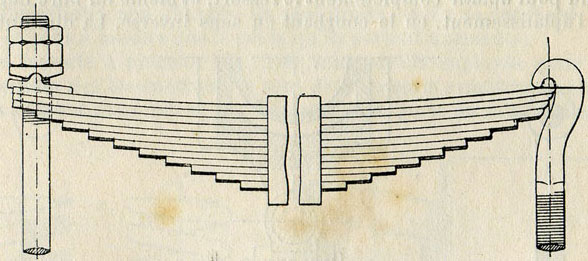
Fig. 201. - Attache des tiges de suspension par écrous (à gauche), et par crochet (à droite).
L'attache des tiges de suspension à la maîtresse feuille se fait de diverses manières : la figure 201 représente deux types fréquents d'attache, l'un avec écrous sur la tige traversant un œil ovalisé dans les lames, l'autre avec un crochet qui n'entaille pas les lames.
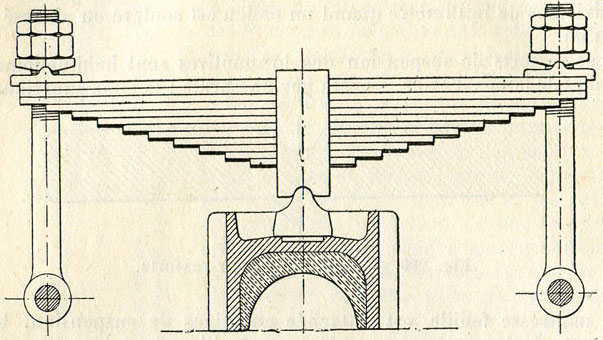
Fig. 202. - Ressort en-dessus de la boîte.
Le ressort est au-dessus de la boîte de l'essieu (fig. 202), sur laquelle il oscille librement ; ou bien il est placé sous la boîte, à laquelle il est rattaché par une pièce articulée (fig. 203). Les tiges de suspension agissent alors par pression ; le châssis repose sur les tiges, et les conditions d'équilibre sont moins bonnes.
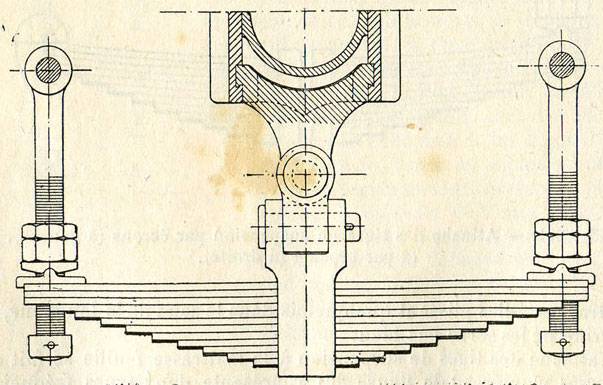
Fig. 203. - .Ressort sous la boîte.
Un ressort non monté présente une certaine flèche de fabrication ; quand on le charge, la flèche diminue ; le poids peut être assez grand pour aplatir complètement le ressort, et même lui faire dépasser l'aplatissement, en le courbant en sens inverse. La diminution de flèche est à peu près proportionnelle à la charge : la flexibilité par tonne est souvent de 5 mm, pour les ressorts de locomotives : si la flèche de fabrication est de 40 mm, la flèche ne sera plus que de 35 mm sous une charge de 1 000 kg, de 30 mm pour 2 000 kg, etc. ; 8 000 kg aplatiront complètement le ressort.
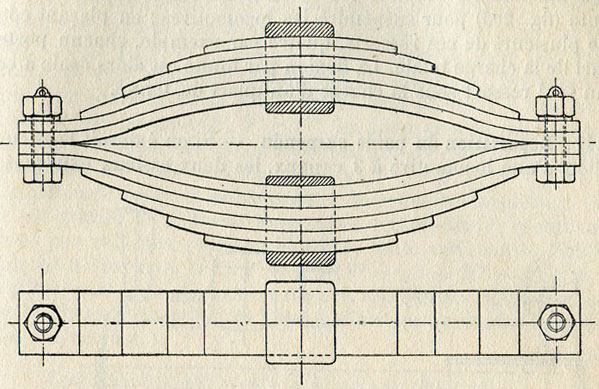
Fig. 204. - Ressort à pincette.
Les ressorts à lames de Belpaire, en Belgique, n'ont pas de flèche de fabrication : non chargés, ils sont droits, et ils se courbent de plus en plus à mesure que le poids qu'ils portent augmente.
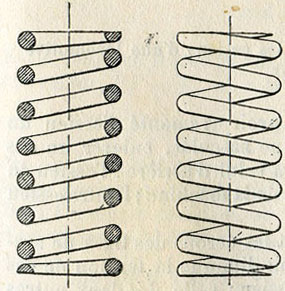 |
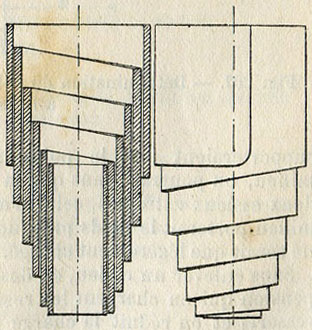 |
Fig. 205. - Ressort à boudin. |
Fig. 206. - Ressort en volute. |
Les ressorts à pincette (fig. 204) sont parfois employés pour la suspension des locomotives : ce sont deux ressorts symétriques articulés à leurs extrémités ; le poids suspendu porte au milieu d'une des parties, l'autre s'appuie sur la boîte. La flexion par tonne est le total des flexions des deux parties, c'est-à-dire le double de la flexion d'une moitié : chacune de ces moitiés porte tout le poids suspendu.
Quelquefois on emploie les ressorts à boudin (fig. 205) ou en volute (fig. 206) pour suspendre les locomotives ; en plaçant côte à côte plusieurs de ces ressorts, quatre par exemple, chacun porte le quart de la charge totale. La flexion par tonne est alors égale à celle d'un seul ressort sous la charge d'un quart de tonne.
Si on enlevait l'essieu du milieu d'une locomotive à 3 essieux, les deux essieux extrêmes en supporteraient tout le poids. Après avoir remonté l'essieu du milieu, on pourrait, sans que la machine basculât, enlever un des deux essieux extrêmes, celui d'avant ou celui d'arrière : l'essieu du milieu porterait le poids presque entier de la machine ; l'autre essieu ne serait que légèrement chargé.
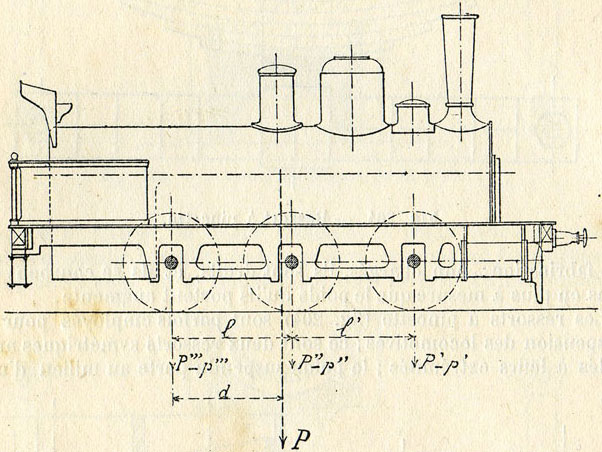
Fig. 207. - Détermination du poids sur les essieux d'une locomotive à trois essieux.
Sans enlever un essieu, en desserrant les écrous des tiges de suspension qui en chargent les ressorts, on diminue la tension de ces ressorts et on réduit la charge sur l'essieu ; celle des deux autres essieux en est modifiée ; on fait ainsi varier, entre des limites éloignées, le poids que supporte chacun des essieux.
On peut se fixer à volonté, entre certaines limites, la charge sur l'un des essieux, celui du milieu par exemple, et des formules simples permettent de calculer la charge de chacun des deux autres.
Il faut commencer par peser chacun des trois essieux avec ses boîtes, ressorts, colliers d'excentrique, et avec la portion des bielles qu'il porte (suivant une estimation approximative) : c'est le poids non suspendu de la machine, le poids qui ne porte pas sur les ressorts. Soient p', p" et p'" les poids ainsi trouvés pour les trois essieux (p', p" et p'" étant des nombres de kilogrammes). On remet la machine sur roues et on la place sur les trois plateaux d'une bascule : on trouve des poids P', P" et P'" (en kilogrammes) sur chaque plateau : en déduisant les poids des essieux, on calcule les poids suspendus sur les trois essieux, P' - p', P" - p", P'" - p'". La détermination de ces trois poids permet de connaître la position du centre de gravité de la masse suspendue, c'est-à-dire le point sur lequel on pourrait faire poser en équilibre toute cette masse. Soit P le poids total suspendu (P = P' - p' + P" - p" + P'" - p'") ; si l et l' (fig 207) sont les distances, en mètres, des essieux entre eux, et si d est la distance cherchée de l'essieu d'arrière au centre de gravité, on a la relation :
d x P = l x (P" -p") + (l + l') x (P' - p').
Par exemple avec les valeurs :
| p' = 1 500 kg. | P' = 10 500 kg. | l=2 m. |
| p" = 2 000 kg. | P" = 15 000 kg. | l' = 1,800 m. |
| p'" = 1 500 kg. | P"' = 13 000 kg. |
le poids total suspendu, P, est de 33 500 kg, et
d x 33 500 = 2 x 13 000 + 3,800 x 9 000 = 60 200 ou d = 1,795 m.
Si on veut que la charge suspendue sur l'essieu du milieu ait une autre valeur, P1" - p", on a toujours la relation :
d x P = l x (P1" -p") + (l + l') x (P1' - p').
entre les nouvelles charges suspendues P1" - p" et P1' - p' ; cette relation permet de calculer P1', puis P1"' sur le troisième essieu.
Dans l'exemple choisi, si on veut que la charge sous l'essieu du milieu devienne 13 500 kg, on a :
60 200 = l x (P1" - p") + (l + l') x (P1' - p').
c'est-à-dire 60 200 = 2 x 11 500 + 3,800 x (P1' - 1 500)
D'où on tire P1' = 11 300 kg.
On en déduit enfin P1"' = 13 700 kg.
C'est une meilleure répartition que la première.
On suppose que la charge est la même sur les deux roues d'un essieu : c'est une condition facile à réaliser, vu la symétrie de la locomotive par rapport au plan vertical qui passe par l'axe de la voie, mais qui n'est pas nécessairement satisfaite : on pourrait, au contraire, arriver à faire porter presque tout le poids de la locomotive en biais sur deux roues seulement, par exemple sur la roue gauche avant et sur la roue droite arrière ; ce serait, bien entendu, une déplorable répartition, et il faut obtenir à peu près l'égalité de poids sur les deux roues d'un essieu.
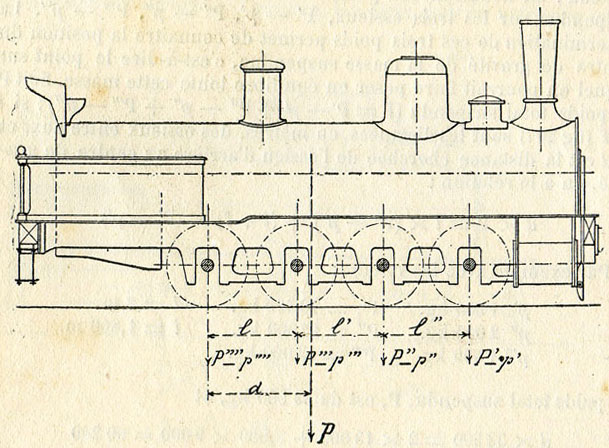
Fig. 208. - Poids sur les essieux d'une locomotive à quatre essieux.
Quand les locomotives ont quatre essieux, on peut se donner, entre certaines limites, les charges sur deux des essieux. En appelant de même p', p", p"' et p"" les poids des quatre essieux, P', P", P'", P"" les poids sur les quatre plateaux de la bascule, l, l',l" les distances des essieux, d celle du centre de gravité à l'essieu d'arrière (fig. 208), on a la formule, où P est le poids total suspendu :
d x P = l x (P'" - p'") + (l + l') (P" - p") + (l + l' + l") (P' - p').
Cette formule permet de calculer d avec les résultats d'une première pesée, puis P", si l'on se fixe P' et P'". On en déduit enfin P"".
Si bien réparti que soit le poids suspendu d'une machine, la répartition ne se conserve que tant qu'elle roule sur une voie parfaitement dressée ; les inégalités de pose et les flexions des rails font jouer les ressorts et modifient constamment cette répartition pendant la marche. En outre, il est toujours à craindre que la répartition ne soit gravement altérée par une manœuvre maladroite des écrous de réglage.
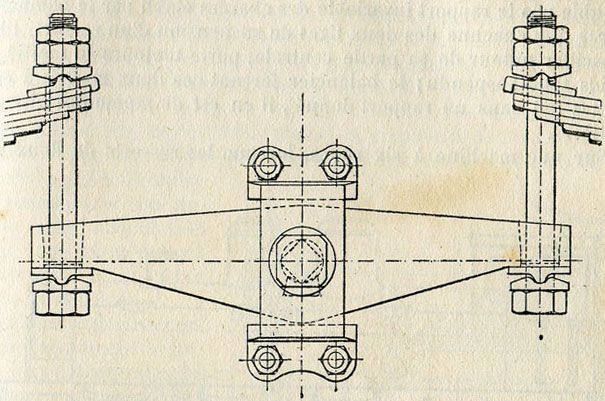
Fig. 209. - Balancier de suspension à bras égaux.
En attachant aux extrémités des deux bras égaux d'un balancier, articulé sur un support, deux tiges de suspension voisines (fig. 209), au lieu de les fixer au longeron, on force les ressorts à avoir toujours la même tension ; si les longueurs des deux bras sont inégales, dans le rapport de 4 à 5 par exemple (fig. 210), les charges supportées par les deux bras seront dans le rapport inverse, de 5 à 4 : le bras le plus court porte la plus lourde charge.
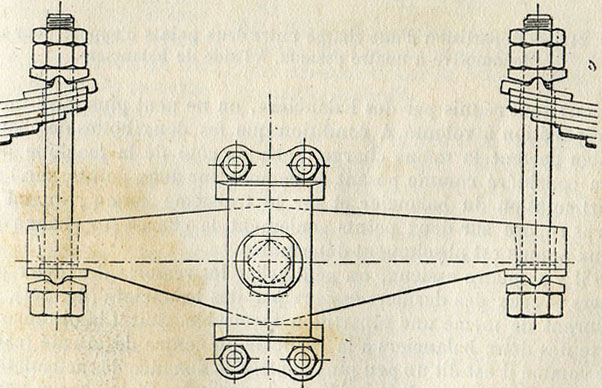
Fig. 210. - Balancier de suspension à bras inégaux.
L'autre tige de suspension, pour chacun des deux ressorts, reste articulée directement sur le longeron ; mais cette circonstance ne trouble pas le rapport invariable des charges établi par le balancier, parce que chacune des deux tiges de suspension d'un ressort, libre d'osciller autour de sa partie centrale, porte toujours la moitié du poids total suspendu ; le balancier forçant ces deux moitiés à être égales (ou dans un rapport donné), il en est de même des charges entières.
Sur une machine à six roues, lorsque les ressorts de deux des essieux sont réunis par des balanciers, on ne peut plus faire varier la répartition à volonté, à condition que les deux boîtes de chaque essieu portent la même charge : chaque côté de la machine peut être considéré comme posant seulement sur deux points, sur l'axe d'articulation du balancier et sur le troisième essieu ; quand un corps repose sur deux points seulement, la charge sur chacun des deux appuis est absolument déterminée.
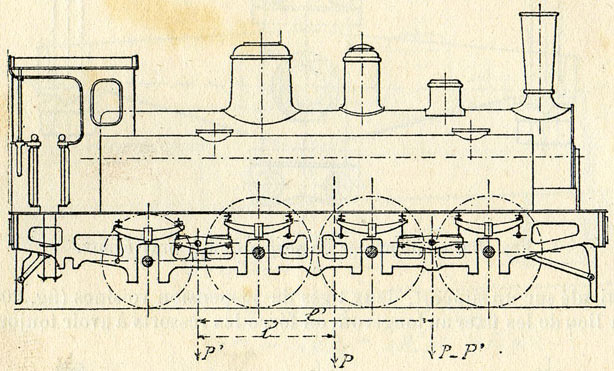
Fig. 211. - Répartition d'une charge entre deux points d'appui, pour une locomotive à quatre essieux, à l'aide de balanciers.
S'il y a quatre essieux, on peut relier les ressorts des deux premiers et ceux des derniers essieux par des balanciers (fig. 211), qui assurent de même une répartition invariable. Soit l la distance de l'axe des deux balanciers à la verticale du centre de gravité (calculée comme il est dit un peu plus haut), l' la distance des articulations des deux balanciers, P le poids total suspendu, P' la charge portée par les deux essieux d'arrière ; les deux essieux d'avant porteront P - P' ; on a la relation simple P' x l' = P x (l' - l), d'où on déduit P' ; P' et P - P', ainsi calculés, se répartissent entre les deux essieux correspondants dans le rapport inverse des bras du balancier. Pour que la répartition s'effectue exactement suivant les valeurs calculées, il faut que les articulations des balanciers, des tiges de suspension, des ressorts, soient parfaitement libres ; parfois ces articulations ne sont pas graissées, ou bien sont grippées, usées et ne jouent pas bien : le balancier ne remplit pas alors convenablement son office ; il peut même être plus nuisible qu'utile, et troubler la répartition plus qu'il ne la régularise. C'est pourquoi on articule souvent le balancier sur un couteau, c'est-à-dire sur une arête d'acier (fig. 209 et 210). Quand on emploie le tourillon, il faut assurer, par une disposition convenable des canaux de graissage, l'arrivée de l'huile entre le tourillon et son appui ; cette articulation doit être fréquemment nettoyée et toujours bien lubrifiée.
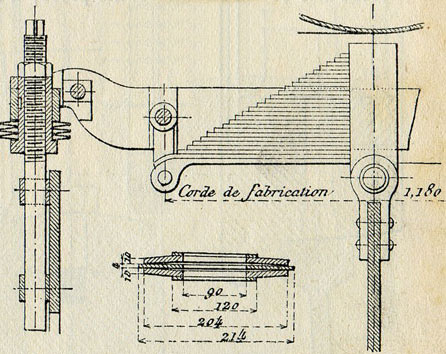
Fig. 212. - Suspension, par ressort transversal, de l'essieu avant des locomotives des chemins de fer de l'Ouest ; détail des rondelles Belleville.
La charge doit se partager également entre les deux côtés de chaque essieu ; quelquefois des balanciers transversaux assurent cette égalité. Ces balanciers s'articulent sur le milieu du châssis, à égale distance des roues d'un même essieu ; chaque extrémité porte une tige de suspension des ressorts qu'ils conjuguent.
Un ressort unique, chargeant les deux boîtes d'un essieu, remplace le balancier transversal. Sur la figure 212, qui représente la disposition adoptée pour l'essieu avant, à boîtes extérieures, de certaines locomotives des chemins de fer de l'Ouest, les deux extrémités du ressort, ne pouvant atteindre les boîtes, les chargent par l'intermédiaire d'une traverse à deux frasques. Des rondelles élastiques Belleville sont interposées entre la boîte et cette traverse.
L'égale répartition de la charge entre les deux boîtes de l'essieu avant d'une locomotive est particulièrement importante ; avec les boîtes extérieures, cette répartition est exposée à de fortes variations si aucune disposition spéciale ne la règle.
Les balanciers longitudinaux peuvent, de même, être remplacés par un ressort unique chargeant les deux boîtes voisines (fig. 227 et 228).
Si l'on place sur la bascule une machine avec balanciers, disposés comme il vient d'être dit et parfaitement libres de jouer, on ne modifie pas la répartition en tournant les écrous de réglage, pourvu, bien entendu, que les deux côtés de la machine soient également chargés. Le réglage consiste alors simplement à mettre les boîtes à la hauteur convenable dans les glissières, et pourrait à la rigueur être fait sans bascule. Mais la pesée vaut toujours mieux, parce qu'elle montre si les articulations de la suspension fonctionnent bien.
Les roues de locomotives étaient autrefois formées d'une série de barres de fer soudées à la forge. On exécute des roues en une seule pièce, d'un fort bel aspect, en fer matricé ou en acier coulé. La roue est emmanchée sur la portée de calage de l'essieu, sous un effort, qui atteint parfois 80 tonnes, produit par une presse hydraulique : la clavette est complètement inutile pour les roues porteuses.
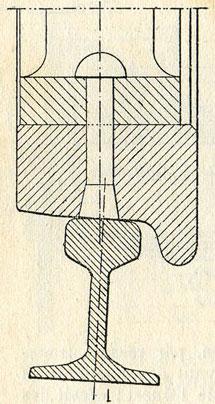 |
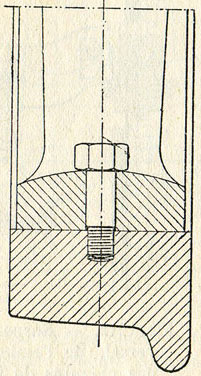 |
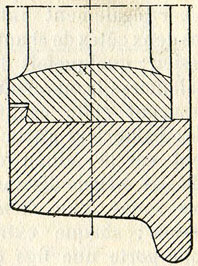 |
Fig. 213. - Bandage fixé par des rivets. |
Fig. 214. - Bandage fixé par des vis. |
Fig. 215. - Bandage à talon. |
Le bandage, formé d'un anneau d'acier laminé, est dilaté par la chaleur avant d'être posé sur la roue ; en se refroidissant, il se resserre ; le diamètre intérieur du bandage froid est à peu près égal aux 999 millièmes du diamètre extérieur de la roue.
On relie souvent le bandage au corps de roue à l'aide de quelques rivets (fig. 213), ou de préférence à l'aide de vis (fig. 214). Souvent le bandage est muni d'un épaulement ou talon, qui porte contre la face extérieure de la roue (fig. 215) : les chocs du boudin contre le rail tendant à chasser le bandage vers l'intérieur de la roue, cet épaulement est très efficace. Pour prévenir toutefois un glissement en sens inverse, on réduit de 1 à 2 mm le diamètre d'alésage à l'entrée du bandage vers l'intérieur ; il reste ainsi sur le bandage un cordon en légère saillie contre la face intérieure de la roue. Ce montage est parfois complété par quelques vis (fig. 217) vers la face intérieure. On obtient aussi une fixation très solide des bandages à talon extérieur (fig. 216) en tournant vers l'intérieur une rainure, dans laquelle on engage un cercle d'acier, qui dépasse le bandage et porte contre le corps de roue. Une fois ce cercle en place, on l'emprisonne en rivant au marteau le bord du bandage ; on évite les cassures de l'acier en travaillant le métal tiède.
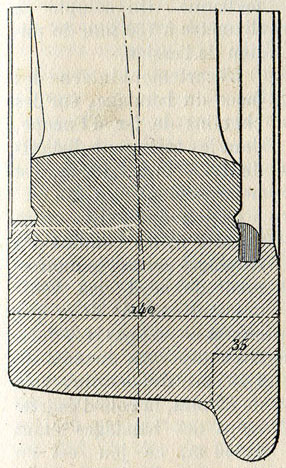 |
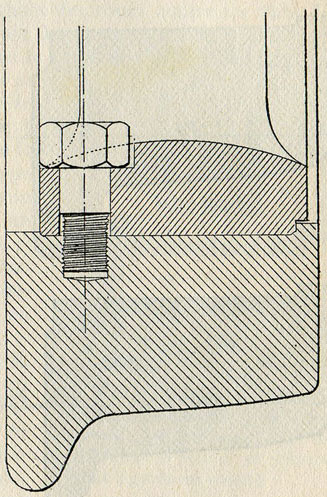 |
Fig. 216. - Bandage de roue motrice de locomotive des chemins de fer de l'Est, avec talon, et fixé par rabattement sur un cercle engagé dans une rainure. |
Fig. 217. - Bandage des chemins de fer de Paris à Lyon et à la Méditerranée, avec talon et vis. |
Lorsque les bandages sont ainsi munis de talons, on voit moins facilement quelle en est l'épaisseur en service : il ne faut pas oublier cette circonstance en les examinant.
Le profil du bandage (fig. 218) comprend le boudin ou mentonnet, qui empêche les roues de quitter les rails, et la surface conique de roulement.
L'inclinaison du profil du bandage ou la conicité de la surface de roulement est faite pour ramener toujours le train de roues vers le milieu de la voie, et, dans les courbes, pour le faire rouler sur un plus grand diamètre le long du rail extérieur, qui a un plus grand développement. Le profil se termine, du côté opposé au boudin, par une partie plus inclinée, afin que la roue ne porte pas sur le bord extérieur du rail, surtout quand la surface habituelle de roulement est creusée par l'usure. Toutefois on ne doit pas exagérer cette inclinaison du profil vers l'extérieur.
On appelle diamètre moyen au roulement ou au contact le diamètre de la roue au point qui est censé poser sur le rail quand les profils ont toute leur rigueur géométrique. On compte ce diamètre à 750 mm du milieu de l'essieu.
L'écartement interne des faces du bandage, sur les chemins de fer d'Europe, dont les rails sont distants de 1,435 m à l,450 m, est normalement de 1,360 m.
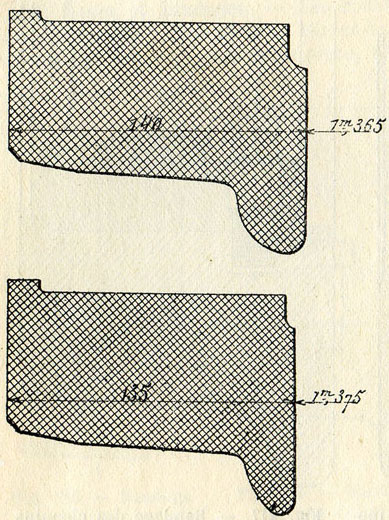
Fig. 218. - Profils des bandages des chemins de fer de l'Ouest : type normal et type à boudin mince pour roues intermédiaires de locomotives.
Le jeu qui existe entre les rails et les boudins des bandages permet le mouvement de lacet des véhicules ; il importe donc que ce jeu ne soit pas trop fort. Avec des rails distants de l,435 m et des boudins épais de 30 mm, la cote d'écartement des bandages étant 1,360 m, ce jeu est en moyenne de 7,5 mm de chaque côté. Avec des rails distants de 1,350 m et des boudins amincis par l'usure à 22 mm, ce jeu atteint 23 mm. On a tendance aujourd'hui à rapprocher autant que possible les rails, pour éviter l'exagération de ce jeu. Toutefois, dans les courbes raides, il peut alors être utile d'augmenter un peu la cote d'écartement des rails. En outre, afin de faciliter le passage dans les courbes et dans les croisements, souvent on amincit les boudins des roues du milieu des locomotives (fig. 218), et on augmente l'écartement des bandages ; parfois même on supprime complètement le boudin sur certaines roues des machines à quatre et à cinq essieux.
L'usure altère les bandages de deux manières, en creusant la surface de roulement et en amincissant les boudins. Cet amincissement est produit surtout par la circulation dans les courbes raides.
L’essieu droit est une pièce d'une forme simple, dont la fabrication est facile. On ne peut en dire autant de l’essieu coudé, commandé par les cylindres intérieurs. Chaque tourillon, sur lequel s'articule la grosse tête de bielle motrice, relie deux coudes ; le tout est venu de forge avec le corps de l'essieu. Outre le poids qu'il supporte, l'essieu coudé reçoit la poussée et la traction des bielles motrices, et il est soumis aux chocs des roues contre les rails. La fatigue de la pièce se manifeste par des fissures, qui se développent au raccordement des coudes avec le corps et avec le tourillon. Ces fissures augmentent petit à petit et finissent par amener la rupture de l'essieu, si on ne le retire pas à temps. Elles sont peu apparentes à la surface du métal ; mais si on frappe fortement l'essieu, par exemple en lançant le train de roues contre un autre, l'huile sort de la fente et en dessine l'affleurement extérieur. Cette épreuve se fait lorsqu'on démonte les trains des roues pour en rafraîchir les bandages.
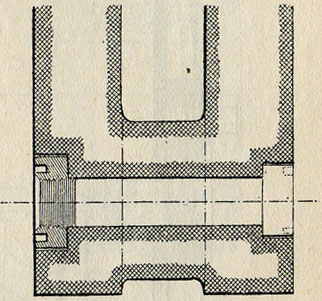
Fig. 219. - Boulon de consolidation de tourillon d'essieu coudé ; coupe par l'axe du tourillon (l'essieu et l'écrou sont figurés en coupe).
Pour se mettre en garde contre la rupture du tourillon de l'essieu, on peut le consolider par un gros boulon qui traverse un trou percé de part en part à travers le tourillon (fig. 219) ; la tête du boulon et son écrou peuvent être noyés dans l'épaisseur des coudes, comme le montre la figure. Les fentes ne se propagent pas à travers le boulon ; si une cassure se produit, le boulon maintient les parties rompues en place jusqu'à ce que l'on puisse gagner un garage. Toutefois l'essieu se déforme quelque peu et le fonctionnement de la machine est troublé, ce qui avertit immédiatement le mécanicien. On sait d'ailleurs qu'en perçant un trou dans l'axe des pièces de machines, on ne les affaiblit pas notablement, le métal qui est, au centre ne travaillant guère.
Souvent on entoure le coude d'une frette en fer posée à chaud, pour le maintenir s'il vient à se rompre en travers, mais cette rupture transversale du coude est rare.
Les coudes de l'essieu Wordsdell ont un profil extérieur circulaire, ce qui permet de les faire un peu plus minces ; souvent on manque de place pour donner aux fusées et aux tourillons une longueur suffisante. Quelquefois on supprime les coudes placés entre les tourillons, en réunissant les deux tourillons par une partie à peu près rectiligne (fig. 220).
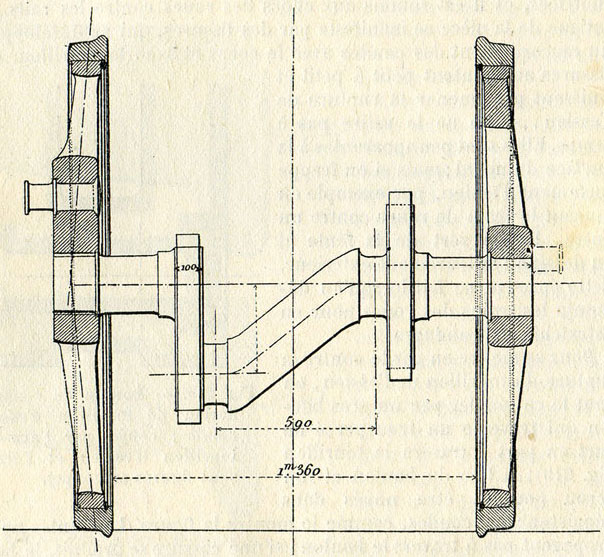
Fig. 220. - Essieu coudé des locomotives compound nos 3401 à 3415 des chemins de fer de l'Est. Les deux coudes sont des plateaux circulaires, entourés d'une frette, et les deux tourillons sont réunis par une partie rectiligne. Le coude droit étant horizontal et dirigé vers l'avant de la locomotive, le coude gauche, vertical, est en dessous de l'axe de l'essieu.
Les essieux tournent dans des boîtes souvent encore dites à graisse par tradition, bien que depuis longtemps l'huile y soit seule employée, sur les locomotives et tenders. La boîte porte un coussinet en bronze, souvent garni de métal blanc, qui appuie sur la fusée de l'essieu. Le coussinet des essieux simplement porteurs n'a guère à transmettre qu'une charge verticale, sauf toutefois pendant l'action des freins ; les fusées des essieux moteurs (directement ou par accouplement) poussent en outre horizontalement le coussinet : la combinaison de cette poussée horizontale et de la charge verticale produit une force inclinée. Pour ces essieux moteurs, un contre-coussinet, en fonte, empêche que le coussinet ne puisse se soulever.
Les boîtes sont intérieures (fig. 221) ou extérieures (fig. 222), suivant la disposition des châssis ; les boîtes extérieures sont ouvertes aux deux bouts comme les boîtes intérieures, quand une manivelle est rapportée au delà de la fusée.
Les boîtes sont comprises entre deux glissières verticales ; une entretoise réunit les parties inférieures des glissières, une fois la boîte en place. Les boîtes doivent jouer librement entre leurs glissières, mais presque sans jeu. Les joues latérales des boîtes s'opposent au déplacement transversal de l'essieu ; quand on veut permettre ce déplacement, qui est souvent utile, on leur donne un jeu de quelques millimètres, auquel s'ajoute le jeu du coussinet le long de la fusée.
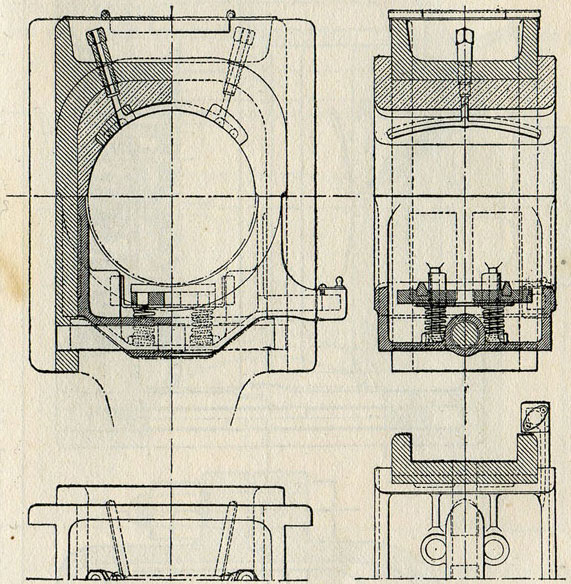
Fig. 221. - Boîte à huile des roues motrices et accouplées des locomotives nos 3401 à 3415 des chemins de fer de l'Est. Le graissage se fait par des mèches à la partie supérieure et par un tampon à la partie inférieure.
Les boîtes du type représenté figure 221 sont habituellement en fer cémenté et trempé ; celles du type de la figure 222, plus compliqué, sont coulées en fonte et quelquefois en bronze.
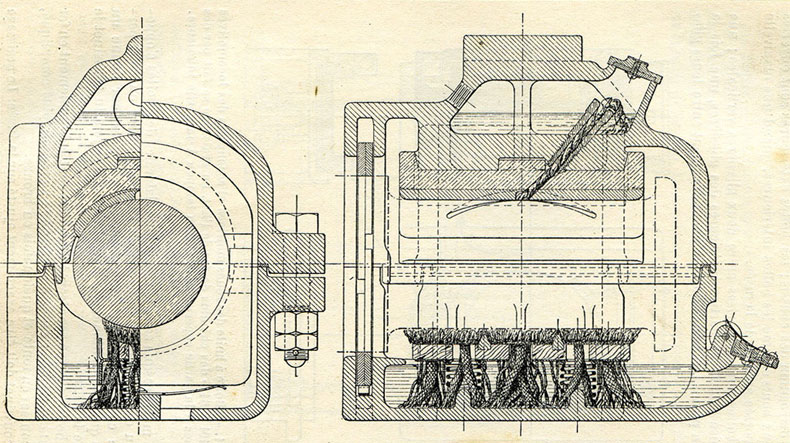
Fig. 222. - Boîte extérieure de locomotive, avec double graissage (par réservoir supérieur et mèche ; par inférieur et tampon). L'obturateur, qui entoure l'essieu, empêche la fuite d'huile vers l'intérieur.
Le coussinet doit être exactement ajusté sur la fusée. Le graissage a une importance capitale ; l'huile est contenue dans un réservoir ménagé à la partie supérieure de la boîte ; des mèches, placées dans des tubes (fig. 223) et formant siphon, conduisent l'huile dans les pattes d'araignée du coussinet. Le réglage des mèches est assez délicat : trop serrées, elles ne débitent pas assez d'huile ; trop lâches, elles exagèrent la dépense. En outre, elles ont l'inconvénient de débiter inutilement l'huile pendant les arrêts, si on n'a pas la précaution de les retirer. On fait des graisseurs sans mèches (fig. 223 bis), en perçant un petit trou en haut du tube en saillie dans le réservoir d'huile, qui doit être bien clos. C'est une disposition commode.
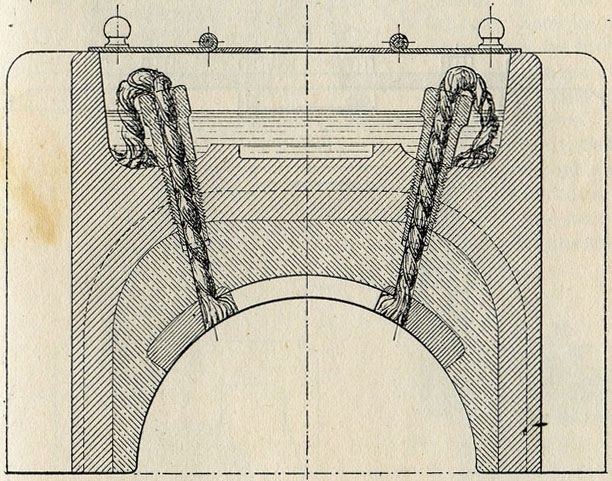
Fig. 223. - Graissage par mèches du coussinet d'une boîte de locomotive.
Les fusées des essieux de locomotive peuvent être lubrifiées, comme celles des wagons, au moyen d'un tampon graisseur plongeant dans, l'huile, en dessous de la fusée (fig. 222).
Les boîtes du type de la figure 221 peuvent aussi recevoir, dans le vide du contre-coussinet, sous la fusée, un tampon ou une éponge qui recueille l'huile et peut suppléer pendant quelque temps au graissage normal.
Les boîtes Raymond et Henrard (fig. 224), usitées pour les essieux moteurs de certaines locomotives du chemin de fer de Lyon, ont trois coussinets, afin de bien résister aux poussées horizontales ; le graissage se fait par un réservoir supérieur avec mèches, et par un réservoir inférieur avec tampon graisseur. Le coussinet supérieur, qui appuie constamment sur la fusée, est muni de pattes d'araignée ; les coussinets latéraux, ayant un jeu d'environ un quart de millimètre, ont une surface unie. Ce jeu est obtenu en les serrant à bloc à l'aide du coin intérieur, puis en le faisant descendre de 5 mm.
Pour que l'essieu soit bien monté, il est essentiel que les glissières arrière de ses deux boîtes soient exactement dans le même plan vertical, perpendiculaire à l'axe de la machine, et que l'épaisseur du coussinet arrière, plus celle de la paroi de la boîte, soit bien la même des deux côtés : l'essieu est alors perpendiculaire à l'axe de la machine.
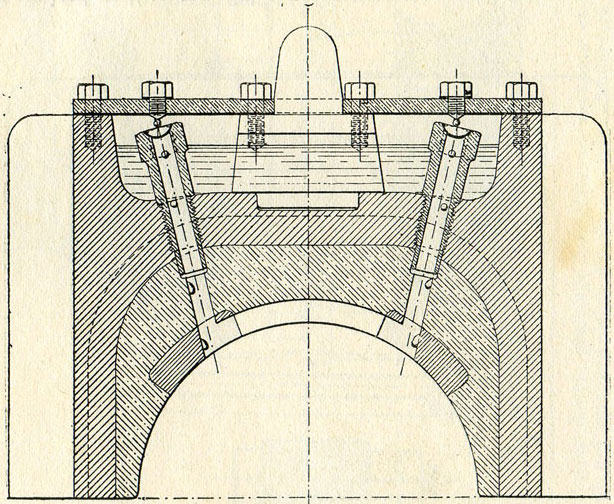
Fig. 223 bis. - Graissage sans mèches d'une boite de locomotive.
Quand un essieu coudé est muni de boîtes extérieures, on ajoute parfois une boîte médiane, chargée par un ressort spécial et montée dans un longeronnet fixé au châssis. Cette boîte médiane soulage l'essieu : elle supporte une portion des poussées horizontales qui proviennent des pistons. Pour bien fonctionner, elle doit être réglée avec soin.
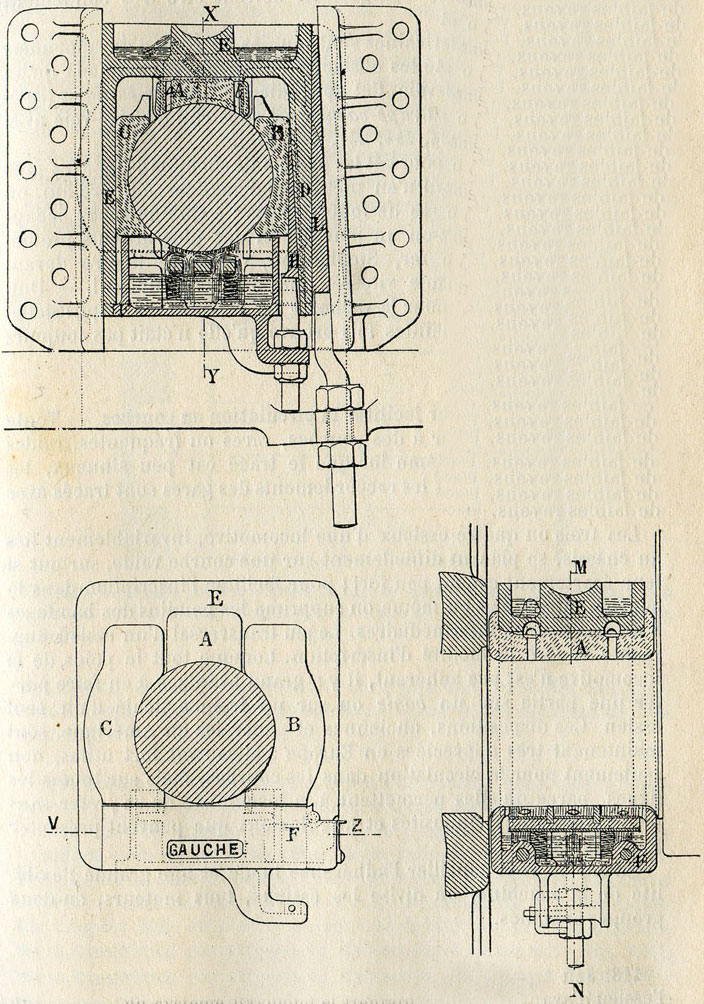
Fig. 224. - Boîte à trois coussinets, pour essieu moteur, du système Raymond et Henrard.
Le chasse-pierres, placé à l'avant des roues pour écarter les obstacles qui peuvent se trouver sur la voie, doit être assez rapproché du rail pour être efficace ; mais on aura soin qu’il ne puisse jamais le toucher, si, par suite d'une forte oscillation ou d'une rupture de ressort, les boîtes d'avant de la machine viennent porter contre le fond de l'entaille des longerons. On doit même tenir compte de l'inclinaison vers l'avant que peut prendre, en pareil cas, tout le châssis. Lorsque les coussinets, les fusées et les bandages s'usent, la distance des chasse-pierres au rail diminue ; cet effet de l'usure peut obliger à les raccourcir. Les chasse-pierres doivent être aussi voisins que possible des roues d'avant, pour ne pas trop s'écarter de l'axe des rails dans les courbes. Ils doivent être très solidement attachés au châssis.
Les locomotives américaines sont munies à l'avant d'un appendice destiné à rejeter de côté les obstacles, et surtout les animaux qu'on peut rencontrer sur la voie. Cet appendice, dit chasse-bestiaux (cow-catcher, littéralement attrape-vache), est construit à claire-voie avec des tiges en fer (fig. 235, 244, 251, 265, 278).
A l'époque où l'on repoussait les projets de chemins de fer avec plus d'ardeur peut-être qu'on n'en met à les demander aujourd'hui, on accumulait les objections de toutes sortes : «Qu'une vache échappée d'un pâturage, dit-on un jour à l'un des plus ardents promoteurs des chemins de fer, Stephenson, vienne se mettre devant un convoi lancé à grande vitesse, quel affreux malheur ! - Oui, répliqua Stephenson, pour la vache.» La réponse était spirituelle, mais l'expérience a maintes fois prouvé qu'elle n'était pas toujours exacte.
Toute ligne de chemin de fer a des courbes, rares ou fréquentes, raides ou à grand, rayon. Même lorsque le tracé est peu sinueux, les changements de voie et les raccordements des gares sont tracés avec de faibles rayons.
Les trois ou quatre essieux d'une locomotive, invariablement liés au châssis, se placent difficilement sur une courbe raide, surtout si leur écartement est un peu fort ; pour faciliter l'inscription dans la courbe, on amincit ou même on supprime les boudins des bandages d'un des essieux intermédiaires. Le jeu transversal d'un essieu augmente encore la facilité d'inscription. Lorsque tout le poids de la locomotive n'est pas adhérent, il y a grand avantage à en faire porter une partie sur un bogie ou sur un train articulé d'un seul essieu. Ces dispositions, anciennes et générales en Amérique, sont maintenant très appréciées en Europe : elles sont fort utiles, non seulement pour la circulation dans les courbes, mais sur toutes les lignes, parce qu'elles permettent à la locomotive de se prêter sans peine aux petites sinuosités et aux flexions que peuvent présenter toutes les voies.
Quand on veut concilier l'adhérence totale et une grande flexibilité de la machine, on divise les essieux, tous moteurs, en deux groupes articulés.
Le jeu transversal se donne à l'essieu d'avant et parfois à l'essieu d'arrière. Souvent on se contente de faire le coussinet un peu plus court que la fusée, ou bien on laisse un peu de vide entre les joues des boîtes et les glissières. Mais dès que le jeu dépasse quelques millimètres, il est bon de le régler, pour éviter un mouvement trop facile de l'essieu. En faisant poser les ressorts sur les boîtes par l'intermédiaire d'une pièce avec deux plans inclinés (fig. 225), formant sur chaque boîte comme un V très ouvert, cette pièce tend toujours à rester au fond du V ; elle ne peut se mouvoir latéralement qu'en se soulevant et en augmentant un peu la tension des ressorts de suspension. Dans une courbe, quand le boudin d'une roue vient porter contre un rail, l'essieu se déplace transversalement, en faisant glisser les plans inclinés l'un sur l'autre ; mais ils empêchent une mobilité excessive de l'essieu. Ces plans inclinés doivent être bien graissés. Si l'essieu mobile est commandé par une bielle d'accouplement, elle doit présenter une articulation sphérique qui lui permette de suivre le déplacement de l'essieu (flg. 136).
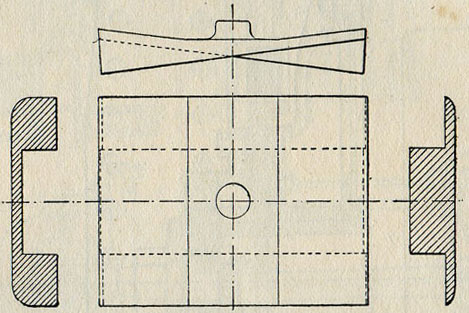
Fig. 225. - Plans inclinés, pour régler le déplacement transversal d'un essieu : pièce intermédiaire, placée entre le ressort et le dessus de la boîte.
Le bogie est un petit véhicule à deux essieux rapprochés, qui est parfois simplement articulé autour d'un pivot central ou cheville ouvrière ; le poids de la machine porte alors soit sur le milieu, soit sur les deux côtés. Cette articulation ne donne pas au bogie toute la liberté désirable pour qu'il s'inscrive bien en courbe et se prête à toutes les inégalités de la voie : sa simplicité la fait quelquefois adopter. Mais on préfère en général donner au pivot un déplacement transversal par rapport au châssis de la locomotive (fig. 226), en le rappelant toujours vers la position centrale à l'aide de ressorts. Les essieux des bogies de locomotives ont pour la plupart des fusées intérieures ; mais quelquefois elles sont extérieures (fig. 226).
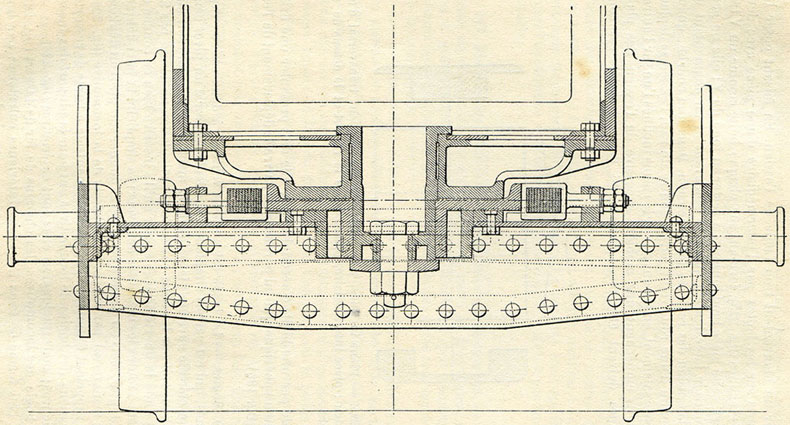
Fig. 226. - Bogie à déplacement transversal et à fusées extcriei.res ; coupe transversale par l'axe du pivot.
Le bogie des locomotives des chemins de fer de l'Ouest (fig. 227) a un bâti formé de deux longerons intérieurs entretoisés par une pièce coulée en acier. Le support des pivots, également en acier coulé, peut coulisser transversalement sur des glissières ; les ressorts à lames, qui règlent ce déplacement, sont conjugués de manière à toujours travailler ensemble : ils opposent un effort de 1 500 kg au déplacement initial. A cause de la liaison, chaque ressort supporte la charge de 1 500 kg, et les flexions des deux ressorts s'ajoutent.
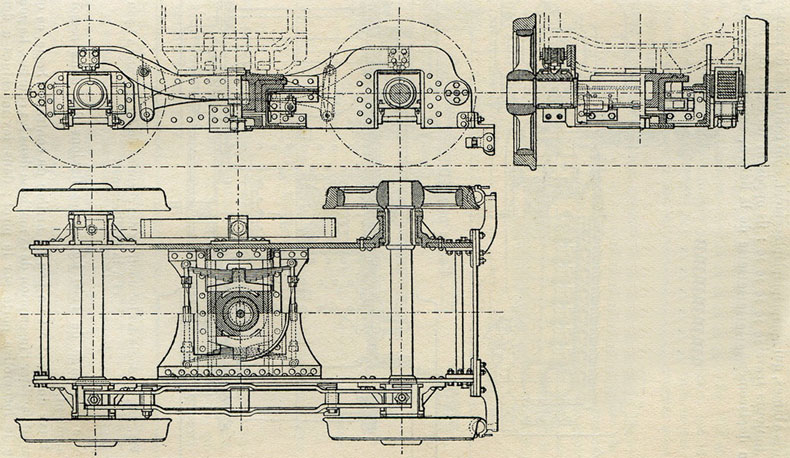
Fig. 227. - Bogie à déplacement transversal des locomotives des chemins de fer de l'Ouest ; demi-élévation longitudinale ; demi-coupe longitudinale ; demi-plan ; demi-coupe horizontale ; coupes transversales.
L'axe du pivot est un peu en arrière du centre du bogie, ce qui paraît faciliter l'inscription de la machine dans les courbes. Le poids de la locomotive porte sur le pivot ; dans les machines à deux essieux couplés, ces deux essieux sont chargés par des ressorts conjugués par des balanciers ; cette disposition réalise la répartition de la charge sur trois points seulement, répartition qui est alors invariable, quels que soient les dénivellements des rails.
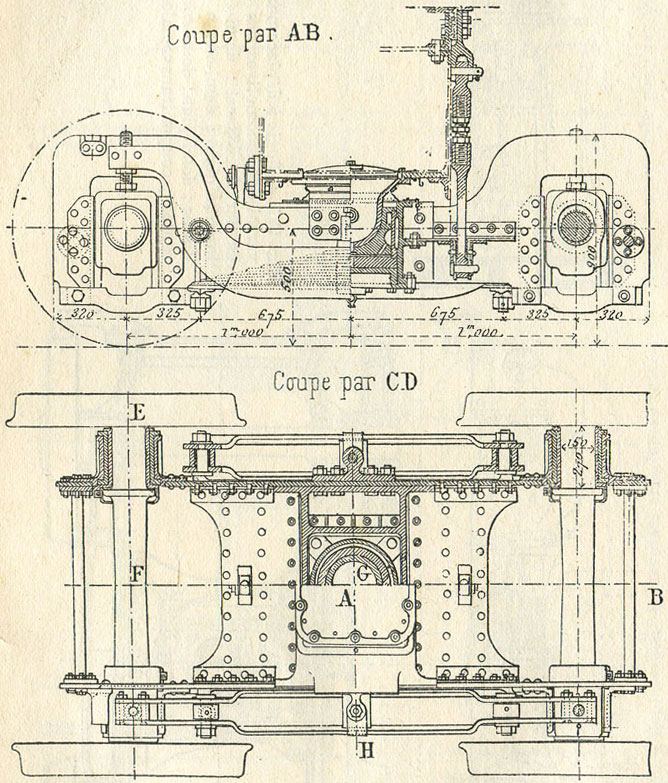
Fig. 228. - Bogie des locomotives des chemins de fer de Paris à Lyon et à la Méditerranée.
Le bogie des locomotives du chemin de fer de Lyon (fig. 228 et 228 bis) est chargé en son milieu par un pivot sphérique, qui le laisse libre de s'incliner à droite et à gauche quand les rails ne restent pas de niveau, ce qui a lieu au raccordement des courbes avec les alignements.
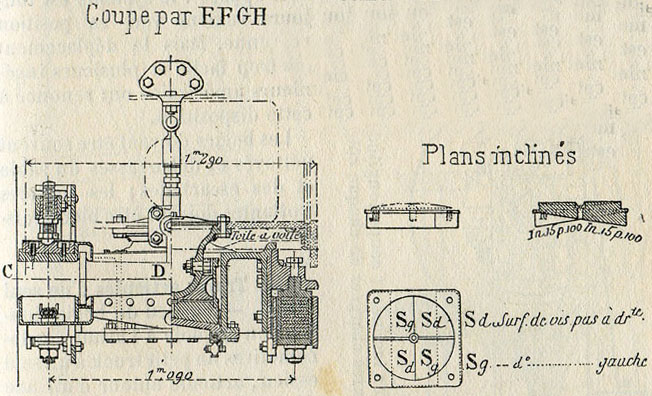
Fig. 228 bis. - Bogie des locomotives des chemins de fer de Paris à Lyon et à la Méditerranée.
Quand la crapaudine tourne autour du pivot, par suite du déplacement du bogie, elle s'élève sur des surfaces de vis, agissant comme des plans inclinés pour soulever la locomotive : cette action tend toujours à ramener le bogie dans sa position normale, où ses essieux sont parallèles à l'essieu moteur. En outre, de véritables plans inclinés permettent le déplacement transversal du bogie, en le ramenant de même à la position moyenne. Les ressorts, qui chargent chacun les deux boîtes du même côté, assurent la répartition égale des charges.
Ce mode de suspension permettrait au bogie de s'incliner de l'avant à l'arrière et les longerons pourraient appuyer sur les boîtes ; pour éviter cet inconvénient, une bielle verticale, visible sur les dessins, le rattache au châssis de la locomotive ; cette bielle est assez longue pour ne pas gêner les mouvements transversaux du bogie. Une autre bielle plus courte, mais dont les articulations ont beaucoup de jeu, rattache de même le bogie au châssis pour le cas où, par accident, le pivot quitterait sa crapaudine.
En Amérique, on réunit souvent la machine au bogie par des bielles inclinées (fig. 229) : la machine est portée par le pivot et par l'extrémité inférieure de ces bielles, dont les extrémités supérieures sont attachées à une traverse, au milieu de laquelle se trouve le pivot ; le bogie peut ainsi se déplacer transversalement, mais en redressant l'une des bielles de suspension et en inclinant davantage celle du côté opposé : le système est toujours ramené vers sa position moyenne. Mais le déplacement est trop facile et plusieurs ingénieurs américains ont renoncé à cette disposition.
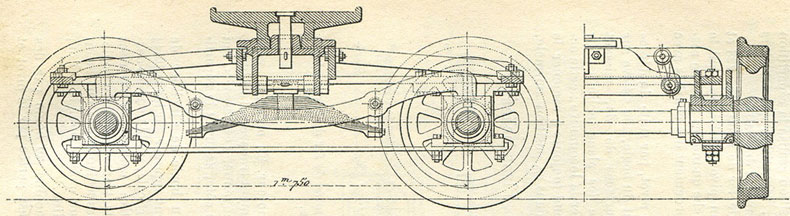
Fig. 229. - Bogie américain à suspension par bielles inclinées ; coupe longitudinale par l’axe du pivot et coupe transversale par l’axe d’un essieu ; fusées intérieures chargées de chaque côté par balancier et ressort unique.
Les bogies doivent être souvent nettoyés et débarrassés du sable et des escarbilles ; les surfaces frottantes doivent être bien graissées.
Au lieu du bogie, souvent on emploie à l'avant des locomotives un petit truck à un seul essieu, articulé autour d'un axe vertical placé en arrière de l'essieu (fig. 230) ; la figure montre comment la rotation autour de cet axe permet l'inscription en courbe ; les essieux couplés doivent être assez rapprochés pour se placer dans la courbe, bien qu'ils restent forcément parallèles, grâce au jeu qui existe entre les boudins et les rails, jeu souvent augmenté pour les roues du milieu.
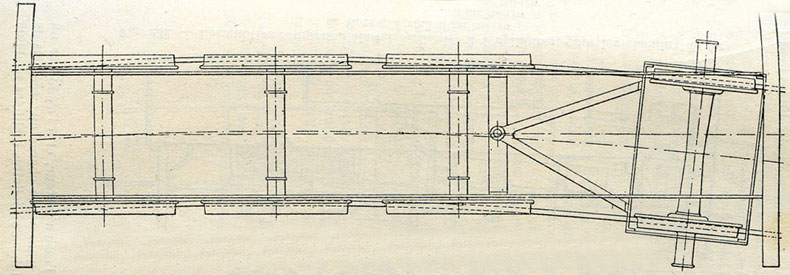
Fig. 230. - Articulation de l’essieu d’avant d’une locomotive à trois essieux couplés.
La figure 231 montre la disposition de ces trucks à un essieu adopté en Amérique. L'articulation se voit à peu près à égale distance entre les deux essieux représentés. Les boîtes de l'essieu mobile sont chargées à l'aide de ressorts reliés par un balancier à ceux du premier essieu moteur. Ce balancier est placé dans l'axe de la machine ; il porte à l'arrière sur une traverse qui relie les tiges de suspension des ressorts de l'essieu moteur, et à l'avant sur un guide vertical cylindrique, qui transmet la charge aux ressorts de l'essieu mobile, par l'intermédiaire de biellettes inclinées et d'une traverse. Ce système répartit toujours dans la même proportion la charge entre les deux boîtes, et laisse une grande mobilité à l'essieu d'avant, tout en le rappelant constamment vers sa position moyenne.
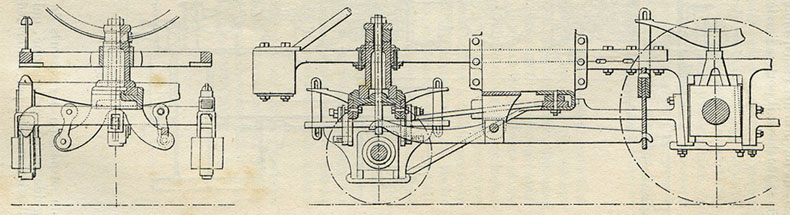
Fig. 231. - Truck américain à un seul essieu ; coupe longitudinale et demi-coupes transversales.
Les boîtes radiales obligent de même l'essieu, quand il se déplace, à tourner autour d'un axe vertical, en le guidant entre des glissières cylindriques, dont le centre est placé au point d'articulation du truck que remplacent ces boîtes. Des plans inclinés ou des ressorts de rappel ramènent l'essieu vers sa position moyenne. Un peu de jeu est nécessaire entre les boîtes et les glissières courbes, pour qu'il ne puisse s'y produire de coincement quand l'essieu s'incline transversalement.
Pour concilier l'adhérence totale avec une grande flexibilité, on divise les essieux en deux groupes qui s'inscrivent chacun dans la courbe. Diverses combinaisons ont été imaginées pour transmettre le mouvement d'un groupe à l'autre. On peut aussi commander séparément les deux groupes d'essieux. La disposition compound à quatre cylindres se prête à cette commande séparée, les deux cylindres à haute pression actionnant un des groupes et les cylindres à basse pression l'autre groupe. Telles sont les locomotives articulées de M. Mallet (fig. 232) ; le groupe arrière des essieux est monté sur le châssis même de la locomotive ; il est commandé par les cylindres à haute pression. Le groupe des essieux d'avant est monté sur un châssis spécial, tournant autour d'un axe placé vers le milieu de la machine ; il est commandé par les cylindres à basse pression. Le tuyau qui amène la vapeur des premiers aux seconds cylindres présente les articulations rendues nécessaires par le déplacement du châssis portant le groupe d'avant ; le tuyau d'échappement est de même articulé.
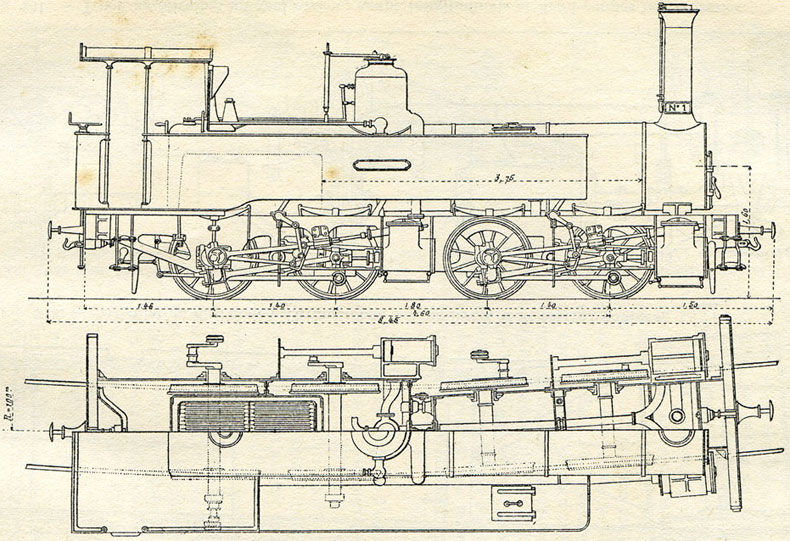
Fig. 232. - Locomotive compound Mallet, articulée à 4 cylindres, pour les chemins de fer de Corse, à voie d’un mètre.
Les locomotives Fairlie, plus anciennes, ont deux groupes moteurs pareils, non compound ; la chaudière est formée de deux parties symétriques, avec boîte à feu commune au milieu, contenant deux foyers, et avec deux cheminées, une à chaque extrémité.
Il existe bien des types variés de locomotives, qui ne peuvent être tous examinés dans un chapitre nécessairement assez court. Une classification d'ensemble réunit les machines qui ont le même nombre d'essieux couplés, en mettant à part les machines-tenders. Pour apprécier d'une manière générale ces différents types, il est bon de se rappeler les principales qualités qu'on recherche dans les locomotives.
La chaudière donne la mesure de la quantité de vapeur qui peut être produite : elle détermine donc la puissance que pourra développer la locomotive, munie d'un mécanisme approprié. Dans la chaudière, c'est d'abord l'appareil de combustion qu'il faut bien proportionner, de manière à produire une quantité de chaleur suffisante : avec les dispositions usuelles des foyers, cet appareil est surtout caractérisé par la surface de la grille. Les sections de passage de l'air et des gaz chauds, la disposition de l'échappement ont aussi une grande importance.
Une fois la chaleur produite, il faut l'employer à la vaporisation de l'eau, ce qui exige une surface de chauffe suffisante. Mais comme le poids et la dimension des locomotives sont étroitement limités, s'il faut sacrifier quelque chose, on réduira la surface de chauffe plutôt que le foyer : un peu moins d'économie dans la production de vapeur vaut mieux qu'une insuffisance de production.
Les cylindres sont calculés en relation avec le diamètre des roues motrices, pour que l'effort moteur puisse atteindre une valeur déterminée ; la chaudière doit facilement les alimenter ; mieux valent des cylindres un peu trop petits pour la chaudière que trop grands, quitte à détendre un peu moins la vapeur ; on se tirera toujours d'affaire plus facilement dans le premier cas, surtout avec les pressions élevées de vapeur : quand les cylindres ont des dimensions exagérées, la pression est difficile à tenir dans la chaudière, et la machine consomme toujours beaucoup de combustible.
Le poids adhérent est plus ou moins grand, suivant l'effort moteur que peut développer le mécanisme ; pour les plus grands efforts, donnés par les petites roues, l'adhérence est souvent totale ; parfois même le poids des approvisionnements est utilisé, dans les machines-tenders.
La bonne allure de la machine, la facilité de circulation dans les courbes et sur les voies médiocres, le peu d'importance des mouvements parasites, tels que le lacet, le galop, sont des qualités d'un tout autre ordre, qui prennent une extrême importance pour les locomotives destinées à une marche rapide : ce sont ces qualités qui assurent la sécurité, et qui exigent, pour être développées autant que possible, le plus d'habileté de la part des constructeurs de locomotives. Beaucoup de machines, surtout parmi les types anciens, pèchent quelque peu sous ce rapport : une attention toute spéciale à ne pas dépasser les vitesses convenables est alors nécessaire.
Une fois remplies les conditions capitales de production et d'emploi de la vapeur, et de stabilité, le constructeur de la locomotive doit la faire simple, robuste et commode. Il ne perdra jamais de vue les conditions du service demandé à ce genre de machines. En proportionnant les différentes parties qui la composent, en évitant toute complication, en sacrifiant tout organe qui n'est pas indispensable, on réduit les chances d'avaries, on facilite l'entretien et la conduite de la machine. Il convient que la visite, le graissage, le nettoyage en soient aisés ; tous les organes de manœuvre doivent être habilement groupés, pour que les agents les trouvent toujours sous la main ; un bon abri pour le personnel, d'où il puisse surveiller la voie sans que rien gêne la vue, est un complément de la locomotive, dont on a enfin cessé de discuter l'utilité. Les tuyaux, exposés à la gelée, et enlaidissant les machines, ne doivent pas être inutilement multipliés ; un peu de soin dans l'étude permet de réduire beaucoup ces accessoires encombrants.
Sur les locomotives ainsi construites, le personnel est à l'aise, le service est facile, les avaries sont rares ; enfin elles se présentent avec l'élégance et la simplicité de formes qui conviennent à l'un des chefs-d'œuvre de la mécanique.
Mais si on ne doit pas perdre de vue toutes ces qualités lorsqu'on compare les machines, et surtout lorsqu'on en construit de nouvelles, il faut tirer bon parti de toutes celles dont on peut disposer, et ne pas trop dédaigner les vieux engins, qui ont rendu tant de services, quand on en voit d'autres plus puissants, plus beaux et plus commodes.
On emploie encore quelques locomotives à un seul essieu moteur, sans accouplement, dites à essieux indépendants. En France, sur les chemins de fer du Nord, de l'Est et de Paris à Lyon et à la Méditerranée, on s'est longtemps servi de machines de cette catégorie, dues à l'ingénieur anglais Crampton. La machine Crampton (fig. 6) est très simple ; chaque organe paraît bien à sa place et a pu recevoir des dimensions suffisantes pour ne pas s'user rapidement. La position de l'essieu moteur, avec roues de grand diamètre, monté derrière le foyer, a permis de placer très bas la chaudière, disposition à laquelle on n'attache plus aucune importance aujourd'hui.
On a dû renoncer à la machine Crampton, qui est devenue insuffisante : la grille en était trop petite, et l'adhérence insuffisante, la roue motrice n'étant pas fortement chargée. Par l'addition de masses en fonte à l'arrière et même de lourds moyeux aux roues mêmes, on a augmenté le poids adhérent de certaines machines de ce type. Mais, même avec cette adjonction, elles ne conviennent plus aux services actuels.
On voit encore en service, sur des embranchements du réseau de l'Ouest, quelques petites locomotives du type Buddicom, dont l'essieu du milieu est moteur. Le service si prolongé d'anciennes locomotives fait honneur à ceux qui les ont étudiées et qui les ont construites.
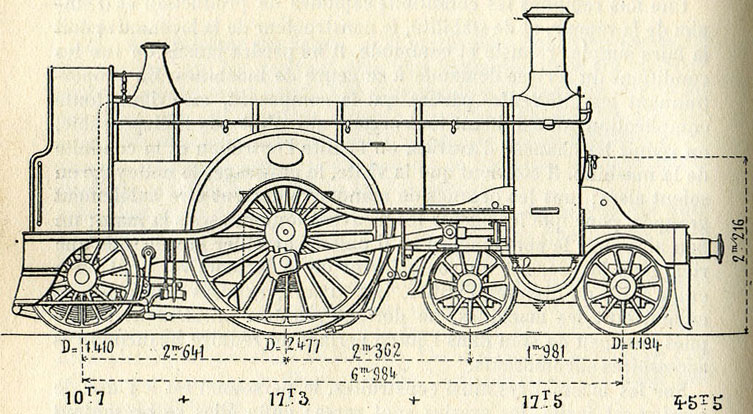
Fig. 233. - Locomotive â essieux indépendants et à cylindres extérieurs du Great Northern railway (d'après M. Demoulin), en service depuis 1870. Diamètre des roues motrices, avec bandages neufs, 2,49m ; cylindres de 480 (495 mm dans les dernières constructions) avec course de 710 mm.
En Angleterre, on construit encore des locomotives à essieux indépendants, qui plaisent par leur simplicité : la suppression d'un second train de grandes roues et des bielles d'accouplement donne une petite économie dans la construction et dans l'entretien. L'essieu moteur est placé sous le corps cylindrique et il est fortement chargé, le poids sur les rails dépassant 18 tonnes. Les cylindres de ces machines sont extérieurs (fig. 233) ou plus fréquemment, intérieurs (fig. 234). L'élévation de la chaudière et la faible hauteur du tablier rendent ces mécanismes intérieurs facilement accessibles.
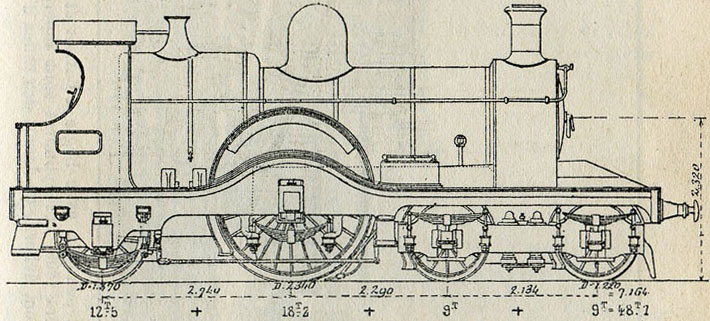
Fig. 234. - Locomotive à essieux indépendants, construite par le Great Western railway en 1894 (d'après M. Morandière dans la Revue générale des chemins de fer). Diamètre des roues motrices, 2,340m ; cylindres de 483 mm, avec course de 610 mm.
Avec une forte chaudière, de grands cylindres, ces machines à essieux indépendants assurent la remorque de trains express très rapides à charge moyenne et à rares arrêts ; ce n'est guère qu'aux démarrages qu'on peut sentir leur défaut d'adhérence.
En Amérique, on a aussi construit quelques locomotives à essieux indépendants (fig. 235).
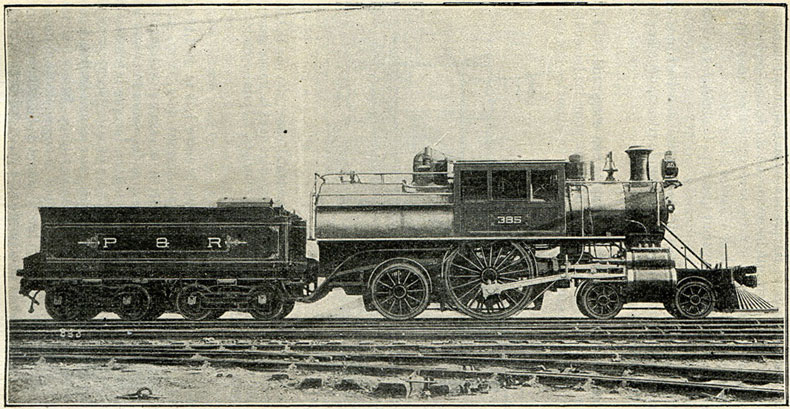
Fig. 235. Locomotive à essieu moteur indépendant, avec bogie à l'avant et essieu porteur à l'arrière, construite par les ateliers Baldwin à Philadelphie vers 1895. Les cylindres sont superposés avec détente-Woolf, suivant le système Vauclain ; le foyer, du type Wootten, déborde au-dessus des roues d'arrière.
Le diamètre des roues motrices des locomotives à essieux indépendants, destinées au service des trains à grande vitesse, dépasse généralement deux mètres.
L'accouplement de deux essieux est très fréquent pour les locomotives destinées au service des trains de voyageurs. Le diamètre des quatre roues couplées est habituellement compris entre 1,70 m et 2,10 m ; il ne descend qu'exceptionnellement au-dessous de 1,50 m, parce qu'avec de petites roues l'adhérence de deux essieux seulement ne suffit plus pour l'effort de traction. Les grandes roues imposent une limite assez basse au diamètre de la chaudière, lorsque la hauteur de l'axe de la chaudière au-dessus des rails ne dépasse pas beaucoup le diamètre des roues. Pendant longtemps, cette considération a gêné la construction des locomotives à grande vitesse. Mais en élevant suffisamment l'axe de la chaudière, on peut en augmenter le diamètre, sans qu'il résulte d'ailleurs aucun inconvénient de l'élévation de l'axe. On atteint et on dépasse la hauteur de 2,50 m.
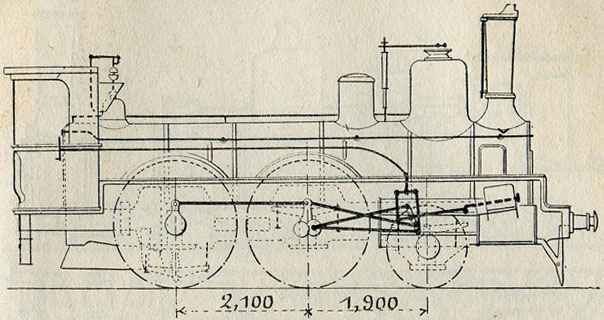
Fig. 236. - Locomotives à grande vitesse des chemins de fer de l'État français, avec deux essieux couplés et un essieu porteur à l'avant (série 2009-2068) ; cylindres extérieurs de 440 mm, avec course de 650 mm ; distribution par coulisse d'Allan ; surface de grille, 1,33 m². D'après M. Demoulin.
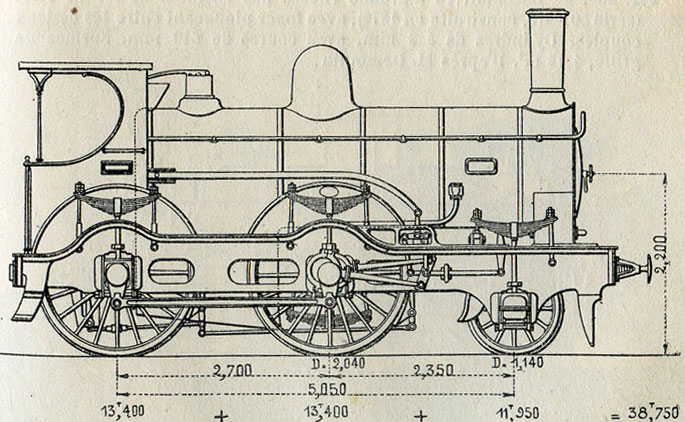
Fig. 237. -Locomotives à grande vitesse (nos 621-635, construction en 1888) des chemins de fer de l'Ouest, avec foyer plongeant entre les essieux, à cylindres de 430 mm, avec course de 600 mm ; surface de grille, 1,64 m² ; coulisse d'Allan. D'après M. Demoulin.
Les dispositions des essieux sont les suivantes : deux essieux couplés seulement ; deux essieux couplés et un essieu porteur à l'avant ; un bogie à l'avant, à la place de l'essieu porteur ; deux essieux couplés à l'avant et un essieu porteur à l'arrière ; deux essieux couplés compris entre deux essieux porteurs ; un bogie à l'avant, deux essieux couplés et un essieu porteur à l'arrière.
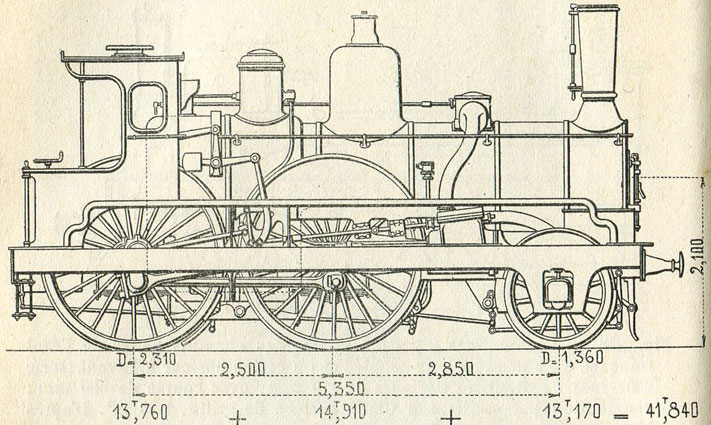
Fig. 238. - Locomotives â grande vitesse des chemins de fer de l'Est (série 501-510, construite en 1878), avec foyer plongeant entre les essieux couplés. Cylindres de 440 mm, avec course de 640 mm. Surface de grille, 1,73 m². D'après M. Demoulin.
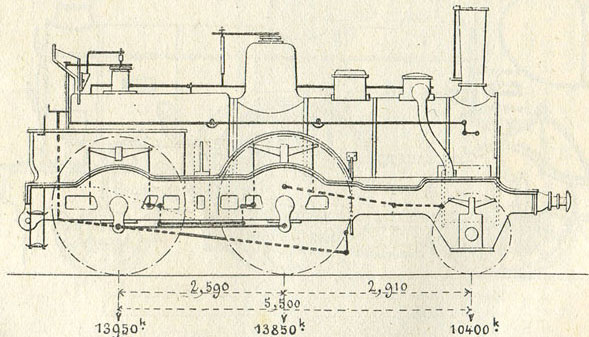
Fig. 239. - Locomotives à grande vitesse (série 2834-2860) des chemins de fer du Nord, avec deux essieux couplés, essieu porteur à l'avant et foyer au-dessus de l'essieu d'arrière ; cylindres intérieurs de 432 (alésés plus tard à 450 ou 460 mm) ; surface de grille, 2,33 m². L'essieu porteur de ces locomotives a été récemment remplacé par un bogie. D'après M. Demoulin.
On n'emploie plus que très exceptionnellement, et pour des manœuvres, les locomotives à deux essieux.
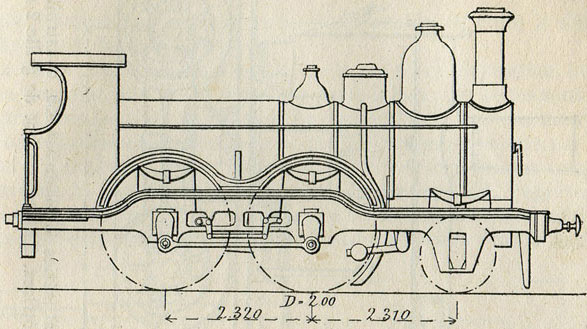
Fig. 240. - Ancienne locomotive à grande vitesse de l'État Belge, avec grille de 3 m² au-dessus de l'essieu d'arrière. D'après M. Demoulin.
On a construit, en très grand nombre, les locomotives de la seconde catégorie, avec essieu porteur à l'avant. Les cylindres sont extérieurs ou intérieurs ; tantôt le foyer est en porte-à-faux derrière le dernier essieu, disposition ancienne qu'on ne reproduit plus aujourd'hui, tantôt il descend entre les deux essieux couplés, ou enfin il s'étend au-dessus de l'essieu d'arrière.
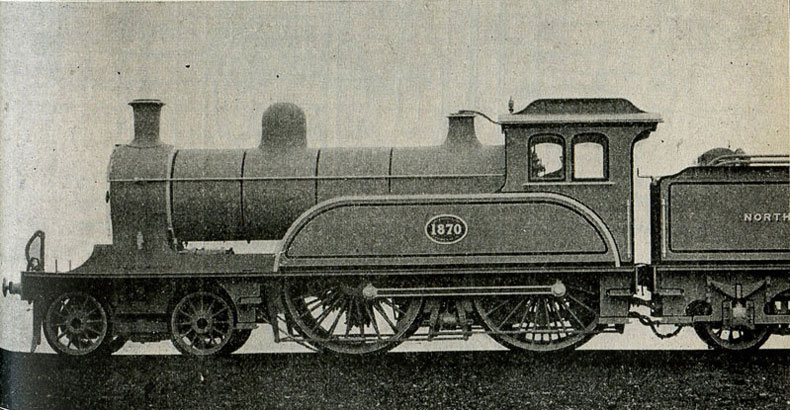
Fig. 241. - Locomotive à grande vitesse du North Eastern railway ; cylindres de 508 mm, avec course de 660 mm ; roues de 2,317 m de diamètre ; grille de 1,95 m², dans un foyer plongeant entre les essieux couplés ; charge sous l'essieu moteur, 18,7 t. D'après M. Demoulin.
La figure 236 donne un exemple de la première disposition, où les cylindres sont, comme le foyer, en porte-à-faux ; les roues sont très rapprochées les unes des autres. La figure 237 est une locomotive à cylindres intérieurs et mouvements de distribution extérieurs, par coulisses d'Allan, avec foyer plongeant entre les deux essieux couplés. De même, la locomotive des chemins de fer de l'Est, représentée figure 238, a un foyer descendant entre les essieux d'arrière, mais les cylindres extérieurs commandent l'essieu d'arrière : la bielle d'accouplement est, par suite, placée entre la bielle motrice et les roues. Enfin les figures 239 et 240 donnent des exemples de locomotives avec foyer au-dessus de l'essieu d'arrière.
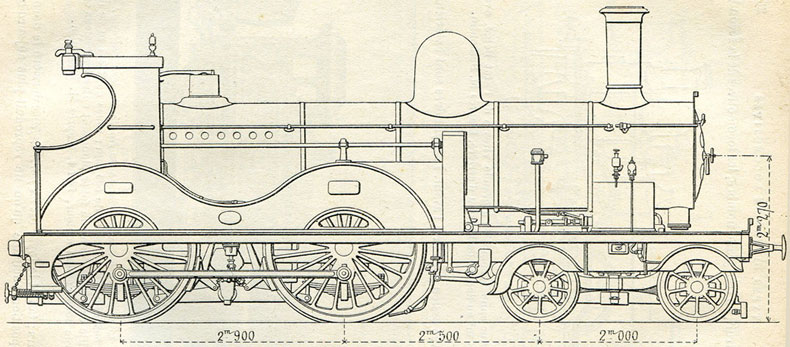
Fig. 242. - Locomotives à grande vitesse avec bogie, des chemins de fer de l'Ouest (séries 963-998, 939-950, construites en 1892, 1893 et 1896) ; cylindres de 460 mm, avec course de 660 ; diamètre des roues motrices, 2,01 m ; surface de grille 2 m². D'après M. Demoulin.
En général, on préfère aujourd'hui, surtout pour les locomotives à grande vitesse, le bogie au simple essieu porteur d'avant. Le foyer des locomotives à deux essieux couplés et à bogie descend entre les essieux, ou s'étend au-dessus de l'essieu d'arrière. La première disposition est presque exclusivement employée en Angleterre : la figure 241 représente une puissante locomotive anglaise récemment construite.
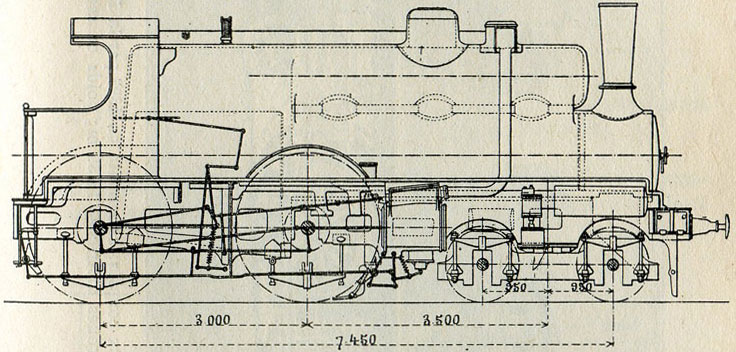
Fig. 243. - Locomotives à grande vitesse (série 813-840) des chemins de fer de l'Est, à deux essieux couplés et à bogie, avec chaudière Flamanà deux corps ; cylindres de 470 mm, avec course de 660 mm ; surface de grille, 2,42 m3. D'après M. Demoulin.
Les figures 242 et 243 représentent des locomotives de ce genre avec foyer plongeant entre les essieux, employées sur les réseaux de l'Ouest et de l'Est, la première à cylindres intérieurs, la seconde à cylindres extérieurs commandant l'essieu d'arrière ; cette dernière est munie de la chaudière Flaman à deux corps. Le chemin de fer du Nord possède des locomotives avec foyer au-dessus de l'essieu d'arrière, qui ne diffèrent de celles représentées figure 239 que par la substitution du bogie à l'essieu porteur. La disposition américaine est représentée figure 244 ; le foyer, compris entre les deux essieux couplés dans les anciennes machines, déborde souvent au-dessus de l'essieu d'arrière.
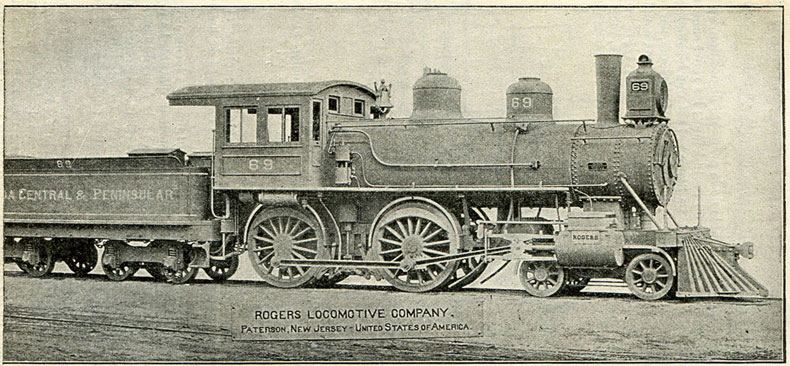
Fig. 244. - Locomotive américaine à deux essieux couplés, construite en 1895 par la Rogers locomotive Co. Cylindres de 457 mm avec course de 660 mm ; diamètre des roues motrices, 1,750 m ; poids en service, 49 000 kg ; poids adhérent 31 500 kg.
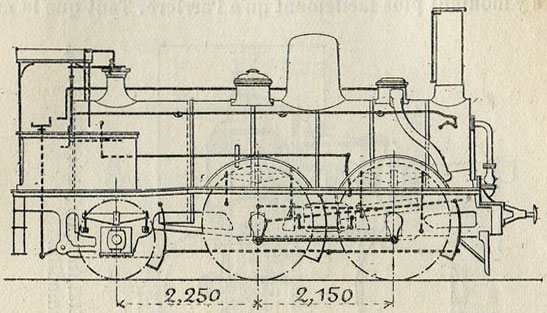
Fig. 245. - Locomotives avec essieux d'avant couplés, des chemins de Fer du Nord (série 2552-2631). D'après M. Demoulin.
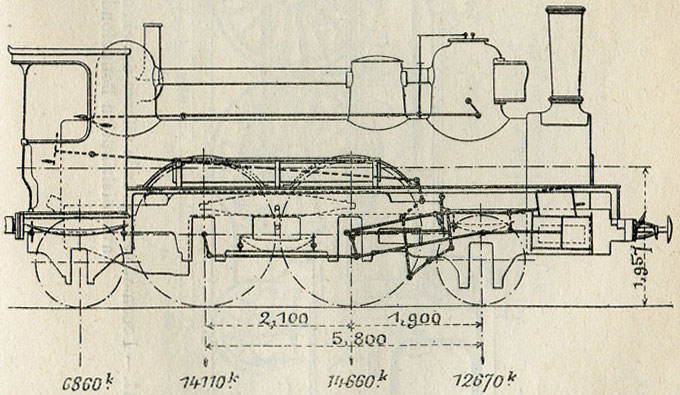
Fig. 246. - Locomotives à grande vitesse (série 76 à 86) du chemin de fer d'Orléans ; cylindres de 440 mm, avec course de 650. D'après M. Demoulin.
Lorsque les deux essieux d'avant sont couplés, ils sont placés sous le corps cylindrique et commandés par des cylindres intérieurs inclinés (fig. 245) : un essieu porteur passe sous le foyer ou derrière le foyer. La construction de ce type est simple, et les essieux à grandes roues s'y montent plus facilement qu'à l'arrière. Tant que la marche n'est pas très rapide, et que les essieux ne sont pas trop lourdement chargés, la présence des grandes roues couplées à l'avant ne paraît pas fatiguer la voie outre mesure.
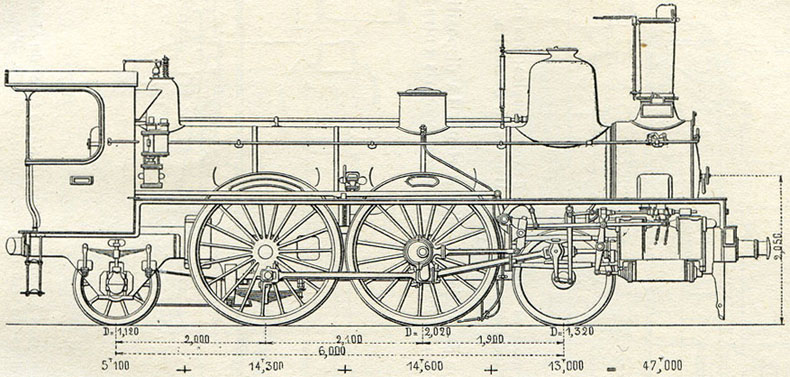
Fig. 247. - Locomotive, à grande vitesse des chemins de fer de l’Etat français (série 2.602-2.620), avec distribution Bonnefond. D’après M. Demoulin.
Les locomotives avec deux essieux couplés, compris entre deux essieux porteurs, ont été employées en France, surtout sur les chemins de fer d'Orléans, de Lyon et de l'Etat (fig. 246, 249, 247) : les cylindres, extérieurs, sont en porte-à-faux à l'avant. D'une manière générale, ce type n'est plus en grande faveur aujourd'hui ; certaines locomotives de ce genre, des chemins de fer de Paris à Lyon et à la Méditerranée, ont été transformées en machines à bogie.
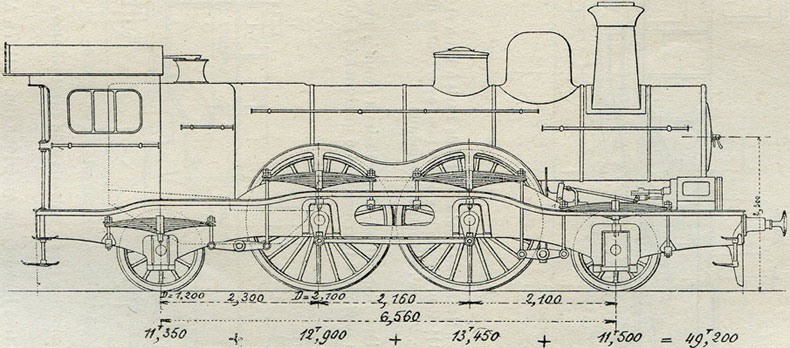
Fig. 248. - Locomotive à grande vitesse (type 12) de l’Etat belge ; cylindres de 500 mm, avec course de 600 mm ; surface de grille, 4,71 m². D’après M. Demoulin.
La figure 248 représente une locomotive à grande vitesse de l'État belge, avec même disposition d'essieux, mais à cylindres intérieurs.
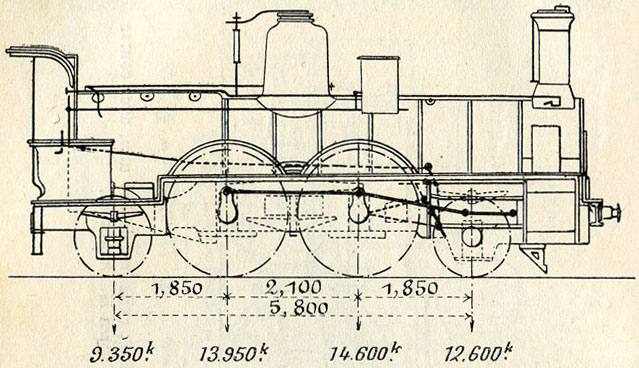
Fig. 249. - Locomotives des chemins de fer de Paris à Lyon et à la Méditerranée (série 111-400), à cylindres de 500 mm, avec course de 620 mm ; surface de grille, 2,24 m². D'après M. Demoulin.
Enfin la dernière disposition, deux essieux couplés avec bogie à l'avant et essieu porteur à l'arrière, a été quelquefois adoptée pour des locomotives très lourdes, en Amérique (fig. 251), en Allemagne, en Angleterre (fig. 250), en Autriche.
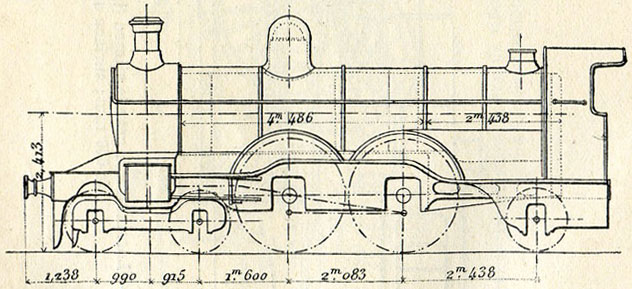
Fig. 250. - Locomotive type «Atlantic» du Great Northern railway.
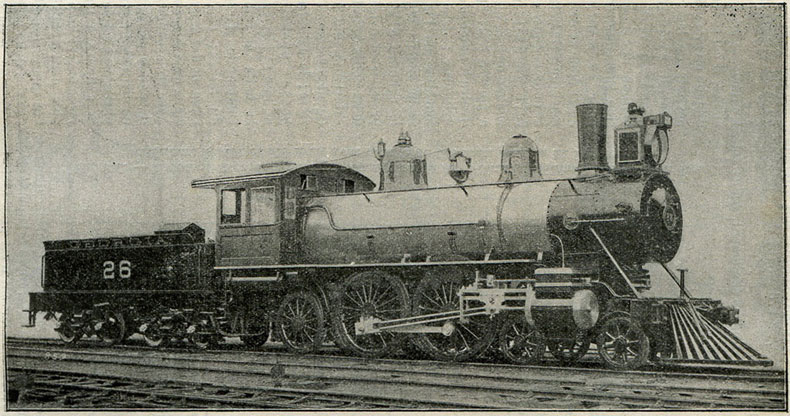
Fig. 251. - Locomotive américaine à deux essieux couplés, avec bogie à l'avant et essieu porteur sous le foyer, construite par les ateliers Baldwin à Philadelphie, vers 1895.
Avec la disposition compound, si l'on n'a que deux cylindres, ils prennent la place des deux cylindres égaux, soit intérieurs, soit extérieurs. Les figures 252, 253, 254 donnent des exemples de cette disposition, rare en France.
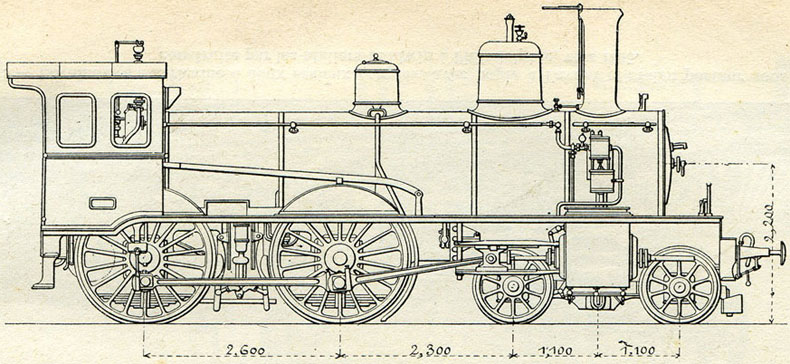
Fig. 252. - Locomotive compound à grande vitesse du Jura-Simplon (Suisse) à deux cylindres extérieurs de 450 et 670 mm, avec course de 650 mm. D’après M. Demoulin.
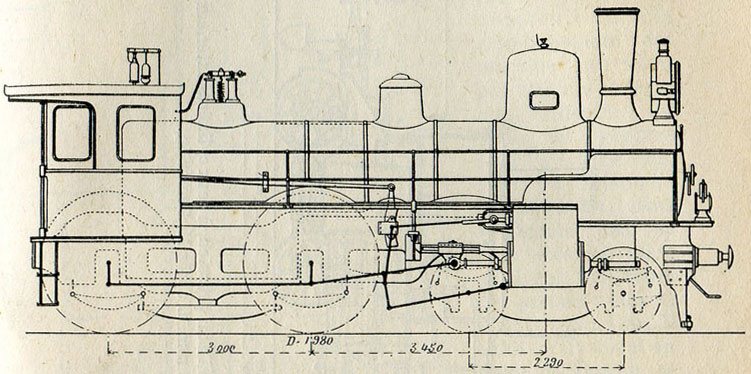
Fig. 253. - Locomotive à grande vitesse de l'État russe, à deux cylindres extérieurs de 460 à 670 mm, avec course de 650 mm. D'après M. Demoulin.
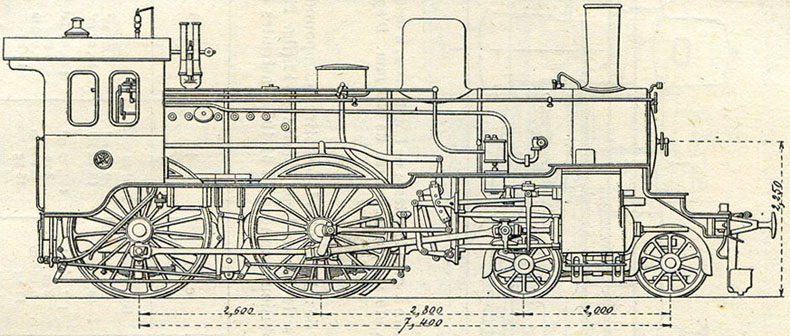
Fig. 254. - Locomotive compound à grande vitesse de l’Etat prussien, à deux cylindres extérieurs de 460 et 680 mm, avec course de 600 mm. D’après M. Demoulin.
Avec deux cylindres seulement, qu'ils soient extérieurs ou intérieurs, il est souvent difficile ou même impossible de loger le grand cylindre, quand on veut lui donner une dimension suffisante. C'est pour ce motif, et aussi pour avoir une machine symétrique et pour réduire l'effort produit par chaque piston, qu'on a porté à trois et à quatre le nombre des cylindres : dans la machine de l'ingénieur anglais Webb, le cylindre à haute pression est divisé en deux petits cylindres extérieurs, qui attaquent l'essieu d'arrière ; le cylindre à basse pression, unique et placé sous la boîte à fumée, commande l'essieu du milieu ; l'accouplement des deux essieux a été supprimé. Avec trois cylindres, il semble préférable de diviser en deux le plus gros, c'est-à-dire le cylindre à basse pression, et non le plus petit. Mais on emploie plus fréquemment quatre cylindres. Les quatre cylindres peuvent former deux groupes attaquant chacun un des deux essieux moteurs ; l'accouplement n'est plus alors indispensable mais on n trouvé avantageux de le conserver : il rend la machine moins sujette à patiner, et permet de mieux équilibrer les pièces des mécanismes.
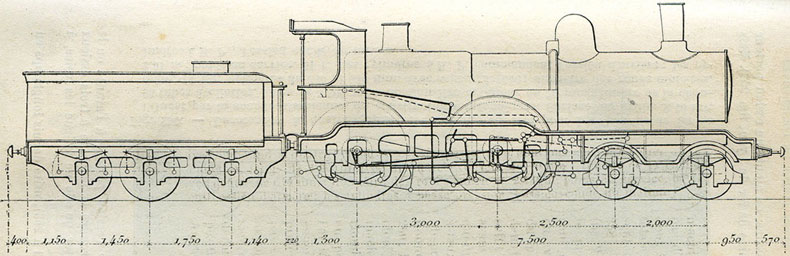
Fig. 255. - Locomotive compound à quatre cylindres, construite en 1896 pour les chemins de fer du Midi. Surface de grille, 2,46 m² ; 111 tubes à ailettes, longs de 3,900 m avec un diamètre extérieur de 70 mm ; timbre de la chaudière, 14 kg ; cylindres de 350 et 550 mm avec course de 640 mm ; diamètre des roues motrices, 2,130 mm ; poids en service, 55 t. Les cylindres à haute pression commandent l’essieu arrière ; les cylindres à basse pression, l’essieu coudé du milieu.
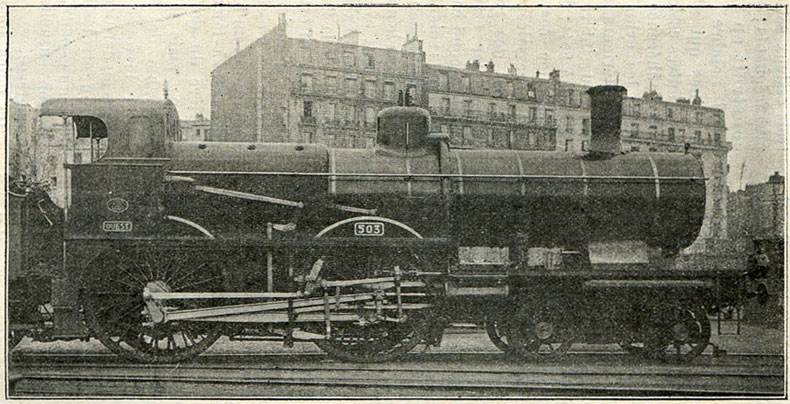
Fig. 256. - Locomotive à quatre cylindres, construite en 1898 pour les chemins de fer de l’Ouest par la société alsacienne de constructions mécaniques. Surface de grille, 2,40 m² ; 96 tubes à ailettes, longs de 3,800 m, avec diamètres extérieurs de 70 mm ; timbre de la chaudière, 14 kg ; cylindres de 340 et 530 mm, avec course de 640 ; diamètre des roues motrices, 2,01 m ; poids en service, 51 t. Les cylindres à H.P. commandent l’essieu d’arrière ; les cylindres à B.P., l’essieu coudé du milieu.
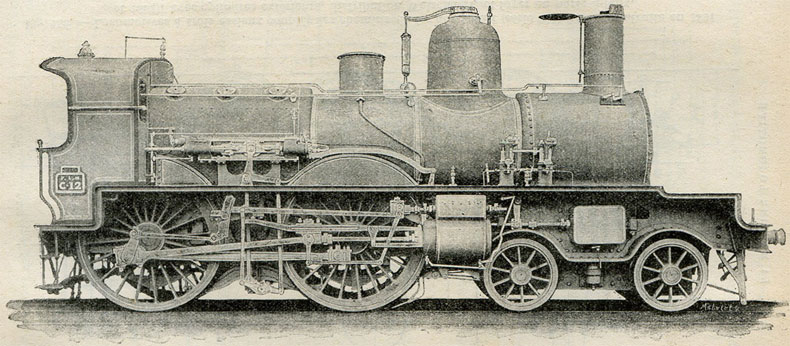
Fig. 257. - Locomotive compound à quatre cylindres et à bogie, série C 11 12, des chemins de fer de Paris à Lyon et à la Méditerranée.
Les locomotives des chemins de fer du Nord, du Midi (fig. 255), de l'Ouest (fig. 256), de Lyon (fig. 257) ont ainsi quatre cylindres commandant deux essieux couplés. Le tableau qui suit donne les principales dimensions des différentes locomotives compound à grande vitesse des chemins de fer de Lyon, séries 11-12 (fig. 257), 21-60, en service depuis plusieurs années, et 61-100 construites en 1898.
| DÉSIGNATION | C. 11 | C. 12 | C. 21-60 | C. 61-100 |
| Foyer en acier | Foyer en cuivre | |||
| Surface de grille | 2,43 m² | 2,38 m² | 2,38 m² | 2,48 m² |
| Surface de chauffe du foyer | 10,10 m² | 10,02 m² | 10,02 m² | 11,98 m² |
| Surface des tubes à ailettes, à l’intérieur | 137,99 m² | 137,99 m² | 138,05 m² | 177,60 m² |
| Longueur des tubes | 3 m | 3 m | 3 m | 3,400 m |
| Diamètre intérieur des tubes | 0,060 m | 0,060 m | 0,060 m | 0,060 m |
| Timbre de la chaudière | 15 kg | 15 kg | 15 kg | 15 kg |
| Diamètre des cylindres à haute pression | extérieurs 0,340 m | extérieurs 0,340 m | extérieurs 0,340 m | extérieurs 0,340 m |
| Diamètre des cylindres à basse pression | intérieurs 0,540 m | intérieurs 0,540 m | intérieurs 0,540 m | intérieurs 0,540 m |
| Course des pistons | 0,620 m | 0,620 m | 0,620 m | 0,620 m |
| Diamètre des roues motrices | 2 m | 2 m | 2 m | 2 m |
| Poids de la machine à vide | 44 660 kg | 45 490 kg | 47 480 kg | 51 500 kg |
| Poids de la machine en service | 47 910 kg | 48 740 kg | 50 600 kg | 55 450 kg |
La disposition de la figure 251, qui consiste à ajouter un essieu porteur derrière les deux essieux couplés, est applicable aux locomotives compound à quatre cylindres, et il est probable qu'elle deviendra d'un usage fréquent : elle permet l'emploi d'une forte chaudière, avec une très grande grille ; des machines de ce genre sont en construction pour le chemin de fer du Nord.
Les cylindres superposés, et en tandem, sont également employés pour des locomotives a deux essieux couplés.
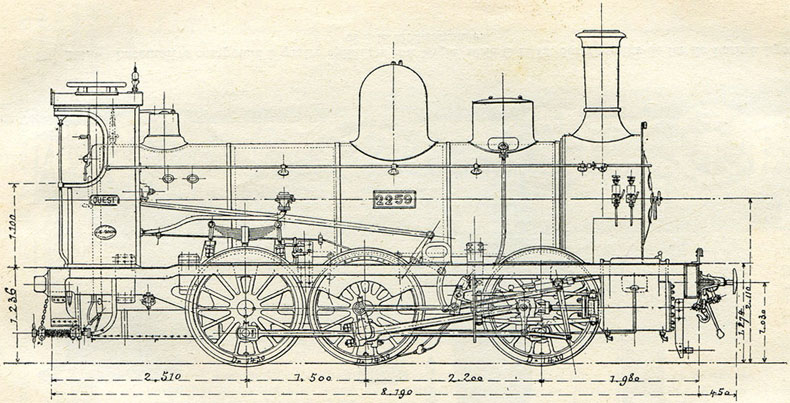
Fig. 258. - Locomotives à trois essieux couplés des chemins de fer de l'Ouest (série 2245-2259, construite en 1891 et 1892), avec cylindres extérieurs, distribution Walschaerts, et foyer en porte-à-faux.
L'accouplement de trois essieux est des plus fréquents ; on a construit en très grand nombre des machines qui n'ont pas d'autres essieux, dont l'adhérence est totale ; les cylindres sont extérieurs (fig. 258) ou intérieurs (fig. 259 à 261) ; dans le premier cas, ils sont nécessairement en avant des roues du premier essieu ; dans le second cas, il suffit qu'ils soient en avant de l'essieu, ce qui diminue le porte-à-faux, sauf avec la disposition exceptionnelle de la figure 260 ; l'axe en est incliné . D'anciennes machines à 3 essieux couplés ont un foyer en porte-à-faux, à l'arrière du dernier essieu ; mais il est préférable de faire passer le foyer au-dessus du dernier essieu, ou entre les deux derniers essieux, disposition usuelle en Angleterre.
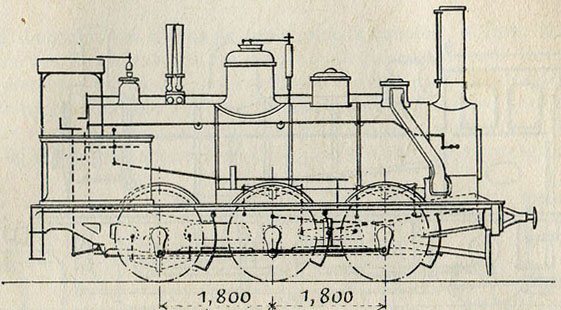
Fig. 259. - Locomotives à 3 essieux couplés du chemin de fer du Nord (séries 3606-3620, 3173-3787), avec foyer au-dessus de l'essieu d'arrière. D'après M. Demoulin.
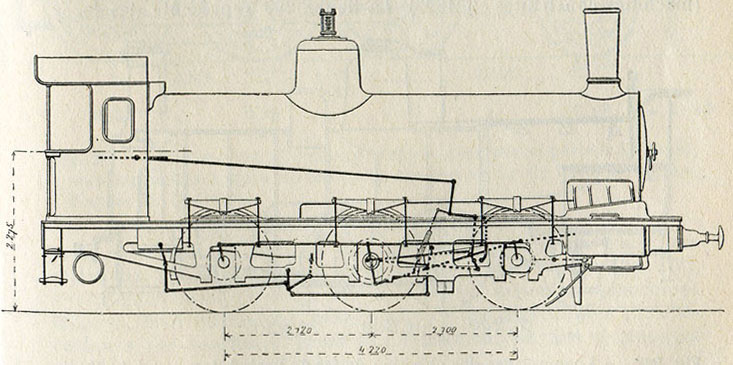
Fig. 260. - Locomotives des chemins de fer de l'Est (série 3001-3015), avec foyer au-dessus d a foyer, et cylindres intérieurs assemblés contre des longerons extérieurs ; par suite, les cylindres sont en avant des roues. D'après M. Demoulin.
De telles locomotives peuvent être compound (fig. 261).
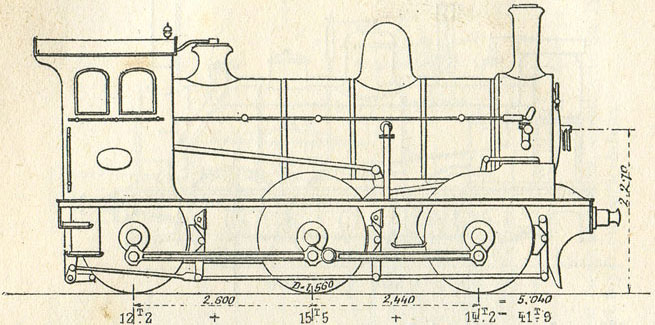
Fig. 261. - Locomotive compound à deux cylindres intérieurs et à 3 essieux couplés, construite en 1880 pour le North Eastern railway. D'après M. J. Morandière.
Quand la machine est trop lourde pour être portée par trois essieux, et quand l'adhérence totale n'est pas nécessaire, on ajoute un essieu porteur (machines nos 3001-3140 des chemins de fer de Lyon, fig. 262). Mais on préfère généralement placer l'essieu porteur à l'avant, ou le remplacer par un bogie, pour rendre la machine à trois essieux couplés plus stable, et pour éviter qu'elle ne fatigue les voies, à grande vitesse.
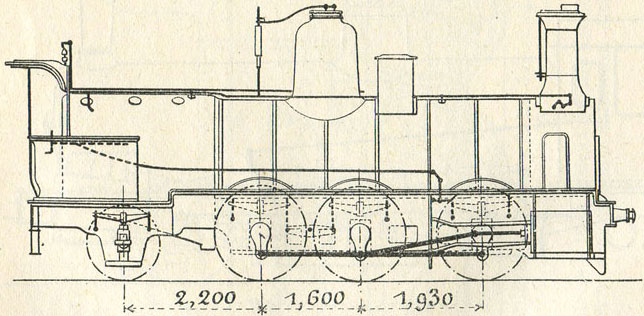
Fig. 262. - Locomotives des chemins de fer de Paris à Lyon et à la Méditerranée, à 3 essieux couplés et à essieu porteur sous le foyer (série 3001-3140). D'après M. Demoulin.
Ce type de locomotive (fig. 263 à 265), usité depuis longtemps en Amérique, se répand beaucoup en Europe. Il convient également à la traction des trains de marchandises et des trains de voyageurs. En augmentant le diamètre des roues motrices, on permet de grandes vitesses, et on obtient ainsi des machines qui peuvent remorquer des trains express très lourds.
Fig. 263. - Locomotive à 3 essieux couplés, avec essieu porteur à l'avant, muni de boîtes à plans inclinés, du chemin de fer de Paris à Orléans, D'après M. Demoulin.
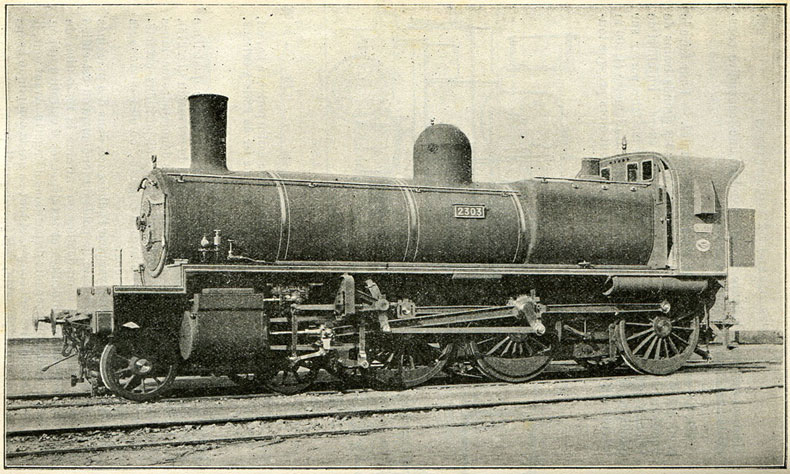
Fig. 264. - Locomotive à trois essieux couplés et à bogie des chemins de fer de l’Ouest.
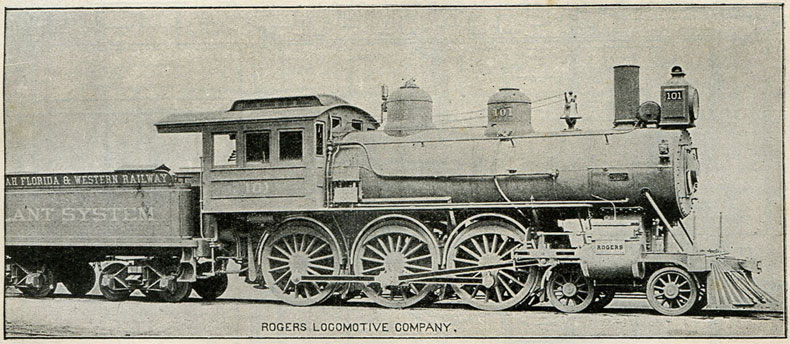
Fig. 265. - Locomotive à 3 essieux couplés, construite en 1895 par la Rogers locomotive Co. Cylindres de 508 mm sur 610 mm ; diamètre des roues motrices, 1,830 m ; poids en service, 68 000 kg ; poids adhérent, 50 000 kg.
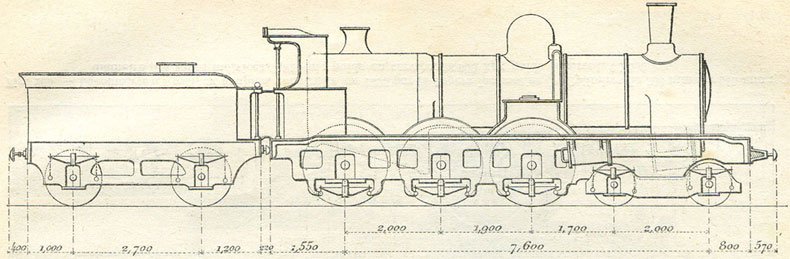
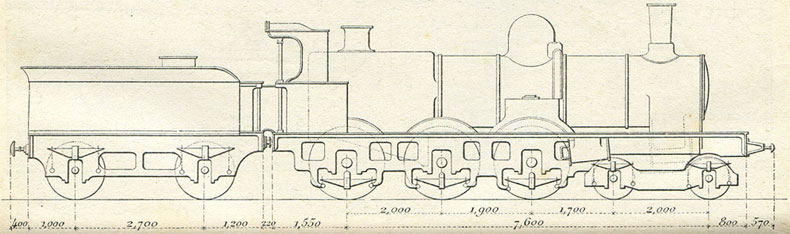
Fig. 266 et 267.- Locomotives compound des chemins de fer du Midi, à roues de l,750 et 1,600 m (voir tableau p. 216 et 217.)
On a récemment construit des locomotives compound de ce genre, avec quatre cylindres. Telles sont les locomotives des chemins de fer du Midi (fig. 266 et 267), avec deux diamètres différents de roues couplées, des chemins de fer du Nord, de l'Est (fig. 268), de l'Ouest (machines construites en 1899). La figure 269 représente des locomotives analogues en service sur le chemin de fer du Gothard, mais avec les cylindres à basse pression placés à l'extérieur, tandis que les cylindres à basse pression des locomotives des chemins de fer français sont intérieurs. Les cylindres superposés, du système Vauclain, se voient sur la figure 270, représentant une locomotive construite aux Etats-Unis pour la Russie.
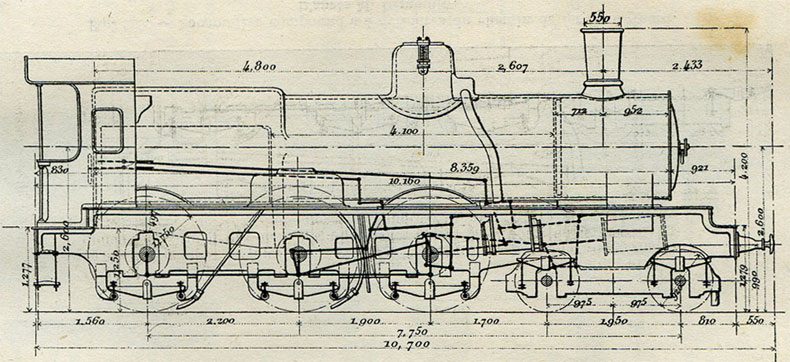
Fig. 268. - Locomotives compound à 4 cylindres, nos 3401 à 3415 des chemins de fer de l’Etat (voir les dimensions principales au tableau des pages 216 et 217) ; poids en service, 63 900 kg ; poids adhérent, 46 500 kg ; nombre de tubes, à ailettes, 130 ; diamètre, extérieur des tubes, 70 mm ; longueur des tubes entre plaques, 4,100 m.
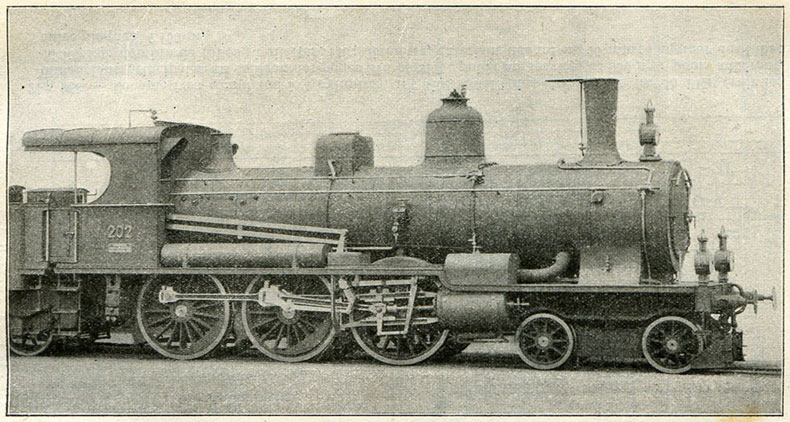
Fig. 269. - Locomotive compound à 4 cylindres du chemin de fer du Gothard. D’après M. Demoulin
Voir tableau des pages 216 et 217 ; poids total en service, 65 t ; poids total adhérent, 45 t.
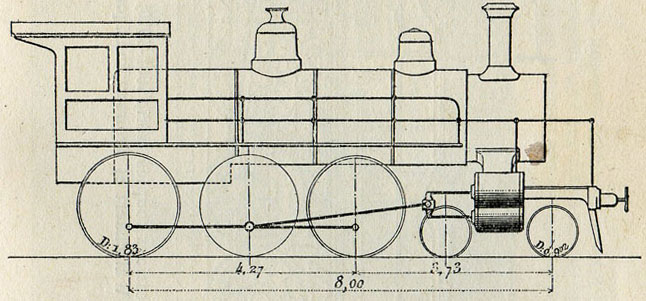
Fig. 270. - Locomotive du système Vauclain, pour les chemins de fer russes.
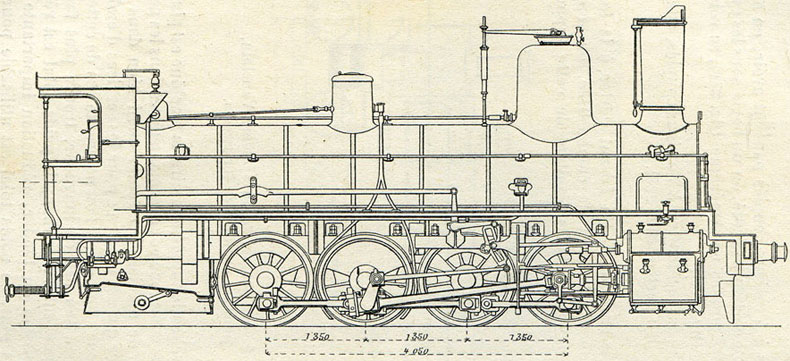
Fig. 271. - Locomotives à 4 essieux couplés (série 4001-4040) des chemins de fer de l’Etat français, avec distribution Walschaerts et tiroirs cylindriques. D’après M. Demoulin.
Pour faire le service des fortes rampes, ou pour remorquer les grands trains de marchandises en plaine, les machines doivent exercer un effort de traction considérable : on est conduit alors à les faire porter sur quatre essieux, avec roues généralement de petit diamètre (1,200 m à 1,400 m), toutes accouplées. Les cylindres sont alors presque toujours extérieurs. Le foyer est en porte-à-faux derrière le quatrième essieu (fig. 271 et 272), ou bien placé au-dessus de cet essieu (fig. 275). Les locomotives de l'Est (fig. 272) sont parfois dénommées machines Engerth, bien qu'elles ne présentent pas les dispositions caractéristiques des machines primitives d'Engerth, où des engrenages reliaient deux groupes d'essieux.
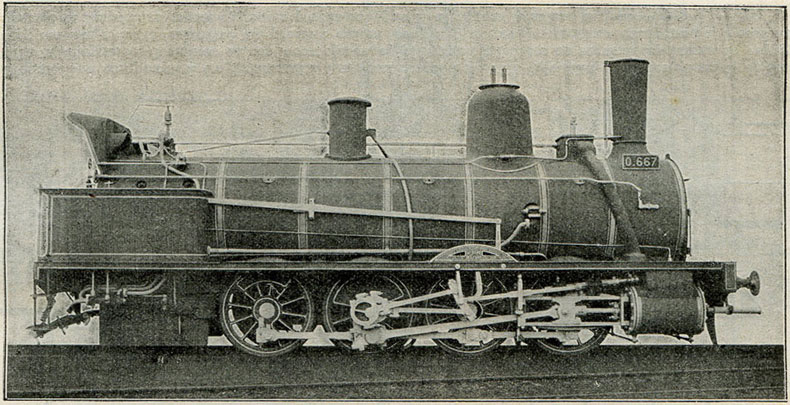
Fig. 272. - Locomotive à quatre essieux couplés des chemins de fer de l’Est. D’après M. Demoulin.
L'idée est logique d'employer pour l'adhérence, dans des machines où elle est souvent insuffisante, le poids du tender, qu'on est obligé de remorquer ; mais la complication qu'entraîne la réalisation de cette idée logique, les difficultés et les dépenses d'entretien qui en résultent, ont fait renoncer aux dispositions d'Engerth. Avant tout, il faut que la locomotive soit simple, et tout ce qui la complique beaucoup, sans être indispensable, finit par disparaître.
On peut en dire autant des locomotives à tender moteur, quelquefois essayées : le tender portait deux cylindres avec mécanisme complet, cylindres alimentés par la chaudière de la locomotive, qui risquait fort d'être insuffisante.
Fig. 273. - Locomotives compound à 4 cylindres et à 4 essieux couplés, nos 3211-3260, 3301-3362, des chemins de fer de Paris à Lyon et à la Méditerranée. Certaines de ces locomotives, spécialement affectées au service des trains de voyageurs, ont été modifiées ; un bogie a été substitué au premier essieu couplé. D'autres locomotives compound à 4 essieux couplés du même chemin de fer ont les quatre cylindres placés en ligne et attaquant le même essieu.
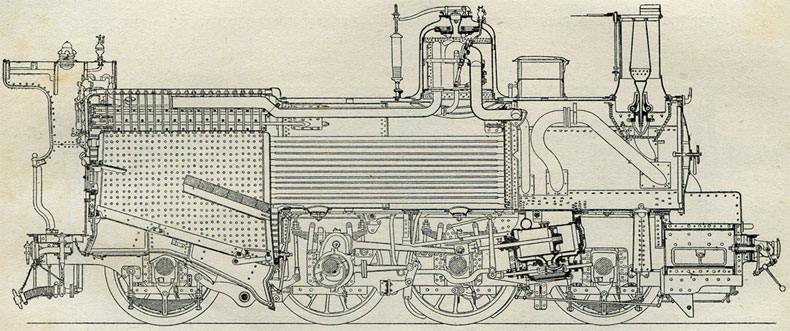
Fig. 274. - Locomotives compound nos 3211-3260, 3301-3362 des chemins de fer de Paris à Lyon et à la Méditerranée ; coupe longitudinale.
Le système compound s'applique également aux locomotives à 4 essieux couplés : c'est ainsi que les locomotives nos 3211-3260, 3301-3362 des chemins de fer de Lyon ont 4 cylindres, les cylindres à haute pression étant intérieurs (fig. 273 et 274) ; le diamètre des roues est de 1,500 m, de sorte que ces locomotives peuvent remorquer des trains lourds de marchandises avec une vitesse assez grande.
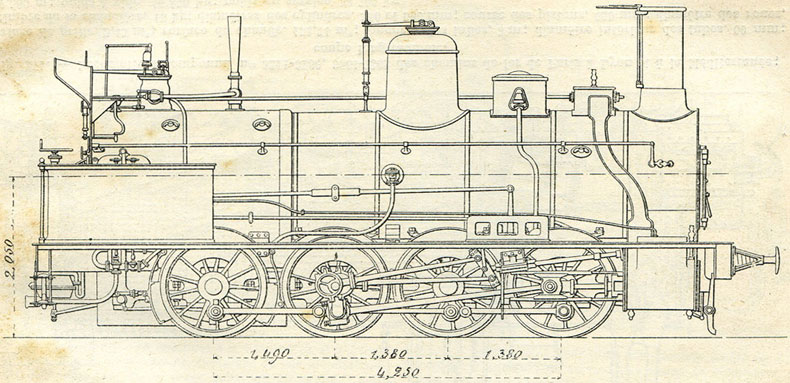
Fig. 275. - Locomotive à quatre essieux couplés du chemin de fer du Nord. D'après M. Demoulin.
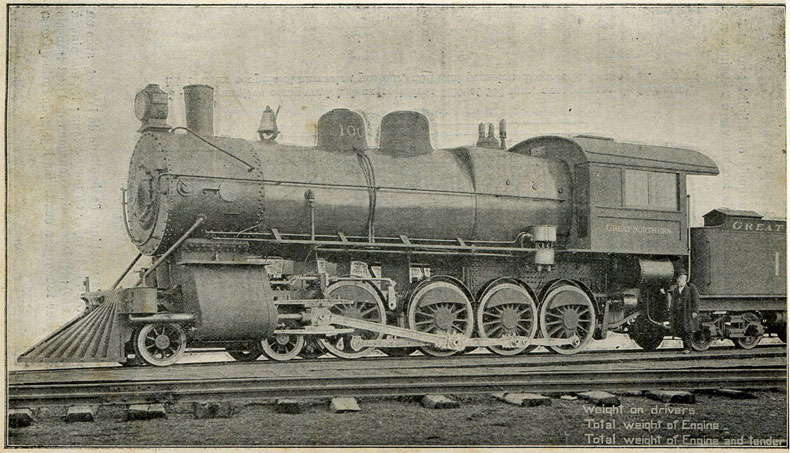
Fig. 276. - Locomotive américaine, à 4 essieux couplés et bogie, des ateliers Brooks ; poids en service, 96 t ; poids adhérent, 78 t.
Les locomotives à 4 essieux couplés peuvent avoir, en avant des cylindres, un essieu porteur articulé, ou un bogie sous les cylindres ; ces dispositions, fréquentes en Amérique (fig. 276), se voient quelquefois en Europe (fig. 277).
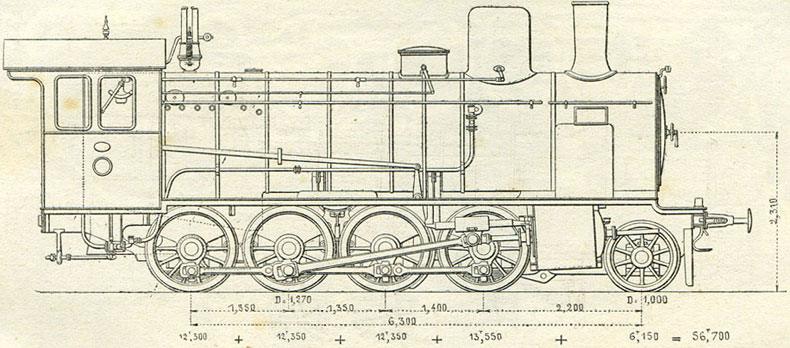
Fig. 277. - Locomotive compound à deux cylindres (400 et 710 mm, avec course de 560 mm), à 4 essieux couplés et un essieu porteur, de l’Etat prussien. D’après M. Demoulin.
On emploie même des locomotives à 5 essieux couplés, auxquels on peut ajouter un essieu porteur (fig. 278).
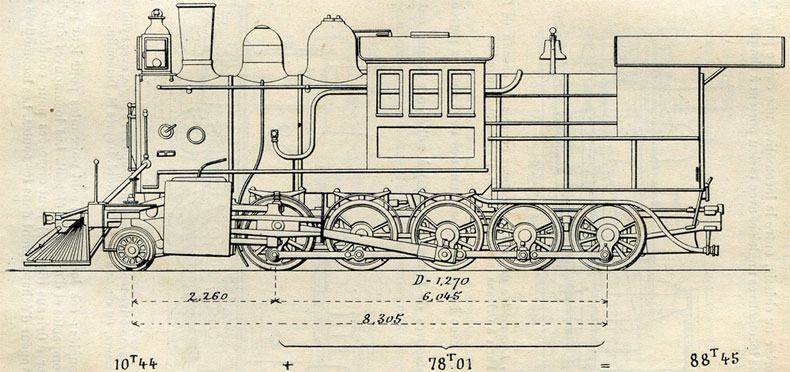
Fig. 278.- Locomotive américaine compound à cylindres superposés (système Vauclain), avec 3 essieux couplés et un essieu porteur, de l’Erie railroad ; large foyer Wootten (surface de grille, 8,31 m²) ; poids total en ordre de marche 88,5 t. D'après M. Demoulin.
En faisant porter à la locomotive ses approvisionnements d'eau et de combustible, on supprime le tender, et d'importants avantages résultent de cette suppression : débarrassée de ce véhicule supplémentaire, la machine est plus courte, plus compacte, plus commode pour les manœuvres dans les gares ; elle peut être disposée de manière à circuler aussi bien dans un sens que dans l'autre, ce qui est précieux pour les services d'embranchements et de banlieue ; ou bien, si l'on ne profite pas de cette facilité, la machine, grâce à son peu de longueur, trouve plus facilement des plaques qui peuvent la tourner ; le poids total est réduit par suite de la suppression du tender, réduction importante sur les fortes rampes ; de plus, ce poids total est utilisable pour l'adhérence.
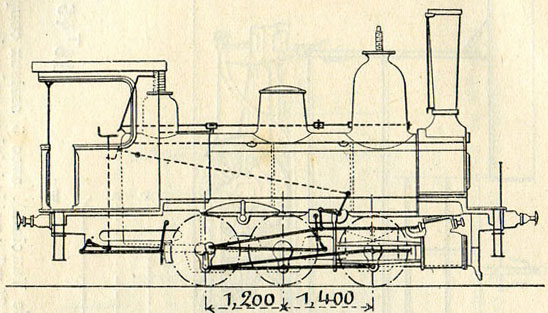
Fig. 279. - Locomotive de gare à 3 essieux couplés du chemin de fer de Paris à Orléans (série 1031-1074). D'après M. Demoulin.
La difficulté de faire porter par les machines-tenders des quantités suffisantes d'eau et de combustible empêche souvent de les employer, malgré ces avantages. En outre, les soutes latérales, pour peu qu'elles soient un peu grandes, rendent peu commode l'accès du mécanisme s'il est intérieur. La machine de gare, qui peut facilement renouveler ses approvisionnements, est généralement sans tender. Elle a de petites roues, car on lui demande un grand effort de traction, sans vitesse. Comme on en manœuvre incessamment le régulateur et le changement de marche, il convient que ces manœuvres soient faciles et rapides : c'est pourquoi le levier de changement de marche paraît préférable à la vis pour ces machines. Le frein doit aussi s'appliquer facilement : le plus simple est de faire serrer les sabots au moyen d'un cylindre, où l'on envoie la vapeur en ouvrant un robinet. Ces machines ont 2, 3 ou 4 essieux couplés, le plus souvent trois (fig. 279).
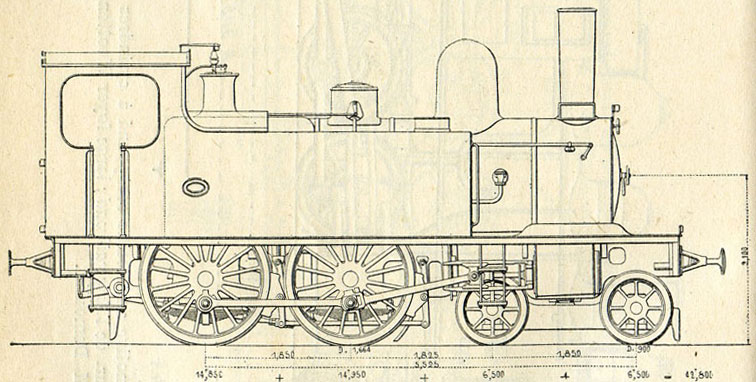
Fig. 280. - Locomotive-tender à 2 essieux couplés et à bogie, avec cylindres extérieurs, du chemin de fer du Nord. D'après M. Demoulin.
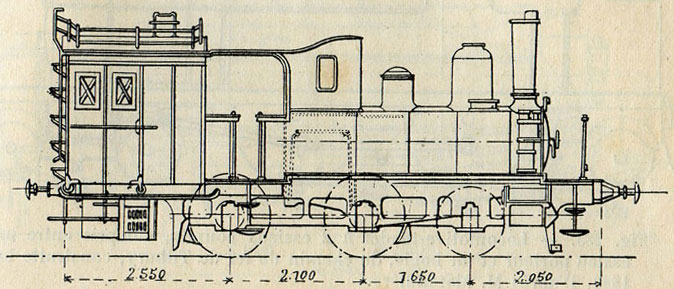
Fig. 281. - Locomotive-tender avec fourgon, à 3 essieux, dont 2 couplés, de l'Etat français. D'après M. Demoulin.
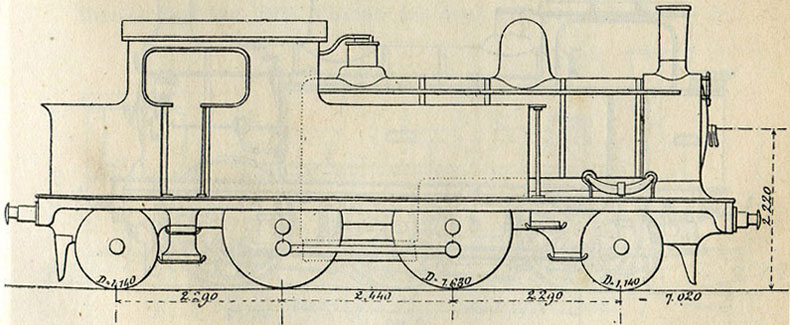
Fig. 282. Locomotive-tender à 2 essieux couplés, du Great Eastern railway, avec essieu porteur à chaque extrémité. D'après M. Morandière.
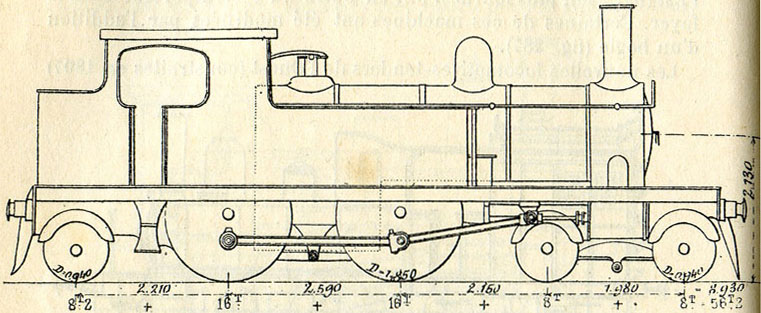
Fig. 283. - Locomotive-tender à 2 essieux couplés, compris entre un essieu porteur et un bogie, du chemin de fer de Tilbury, construite en 1880. D'après M. Morandière.
Les machines-tenders destinées à la remorque des trains ont également 2, 3 ou 4 essieux couplés, auxquels on adjoint souvent des essieux porteurs. Comme exemple de locomotives à 2 essieux couplés, on peut citer : les machines de banlieue de l'Ouest, avec un essieu porteur à l'avant, et le foyer en porte-à-faux ; les machines à bogie du Nord (fig. 280) ; les locomotives-fourgons de l'État français (fig. 281), faites pour remorquer des trains légers, de sorte qu'on a pu faire porter au châssis, outre la locomotive, une caisse pour les bagages ; les locomotives anglaises avec essieu porteur à chaque bout (fig. 282), ou avec bogie remplaçant un des deux essieux porteurs (fig. 283). Les locomotives de l'Ouest (fig. 284) à adhérence totale, ont 3 essieux couplés : ces locomotives sont puissantes pour leur poids modéré, compactes et d'un aspect élégant. Les locomotives du chemin de fer d'Orléans (fig. 285) sont disposées pour condenser au besoin la vapeur d'échappement dans les soutes. Les locomotives de l'Est (fig. 286), plus lourdes, ont en outre un essieu porteur sous le foyer. Certaines de ces machines ont été modifiées par l'addition d'un bogie (fig. 287). Les nouvelles locomotives-tenders de l'Ouest (construites en 1897) ont 3 essieux couplés et un bogie (fig. 288) ; les cylindres et les mécanismes sont extérieurs ; les soutes ont une grande capacité. Une de ces locomotives, essayée sur les chemins de fer de l'Est, a atteint la vitesse de 118 km à l'heure, qui est grande pour une machine à. roues de 1,540 m.
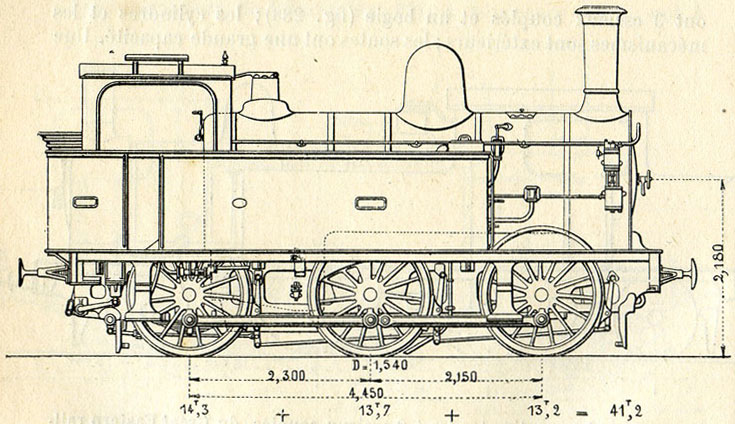
Fig. 284. - Locomotive-tender à 3 essieux couplés (série 3 531-3 572) des chemins de fer de l'Ouest ; cylindres intérieurs ; capacité de la soute à eau, 4 m³ ; d'autres séries ne diffèrent de ces locomotives que par des détails secondaires. D'après M. Demoulin.
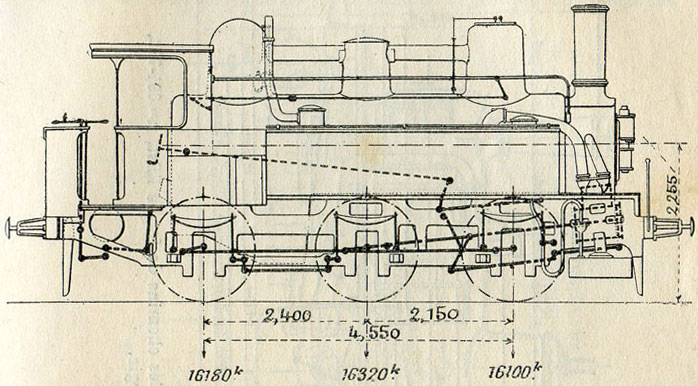
Fig. 285. - Locomotive-tender à 3 essieux couplés, avec cylindres intérieurs et longerons extérieurs, du chemin de fer d'Orléans (série 2 108-2 200) ; la vapeur d'échappement peut être condensée dans les soutes. D'après M. Demoulin.
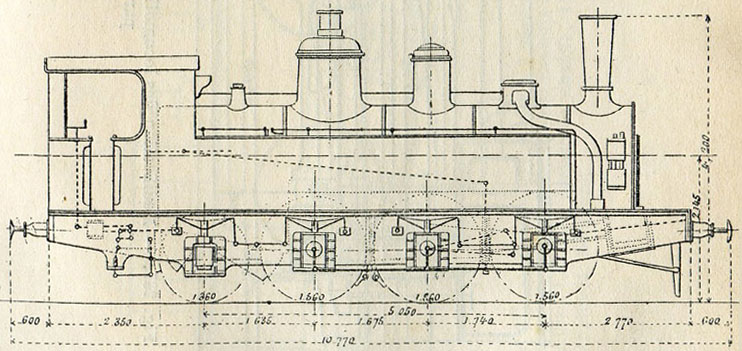
Fig. 286. - Locomotive-tender à 3 essieux couplés, avec essieu porteur à l'arrière, des chemins de fer de l'Est ; cylindres intérieurs sur longerons extérieurs.
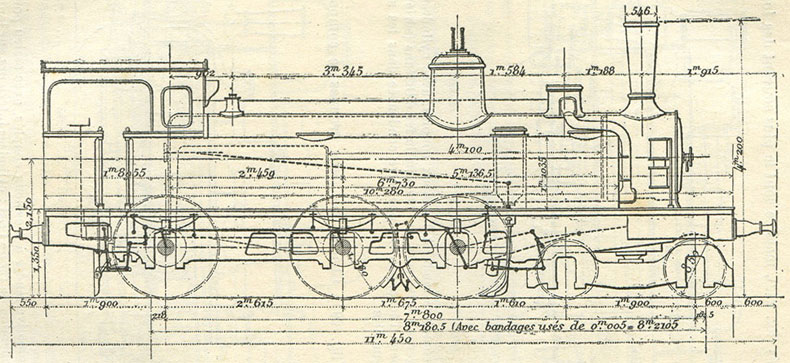
Fig. 287. - Modification des locomotives de banlieue des chemins de fer de l’Est, nos 684-742, par addition d’un bogie.
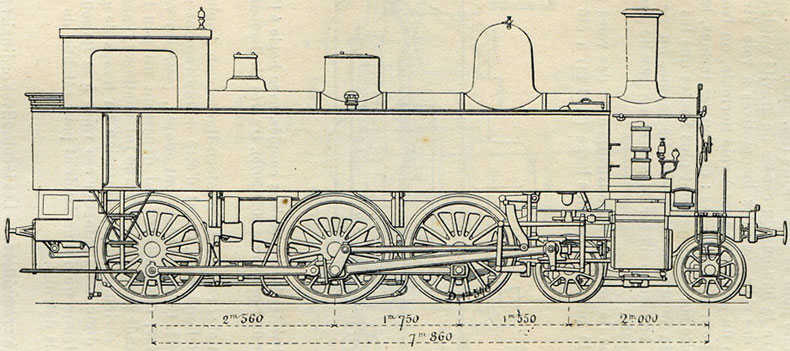
Fig. 288. Locomotive tender à 3 essieux couplés et bogie à l’avant, avec cylindres extérieurs, des chemins de fer de l’Ouest ; capacité des soutes : eau, 7 m³ ; combustible, 2 500 kg ; surface de grille, 1,80 m² ; surface de chauffe, 131,6 m² ; timbre, 12 kg ; cylindres de 460 sur 600 mm. D’après M. Demoulin.
Quelquefois le bogie est placé à l'arrière (fig. 289), ou les trois essieux couplés sont encadrés entre deux essieux porteurs (fig. 290.)
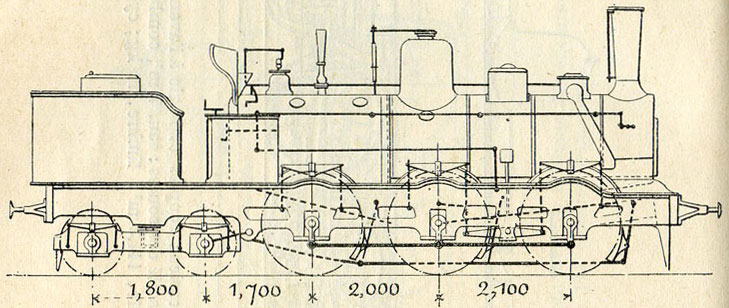
Fig. 289. - Locomotive-tender à 3 essieux couplés, avec bogie à l'arrière, du chemin de fer du Nord (série 3021-3075). D'après M. Demoulin.
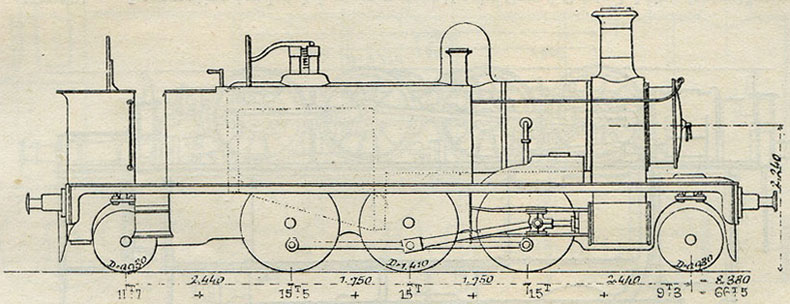
Fig. 290. - Locomotive tender à 3 essieux couplés, compris entre 2 essieux porteurs, pour le chemin de fer qui passe sous la Mersey à Liverpool. D’après M. J. Morandière.
La figure 291 représente une locomotive-tender à adhérence totale, avec quatre essieux couplés.
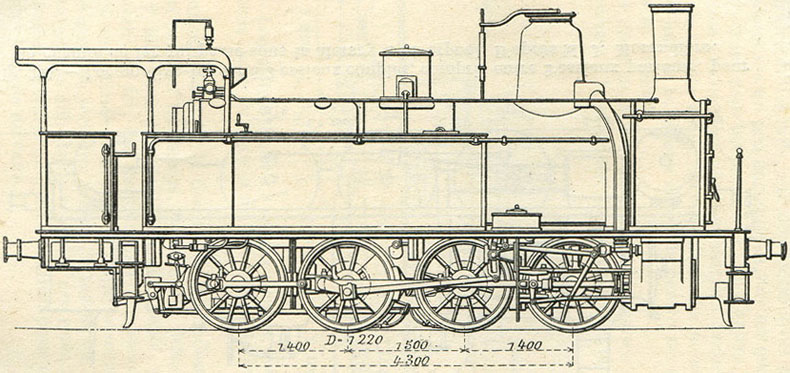
Fig. 291. - Locomotive tender à 4 essieux couplés du Grand Central belge (actuellement incorporé dans le réseau des chemins de fer de l’Etat). D’après M. Demoulin.
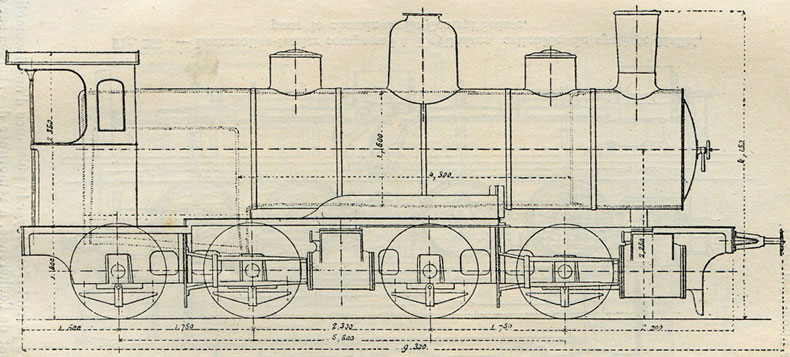
Fig. 292. - Locomotive Mallet, compound articulée à quatre cylindres, pour chemins de fer Badois et Prussiens : cylindres de 390 et 600 mm sur 600 mm ; diamètre des roues, 1,260 m ; surface de grille, 1,95 m² ; poids à vide, 49 t ; poids en service, 53 t. Cette locomotive est disposée pour circuler dans les courbes de 100 m de rayon.
Le système compound à quatre cylindres se prête à la commande de deux groupes d'essieux articulés. Les locomotives de ce genre, du système Mallet, ont quelquefois des tenders séparés (fig. 292), mais ce sont le plus souvent des locomotives-tenders (fig. 293). Chacun des deux groupes se compose de deux essieux ; ce nombre a été porté à trois sur une puissante locomotive construite pour le chemin de fer du Gothard (fig. 294).
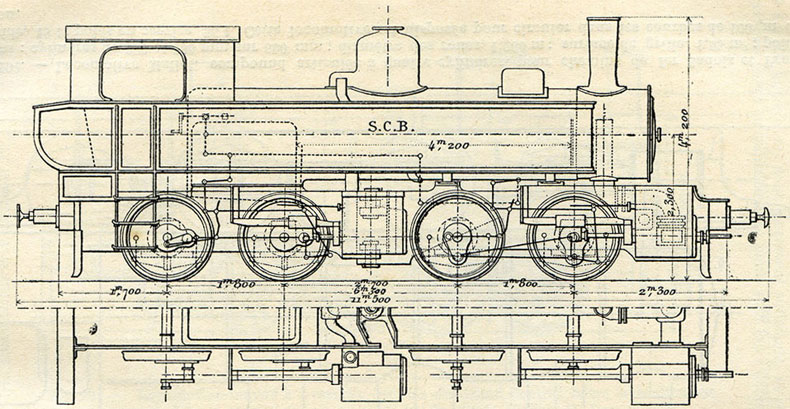
Fig. 293. - Locomotive tender compound à 4 cylindres, articulée, du système Mallet, pour le chemin de fer Central Suisse.
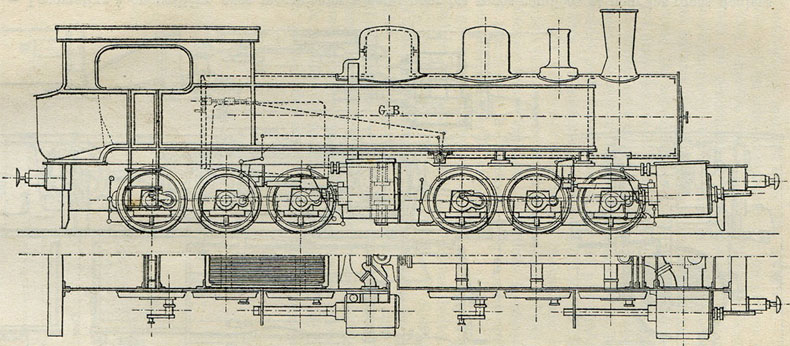
Fig. 294. - Locomotive compound Mallet pour voie de 1,45 m, du chemin de fer du Gothard ; poids à vide, 65 t. ; maximum en charge, 85 t. ; par essieu, 14 t. ; surface de grille, 2,20 m² ; diamètre des roues, 1,23 m ; effort de traction, 9 000 kg ; rayon minimum des courbes, 120 m.
La voie qu'on appelle normale a une largeur de 1,435 m à 1,450 m, comptée entre les bords intérieurs des rails. Mais on construit beaucoup de chemins de fer à voie plus étroite ; souvent la largeur est d'un mètre, mais elle descend à 60 cm, comme dans le chemin de fer Decauville à l'exposition universelle de 1889. Les locomotives pour voie étroite ne diffèrent pas essentiellement de celles qui circulent sur les voies normales ; mais presque toujours les cylindres en sont extérieurs, à cause du peu de largeur disponible entre les longerons. Ce sont aussi généralement des machines-tenders, qui se prêtent bien à l'exploitation de ces lignes, où l'on ne fait guère de grands parcours sans arrêt. Le système articulé Mallet a été souvent appliqué pour la voie étroite (fig. 232).
Quand on compare la hauteur du centre de gravité au-dessus du rail à l'écartement des rails, sur des locomotives à voie étroite et sur des locomotives un peu anciennes à voie normale, on trouve un rapport plus grand pour les premières : en d'autres termes, les locomotives à voie étroite sont relativement plus hautes que les autres, sans qu'il en résulte aucun inconvénient. De même, on ne craint pas aujourd'hui de beaucoup élever le centre de gravité des locomotives à voie normale.
Plusieurs chemins de fer ont été construits avec des voies de largeur supérieure à la normale. La plus large (2,13 m) a été établie par l'ingénieur Brunel sur le Great Western Railway en Angleterre : elle a servi pendant longtemps, avant d'être définitivement supprimée, le 1er mai 1892. Certains États ont adopté, pour les voies de leurs chemins de fer, des largeurs qui dépassent un peu la normale ; c'est une grande gêne pour le trafic international, sans constituer une garantie sérieuse contre l'invasion en temps de guerre, car il ne serait pas difficile de ramener ces voies à la largeur normale, en moins de temps qu'il n'en faudrait pour rétablir de grands ponts ou des tunnels détruits.
Les locomotives ordinaires, fonctionnant par simple adhérence de leurs roues sur les rails, peuvent remonter des rampes très raides. De grandes lignes ont des inclinaisons de 30, 35, 40 mm par mètre ; certains chemins de fer atteignent même 60, 70, 80 mm par mètre (par exemple celui qui conduit de Zurich à l'Uetliberg). Il est facile de comprendre qu'une locomotive peut gravir ces rampes si fortes. L'effort nécessaire pour élever sur une rampe de 60 mm une locomotive seule, à adhérence totale, se calcule d'après la règle indiquée au chapitre premier : pour surmonter la pesanteur, il faut un effort de 60 kg par chaque tonne du poids ; les autres résistantes consomment en plus quelques kilogrammes, soit en tout 65 kg par tonne. Si la machine pèse 40 t, il faudra un effort de traction total de 65 x 40 ou 2 600 kg : une machine de ce poids, à petites roues, peut généralement produire un effort bien plus considérable. Quant à l'adhérence, si le rail est sec, elle est du sixième ou du septième du poids, c'est-à-dire de 6 600 à 5 700 kg ; elle est donc largement suffisante, et peut s'abaisser presque jusqu'au quinzième du poids sans faire défaut.
Mais la locomotive est destinée à remorquer un train : il faudra beaucoup réduire le poids de ce train, et c'est le grave inconvénient de la traction en forte rampe par les locomotives ordinaires. Dans l'exemple choisi, si le train pèse également 40 t, la résistance totale sera doublée et atteindra 5 200 kg : ce sera à peu près le plus grand effort que pourra produire la machine, et il faudra une bonne adhérence pour utiliser cet effort.
La crémaillère permet d'employer la puissance d'une locomotive, indépendamment de l'adhérence, à remorquer des charges sur des rampes fort raides, mais avec une faible vitesse ; car la crémaillère n'augmente pas la puissance de la machine.
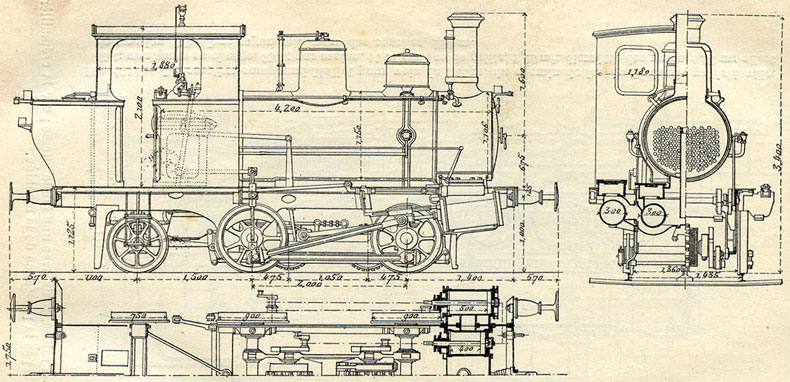
Fig. 295. - Locomotive à crémaillère, avec mécanismes séparés pour les roues couplées et pour les roues dentées engrenant sur la crémaillère.
La crémaillère est installée dans l'axe de la voie : une roue dentée, montée sur un arbre commandé par les pistons de la locomotive (fig. 295), engrène sur cette crémaillère. Le diamètre de cette roue dentée est généralement plus petit que celui des roues qui portent la locomotive ; on peut aussi la commander par l'intermédiaire d'un harnais d'engrenages, qui augmentent la force en réduisant la vitesse. On accouple souvent deux roues dentées.
On gravit ainsi des inclinaisons de 200, 300, 400 mm par m. Parfois la ligne entière est à crémaillère ; d'autres fois, elle a des parties peu inclinées avec voie ordinaire seule. Dans ce cas, les locomotives sont disposées pour fonctionner à volonté par adhérence ou avec la crémaillère : un mécanisme ordinaire fait tourner les roues pour la marche par adhérence ; un second mécanisme commande les roues dentées pour la marche sur la crémaillère. Telle est la locomotive représentée figure 295. Sur les sections à crémaillère, on peut mettre en marche les deux mécanismes, de sorte qu'on profite de l'adhérence pour soulager la crémaillère.
On a aussi construit des locomotives où un seul mécanisme, à deux cylindres, fait tourner à la fois la roue dentée et les roues ordinaires ; cette disposition a un défaut : le diamètre des roues ordinaires diminue par l'usure, tandis que celui de la roue dentée est invariable : cette diminution du diamètre produit forcément un glissement sur les rails.
A la descente, plusieurs systèmes de freins modèrent la vitesse : c'est d'abord la compression de l'air dans les cylindres qui commandent la roue dentée, puis des sabots, agissant par frottement sur des arbres portant des roues dentées, qui engrènent avec la crémaillère.
Le tender est un véhicule souvent assez fatigué, par les fortes charges qu'il porte et par l'action fréquente et énergique des freins, au moins avec les locomotives à marchandises. Il est nécessaire de monter avec soin les roues sous les tenders et d'en bien régler la suspension : les essieux doivent être parallèles, et les roues d'un même essieu exactement tournées au même diamètre ; la charge doit être régulièrement répartie entre les diverses roues. Ces détails sont parfois négligés, l'attention se portant surtout sur l'entretien de la locomotive : il en résulte que certains tenders roulent mal et fatiguent la voie.
On doit éviter aussi les chargements excessifs de combustible sur les tenders : il ne faut pas dépasser les poids indiqués par les états du matériel pour chaque type.
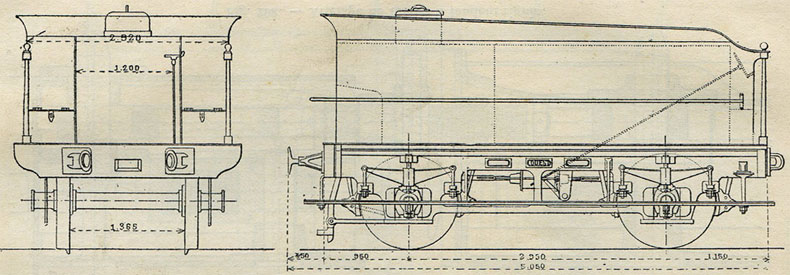
Fig. 296. - Tender à deux essieux des chemins de fer de l’Ouest ; capacité, 10,5 m³ et 3 t de houille.
En Europe, les tenders ont habituellement deux ou trois essieux (fig. 296 et 255) ; en Amérique, ils sont portés par deux bogies à deux essieux (fig. 244, 251) ; on a récemment construit en France des tenders à bogies. La capacité ordinaire des tenders est de 8 à 12 m³ d'eau et d'environ 3 t de houille. Les grands tenders, nécessaires pour les longs parcours des machines puissantes, tiennent 15, 18 et même 20 m³ d'eau avec 4 ou 5 t de houille. On ne renouvelle guère l'approvisionnement de combustible que dans les dépôts : c'est pourquoi il est proportionnellement plus fort que la provision d'eau.
En marche, il est imprudent de se tenir debout sur les soutes pour faire descendre le combustible, parce qu'on risque de sortir du gabarit et d'être atteint par un pont.
L'attelage de la locomotive à son tender doit satisfaire à deux conditions opposées : il faut que les deux véhicules soient étroitement attachés l'un à l'autre, afin de réduire les mouvements de lacet, de galop et autres perturbations de la locomotive, mais cette attache ne doit pas trop gêner le déplacement relatif de ces deux véhicules lors du passage dans les courbes. Une extrême solidité est indispensable, car la rupture de cet attelage est fort dangereuse pour le personnel de la machine.
La prudence commande de l'examiner fréquemment, en le nettoyant avec soin.
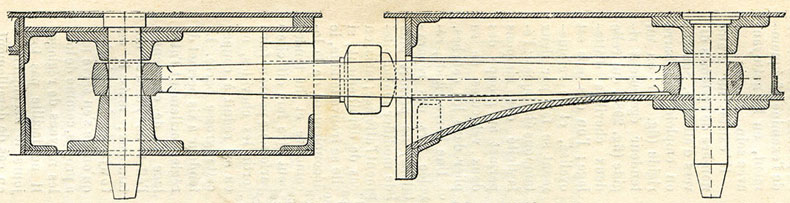
Fig. 297. - Attelage de tender à barre rigide.
Il existe un grand nombre de systèmes divers d'attelage. Souvent on emploie une barre rigide (fig. 297) ou un tendeur également rigide (fig. 298), qui relie deux chevilles d'attelage ; l'un des œils est ovalisé, et le refoulement se fait par deux tampons élastiques : l'élasticité des tampons permet au groupe des deux véhicules de se plier dans les courbes.
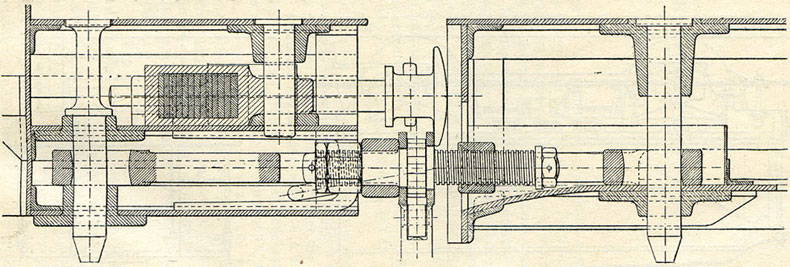
Fig. 298. - Attelage de tender à tendeur rigide.
Une barre rigide, réglée lors des réparations, ne permet plus de modifier maladroitement l'attelage ; mais, en cas de déraillement, si elle se trouve tendue, le découplement de la locomotive et du tender peut être fort difficile ; parfois, ne pouvant faire sortir les chevilles, on en est réduit à couper cette grosse barre. Le tendeur à vis permet de régler facilement l'attelage et de compenser l'effet de l'usure des tampons ; mais il est toujours à craindre qu'on ne s'en serve mal à propos, comme de tous les moyens de réglage. Il ne facilite pas toujours le découplement en cas de déraillement, autant qu'on le croirait, parce que la vis peut être faussée et ne plus tourner. Deux courtes chaînes de sûreté complètent l'attelage.
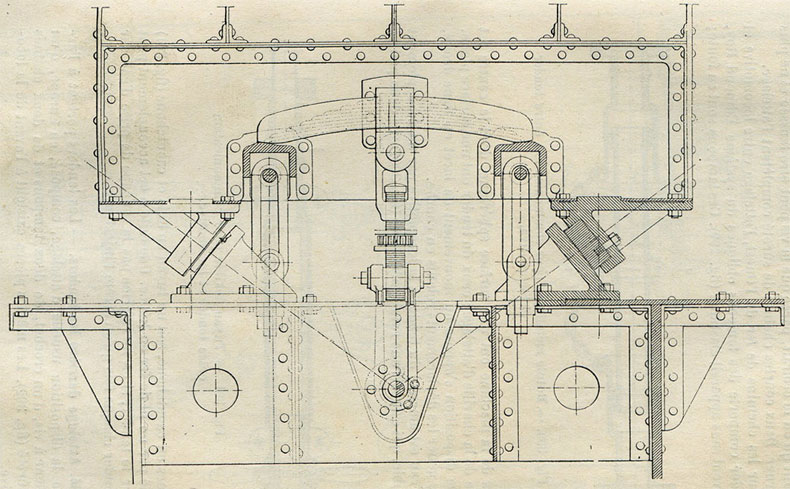
Fig. 299. - Attelage du système Roy entre les locomotives et tenders des chemins de fer de l'Ouest (le ressort tracé en ponctué a été supprimé).
Sur les chemins de fer de l'Ouest, l'attelage entre locomotive et tender comporte des tampons obliques du système Edmond Roy, souvent sans appareil élastique (flg. 299). Ces tampons sont en fonte ; ceux de la machine ont une surface sphérique, dont le centre est l'axe de la cheville d'attelage ; ceux du tender ont une surface plane. Cette disposition s'oppose au mouvement de lacet en ligne droite, sans gêner les déplacements relatifs en courbe.
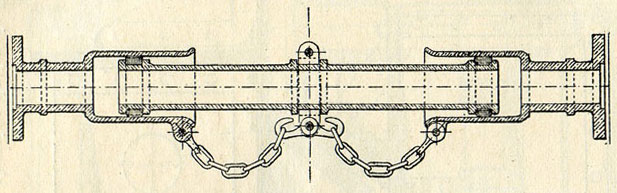
Fig. 300. - Rotule métallique pour communication entre tender et locomotive.
L'eau est amenée du tender à la locomotive par un accouplement flexible, qui est, soit une rotule métallique (fig. 300) avec deux petites bagues en caoutchouc, soit un tuyau en toile et caoutchouc (fig. 301) armé par un fil de fer en hélice. Une fuite à cet accouplement peut vider le tender, si on ne referme pas la soupape de prise d'eau sur le tender chaque fois qu'on arrête l'injecteur.
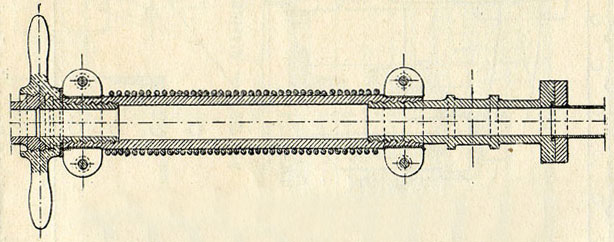
Fig. 301. - Tuyau flexible pour communication entre tender et locomotive.
Les tenders portent à l'arrière la disposition usuelle d'attelage, composé, en Europe, d'un tendeur à vis, d'un crochet, de deux tampons et de deux chaînes de sûreté (fig. 302). Les mêmes pièces existent à l'avant de la locomotive.
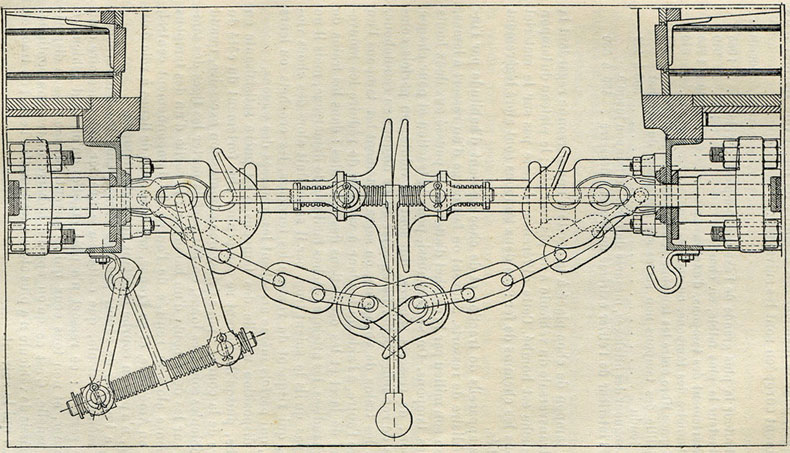
Fig. 302. - Attelage des véhicules (type des chemins de fer de l’Est).
D'après les conventions internationales, les cotes normales des attelages, pour le matériel des chemins de fer, à voie normale, du continent européen sont les suivantes :
| Millimètres. | |
| Hauteur la plus grande de l'axe des tampons, à vide | 1065 |
| Hauteur la plus faible, en charge | 940 |
| Écartement des tampons, d'axe en axe | 1 740 à 1 760 |
| Diamètre des tampons, au moins | 340 |
| Espace libre entre les tampons serrés à fond et la traverse | 300 |
| Saillie des tampons non serrés sur l'intérieur du crochet tendu | 300 à 400 |
| Longueur des attelages, mesurée du front du tampon jusqu'à l'intérieur de l’étrier extrême du tendeur desserré | 450 à 550 |
Le tampon de choc placé à la droite d'une personne regardant la face transversale du véhicule a un plateau plat ; le plateau du tampon de gauche est bombé. Cette différence n'existe pas sur le matériel de tous les chemins de fer : les deux tampons sont alors légèrement bombés.
Les appareils de traction et de choc agissent d'habitude par l'intermédiaire de ressorts. Souvent on fait usage d'un ressort à lames, tiré en son milieu par le crochet d'attelage, et poussé aux deux bouts par les tampons. On se sert aussi, pour la traction et pour chaque tampon, de ressorts séparés, qui sont en volute, ou parfois composés de rondelles Belleville en acier ou de disques en caoutchouc. Dans les trains de voyageurs, on serre fortement les tampons l'un contre l'autre, à l'aide du tendeur à vis, afin de réduire les mouvements de lacet et les oscillations des véhicules : dans les trains de marchandises, les attelages lâches facilitent le démarrage, mais il ne faut pas qu'ils le soient trop, car il se produit alors des chocs violents, qui risquent de rompre les tendeurs, les crochets ou leurs tiges, qui parfois même arrachent les traverses des wagons.
La disposition usuelle des tampons n'est guère satisfaisante en courbe, puisqu'ils doivent se comprimer plus fortement du côté du centre de la courbe : pour éviter une compression excessive, quand les véhicules sont très longs, on fait parfois porter les tiges des tampons sur les deux bouts d'un balancier : la sortie d'un des tampons compense alors la rentrée de l'autre. Le tamponnement central, usité en Amérique, et en France, sur beaucoup de lignes à voie d'un mètre, n'a pas en courbe le défaut du double tampon.
On a imaginé de réunir par une barre rigide les deux crochets d'un même véhicule, que cette barre tire par l'intermédiaire d'un léger ressort : ce ressort n'a plus en effet qu'un seul véhicule à entraîner, et non tous ceux qui le suivent, comme avec la disposition usuelle. C'est ce qu'on appelle la barre de traction continue. Le châssis de véhicule n'a plus alors à transmettre l'effort de traction à ceux qui le suivent.
Lorsqu'un train est arrêté par le serrage des freins de tête, les tampons se compriment pendant le ralentissement ; à l'arrêt, ils repoussent la queue du train vers l'arrière ; les choses se passaient presque toujours de la sorte avant l'introduction des freins continus. La barre continue limite le mouvement de recul, mais elle reçoit un choc au moment où elle entre en tension, et il peut en résulter des ruptures si ce choc est violent : or la violence du choc sera d'autant plus grande que les ressorts des tampons seront plus puissants.
Avec les freins continus, les barres continues ont les mêmes inconvénients, à cause du serrage inégal et successif des freins sur les divers véhicules : ces causes agissent énergiquement dans les arrêts rapides et pour les trains de grande longueur.
Un attelage avec traction élastique, mais dont les ressorts sont peu flexibles, paraît préférable, pour ces motifs, à la traction continue.
Au lieu de laisser perdre la vapeur par les soupapes de sûreté, en s'en sert pour chauffer l'eau du tender ; il ne faut pas dépasser la température qui arrête le fonctionnement des injecteurs.
Un kilogramme de vapeur sèche, prise dans la chaudière à la pression effective de 10 kg par cm², peut élever de 25° la température de 25 kg d'eau ; si l'eau est à 10°, elle sera chauffée jusqu'à 35°. En envoyant ainsi 200 kg de vapeur dans un tender contenant 5 m³, on évite la perte d'une trentaine de kg de houille, qui ont été brûlés pour vaporiser ces 200 kg, sans compter l'avantage d'une production plus abondante quand on alimente à l'eau tiède.
Sur les machines munies de pompes, un robinet spécial, dit robinet réchauffeur, servait à envoyer la vapeur dans le tuyau d'aspiration, qui la conduisait aux soutes du tender. Le trop-plein de la plupart des injecteurs peut se fermer, et leur soupape de prise permet alors l'envoi de vapeur au tender.
Certaines locomotives sont disposées pour l'envoi d'une partie de la vapeur d'échappement dans les soutes du tender, au-dessus de l'eau, afin de la réchauffer. Le cinquième de la vapeur d'échappement suffit pour chauffer l'eau d'alimentation jusqu'à la température d'ébullition, 100°. Cette méthode, malgré un avantage évident, n'est que rarement en usage, parce qu'elle supprime l'emploi de l'injecteur et parce qu'elle exige une tuyauterie assez compliquée.
Certaines dispositions permettent de condenser toute la vapeur d'échappement, pour des trajets souterrains ; ces dispositions sont appliquées à des machines-tenders et non à des tenders séparés. Des tiroirs ou des clapets, manœuvrés par le mécanicien, permettent d'envoyer à volonté la vapeur dans la cheminée, à la manière ordinaire, ou dans les soutes à eau pour la condenser. Le feu languit alors, et c'est la réserve d'eau chaude contenue dans la chaudière qui fournit la vapeur : on veut en effet vicier le moins possible, par la fumée ou la vapeur, l'atmosphère de tunnels, parcourus par des trains nombreux.
La vapeur débouche dans la soute au-dessus de l'eau : un tuyau de dégagement laisse sortir la portion non condensée et empêche toute élévation de pression dans les soutes ; avec cette disposition, il n'est pas à craindre que l'eau puisse être aspirée dans les cylindres. Mais la surface de l'eau doit être constamment renouvelée ; sinon la couche supérieure s'échaufferait rapidement et la vapeur ne se condenserait plus. A cet effet, un tuyau plonge jusqu'au fond de la soute en regard de l'arrivée de la vapeur d'échappement : une partie de la vapeur est chassée dans ce tuyau et vient agiter l'eau.
Sur les locomotives-tenders des chemins de fer d'Orléans, la vapeur commence par circuler dans un long tuyau plongé dans la soute ; elle s'y condense en partie avant d'arriver au-dessus de l'eau. Sur des locomotives des chemins de fer du Nord et de l'Ouest, la vapeur à condenser traverse un éjecteur, qui aspire l'eau de condensation.
Au bout de quelques kilomètres, l'eau devient très chaude et la vapeur ne se condense plus : il faut vider les soutes et les remplir d'eau froide. En outre, la pression baisse dans la chaudière : on doit pouvoir la relever, avec l'échappement ou le souffleur, dans des sections à ciel ouvert.
Le remplissage des tenders aux grues d'alimentation ne va pas sans quelques inconvénients : la machine doit stationner à une place exactement déterminée ; la durée de l'opération est souvent de plusieurs minutes ; et surtout, si l'on veut faire un long parcours sans arrêt, il faut traîner un énorme tender. Une curieuse disposition, imaginée par l'ingénieur anglais Ramsbottom, et appliquée sur plusieurs chemins de fer d'Angleterre et d'Amérique, permet de prendre l'eau sans arrêt (fig. 303).
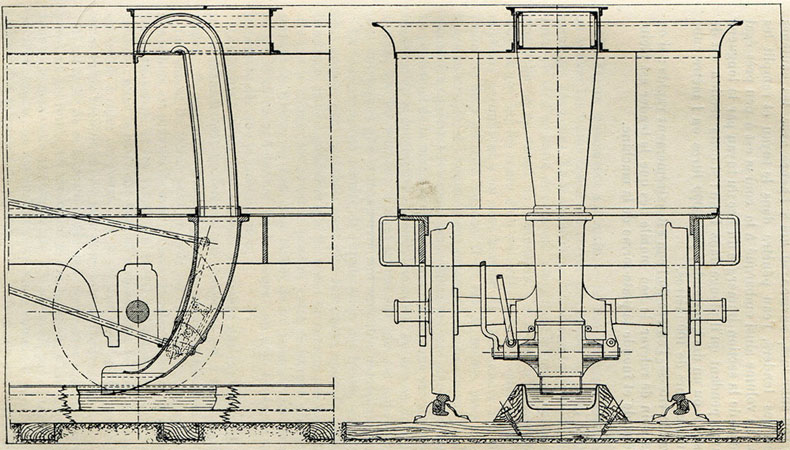
Fig. 303. - Appareil Ramsbottom pour prendre l’eau dans un tender sans arrêt ; le bec mobile est abaissé dans la rigole.
Dans une section de voie en palier, on installe sur les traverses, entre les rails, une rigole, en fonte ou en tôle, longue de plusieurs centaines de mètres ; un réservoir, placé près du milieu de la section, tient la rigole constamment pleine d'eau. Le tender porte un tuyau, terminé par un bec rectangulaire mobile, qui peut venir plonger dans la rigole ; on le relève lorsque l'appareil ne fonctionne pas. Afin d'éviter que ce bec, si on l'abaisse trop tôt ou si on néglige de le relever à temps, ne vienne frapper les extrémités de la rigole, le fond de celle-ci se termine en pente douce, et les rails se relèvent parallèlement à ce fond incliné.
Le tuyau est formé d'une partie évasée, qui fait suite au bec plongeant dans la rigole ; en même temps il se relève et se recourbe, de manière à déverser l'eau dans les caisses du tender. Pourvu que la vitesse soit suffisante, environ 40 km à l'heure avec les hauteurs usuelles des tenders, l'eau pénètre dans le tuyau et remplit les caisses. Le volume ainsi embarqué à la course est à peu près égal au produit de la section immergée du bec du tuyau par la longueur parcourue pendant qu'il plonge dans l'eau : si cette section est de 20 cm sur 5, ou un dm², on embarque 1 000 litres ou 1 mètre cube dans un parcours de 100 mètres.
A grande vitesse, l'entrée de l'eau est extrêmement rapide : si on n'a pas soin de relever le bec mobile dès que le tender est plein, l'eau déborde et inonde la plate-forme de la machine.
Le moyen usuel pour ralentir ou arrêter les trains consiste à serrer des sabots de frein contre les bandages des roues. La manœuvre se fait souvent à la main, à l'aide d'une vis ou d'un autre mécanisme, amplifiant la force appliquée à la manivelle ou au volant de commande. Ces freins n'agissent le plus souvent que sur les roues d'un seul véhicule ; quelquefois des transmissions permettent à un seul homme de commander à la fois les freins de deux ou trois wagons. Il en est de même, mais avec serrages successifs, si l'homme peut passer d'un véhicule sur l'autre, et quand deux guérites de wagons à marchandises sont placées côte à côte. Le personnel de la machine n'a d'action directe que sur les freins du tender et de la locomotive : il doit demander, au moyen du sifflet, le serrage sur les wagons ; il n'est jamais sûr que cet appel soit partout entendu et que la manœuvre soit exécutée immédiatement.
La résistance, qui résulte de l'application des freins, est d'autant plus grande que les sabots sont plus fortement appuyés contre les bandages, mais à condition que les roues ne cessent pas de tourner : dès que le calage des roues se produit, cette résistance diminue. En serrant les freins, on doit donc tâcher de ne jamais caler les roues, ce qui, d'ailleurs, détériore les bandages : on doit desserrer un peu les sabots dès que le calage a lieu.
Les freins à levier, qui souvent n'agissent que sur une seule roue, ne se manœuvrent facilement que lorsqu'on est à terre auprès du wagon : ils sont utiles surtout pour les mouvements dans les gares.
Les sabots de freins sont en bois ou en fonte. Le remplacement des sabots est plus facile avec le bois qu'avec la fonte, à moins que les porte-sabots et les sabots en métal ne soient convenablement calibrés ; mais le bois s'use vite, et surtout, avec le bois, le personnel est incité à caler les roues, car la chaleur développée par le frottement brûle bientôt le bois si la roue tourne contre le sabot.
Il est facile de se faire une idée de la force avec laquelle les sabots pressent les roues, en mesurant le déplacement d'un sabot pour un tour de la manivelle de commande. S'il n'y avait pas de travail perdu en frottements, on calculerait cette force comme il suit : une main pousse une extrémité de la manivelle, tirée à son extrémité opposée par l'autre main ; une main parcourt, par exemple, un cercle de 200 mm de rayon, l'autre un cercle de 280 mm ; par tour, une main fait un chemin de 0,63 m, l'autre de 0,78 m. L'effort de chaque main est, par exemple, de 20 kg ; on multiplie l'effort de chaque main par le chemin qu'elle parcourt, dans un tour ; les nombres ainsi obtenus représentent des kilogrammètres ; on obtient les produits 20 x 0,63 m, ou 12,6, et 20 x 0,78 m, ou 15,6 ; au total, environ 28 kgm.
Si le sabot se déplace, pour un tour de la manivelle, de 6 mm, ou 0,006 m, le produit de ce déplacement par la poussée qu'il exercerait, sans les frottements, aurait la même valeur, 28 ; cette poussée serait donc 28 divisé par 0,006 ou 4 700 kg. Elle se partage entre les divers sabots ; mais les frottements la réduisent. Les mécanismes des freins à main doivent être surveillés avec grande attention, puisqu'on compte absolument sur eux pour assurer les arrêts. Parfois la vis de commande et son écrou s'usent assez pour que les filets ne s'engagent plus l'un dans l'autre.
Les freins à vapeur, montés sur les locomotives, sont des appareils d'une grande simplicité : la vapeur presse un piston quand on ouvre un robinet ou une soupape, et ce piston applique les sabots de frein contre les roues. En cessant d'envoyer la vapeur et en la laissant échapper au dehors, on supprime la pression : le poids des pièces ou l'action d'un ressort desserre les sabots.
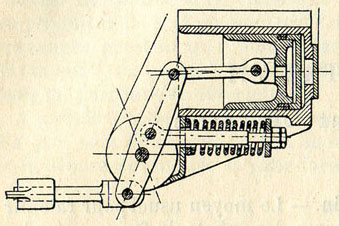
Fig. 304. - Frein à vapeur de locomotive, avec ressort de rappel.
Ces freins sont commodes sur les machines de gare, qui font de fréquents arrêts ; en Angleterre, on les emploie aussi sur d'autres locomotives. Les figures 304 et 305 représentent deux types de ces appareils ; dans le second appareil, la vapeur soulève le piston, qui agit sur les freins de la locomotive et du tender. Les tuyaux de vapeur doivent avoir un petit diamètre (20 mm à l'intérieur), afin que l'action du frein ne soit pas trop brusque. Certains robinets de manœuvre sont munis d'un détendeur, qui réduit à volonté la pression de la vapeur admise clans le cylindre du frein.
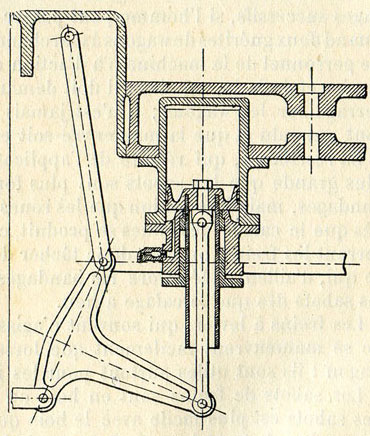
Fig. 305. - Frein à vapeur agissant sur la locomotive et sur son tender.
Les freins continus, montés sur tous les véhicules d'un train, sont à la disposition du mécanicien. Un frein continu est automatique quand il s'applique spontanément en cas de rupture d'attelage : si la rupture se produit sur une rampe, l'automaticité prévient la dérive du coupon rompu en queue. Il est modèrable quand le mécanicien peut facilement faire varier la pression sur les sabots, de manière à bien régler les arrêts et à produire un serrage léger et permanent pour la descente des pentes. Il existe plusieurs systèmes de freins continus : la plupart fonctionnent à l'aide d'air comprimé.
Les freins continus préviennent bien des collisions ; ils évitent beaucoup d'accidents individuels et sauvent la vie à des imprudents qui traversent les voies sans attention, à des enfants qui jouent sur les rails. Mais un mécanicien ne peut arrêter son train toutes les fois qu'il aperçoit une personne sur la ligne qu'il parcourt : il faut que quelque indice lui montre que cette personne ne se dérangera pas pour son passage. Les agents qui circulent à pied sur les chemins de fer, qui travaillent aux voies, sont nombreux ; trop souvent ils ne se dérangent pour le passage d'un train qu'au dernier moment ; on dirait même quelquefois qu'ils font semblant de ne pas l'apercevoir. Le conducteur d'une locomotive ressent une impression désagréable en approchant, à grande vitesse, d'hommes qui risquent d'être atteints, sans être sûr qu'ils vont se ranger à temps.
Fréquemment les agents qui réparent une voie passent sur l'autre quand un train vient les déranger ; puis ils regardent tranquillement défiler ce train, sans se préoccuper de celui qui peut survenir en sens contraire. Traverser les voies immédiatement après le passage d'un train, sans s'assurer qu'un autre n'arrive pas à ce moment en sens inverse, est encore une imprudence grave et fréquente. Aussi devrait-on répéter aux agents qui vivent sur les voies de chemin de fer : «Prenez garde à l'autre train.»
Quel que soit le système de freins employé, il est indispensable que le mécanisme de commande n'arrive pas à bout de course avant que les sabots appuient sur les roues ; il convient d'ailleurs qu'en marche les sabots ne touchent pas les roues, mais sans être trop éloignés, afin qu'une faible course des appareils moteurs produise le serrage : un jeu d'un centimètre suffit entre le sabot et le bandage. Comme les bandages et surtout les sabots s'usent en service, on règle de temps en temps les sabots en les rapprochant des roues, soit par l'action de tiges filetées et d'écrous, soit en changeant l'attache des tringles de traction ou de poussée, percées à cet effet d'une série de trous.
Il ne faut pas qu'un angle du sabot desserré frotte contre le bandage : de petits ressorts de réglage, placés entre le sabot et le porte-sabot, maintiennent le sabot en bonne position.
Les freins du système Westinghouse, fort usités en Amérique, en France, et dans bien d'autres contrées, fonctionnent à l'aide d'air comprimé. La locomotive porte un réservoir d'air principal, constamment entretenu à une pression de plusieurs kilogrammes par centimètre carré, à l'aide d'un compresseur, que commande un moteur à vapeur, souvent appelé petit cheval. Une conduite, avec raccords flexibles d'un véhicule à l'autre, règne sur toute la longueur du train : elle est fermée à ses extrémités par des robinets. Lorsque le frein n'est pas serré, cette conduite communique avec le réservoir principal de la locomotive et avec des réservoirs plus petits installés sous chaque véhicule : la conduite et tous les réservoirs doivent alors être remplis d'air comprimé.
Pour serrer le frein, on abaisse la pression dans la conduite générale, en tournant le robinet de manœuvre monté sur la locomotive : le même mouvement interrompt au préalable la communication de la conduite et du réservoir principal, de sorte que l'air s'échappe de la conduite seule. L'abaissement de la pression dans la conduite actionne, sous chaque véhicule, la triple valve, qui coupe la communication du réservoir du véhicule avec la conduite, mais le met en relation avec le cylindre du frein : l'air comprimé du réservoir pousse alors le piston de ce cylindre et applique les sabots contre les roues.
Quand on rétablit la pression dans la conduite, à l'aide du robinet de manœuvre, les triples valves isolent de nouveau les cylindres et en laissent échapper l'air au dehors : des contrepoids ou des ressorts desserrent les sabots ; en même temps les réservoirs se rechargent d'air comprimé.
Si un attelage se rompt, les tuyaux d'accouplement se détachent, l'air comprimé de la conduite s'échappe et les freins s'appliquent. Il en est de même lorsqu'un des tubes flexibles de raccord vient à crever ; cet incident désagréable est rendu assez rare par le retrait en temps utile de ces tubes. L'ouverture d'un des robinets placés dans les fourgons produit le même effet.
Le compresseur et son moteur doivent former un ensemble simple et peu encombrant ; c'est souvent une machine à action directe, sans transformation du mouvement rectiligne du piston en mouvement circulaire (fig. 306). La vapeur est distribuée par un tiroir cylindrique DD'. Lorsque le piston moteur approche de ses fonds de course, il frappe, en f et en g, une tige qui déplace un petit tiroir auxiliaire P. Ce petit tiroir admet la vapeur en H, au-dessus du piston D" qui conduit le tiroir cylindrique DD', ou la laisse échapper ; la face inférieure de ce piston D" est toujours en communication avec l'échappement. La pression de la vapeur sur le piston D" abaisse le tiroir cylindrique DD' ; quand cette pression cesse, il se relève, à cause de la différence de diamètre de ses deux pistons D et D'.
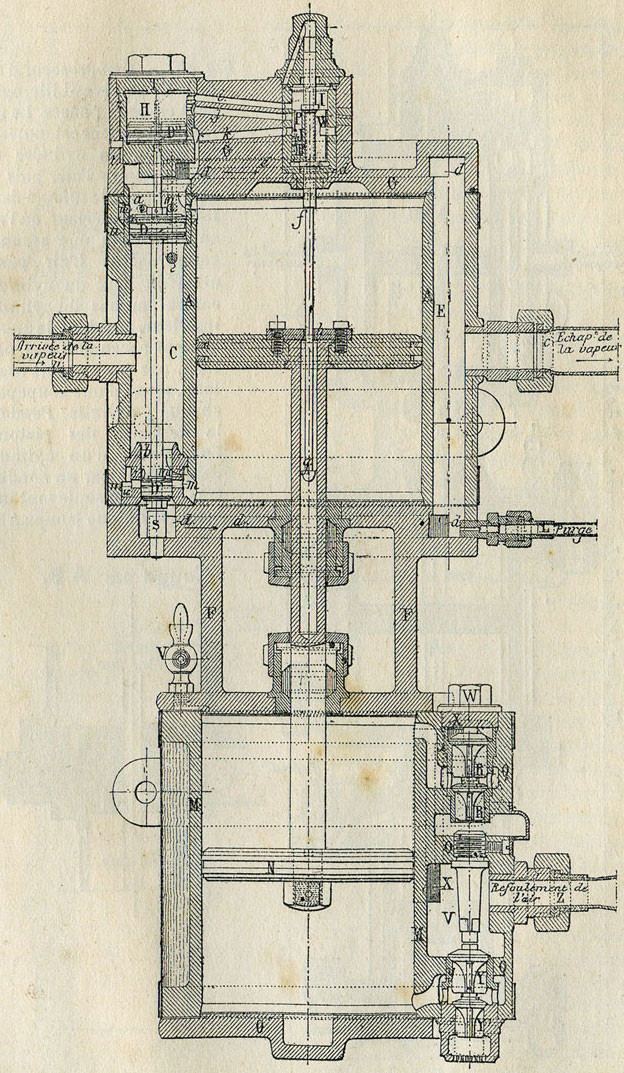
Fig. 306. - Petit cheval Westinghouse pour comprimer l'air.
Le cylindre à air est muni de soupapes d'aspiration et de refoulement.
Dans ce petit cheval, la vapeur travaille à pleine pression sans détente, de sorte que la consommation en est relativement élevée.
La pression la plus forte que l'air puisse atteindre dépend de la pression de la vapeur dans la chaudière et du rapport des surfaces des deux pistons. Quelquefois la pression de l'air est limitée par une soupape de sûreté ; mais habituellement c'est la surveillance du mécanicien qui l'empêche d'atteindre une valeur trop élevée. On règle la vitesse de la pompe en ouvrant plus ou moins le robinet de prise de vapeur qui l'alimente ; elle ne doit pas donner plus de 33 à 40 coups doubles de piston par minute. Il est indispensable que la pression dans la chaudière ne tombe jamais au-dessous d'une certaine limite (environ 6 kg par cm²), pour que l'air puisse toujours être comprimé suffisamment.
D'autres systèmes de compresseurs ont été étudiés, de manière à augmenter la production d'air comprimé pour une même dépense de vapeur. Par exemple, la pompe de la compagnie de Fives-Lille (fig. 307) comporte deux cylindres à air successifs : la compression commence dans le plus grand de ces cylindres et s'achève dans le plus petit. Cette disposition diminue la variation de la force résistante pendant la course, et la vapeur se trouve moins mal utilisée.
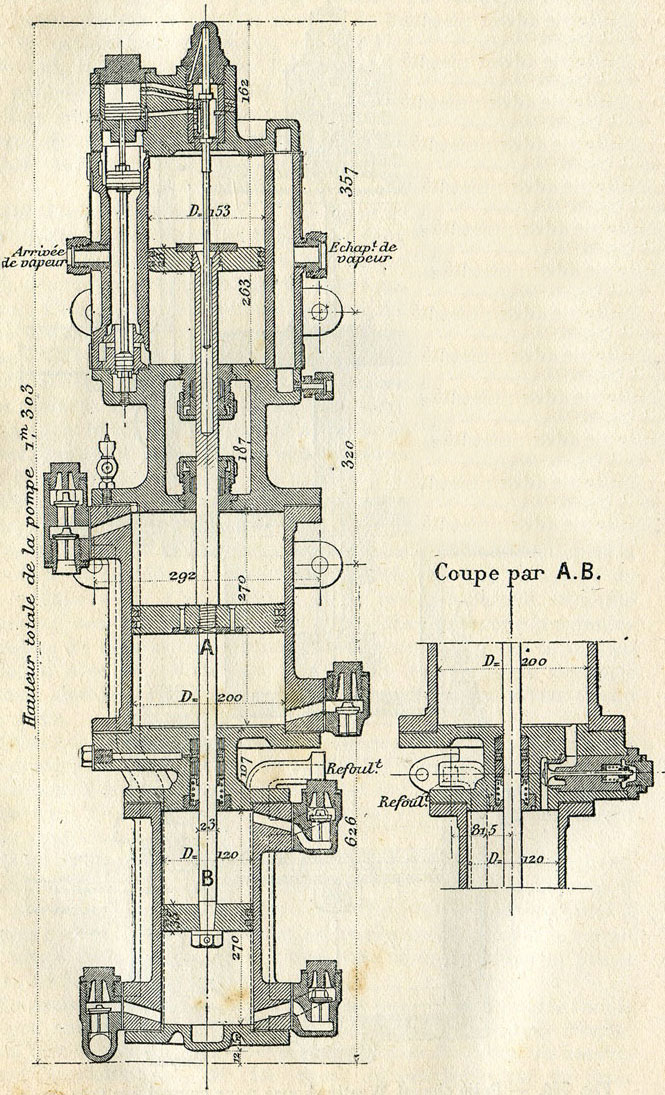
Fig. 307. - Compresseur d'air de la Cie de Fives-Lille, agissant en deux phases. Le cylindre supérieur est moteur ; le piston du cylindre du milieu aspire l'air, puis le comprime et le refoule dans le cylindre inférieur, où l'air subit ensuite une seconde compression. L'air passe ainsi du haut du cylindre central au bas du cylindre inférieur, pendant le mouvement ascendant des pistons, par un conduit assez long, muni d'une soupape à chaque extrémité. Pendant la descente des pistons, l'air passe d'un cylindre dans l'autre par un conduit très court, en soulevant une soupape unique (coupe AB).
La conduite générale communique avec le réservoir principal de la locomotive, quand le robinet de manœuvre est dans sa position normale de marche, mais une soupape à ressort, placée sur la communication, réduit la pression de l'air dans la conduite d'environ 2 kg par cm². Cet excès de pression dans le réservoir est utile lors des desserrages pour l'arrivée rapide de l'air dans la conduite.
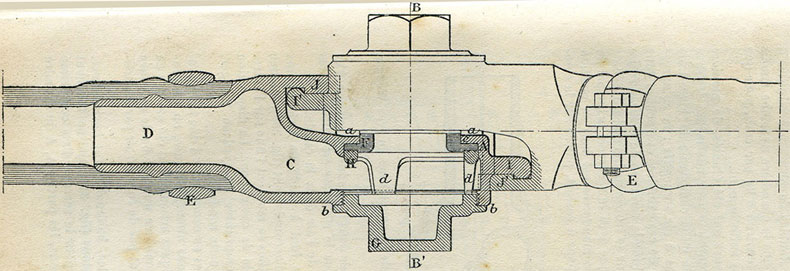
Fig. 308. - Raccords d’accouplement du frein Westinghouse, formés de deux pièces parallèles. L’étanchéité est obtenue par l’emploi des rondelles de caoutchouc F, qui appuient l’une contre l’autre et contre la partie métallique A.
Les raccords entre véhicules se font à l'aide de forts tuyaux flexibles, terminés par une rotule d'accouplement (fig. 308), étudiée de telle sorte que deux pièces pareilles se montent l'une sur l'autre. Le joint est assuré par une rondelle de caoutchouc. La disposition de la rondelle de la figure 309, empruntée au système Wenger, permet un remplacement facile de cette rondelle.
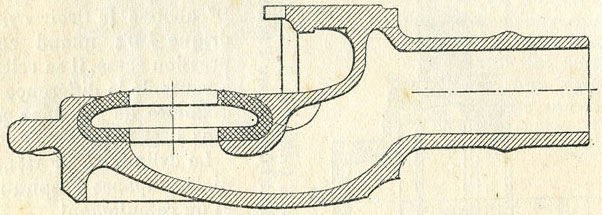
Fig. 309. - Accouplement avec rondelle en caoutchouc du type Wenger.
En enveloppant les tuyaux flexibles en caoutchouc d'une toile goudronnée, qui les préserve des actions atmosphériques, on en prolonge la durée. Des raccords métalliques articulés ont été essayés en grand nombre ; il est difficile de combiner un système de ce genre simple, d'entretien facile, ne donnant pas de fuites d'air par les articulations.
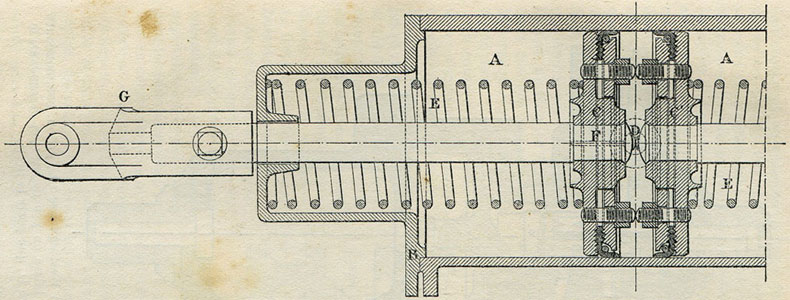
Fig. 310. - Cylindre double de frein Westinghouse ; coupe longitudinale.
Les cylindres à frein des véhicules, habituellement horizontaux, renferment un piston ou deux pistons (fig. 310), qui se touchent lorsque les freins sont desserrés ; pour le serrage, l'air comprimé pénètre en D et écarte les deux pistons, les parties A, A du cylindre communiquant toujours avec l'atmosphère. L'étanchéité du piston est assurée par un cuir, que la pression de l'air appuie contre la paroi du cylindre. Les locomotives portent des cylindres verticaux avec un seul piston.
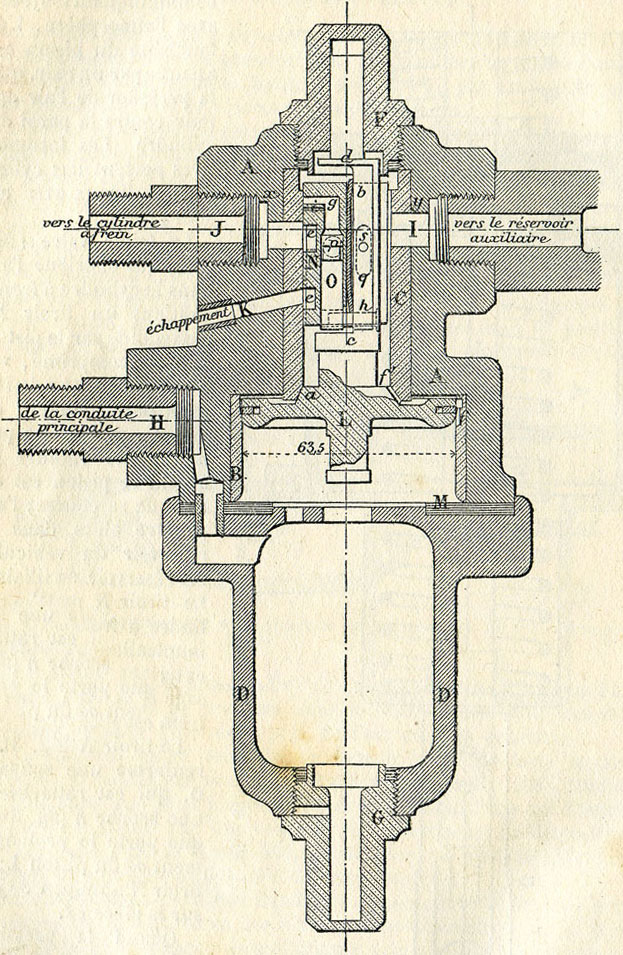
Fig. 311. - Triple valve du frein Westinghouse : L, piston, commandant le tiroir N par la pièce cd, qui laisse un peu de jeu : en descendant, le piston ouvre d'abord la soupape 0, que porte le tiroir.
La triple valve (fig. 311), qui distribue l'air dans le cylindre à frein, contient un tiroir N, commandé par le piston L. L'air comprimé, venant de la conduite principale, soulève ce piston, puis passe par une petite rainure f, quand ce piston est en haut de sa course ; l'air pénètre alors dans le réservoir du véhicule, dit réservoir auxiliaire. Le tiroir N met le cylindre à frein en communication avec l'air extérieur, par le passage e, de sorte que le frein est desserré.
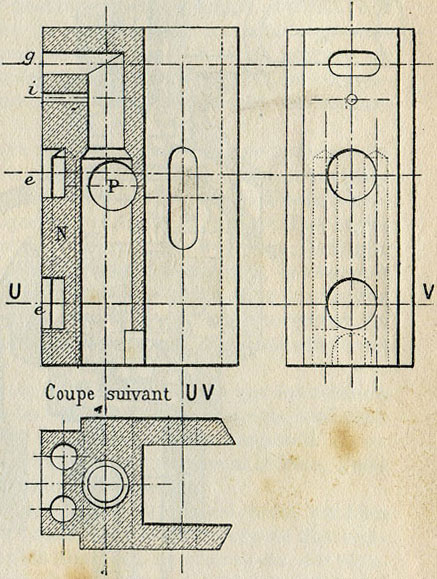
Fig. 312. - Tiroir de la triple valve.
Le tiroir N (fig. 312), renferme une soupape O, qui est rattachée à une broche h (fig. 311), que porte le prolongement cd du piston L ; le tiroir N a un peu de jeu sur la pièce cd.
Quand la pression s'abaisse dans la conduite générale, l'air comprimé dans le réservoir auxiliaire fait descendre le piston : en descendant, ce piston isole le réservoir auxiliaire de la conduite principale, ouvre, la soupape O, puis déplace le tiroir : le cylindre à frein cesse alors de communiquer avec l'extérieur, et se trouve en relation avec le passage g : par ce passage g, l’air comprimé du réservoir se rend dans le cylindre à frein et en pousse les pistons. Par suite de l'accroissement de volume, la pression de l'air diminue dans le réservoir ; elle peut devenir inférieure à la pression dans la conduite, quand celle-ci n'a pas beaucoup baissé. Le piston L remonte aussitôt, et referme la soupape O, mais sans achever sa course et sans relever le tiroir N. Les freins restent serrés. Si on laisse alors écouler une nouvelle partie de l'air de la conduite, le piston L descend de nouveau, et une nouvelle quantité d'air passe du réservoir dans le cylindre à frein. Ces effets peuvent se renouveler plusieurs fois : l'action du frein se trouve alors graduée suivant l'abaissement de pression provoqué dans la conduite.
Au contraire, si la pression s'abaisse beaucoup dans la conduite dès le début, le piston L descend jusqu'au bas de sa course ; le tiroir N découvre alors complètement la lumière J du cylindre à freins, qui se trouve en communication directe avec le réservoir. Le frein est appliqué aussi fortement que possible.
Le frein se desserre quand on envoie dans la conduite générale de l'air comprimé à une pression supérieure à celle qui existe dans le réservoir auxiliaire : le piston L remonte complètement, mettant en communication avec l'air extérieur le cylindre à frein, qui se vide ; l'air comprimé pénètre dans le réservoir et remplace l'air qui a été dépensé. Un certain excès de pression dans le réservoir principal de la locomotive (2 kg par cm²) assure un desserrage franc et rapide, nécessaire pour éviter les secousses aux véhicules des longs trains.
En fermant un robinet d'isolement, placé sur le tuyau qui relie la triple valve à la conduite générale, on met hors de service le frein d'un véhicule. On peut desserrer isolément le frein d'un véhicule en ouvrant une valve de décharge, ménagée entre la triple valve et le cylindre à frein.
Fig. 313. - Robinet du mécanicien pour manœuvre du frein Westinghouse ; placé dans la position normale de marche ou deuxième position. L'air du réservoir principal, arrivant en X, ne peut passer en e, dans la conduite générale du train, qu'en soulevant la soupape G, qui maintient une différence de pression de 2 kg par cm². La communication directe existe quand on place le robinet dans la position de desserrage ou première position. En tournant la poignée K, on réduit la tension du ressort O, qui charge la soupape M, et l'air de la conduite s'échappe à l'extérieur, ce qui produit le serrage des freins.
Le mécanicien manœuvre les freins à l'aide d'un robinet spécial (fig. 313), qui consiste en un papillon E, que fait tourner la poignée de manœuvre K. Lorsque cette poignée occupe la position de desserrage, ou première position, le papillon établit librement la communication entre le réservoir et la conduite. Quand on le pousse dans la deuxième position, position normale de marche, la communication n'a plus lieu que par la soupape G, chargée par un ressort qui établit la différence de pression de 2 kg par cm². Quand la poignée est poussée au delà de la deuxième position, toute communication cesse entre le réservoir et la conduite ; à mesure que la poignée tourne, elle se relève et détend le ressort O : la pression de la conduite soulève alors la soupape M, qui en laisse échapper l'air. Au moment où cet échappement commence, la poignée est dite dans sa troisième position ; entre la deuxième et la troisième position, elle occupe des positions neutres. La pression dans la conduite s'abaisse jusqu'à ce qu'elle fasse équilibre au ressort O. Si la poignée est poussée à fond ou à la quatrième position, le ressort O est complètement détendu, et la conduite se vide, produisant un serrage rapide.
Le robinet, dans la première position, démasque une petite ouverture, et donne lieu à une fuite d'air vers l'extérieur, afin de rappeler au mécanicien qu'il ne doit pas être laissé longtemps à cette place.
Lorsque le frein est appliqué par suite de la rupture d'un tuyau d'accouplement ou de l'ouverture d'un robinet de fourgon, sans que le mécanicien ait touché à son robinet de manœuvre, le réservoir principal de la locomotive reste en communication avec la conduite générale, qui est alors ouverte, et pourrait se vider entièrement. En poussant le robinet vers la position de serrage, le mécanicien ferme cette communication.
Pour que le frein fonctionne, il est indispensable que les robinets placés sur la conduite, entre les véhicules, soient ouverts, sauf ceux des deux extrémités du train. Un oubli paralyse l'appareil. On se met en garde contre un oubli si dangereux en essayant le frein, avant le départ, par l'ouverture du robinet de queue.
On pourrait croire que le mécanicien, après cet essai, est bien sûr d'avoir son frein en main : mais il est toujours exposé aux accidents les plus bizarres et les plus imprévus. Le croirait-on, des voyageurs, montés sur les escaliers de voitures à impériales, ont fermé volontairement ces robinets, bien qu'ils soient difficilement accessibles. Un tuyau peut se boucher, une poignée de manœuvre se rompre ; c'est pourquoi il est prescrit de régler les arrêts sur les voies en impasse de manière qu'il ne soit pas nécessaire de recourir au frein continu ; dans tous les autres endroits où il serait dangereux de dépasser la place normale de l'arrêt, un mécanicien prudent s'assure en temps utile, par une légère application des sabots, que le frein est prêt à obéir.
Avec la plupart des freins continus à air comprimé, et notamment avec le frein Westinghouse ordinaire, le serrage des divers véhicules d'un train se fait successivement de la tête à la queue, à mesure que la dépression produite par l'échappement de l'air sur la locomotive se propage dans la conduite générale. Sur les trains de grande longueur, de plus de 30 véhicules, par exemple, plusieurs secondes s'écoulent entre le serrage en tête et en queue. Lorsque le frein agit modérément pour les arrêts ordinaires, ce retard dans le serrage n'a pas grand inconvénient : mais quand on serre les freins à fond pour un arrêt d'urgence, il en résulte des secousses très violentes, qui endommagent le matériel et peuvent rompre les attelages.
Le frein Westinghouse à action rapide a été étudié pour éviter ces inconvénients, en accélérant la propagation du serrage sur les longs trains. On en comprend l'action en se rappelant que le piston de la triple valve ordinaire parcourt seulement une fraction de sa course pour des serrages modérés, tandis qu'il se déplace à fond lors des serrages énergiques ; on a utilisé, pour l'action rapide, la dernière partie du parcours de ce piston, qui établit une communication directe entre la conduite générale et le cylindre à frein. Cette communication accélère la vidange de la conduite ; tout l'air comprimé qu'elle renfermait n'est plus obligé de sortir par le robinet du mécanicien, mais de proche en proche, à mesure que les triples valves fonctionnent, cet air se rend dans les cylindres à frein : l'effet se propage sur toute la longueur du train avec une grande rapidité. En outre, l'air comprimé que contenait la conduite, au lieu d'être rejeté au dehors, est utilisé en partie pour le serrage des freins.
Pour produire cet effet, le tiroir ordinaire de la triple valve, lorsqu'il arrive à fond de course, envoie l'air du réservoir auxiliaire sur un piston, qui ouvre une soupape admettant l'air de la conduite générale dans le cylindre à frein (fig. 314). Cette communication se referme dès que la pression devient la même dans le cylindre à frein et dans la conduite générale. En même temps, l'air du réservoir auxiliaire pénètre dans ce cylindre, mais par un orifice plus petit.
Pour le desserrage, l'air comprimé envoyé dans la conduite repousse vers la gauche le piston qui manœuvre le tiroir de la triple valve ; en se déplaçant, le tiroir laisse d'abord échapper l'air au-dessus du piston F ; la pression de l'air dans le cylindre à frein soulève alors ce piston et la soupape C se ferme. Le tiroir laisse ensuite échapper au dehors l'air du cylindre à frein.
Ce desserrage, ne se produisant pas aussi rapidement que le serrage sur les trains de grande longueur, peut donner lieu à des chocs si on l'effectue, après un serrage d'urgence, quand le train a encore une certaine vitesse.
On combine avec la triple valve à action rapide le robinet d'isolement qui la sépare de la conduite générale ; ce robinet, modifié, peut occuper trois positions : dans l'une il permet le fonctionnement complet du frein ; dans une autre, il met hors circuit le mécanisme auxiliaire d'action rapide, de sorte que le frein fonctionne comme frein Westinghouse ordinaire ; enfin il peut isoler complètement le véhicule.
Fig. 314. - Triple valve Westinghouse à action rapide ; coupe verticale ; détails du tiroir.
Cette pièce communique avec la conduite générale par sa partie inférieure, avec le cylindre à frein en B, et avec le réservoir auxiliaire dans sa partie supérieure, à gauche, au-dessus de B. Cette partie supérieure renferme le tiroir de distribution avec sa petite soupape et le piston qui commande ce tiroir.
Sous l'action d'une forte chute de pression dans la conduite générale, le piston qui commande le tiroir se déplace complètement vers la droite et appuie sur un cuir de manière à fermer la communication avec la conduite générale. Le déplacement du tiroir fait pénétrer l'air du réservoir auxiliaire dans le cylindre à frein, à travers un orifice étroit ; en même temps l'air est admis au-dessus du piston F, qu'il abaisse : ce piston ouvre la soupape C. L'air comprimé, qui reste encore dans la conduite générale soulève alors la soupape d'arrêt S et pénètre dans le cylindre à frein, où l'air du réservoir comprimé se rend aussi, mais plus lentement. Dès que la pression dans le cylindre à frein est égale à celle de la conduite, la soupape d'arrêt S se referme.
Avec le robinet du mécanicien tel qu'il a été décrit plus haut, il est quelquefois difficile de bien graduer la dépression produite dans la conduite principale, surtout quand les trains sont longs, puisque la quantité d'air à laisser échapper, pour produire une même chute de pression, dépend de la longueur de la conduite. Le robinet à décharge égalisatrice a été étudié pour faciliter cette manœuvre. Le robinet agit directement sur un petit réservoir spécial d'air comprimé ; une soupape, commandée par un piston, établit automatiquement la même pression dans la conduite générale et dans ce réservoir. Quand on abaisse à une valeur déterminée la pression dans ce réservoir, par la manœuvre du robinet, le même abaissement se reproduit dans la conduite. Pour les serrages d'urgence, le robinet vide directement la conduite. Cet appareil a le défaut d'être un peu compliqué.
A la suite des travaux d'Henry, le frein Westinghouse a été complété par l'addition d'une seconde conduite, avec des appareils spéciaux ; cette conduite permet l'envoi direct d'air comprimé sur les pistons qui commandent les sabots, pour produire facilement un serrage permanent avec une pression graduée à volonté. Ce système est monté sur le matériel des chemins de fer de Paris à Lyon et à la Méditerranée, et du chemin de fer du Gothard, en Suisse.
Une double valve d'arrêt est placée entre la seconde conduite générale, la triple valve et le cylindre à frein de chaque véhicule : elle permet de commander à volonté le piston de ce cylindre par l'une ou l'autre des deux conduites générales.
En manœuvrant un robinet spécial, le mécanicien peut envoyer, dans la conduite du frein modérable, l'air comprimé provenant du réservoir principal de la locomotive : ce robinet est disposé pour réduire à volonté la pression de l'air envoyé dans la conduite. Cette manœuvre fait jouer la double valve d'arrêt, et l'air comprimé vient pousser les pistons des cylindres à frein. Les freins sont serrés avec une force graduée à volonté, et ils restent serrés tant qu'on ne referme pas le robinet de manœuvre : le réservoir de la machine remplace pendant ce temps l'air que perdent les fuites des appareils.
Un léger serrage, ainsi obtenu à l'aide de ce frein modérable, est commode pour la descente des pentes. En outre, si le frein automatique fonctionne d'une manière intempestive par suite d'une rupture de conduite, il suffit de mettre le robinet de manœuvre du frein modérable dans la position de serrage à fond, pour faire jouer les doubles valves d'arrêt, et vider tous les réservoirs à air comprimé des véhicules, en moins de deux minutes. Le frein automatique est alors annulé, mais le frein modérable reste à la disposition du mécanicien. Lorsqu'on a mis volontairement en action le frein automatique, il ne faut pas manœuvrer le robinet du frein modérable, puisqu'on viderait les réservoirs des véhicules.
En se servant du frein modérable, sauf en cas d'urgence, on doit tourner lentement le robinet, pour obtenir un serrage égal et simultané des freins. Il faut toutefois atteindre la pression effective de 1,5 kg par cm², dans la conduite de ce frein pour qu'il fonctionne : on peut ensuite la réduire. Un manomètre spécial sur la machine indique cette pression.
Les accouplements de la conduite du frein modérable sont munis d'une soupape qui se ferme automatiquement lorsqu'on les sépare.
En cas de double traction, les freins sont manœuvres par le conducteur de la première machine ; le mécanicien de la seconde ferme les robinets qui sont montés à l'origine des conduites sur le réservoir principal d'air comprimé ; il place le robinet de manœuvre du frein automatique dans la position de desserrage et le robinet de manœuvre du frein modérable dans la position de serrage à bloc.
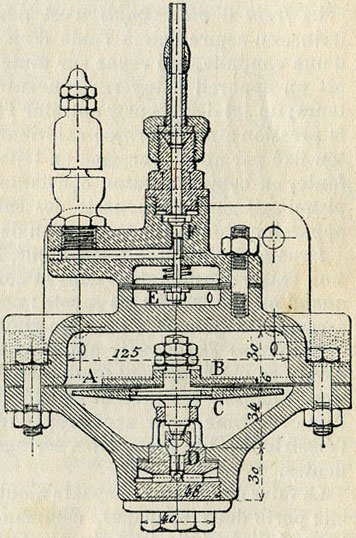
Fig. 315. - Appareil avertisseur, monté sur les locomotives des chemins de fer de l'Ouest.
On combine aisément avec le frein à air comprimé des appareils d'appel mis à la portée des voyageurs. Parfois, les voitures sont munies de robinets qui laissent échapper l'air de la conduite lorsqu'on les ouvre et arrêtent le train : c'est la disposition la plus simple. En donnant à ces robinets une section assez faible, leur ouverture n'abaisse pas la pression dans la conduite au point de serrer les freins, mais fait fonctionner un petit sifflet monté sur la locomotive (fig. 315). La conduite générale du frein communique avec la chambre B, au-dessus du piston à diaphragme A ; la chambre C communique avec le réservoir auxiliaire de la machine. Lorsque l'ouverture d'un robinet d'appel abaisse la pression dans la conduite, et, par suite, dans la chambre B, le piston se soulève et manœuvre la soupape D, qui envoie l'air comprimé sous le petit piston à diaphragme E. Celui-ci se soulève à son tour, et ouvre la soupape F, qui laisse écouler l'air du réservoir principal par le sifflet.
Pour éviter que ce sifflet ne fonctionne lorsque le mécanicien abaisse la pression dans la conduite principale afin de serrer, les freins, le robinet de manœuvre est disposé de manière à interrompre la communication de la chambre A avec la conduite principale lorsqu'il quitte sa position normale de repos.
Outre le système Westinghouse, d'autres freins à air comprimé sont en usage ; certains peuvent fonctionner plus ou moins bien en même temps que le frein Westinghouse, notamment les systèmes Wenger et Soulerin.
Le frein à vide simple n'est pas automatique : pour serrer les freins, on aspire l'air à l'aide d'un éjecteur, agissant à l'extrémité d'une conduite, qui règne sur toute la longueur du train. L'éjecteur est un appareil à tuyères concentriques, comme celles des injecteurs ; un jet de vapeur y entraîne l'air. Par suite de cette aspiration, la pression atmosphérique extérieure s'exerce sous une sorte de piston fixé par un diaphragme en toile et caoutchouc à une cuvette en fonte, en communication constante avec la conduite générale : ce piston agit sur la timonerie des sabots. Chaque véhicule porte cet appareil actionné par la pression de l'atmosphère.
Dans le frein à vide automatique, le vide ou plutôt une faible pression existe constamment dans la conduite, où on laisse rentrer l'air quand on veut serrer les sabots : une rupture d'attelage provoque le serrage. Ce système a pris une grande extension en Angleterre.
Les freins électriques, autrefois étudiés par l'ingénieur Achard, n'ont pas été largement appliqués. Dans le système électro-pneumatique Chapsal, récemment essayé, l'électricité agit de concert avec l'air comprimé, pour accélérer le serrage et le desserrage ; en outre l'électricité seule permet des serrages modérés pour la descente des pentes.
La valve du système Chapsal s'ajoute à la triple valve Westinghouse : elle porte deux soupapes, commandées par des pistons, et servant, l'une à l'envoi de l'air du réservoir auxiliaire dans le cylindre à freins, pour le serrage, l'autre à l'échappement de l'air contenu dans ce cylindre, pour le desserrage. Ces soupapes sont mises en action par un courant électrique, provenant d'une petite batterie d'accumulateurs placée sur la locomotive. Ce courant est transmis par un fil unique, et il agit sur l'une ou sur l'autre soupape suivant le sens dans lequel il est dirigé. Les raccords entre les véhicules sont portés par les têtes d'accouplement de la conduite d'air, de sorte qu'ils n'exigent aucune manœuvre supplémentaire lors des attelages. Le robinet de manœuvre du frein à air comprimé est complété par un limbe sur lequel se font les contacts nécessaires, quand on tourne la poignée. Cette manœuvre agit sur la conduite d'air à la façon ordinaire, mais en outre envoie dans le fil un courant électrique, qui produit le serrage simultané de tous les freins ; si, par hasard, ce courant se trouvait interrompu, le serrage aurait lieu à la manière ordinaire, c'est-à-dire un peu plus lentement qu'avec l'électricité. Des effets analogues se produisent pour le desserrage. L'action électrique seule appliquerait les sabots, si la conduite d'air était bouchée. En outre, des contacts disposés dans la zone neutre du robinet permettent le serrage et le desserrage électrique seul : on peut ainsi faire passer une petite quantité d'air dans les cylindres à frein, pour les serrages modérés.
A une époque qui n'est pas fort éloignée, les trains n'étaient pas munis de freins continus. Beaucoup de locomotives n'ayant pas de freins à main, on en était réduit, pour les arrêts, aux freins du tender et d'un ou deux fourgons, et au renversement de la marche, ou à la contre-vapeur. Cette manœuvre est encore quelquefois nécessaire pour les arrêts. Mais c'est surtout à la descente des longues pentes qu'elle est utile : elle remplace avantageusement le serrage prolongé des freins à main.
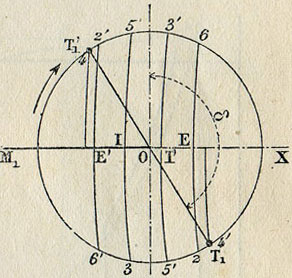
Fig. 316. - Étude de la distribution dans la marche à contre-vapeur.
Quand on veut faire agir la contre-vapeur, on place le mécanisme de relevage comme pour le sens de marche contraire à la direction qu'on suit, le régulateur restant ouvert. On se rend compte de cette action en se reportant à l'étude de la distribution : l'essieu tournant en avant, dans le sens de la flèche (fig. 316), le changement de marche est dans une position telle que le centre de l'excentrique fictif (qu'on peut supposer substitué au mécanisme de la coulisse) sera en 0T1 quand la manivelle motrice passe à son point mort en 0M1. Si le changement de marche est à fond de course à l'arrière, 0T1 se confond avec l'excentrique de marche arrière, existant réellement sur la machine, et conduisant effectivement le tiroir.
Qu'on suive le mouvement du tiroir pour un tour complet de la manivelle motrice depuis 0M1, en considérant ce qui se passe sur la face arrière du piston : au début, la lumière de cette face est légèrement ouverte pour l'admission, le tiroir donnant l'avance linéaire. Mais cette admission se referme dès que T est en 2. La quantité de vapeur qui est ainsi entrée dans le cylindre, jointe à celle qui remplissait l'espace libre, se détend alors et pousse le piston, jusqu'au moment où s'ouvre la communication avec l'échappement, quand l'excentrique est en 3. C'est alors seulement la pression de l'échappement, ou de l'atmosphère, qui pousse le piston jusqu'à son fond de course. En somme, il y a un faible travail moteur pendant ce parcours, représenté, sur le diagramme relevé à l'indicateur, par la ligne 1-2-3-3-4 (fig. 317) s'il ne se produit pas de laminage.
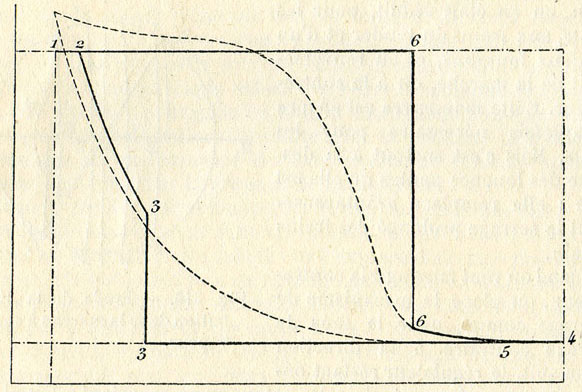
Fig. 317. - Diagrammes de la contre-vapeur, sans laminage et avec laminage.
Le piston, revenant en arrière, est d'abord, pendant un faible parcours, soumis à la simple résistance de la pression de l'échappement ; puis, quand l'excentrique est en 5, la communication du cylindre avec l'extérieur se ferme : une légère compression se produit dans le cylindre, jusqu'à ce que l'excentrique, en 6, découvre la lumière d'admission ; alors la pression de la boîte à vapeur s'exerce contre le piston et lui oppose une résistance importante jusqu'à la fin de sa course, où il revient à la position initiale. Le diagramme donne, pour le travail résistant, le trait 4-5-6-6-1.
Le travail résistant de la contre-vapeur, pendant un tour de la machine, est moindre que le travail moteur dans la marche normale au même cran de la distribution. S'il n'y avait pas de laminage de la vapeur (comme dans le cas d'une marche très lente), le diagramme donné par l'indicateur aurait la forme 1'-2'-3'-3'-4'-5'-6'-6'-1' pour la marche normale (fig. 318) ; dans la marche à contre-vapeur, au même cran, le diagramme serait 1-2-3-3-4-5-6-6-1, dont la surface est moindre.
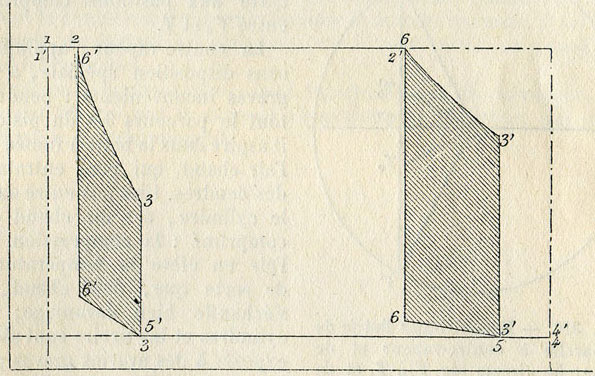
Fig. 318. - Diagrammes comparés de la contre-vapeur et de la marche directe : 1-2-3-3-4-5-6-6, diagramme de la contre-vapeur, sans laminage ; l'-2'-3'-3'-4'-5'-6'-6', diagramme de marche directe, sans laminages. La différence des deux surfaces est couverte de hachures.
Mais en outre il se produit un laminage : ce laminage ne change pas beaucoup la surface du diagramme de marche normale, mais réduit notablement celle du diagramme de contre-vapeur (fig. 317) parce que ni la chute de pression en 3-3, ni l'élévation en 6-6 n'ont lieu instantanément.
Cette étude explique pourquoi il est prudent, eu abordant les fortes pentes, de faire usage de la contre-vapeur sans retard ; si l'on attend que le train ait pris une vitesse un peu forte, il peut arriver que la contre-vapeur, même avec le changement de marche à fond de course, ne puisse plus le retenir, tandis qu'elle suffit, si on a ralenti convenablement dès le début : pour une certaine vitesse, la contre-vapeur équilibre exactement la force qui entraîne le train (cette force est due à son poids, et il faut en déduire les résistances diverses) ; si on se tient en dessous de cette vitesse, on sera toujours maître de la conduite du train ; mais au-dessus, l'effet de la contre-vapeur diminue par suite des laminages, et on est emballé.
Les remarques qui suivent peuvent préciser les idées sur l'action de la distribution pendant la contre-vapeur : lorsque le changement de marche est au point mort, c'est-à-dire quand le tiroir est conduit par le milieu de la coulisse (fig. 319), ou quand l'excentrique fictif, qu'on peut supposer mener le tiroir, est en OT", à l'opposé de la manivelle motrice OM, il y a encore un travail moteur (voir fig. 181). Lorsque la machine marche en avant, la vapeur produit un travail moteur quand le centre de l'excentrique fictif se déplace de T à T", et même quand il dépasse T'' ; c'est pour une certaine position telle que T0, c'est-à-dire avec le changement de marche placé un peu au delà du point mort, dans la zone de marche arrière, que le travail de la vapeur s'annule complètement. Si on continue à déplacer le changement de marche vers l'arrière, on a un travail résistant de contre-vapeur de plus en plus grand, à mesure que le coulisseau se rapproche de l'extrémité de la coulisse : mais la partie motrice de la coulisse est plus longue que la partie résistante.
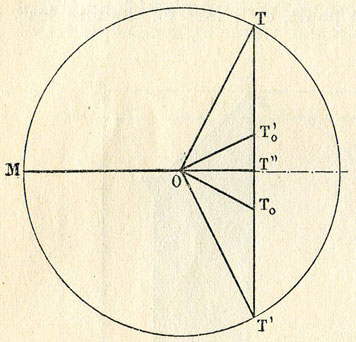
Fig. 319. - Excentriques fictifs de marche à contre-vapeur et de marche directe (de T' à T0 et de T0 à T pour un sens de rotation ; de T à T0' et de T0' à T' pour l'autre sens).
En considérant la locomotive marchant en arrière, on voit de même que la zone motrice de la coulisse correspond aux positions de l'excentrique fictif comprises entre T' et T'0, et la zone résistante aux positions comprises entre T'0 et T.
La contre-vapeur, appliquée sans disposition spéciale, a de graves inconvénients : pendant tout le parcours 3-4 du piston, il aspire dans la boîte à fumée de l'air chaud, qui peut entraîner des cendres. Une fois entré dans le cylindre, cet air chaud est comprimé : la compression de l'air en élève la température, de sorte que, déjà chaud, il s'échauffe bien davantage ; les cylindres et les tiroirs sont alors exposés à des avaries graves par grippement. En outre, l'air est refoulé dans la chaudière et gêne le fonctionnement des injecteurs.
L'injection de vapeur ou d'eau chaude dans les conduits d'échappement fait disparaître ces inconvénients : l'eau chaude, en sortant de la chaudière à température élevée, se transforme en partie en vapeur, et les conduits d'échappement sont maintenus pleins de vapeur. Les cylindres n'aspirent plus l'air chaud de la boîte à fumée, mais la vapeur, qui est très humide si elle provient d'une injection d'eau : pendant la compression de cette vapeur humide, la température ne peut dépasser celle qui correspond à sa pression, et les cylindres et tiroirs ne sont pas plus fatigués que dans la marche normale. Les cylindres refoulent dans la chaudière de la vapeur et non plus de l'air. Il faut pour cela que les conduits d'échappement reçoivent une quantité suffisante de vapeur ou d'eau formant de la vapeur, ce dont on est sûr quand on en envoie un peu trop : on en voit sortir l'excès par la cheminée.
La vapeur refoulée à la chaudière y entraîne l'huile que peuvent renfermer les cylindres ; comme l'huile est nuisible dans la chaudière, il faut éviter de graisser les tiroirs et les cylindres pendant la marche à contre-vapeur ou au moment de s'en servir.
Si le rail est glissant, la contre-vapeur pourrait arrêter le mouvement de rotation des roues, puis les faire tourner en sens inverse, malgré l'entraînement par le train ; ce patinage est dangereux pour le mécanisme et réduit beaucoup l'action utile de la contre-vapeur ; il faut l'éviter au moyen du sable.
En passant de la marche normale à la marche à contre-vapeur, la pression de la tête, du piston sur les glissières change de sens ; si on roule cheminée en avant, c'est la glissière inférieure qui entre en action et qui doit être graissée convenablement. Quand on interrompt la contre-vapeur pour reprendre la marche normale, il est bon d'ouvrir un instant les purgeurs, car il peut rester un peu d'eau dans les cylindres.
Le frein à contre-vapeur, avec injection d'eau ou de vapeur, est souvent désigné par le nom de l'ingénieur Le Chatelier, qui en a indiqué le fonctionnement.
On peut apprendre l'arithmétique et la géométrie sans sortir de sa chambre ; mais on ne peut apprendre de même à conduire les locomotives, pas plus qu'on ne deviendrait cavalier en se contentant de lire des traités d'équitation. Si une pénible nécessité élevait une infranchissable barrière entre les hommes qui connaissent la théorie des machines, et ceux qui ont acquis la pratique du métier, ce sont les seconds qui, seuls, pourraient fournir le personnel nécessaire au service des chemins de fer. Mais cette barrière n'existe pas nécessairement, et notre volonté peut l'abattre : l'homme pratique n'en accomplira que mieux sa tâche, s'il comprend ce qu'il fait ; il saura modifier sa façon d'agir quand les circonstances changeront. La connaissance des fonctions des machines ne peut remplacer l'adresse manuelle, mais elle lui prête un puissant appui. A la lecture des livres, qui peuvent leur apprendre comment fonctionnent les machines, les chauffeurs et les mécaniciens ajouteront l'observation minutieuse de ce fonctionnement : ils en remarqueront toutes les circonstances et chercheront à bien s'en rendre compte. On ne peut guère indiquer des règles pour tous les menus détails de la conduite de chaque série de machines : au contraire, l'étude sérieuse d'un sujet exige qu'on considère surtout les règles générales, auxquelles se rapportent tous les détails particuliers. Celui qui connaît le fonctionnement de la locomotive, qui s'est rendu compte du rôle des diverses pièces, verra facilement celles qui sont affectées par une avarie ; il saura ce qu'il doit démonter, ce qu'il peut conserver et comment ensuite la machine fonctionnera.
Il y a bien des degrés dans l'art de la conduite des machines, depuis les manœuvres dans les gares jusqu'à la traction des grands express : tous ces degrés se franchissent successivement, quand les qualités nécessaires se sont développées.
Avant tout, le mécanicien doit être bon chauffeur : savoir bien régler le feu est la partie la plus difficile de la conduite des machines, celle qui exige le plus d'habileté, le plus d'attention, le plus de dispositions naturelles. On dit qu'on devient cuisinier, mais qu'on naît rôtisseur : ce proverbe ne s'appliquerait-il pas, avec une légère modification, au service des machines, et ne pourrait-on dire qu'un certain génie inné est nécessaire pour faire un bon chauffeur ?
Une attention continue aux moindres détails, conduisant à l'observation presque machinale d'une série de précautions minutieuses, est indispensable pour devenir bon mécanicien ; sans cette attention, on peut briller d'un certain éclat dans la carrière, mais comme un fantaisiste exposé aux avaries et aux accidents. Une seule manœuvre omise laisse la porte ouverte aux malheurs qui nous guettent sans cesse : à Monthermé, en 1893, l'ouverture spontanée du régulateur d'une locomotive cause la mort du chauffeur, raccordant les rotules de son tender ; cet accident est-il possible avec le changement de marche au point mort, les purgeurs ouverts, le frein serré ou les roues calées ?
Une surveillance constante de toutes les parties de la machine, même les plus minimes, n'est pas moins nécessaire. Une avarie grave a souvent pour point de départ une goupille perdue, un écrou desserré : or, pourquoi une goupille manque-t-elle? Pourquoi un écrou est-il desserré ? Un raccord qui fuit peut vider un tender ; on peut même oublier de remplir les soutes au départ ; mais pour le bon mécanicien, sentant l'importance de ses fonctions et la gravité de ses moindres fautes, il n'y a ni distraction ni oubli.
L'attention et la vigilance pendant la marche ne doivent jamais être en défaut : tout en surveillant la voie, en remarquant les signaux, le mécanicien s'apercevra du moindre bruit anormal dans le fonctionnement du mécanisme, du moindre trouble dans l'échappement, de la moindre odeur d'huile chaude, et il pourra souvent empêcher une avarie naissante de s'aggraver. Nombreux sont les actes de vigilance, souvent fort remarquables, qu'on peut citer à l'actif du personnel des machines.
Outre les qualités professionnelles, les qualités morales ne sont pas moins nécessaires à ce personnel : d'abord, le courage et le sang-froid dans toutes les circonstances ; en douter serait lui faire injure. Blessé dans une collision, un mécanicien court faire les signaux d'arrêt à un train qui le suit, tandis que le chauffeur, qui n'est guère plus ménagé, s'occupe à couvrir le feu de la machine renversée, pour préserver le ciel du foyer. Ce n'est que lorsque toutes ces précautions sont prises que ces hommes pensent enfin à eux-mêmes !
L'agent chargé du service des locomotives doit porter une attention continuelle à sa conduite ; il faut qu'il observe une sobriété féroce. Sans qu'il ait le moins du monde un goût exagéré pour le vin, la faim et la soif, développées par le travail au grand air, la rencontre d'un camarade, quelque fête de famille, peuvent lui jouer un vilain tour ; la moindre excitation est dangereuse en service ; elle peut lui valoir, si elle est remarquée, les notes les plus mauvaises : or, bien peu suffit parfois pour provoquer cette excitation, surtout si l'on est saisi par le froid en sortant de chambres chaudes ; on n'échappe à ce danger que par une ferme volonté et une constante attention. Qu'on se méfie surtout de l'alcool sous forme d'eau-de-vie, de liqueurs, d'absinthe : il n'est guère de drogue dont l'usage répété soit plus funeste à l'homme. On sait que l'eau de feu a contribué à détruire les peuplades indiennes de l'Amérique : que les peuples civilisés, qui augmentent sans cesse leur consommation d'alcool, comme les Français, méditent ce terrible exemple. Il est bien prouvé aujourd'hui que l'alcool ne réchauffe pas, qu'il ne ranime pas les forces ; il ne peut faire que du mal. Pour combattre l'invasion de l'alcoolisme, il s'est fondé en France, comme en d'autres pays, des sociétés dont les membres s'interdisent l'usage des boissons distillées ; tenant compte des usages locaux, en France elles n'ont pas cru devoir interdire à leurs membres la consommation modérée du vin, de la bière. Les agents du service actif des chemins de fer, chez qui la moindre excitation alcoolique peut devenir presque criminelle, ne sont-ils pas à leur place dans une société de ce genre, prouvant ainsi leur ferme résolution de fuir l'alcool, et résistant sans peine à toutes les sollicitations, grâce à l'engagement d'honneur qu'ils ont pris ?
Le système le plus commode, et pour le mécanicien et pour le chef de dépôt, dont la surveillance est alors facile, consiste à confier chaque locomotive à une seule équipe ; mais ce système n'est pas toujours applicable : à certains moments l'exploitation des chemins de fer exige une grande augmentation du nombre de trains, et le service de chaque locomotive devient trop long pour les hommes ; à moins de posséder un matériel immense, qui resterait souvent en chômage, une administration de chemins de fer doit recourir aux équipes multiples. En outre, les restrictions étroites, apportées en France à la durée du service des mécaniciens et chauffeurs par des décisions ministérielles, rendent souvent difficile une utilisation convenable des machines confiées à une seule équipe.
Une locomotive est parfois desservie par deux équipes, toujours les mêmes, qui alternent ; cette organisation convient pour des machines de gare, mais la nature des autres services, qui laissent forcément les machines au repos à certaines heures, permet rarement de l'appliquer. Le système des équipes banales, où toute équipe dessert indifféremment toute machine d'une même série, est celui qui occupe le mieux le personnel et les machines ; mais c'est celui qui exige la plus grande surveillance de l'état des machines et qui diminue le plus la responsabilité des mécaniciens en cas d'avaries.
Bien d'autres combinaisons trouvent leur place : c'est ainsi que trois équipes peuvent être chargées de deux locomotives ; ou bien chaque locomotive peut avoir une équipe titulaire, qui la conduit habituellement, mais, en outre, quelques équipes volantes prennent indifféremment toutes les machines.
On a beaucoup discuté sur les mérites et les inconvénients de la conduite des locomotives par plusieurs équipes ; mais ces discussions théoriques perdent leur importance devant la nécessité d'appliquer ce système. Certes il est plus commode et plus agréable pour un mécanicien d'avoir une machine attitrée, qu'il est seul à conduire ; mais s'il est juste de donner au personnel toutes les facilités désirables pour accomplir sa tâche, on perdrait de vue le but qu'on veut atteindre, en sacrifiant à ses convenances un mode utile d'exploitation. A tous les degrés de la hiérarchie, le devoir des agents d'un chemin de fer est, avant tout, de chercher à assurer le service le mieux possible : ils ne doivent donc jamais regretter le sacrifice de leurs préférences particulières, quand elles peuvent être une gêne ou un obstacle.
Les règles suivies pour rétribuer le personnel des locomotives sont fort intéressantes. En France, cette rétribution comprend une partie fixe et une partie variable avec le travail exécuté, combinaison logique pour un personnel constamment disponible, mais inégalement occupé.
Le traitement fixe est successivement augmenté suivant l'ancienneté et le mérite des agents. La portion variable de la rétribution consiste en primes de diverses sortes. Une des primes est proportionnelle au parcours effectué par l'agent ; elle est établie suivant une base kilométrique, qui n'est pas toujours la même pour les différentes catégories de trains. Cette prime de parcours dépend donc seulement du travail exécuté, quels que soient les soins apportés à l'exécution. Au contraire, les autres primes tiennent compte des efforts et de l'adresse du personnel. Ce sont d'abord les primes d'économie de matières ; les locomotives consomment de grandes quantités de combustible, et il importe de maintenir cette consommation dans de justes limites. Il est parfaitement logique d'intéresser le personnel à l'économie de combustible, et il est étonnant que le principe d'une opération aussi équitable et aussi utile aux deux parties intéressées ait pu être critiqué : tant les préjugés faussent les opinions sur les sujets les plus simples !
On reproche au système des primes d'économie de combustible d'inciter les mécaniciens à perdre du temps dans la marche des trains ; on dit aussi qu'il est difficile de fixer équitablement les diverses allocations, et que l'établissement des primes entraîne des calculs assez compliqués. En ce qui concerne le premier argument, il n'aurait de valeur que si des primes de régularité de marche ne venaient pas s'ajouter aux primes d'économie de combustible : il est clair que d'abord le service doit être fait le mieux possible ; ensuite vient l'économie ; il est facile d'établir les diverses primes de sorte que le personnel ne puisse avoir intérêt à sacrifier la régularité de la marche des trains : souvent la prime d'économie de combustible est supprimée quand la marche n'est pas régulière. Quant à la fixation équitable des allocations, elle peut paraître difficile, mais, en pratique, on connaît les consommations d'un si grand nombre de trains, dans des conditions diverses, qu'on peut les régler, sans trop de peine, pour les différentes locomotives, suivant les charges de trains, les sections de lignes, les vitesses moyennes. Les conditions atmosphériques influent sur la consommation : on en tient compte d'une manière suffisante en établissant des allocations différentes pour la saison d'été et la saison d'hiver.
La complication des écritures nécessaires pour le règlement des primes n'est pas non plus une objection bien grave, car la bonne administration exige que, dans tous les cas, on tienne un compte exact des matières dépensées par les diverses locomotives.
Les primes dépendent aussi de la nature des combustibles employés. Souvent l'allocation comprend certaines proportions de menue houille et de gros charbon ; une prime spéciale est attribuée à la consommation d'une moindre proportion de gros charbon. Il est juste, en effet, que cette prime tienne compte non seulement de la quantité, mais de la valeur du combustible économisé.
Une prime est également prévue pour l'économie sur la quantité de matières de graissage allouées. Elle porte sur une dépense faible à côté de la dépense de combustible.
La prime de régularité de marche s'établit généralement en comptant les minutes gagnées ou perdues dans la marche : chaque minute gagnée donne lieu à une prime, dont l'importance dépend de la nature du train. Souvent cette prime prend la forme d'une allocation de combustible, dont un certain poids est ajouté ou déduit pour chaque minute gagnée ou perdue.
Le bon entretien des machines, le soin apporté à leur maniement, permettent de longs parcours sans qu'elles rentrent aux ateliers de réparation : certaines administrations allouent une prime proportionnelle au parcours effectué, sans grandes réparations, au delà d'un certain nombre de kilomètres, considéré comme le minimum de ce que doit faire la machine.
Enfin une prime de nettoyage est parfois allouée aux équipes dont les machines sont toujours propres et bien tenues.
L'établissement des salaires a donné lieu à bien des discussions théoriques, et a même soulevé des conflits ; toutefois, en ce qui concerne le personnel des locomotives, en France du moins, ces conflits sont à peu près inconnus. On conçoit que d'une manière générale il soit difficile de fixer le prix du travail d'une manière qui satisfasse tous les intéressés : et il ne faut pas seulement considérer les intérêts directs de ceux qui payent et de ceux qui reçoivent le prix d'un travail, mais il faut tenir compte de la juste proportion à établir entre la rémunération des diverses catégories de travailleurs. Dans les grandes administrations comme les chemins de fer, la fixité des règles adoptées est précieuse pour le personnel.
On a beaucoup discuté aussi sur le mode de règlement du prix du travail, règlement fait à la journée ou à la tâche. Dans les discussions, souvent passionnées, sur les mérites et les défauts des deux systèmes, il faut reconnaître qu'il y a souvent une querelle de mots. Peut-on dire en effet qu'en théorie il y ait réellement du travail payé à la journée ? Tout travail n'est-il pas, au fond, payé à la tâche ? Lorsqu'un ouvrier est payé à la journée, ce n'est évidemment pas sa présence pendant un certain nombre d'heures qui est rétribuée, mais c'est l'exécution d'un certain travail accompli pendant ces heures de présence : la journée est simplement la mesure grossière d'une tâche moyenne qui doit être accomplie. En pratique, quand on voit certaines catégories d'ouvriers réclamer le paiement exclusif à la journée, c'est parce que cette tâche moyenne, qui correspond à la journée, peut être bien inférieure à la tâche exécutée par un homme habile et actif. Avec ce système généralisé, l'ouvrier cesserait d'être un travailleur pour devenir un fonctionnaire, dans le mauvais sens du mot, qui reçoit une rétribution invariable pourvu qu'il accomplisse une besogne minime. L'extension d'un tel système entraînerait la décadence rapide d'une nation et la plongerait dans une profonde misère.
Le mécanicien, en prenant son service, doit regarder les affiches du dépôt, qui peuvent contenir des indications importantes pour la marche des trains et pour la sécurité. Puis, avant de quitter le dépôt pour conduire un train, il vérifie, par une inspection minutieuse, l'état de l'engin sur lequel il doit compter. Il voit si la chaudière est bien remplie, le feu bien allumé, si le cendrier et la boîte à fumée sont complètement nettoyés. Le graissage de toutes les articulations, sans exception, est une opération essentielle : en les graissant toujours dans le même ordre, on n'en oubliera aucune. En même temps on vérifie qu'il n'y a pas d'écrou desserré, qu'aucune goupille ne manque, que tous les mouvements fonctionnent librement.
Les tuyaux de sablière se bouchent facilement ; ces tuyaux, ainsi que tout le mécanisme de distribution du sable, mécanisme assez délicat dans les appareils Gresham, doivent être visités attentivement : sinon, on risque d'être privé de l'aide du sable, toujours utile et souvent indispensable.
Le réservoir à air du frein Westinghouse sera de temps en temps débarrassé de l'eau qui s'y accumule.
Le mécanicien examine aussi le tender, qui doit être bien rempli, muni de son outillage, de tous ses agrès, signaux, pétards, et de ses pièces de rechange ou de secours, mais débarrassé de tout objet inutile. Les freins et les attelages seront vérifiés, surtout celui de la locomotive et du tender, attelage dont les pièces doivent toujours être propres et convenablement graissées : on peut alors les manœuvrer au besoin ; elles s'usent moins, et le découplement est possible sans trop de peine, en cas de nécessité.
Cette inspection minutieuse est surtout utile quand un mécanicien prend une machine qui vient d'être conduite par d'autres : il ne sait pas dans quel état elle a été laissée par ses prédécesseurs, et, s'il n'est pas attentif, il court le risque d'être rendu responsable d'avaries dont il n'est pas l'auteur. Du reste, dès la rentrée au dépôt, un mécanicien doit signaler toutes les défectuosités de la machine qu'il quitte.
Quand la machine vient se mettre en tête d'un train, la grille doit être complètement nettoyée et garnie, sur toute sa surface, de combustible bien allumé ; le cendrier et la boîte à fumée doivent être entièrement vides ; le niveau de l'eau dans la chaudière doit être élevé, et la pression voisine de sa limite supérieure. Tout cela est affaire de soin plus que d'habileté, mais l'homme le plus habile, si sa machine n'est pas bien préparée au départ, se tirera difficilement d'affaire, surtout si le train est lourd et s'il fait grand vent.
Il ne convient pas que les soupapes soufflent violemment pendant l'attente du départ : c'est une perte de chaleur et une gêne dans les gares. Sur une machine bien proportionnée au service qu'on lui demande, quand le feu est convenablement disposé, les premiers coups d'échappement font monter la pression et tendent à faire lever les soupapes. Il en sera de même en montant les rampes ; c'est la marque d'une production abondante et facile, qui donne une grande puissance à la machine.
Les démarrages exigent des précautions pour les longs trains de marchandises, dont les attelages, si solides qu'ils soient, se rompent facilement, tant est grande la violence des chocs qu'ils reçoivent. Aux trains de voyageurs, les démarrages doivent être rapides : il faut gagner du temps partout où l'on peut, et pour les express, et pour les trains à nombreux arrêts, qui n'ont une vitesse moyenne de marche suffisante que grâce à la rapidité de la mise en marche.
Il est intéressant de se rendre compte du temps nécessaire pour un démarrage : combien de secondes faut-il pour qu'un train, partant du repos, prenne une vitesse déterminée, et quel parcours fait-il pendant cette période de mise en vitesse ? Une fois connus cette durée et ce parcours, comme on calcule aisément le temps qu'aurait employé un train sans arrêt, marchant régulièrement à la vitesse finale, on en déduit le temps perdu par le démarrage. Par exemple, 210 secondes sont dépensées pour acquérir une vitesse de 51 km à l'heure, en parcourant 1 880 m ; à cette vitesse de 51 km à l'heure, ou de 14, 15 m par seconde, ce parcours de 1 880 m exigerait 133 secondes : donc, on perd 77 secondes.
Le temps ainsi perdu varie beaucoup avec le poids des trains, le profil de la ligne, les conditions atmosphériques, la puissance des locomotives, la manière de les conduire. D'une façon générale on peut dire que le temps perdu varie de la moitié au tiers du temps nécessaire pour acquérir la vitesse finale. Avec les trains lourds et rapides, il faut beaucoup de temps pour prendre cette vitesse finale.
Pour démarrer rapidement, il faut commencer par se mettre en marche dès qu'on reçoit le signal du départ : cette remarque peut sembler superflue ; cependant on constate souvent des intervalles successifs, de plusieurs secondes chacun, entre le signal de départ donné par le chef de gare, le signal du chef de train, le coup de sifflet du mécanicien et la mise en marche de la machine : il semble que chacun de ces signaux doive réveiller un homme profondément endormi, qui commence par bâiller et s'étirer les bras avant de faire ce qu'on lui demande. Perdre du temps est toujours mauvais ; mais quand il s'agit de trains difficiles, les secondes sont précieuses, et il ne faut pas les gaspiller. C'est là encore affaire de soin et d'attention plus que d'habileté.
Pour que la mise en vitesse soit prompte, il faut que la locomotive exerce un grand effort de traction, ce qu'on obtient avec le changement de marche à fond de course et le régulateur ouvert en grand. Plusieurs motifs obligent souvent à modérer cet effort : c'est d'abord le patinage, qu'on combat avec le sable ; c'est l'action sur le feu d'un échappement trop violent, qu'on atténue par le desserrage de la tuyère, par l'ouverture du registre d'entrée d'air dans la porte du foyer ; enfin, c'est la forte dépense de vapeur.
On doit tenir compte de ces circonstances, mais il ne faut pas ramener le changement de marche près du point mort dès que la machine a fait un ou deux tours de roues, ce qui donne une mise en mouvement pénible et traînante d'un effet déplorable.
Les démarrages font perdre plus de temps que les périodes d'arrêt. Quand on emploie les freins continus, on peut estimer la durée de l'arrêt, en secondes, en prenant le tiers du nombre qui exprime la vitesse en kilomètres à l'heure et en y ajoutant 5 : ainsi, à la vitesse de 90 km à l'heure, il faudra 90 divisé par 3 plus 5 ou 35 secondes pour arrêter ; à la vitesse de 60 kilomètres, 23 secondes. Comme on parcourt du chemin pendant le ralentissement, le temps perdu n'est guère que la moitié de cette durée. On perdra par exemple 20 secondes et 15 secondes dans les deux cas envisagés.
Même sans freins continus, la durée de l'arrêt est plus rapide que celle de la mise en vitesse, et le temps perdu est moindre.
Les règles relatives à la conduite du feu ont été indiquées au chapitre II. Elles se résument comme il suit :
Quel que soit le combustible employé, quelle que soit la manière de le disposer, on doit le charger fréquemment et par petites quantités, de manière que l'état du feu soit presque uniforme.
L'échappement doit être aussi peu serré que possible, car le serrage de l'échappement crée une pression résistante contre les pistons. L'alimentation doit être autant que possible continue et uniforme.
Vers la fin du trajet, l'économie commande de réduire les chargements, pour n'avoir à l'arrivée que peu de combustible sur la grille ; il ne faut pas exagérer cette précaution : on a vu des machines ne pouvoir rentrer au dépôt faute de pression !
Quand le feu est bien conduit, la production de vapeur est abondante, le personnel touche de fortes primes d'économie de combustible ; en outre les foyers durent longtemps et les fuites aux tubes sont rares.
La manœuvre du changement de marche et du régulateur a été étudiée au paragraphe 98. On a vu qu'une admission de 20 p. 100 environ était la plus favorable ; si elle donne un trop grand effort moteur, il vaut mieux laminer un peu la vapeur avec le régulateur plutôt que réduire encore la période d'admission avec le changement de marche. Pour obtenir de plus grands efforts, on augmente la période d'admission.
Avec les locomotives compound à distributions indépendantes, on doit toujours avoir une assez grande admission dans les cylindres à basse pression ; pour marcher à très grande vitesse on augmente encore cette admission. On fait varier l'effort moteur, surtout en manœuvrant le changement de marche des cylindres à haute pression.
Pour obtenir une bonne vitesse moyenne, il faut, en palier, conserver une allure uniforme et surtout éviter de trop ralentir en montant les rampes, car il serait difficile de rattraper le temps ainsi perdu, à moins de prendre sur les pentes des vitesses excessives, dangereuses, et même souvent impossibles à obtenir. Soit à franchir une longueur de 60 km, dont moitié en rampe de 5 mm par mètre et moitié en pente de 5 min par mètre. Pour faire le trajet en une heure, le tableau qui suit donne diverses vitesses corrélatives en rampe et en pente :
| VITESSE MOYENNE sur la rampe |
DURÉE DU TRAJET en rampe |
VITESSE MOYENNE sur la pente |
DURÉE DU TRAJET en pente |
| 60 km à l'heure. | 30 minutes. | 60 km à l'heure. | 30 minutes. |
| 55 | 33 | 66 | 27 |
| 50 | 36 | 75 | 24 |
| 45 | 40 | 90 | 20 |
| 40 | 45 | 120 | 15 |
Dès que la vitesse sur rampe se réduit aux deux tiers de la vitesse moyenne, il faut que cette vitesse moyenne soit doublée sur la pente pour rattraper le temps perdu. En outre, les vitesses réelles sont supérieures, pendant une partie du trajet, aux vitesses moyennes.
Aux fortes pentes se joignent souvent des courbes raides ; ces pentes se trouvent fréquemment sur des embranchements secondaires, dont les voies ne peuvent être aussi robustes que celles des grandes lignes. En outre, certains types de machines, par suite de leur faible empattement, de leurs pièces en porte-à-faux, ou pour d'autres raisons, ne doivent pas dépasser une vitesse fixée. Voilà bien des motifs pour ne pas descendre les pentes trop rapidement. Mais comme il faut que les trains, qui ont de nombreuses correspondances à assurer, arrivent à l'heure, comme il faut qu'ils regagnent au besoin quelques minutes perdues, il est fort important que les mécaniciens ne perdent jamais de temps en montant les rampes.
Rien ne donne meilleure réputation au service d'un chemin de fer que l'arrivée des trains rigoureusement aux heures prescrites. Cette grande ponctualité ne tient pas uniquement au service des machines, mais les mécaniciens peuvent beaucoup pour l'assurer, et c'est en somme toujours sur eux qu'on compte pour rattraper les minutes perdues en stationnements trop prolongés ou en ralentissements.
On doit éviter l'abus du sifflet, fort désagréable pour les voyageurs et pour les voisins des chemins de fer. En France, cet abus est malheureusement fréquent. Il est regrettable que les très anciens règlements, qui prescrivent l'emploi du sifflet dans une foule de circonstances, soient toujours en vigueur : mais au moins les mécaniciens, quand il leur est prescrit de siffler, peuvent le faire avec une certaine discrétion et sans prolonger inutilement les coups de sifflet. On doit aussi éviter l'emploi excessif du sifflet quand le règlement ne le prescrit pas, par exemple pour demander l'ouverture des signaux à l'arrêt : en pareil cas un coup de sifflet peut être utile pour annoncer la présence du train, mais c'est une mauvaise habitude que d'en prolonger indéfiniment les avertissements sonores.
A considérer la sécurité, l'abus des sifflets, surtout dans les grandes gares, émousse l'attention des hommes qui circulent sur les voies et ne peut qu'augmenter le nombre des accidents.
Les locomotives sont exposées à des avaries de tous genres. L'adresse et le soin des mécaniciens peuvent les rendre fort rares, mais sans les supprimer entièrement : quand elles se produisent, un homme habile peut souvent remettre rapidement la machine en état de marcher, au moins jusqu'à une station où elle sera remplacée. Mais en cas d'avarie, même lorsqu'il croit pouvoir la réparer, un mécanicien ne doit pas hésiter à demander une machine de secours : mieux vaut une demande de secours inutile qu'un arrêt indéfiniment prolongé d'un train.
Toute la sécurité de l'exploitation repose sur la stricte observation des signaux. On a bien établi des mécanismes fort ingénieux qui enclenchent les divers leviers de commande des appareils, de manière à en rendre impossibles ou du moins inoffensives les fausses manœuvres ; mais c'est à condition que les mécaniciens tiendront toujours compte des signaux d'arrêt, qu'ils ne les confondront jamais entre eux, qu'ils seront toujours complètement maîtres de leur train.
On a souvent cherché le moyen de supprimer les effets dangereux de la distraction ou de l'erreur des mécaniciens en vue des signaux, comme les enclenchements atténuent les erreurs des agents chargés de les manœuvrer ; mais la solution vraiment pratique de ce problème reste encore à trouver, et, d'ailleurs, ces cas d'erreurs des mécaniciens sont fort rares.
Lorsque les trains sont munis de freins continus, on peut les faire agir sans l'intervention du mécanicien, quand des signaux sont à l'arrêt, à l'aide de pédales ou de contacts électriques ; mais le système n'agit pas pour les trains non munis de ces freins, et ce sont justement ces trains qui sont le plus à craindre. Enfin il n'est guère applicable qu'aux signaux éloignés des stations ; on ne voit guère comment l'employer pour ceux qui se trouvent, parfois en si grand nombre, dans les gares importantes.
On peut aussi se contenter d'un avertissement donné au mécanicien lorsqu'il passe devant un signal à l'arrêt, par exemple au moyen d'un sifflet qui fonctionne sur la locomotive. Ces appareils avertisseurs ne sont guère applicables aussi qu'aux signaux de distance, qui peuvent être dépassés ; ils sont utiles surtout en cas de brouillard, mais ne donnent pas non plus de solution générale pour les signaux des gares.
En disant que tout employé, quel que soit son grade, doit obéissance passive aux signaux, on trace de la manière la plus claire le devoir d'un mécanicien en présence d'un signal d'arrêt. Il n'a pas à se demander si l'arrêt est justifié ; peu importe que la ligne paraisse entièrement libre devant lui, qu'il soit probable que la position du signal est due à une erreur ou à un oubli : il doit obéir comme s'il voyait un obstacle. Il arrive quelquefois que, par suite de négligence, certains signaux restent indûment à l'arrêt ; si le mécanicien se croit fondé à négliger leurs indications, il commet une faute grave, bien plus grave que celle de l'agent chargé de la manœuvre ; les tribunaux se chargeront de le lui apprendre, mais un peu tard, s'il en résulte un accident. En pareil cas, un mécanicien ne doit jamais hésiter à obéir aux signaux, quitte à faire connaître à ses chefs les arrêts inutiles qu'on lui impose, afin qu'ils y mettent bon ordre.
Si l'indication d'un signal à l'arrêt ne doit jamais être discutée, il n'en est plus de même lorsqu'il cesse d'indiquer l'arrêt. Alors le mécanicien a le droit, et même le devoir, de se demander si cette position est justifiée et de vérifier, autant qu'il le peut, si réellement la voie est bien libre devant lui. Par suite d'un oubli, un signal peut rester à voie libre, malgré la présence de l'obstacle qu'il devrait couvrir. Quelquefois même des mécaniciens ont vu effacer devant eux des signaux à l'arrêt, ce qui semble une annonce bien certaine de voie libre, alors qu'elle ne l'était pas ! On les invitait ainsi à continuer leur marche, à reprendre leur vitesse. Si, malgré cette indication erronée, un homme prudent a su découvrir le danger et l'éviter, quelle satisfaction ne doit-il pas éprouver ? Ce n'est pas tant l'idée du danger personnel, auquel il a échappé, qui le rend heureux et fier ; c'est surtout la satisfaction d'avoir, par sa vigilance et son habileté, évité un grave accident, et sauvé la vie d'un grand nombre de ses semblables !
Quand on conduit des trains rapides, dont les itinéraires serrés ne permettent pas la moindre perte de temps, la scrupuleuse obéissance aux signaux exige beaucoup de soin et d'expérience : il faut parfaitement connaître tous ceux qu'on aperçoit, ainsi que le profil et les plus petits détails de la ligne qu'on parcourt à toute vitesse. Quelquefois des obstacles empêchent de voir facilement les signaux ; il en est qu'on ne distingue qu'à une certaine distance, puis qui disparaissent momentanément quand on s'en approche. On rectifie autant que possible la position de ces appareils, quand elle est reconnue défectueuse ; mais des arbres en poussant, des constructions nouvelles, peuvent venir les masquer à tout moment. Il est de règle générale que, dans les passages où une grande attention est nécessaire, le chauffeur ne doit pas être occupé au chargement du foyer ou à l'alimentation : il regarde les signaux et surveille la voie comme le mécanicien.
Enfin un train n'est réellement bien conduit, suivant toutes les règles de l'art, que lorsque le mécanicien sait se réserver quelques secondes, non pas précisément pour ralentir, aux bifurcations importantes, aux grandes stations, lorsque les règlements n'ordonnent aucun ralentissement, mais pour éviter en ces points les vitesses excessives. A cet égard, on fera bien de réfléchir aux quelques chiffres qui suivent.
La longueur d'un arrêt d'urgence, obtenu avec le frein Westinghouse, varie beaucoup ; mais, dans les conditions moyennes et normales, on peut l'estimer à 300 m quand la vitesse est de 85 km à l'heure ; dans les mêmes conditions, elle sera de 413 m pour la vitesse de 100 km et de 550 m pour celle de 115 km. Qu'un mécanicien aperçoive un obstacle à 300 m devant lui et serre aussitôt le frein ; il évitera la collision s'il marchait à 80 km, tandis qu'il aura encore, au moment de la rencontre, une vitesse de 52 km à l'heure s'il marchait à 100, et de 72 km s'il en faisait 115.
Les conséquences de la mise en marche spontanée d'une locomotive peuvent être si graves qu'on ne saurait prendre trop de précautions pour l'éviter.
Pendant les stationnements prolongés, et surtout si le personnel quitte sa locomotive (ce qui n'est permis que sur les voies des dépôts ou lorsqu'un agent spécial est chargé de la garde des machines en feu), le régulateur sera fermé à fond, et le changement de marche placé au point mort ; les purgeurs seront ouverts, et les freins à vis serrés. Les mêmes précautions doivent être prises pendant un arrêt de courte durée, quand on veut pénétrer sous la machine ou engager le bras entre les pièces du mécanisme.
Ces manœuvres, qui préviennent toute chance de mise en marche intempestive, ne sont ni longues ni difficiles, et il faut s'habituer à les exécuter machinalement, sans avoir besoin d'y penser : cette habitude, qui rend instinctifs certains mouvements, donne l'assurance qu'aucune préoccupation, aucune distraction ne sera cause d'un oubli. Or si mille fois un tel oubli n'a pas de conséquence, il peut aussi causer la mort d'un camarade ou une catastrophe sur la ligne : c'est assez pour qu'un homme sérieux ne veuille jamais s'exposer à un tel risque.
Avant de mettre une machine en marche, quand elle vient d'être visitée ou graissée, il faut toujours vérifier que personne ne reste dessous. Pour la même raison de sécurité, il ne faut jamais tamponner, si doucement que ce soit, une locomotive arrêtée. Avant de passer sous une machine attelée en tête d'un train, on doit s'assurer qu'aucune manœuvre de wagons ne sera faite en queue.
On évitera une abondante production de vapeur ou un excès de pression pendant les stationnements prolongés ; certains règlements prescrivent alors le desserrage des balances ; le feu doit être convenablement couvert, les portes du cendrier fermées ou la cheminée capuchonnée. Pendant les arrêts, il ne faut pas que la locomotive dégage de la fumée, désagréable partout, et surtout dans les gares. S'il est nécessaire de charger le feu pendant un stationnement, on combat la fumée en ouvrant le souffleur et en laissant entrer un peu d'air par la porte du foyer.
La double traction est usitée en cas de surcharge d'un train, pour éviter la circulation des machines haut-le-pied, et comme renfort sur les rampes. L'emploi du block-system sur les grandes lignes permet souvent de dédoubler les trains, au lieu d'y atteler deux locomotives ; on en utilise mieux la puissance, puisque, pour les trains de voyageurs, les règlements limitent le nombre des voitures. C'est sur les lignes à voie unique, où il est difficile d'ajouter des marches supplémentaires, que les machines retournant à leur dépôt sont de préférence attelées en double aux trains. Enfin, sur les rampes, les renforts sont souvent donnés, par une machine en queue, à des trains de marchandises, qui peuvent déjà avoir deux machines en tête. Les trains de voyageurs, d'après l'ordonnance du 15 novembre 1846, ne peuvent avoir plus de deux locomotives (sauf en cas de secours), mais il n'y a pas d'inconvénient à autoriser, pour ces trains comme pour ceux de marchandises, le renfort en queue.
Le mécanicien placé en tète règle la marche du train ; mais celui qui suit n'en doit pas moins être attentif aux signaux et à l'état de la voie. En ouvrant sans précaution le régulateur de la machine d'un train de marchandises, on risque d'en rompre les attelages : le risque serait encore plus grand si l'on ouvrait en même temps les régulateurs de deux machines attelées au même train. La fermeture même du régulateur peut aussi être cause de chocs.
Quand les deux machines sont munies du frein Westinghouse, le robinet de manœuvre de la seconde doit être placé dans la deuxième position ; en cas de serrage énergique par le mécanicien de tête, le réservoir principal de la seconde machine, s'il a conservé sa pression, peut dégager de l'air dans la conduite ; l'inconvénient ne paraît pas très grave ; on l'éviterait complètement en plaçant le robinet de la seconde machine dans la position neutre ; mais cette position est mal définie.
En cas de double traction, la vitesse doit être bien régulière, et dépasser le moins possible la moyenne prescrite.
La seconde machine reçoit la poussière soulevée par la première, ce qui l'expose aux chauffages : le graissage doit donc en être particulièrement surveillé. Avec le renfort en queue, à la traversée de certains tunnels, le personnel de la seconde machine trouve souvent l'air fortement vicié : on a dû en quelques points munir les machines d'un appareil respiratoire, composé d'un réservoir où l'on aspire l'air par un tuyau flexible.
Les chauffages sont les incidents qui troublent le plus fréquemment la marche des machines. Lorsqu'ils se produisent, l'important est de les contenir et de les réduire ; s'ils s'aggravent, bientôt les tourillons grippent, le métal blanc des coussinets fond : c'est une avarie sérieuse. Des pièces mécaniques coûteuses, telles que des mouvements de distribution, coulisses et bielles de suspension, sont transformées en ferraille sans valeur, dans l'espace de quelques minutes, par des chauffages intenses.
Lorsqu'une pièce chauffe, il faut, après l'avoir refroidie, bien assurer le graissage : si un conduit bouché, une mèche trop serrée, un réservoir d'huile vide est la cause du chauffage, il est facile de la faire disparaître. Parfois les réservoirs, notamment ceux des boîtes, se remplissent d'eau qui prend la place de l'huile : cela arrive lors des lavages des chaudières ; il faut avoir soin d'enlever cette eau.
Le serrage excessif de certaines articulations peut être une cause de chauffage ; mais en desserrant ces articulations, par exemple les coussinets de tête de bielle, on risque d'en exagérer le jeu : le mécanisme ferraille, ce qui produit une usure rapide : il ne faut donc user de cette ressource qu'avec mesure et momentanément. On peut aussi réduire les efforts que transmettent les articulations en laminant fortement la vapeur à l'aide du régulateur ; le levier de changement de marche est alors placé vers son fond de course.
Parfois on se sert de suif pour lubrifier les pièces qui ont tendance à chauffer : le suif, en fondant, les arrose abondamment dès que la température s'élève.
Les machines toujours bien nettoyées et soigneusement graissées, sans excès d'huile, sont peu sujettes à chauffer, sauf par suite de défaut de montage.
La plupart des avaries à la chaudière arrêtent la machine sans qu'on puisse y remédier sur place, par exemple la fusion du plomb du ciel de foyer, la projection d'une soupape à charge directe par suite de la rupture d'une colonnette. Si le ressort d'une soupape à levier casse, il est aisé de caler cette soupape jusqu'à l'arrivée.
Lorsqu'un tube à air chaud s'écrase, on peut quelquefois en fermer les deux extrémités par des bouchons ou tampons en fer ; on relève alors le niveau de l'eau dans la chaudière et on fait remonter la pression. Il ne faut pas oublier que la projection d'un tampon placé devant la porte serait fort dangereuse. Les voûtes en briques rendent souvent impossible le tamponnement d'un tube.
Si plusieurs entretoises se rompent, si un gonflement anormal des parois du foyer se produit, la prudence commande de modérer aussitôt le feu et de laisser tomber la pression.
S'il devient impossible de faire fonctionner les appareils d'alimentation, on est bien obligé de jeter le feu ; mais c'est une avarie qui ne semble guère excusable, quand il y a deux injecteurs comme d'habitude. Aussi, dès que l'un d'eux ne fonctionne pas bien, faut-il le faire remettre en état. Le défaut d'entretien des robinets de tubes de niveau est quelquefois une cause de détresse : si le tube en verre se rompt, on ne peut pas fermer les robinets, ou on en casse les poignées en les frappant pour essayer de les manœuvrer.
Les avaries aux trains de roues sont presque toujours assez graves pour causer une détresse, si elles n'entraînent pas de déraillement ; ces avaries consistent surtout en ruptures de bandages ou d'essieux. Même lorsque les pièces rompues restent en place, il ne faut continuer la marche que jusqu'à la prochaine station et avec une extrême prudence, car le déraillement est fort à craindre : en pareil cas, c'est souvent au moment du garage, lors du passage sur les aiguilles ou les croisements, qu'il se produit. Si le train de roues avarié n'est pas l'un des trains extrêmes, on peut souvent ramener la machine, à froid, en le soulevant et en faisant porter les boîtes par des cales, qui reposent sur les entretoises des plaques de garde. D'autres cales, placées au-dessus des boîtes des essieux extrêmes, empêchent un trop grand abaissement du châssis.
Les organes de la suspension, surtout sur les mauvaises voies, sont exposés à des avaries assez fréquentes : pour remédier aux unes, on peut attendre la rentrée au dépôt ; les autres exigent l'arrêt de la machine en cours de route. Parmi les premières sont les ruptures d'une feuille, le glissement du ressort dans sa bride, circonstances qui ne paralysent pas la suspension. Au contraire, les ruptures de tiges de suspension, de balanciers, du ressort entier, mettent une machine hors d'état de continuer sa route avec sécurité : un des ressorts cessant complètement de porter sa part du poids de la machine, ce poids se répartit fort inégalement sur les autres ; la machine peut aussi porter directement sur la boîte du ressort avarié par le fond de l'entaille du longeron. Cette modification de la répartition est d'autant plus dangereuse qu'elle change complètement les poids sur les deux roues d'un même essieu : certaines roues seront énormément chargées et d'autres ne porteront rien : un déraillement est à craindre. En pareil cas, on doit placer entre la boîte dont la suspension est avariée et le longeron une cale en fer ou en bois, dont l'épaisseur est celle du jeu moyen qui devait exister entre ces deux pièces : il faut pour cela soulever la machine avec un vérin.
Lorsque deux ressorts sont réunis par un balancier, la rupture d'un seul d'entre eux, d'une tige de suspension, ou du balancier, les met tous deux hors de service ; il faudra alors caler les deux boîtes, à moins qu'on ne puisse immobiliser le balancier, de manière à donner une attache rigide à la tige de suspension du ressort non avarié.
Certaines avaries du mécanisme n'empêchent pas de continuer la marche, et n'exigent que le démontage de quelques pièces ; telle est la rupture d'une bielle d'accouplement ; parfois c'est l'un des deux mécanismes moteurs qu'il faut démonter ou paralyser, et la machine fonctionne alors avec un seul cylindre. Un accident aux organes de distribution de vapeur n'arrête pas toujours le fonctionnement de la machine. Si la barre d'excentrique de marche arrière vient à se rompre, on pourra, après en avoir démonté les morceaux, mettre le changement de marche au fond de course avant : la barre d'excentrique avant conduira seule le tiroir ; on laminera la vapeur avec le régulateur, parce qu'on ne la détendra plus beaucoup dans les cylindres. Cette manière d'agir n'est possible qu'avec la coulisse à deux flasques, qui permet de faire coïncider l'axe du coulisseau avec l'axe des tourillons d'articulation de la barre d'excentrique : avec la coulisse simple découpée, le démontage complet du mécanisme de distribution devient nécessaire.
Si l'arbre de relevage, un de ses leviers, ou une bielle de suspension est rompue (il faut démonter l'autre bielle de suspension), la coulisse de Stephenson tombe et le coulisseau se trouve à sa partie supérieure. Avec les barres droites généralement usitées, la machine est disposée pour la marche avant : c'est un cas analogue au précédent. Avec la coulisse de Gooch, les mêmes ruptures font tomber le coulisseau à la partie inférieure : avec les barres droites, il est alors placé pour la marche arrière ; pour la marche avant, il faut le relever dans la coulisse, et le maintenir au moyen de cales. La rupture d'une des tiges de suspension de la coulisse d'Allan produit l'un ou l'autre effet.
Si une tige de piston vient à se rompre, le piston se colle contre le fond avant du cylindre, qui est souvent avarié : on pourra continuer la marche jusqu'à une station si le piston ne bouge plus, parce qu'il recouvre la lumière d'avant. L'admission et l'échappement de vapeur se feront toujours, sans travail moteur, sur l'arrière du cylindre. Arrivé à une station, on démontera la bielle motrice et on fixera solidement le piston : si par exemple la rupture a eu lieu à l'emmanchement de la tige dans la tête, on coincera la tige dans sa garniture en serrant à bloc un de ses deux écrous, puis on en rapprochera la tête de piston et on la reliera aux glissières ; on peut sans danger laisser le tiroir continuer sa marche.
La rupture d'une bielle motrice produira à peu près le même effet : on démontera le morceau de la bielle portant sur la manivelle, et on fixera le piston à son fond de course avant.
La rupture d'une tige de tiroir paralyse nécessairement le côté correspondant du mécanisme. On immobilise alors le tiroir dans sa position moyenne, de manière qu'il recouvre les lumières, en coinçant la tige dans la garniture par le serrage d'un écrou, ou en la maintenant à l'aide d'une cale extérieure préparée à cet effet, puis on démonte les pièces du mouvement de distribution qui pourraient venir heurter la tige. Si la machine est munie d'un régulateur Crampton et de boîtes à vapeur distinctes pour les deux cylindres, il peut être plus simple de boucher l'arrivée de vapeur du côté avarié, en montant une bride pleine dans le joint du tuyau de prise de vapeur.
Certaines avaries, celles des pistons et des tiroirs, ne sont pas visibles sans démontage des plateaux. Les purgeurs permettent de vérifier aisément si les tiroirs ou les pistons ne laissent pas fuir la vapeur : un mécanicien soigneux fait fréquemment cette vérification. Le principe de l'opération est simple : lorsqu'une machine est arrêtée dans une position telle que le tiroir recouvre les lumières de son cylindre, il ne doit pas entrer de vapeur dans ce cylindre quand on ouvre le régulateur. Une fois le tiroir reconnu étanche, si on lui fait découvrir une de ses lumières, la vapeur entrera dans le cylindre d'un côté du piston ; mais elle ne passera pas de l'autre côté du piston s'il est étanche.
Une foule de positions des machines permettent ces vérifications ; mais la méthode la plus élégante est celle qui consiste à faire l'ensemble des essais sans changer la machine de place. Il suffit de l'arrêter dans une position telle que les deux, manivelles motrices soient toutes les deux inclinées à 45° de part et d'autre de l'axe des cylindres et dirigées vers l'avant : l'une des manivelles est au-dessus de cet axe, l'autre est au-dessous, et les deux têtes de piston sont juste en regard l'une de l'autre, au même point de leur course. Dans les machines à mouvement intérieur, on voit sans peine quand cette position est atteinte ; avec les cylindres extérieurs, le mieux serait de déterminer la position précise des têtes de piston à l'aide d'un repère sur la glissière.
En plaçant alors le changement de marche au point mort, vu la faible longueur des périodes d'admission dans cette position du changement de marche, les deux tiroirs recouvrent les lumières des cylindres.
Les purgeurs étant ouverts, on manœuvre doucement le régulateur, après avoir serré les freins pour éviter la mise en marche, que la prudence commande de toujours prévoir. Si les tiroirs sont étanches, aucun des quatre purgeurs ne donne issue à la vapeur ; un dégagement de vapeur par un des purgeurs ou par les deux purgeurs d'un cylindre indique le mauvais état du tiroir ou de la table.
Si les tiroirs sont bons, pour vérifier les pistons, on place le changement de marche au fond de course avant : si c'est la manivelle de droite qui est au-dessous de l'axe du cylindre, le tiroir de droite découvre alors la lumière avant de son cylindre ; en ouvrant le régulateur, la vapeur ne doit sortir que par le purgeur avant de ce cylindre. Si elle s'échappe aussi par le purgeur arrière, c'est que les segments la laissent passer ; pour vérifier le piston de gauche, dont la manivelle est au-dessus de l'axe, on place le changement de marche au fond de course arrière : la vapeur ne doit sortir que par le purgeur avant de ce cylindre.
Si c'est au contraire la manivelle de gauche qui est au-dessous de l'axe du cylindre, c'est le piston de gauche qu'on vérifie avec le changement de marche à fond de course avant, et le piston de droite avec le changement de marche à fond de course arrière.
Si on voulait faire entrer la vapeur à l'arrière des pistons, il faudrait arrêter la machine avec les deux manivelles motrices encore inclinées à 45° de part et d'autre de l'axe des cylindres, mais dirigées vers l'arrière, puis opérer de même. Toutefois, dans cette position, avec certaines machines ayant une période d'admission relativement longue dans la marche au point mort de la coulisse, il peut arriver que les lumières d'admission ne soient pas entièrement recouvertes pour l'essai des tiroirs : par suite de l'obliquité de la bielle, le piston est alors plus près de son fond de course que lorsque la manivelle est à 45° vers l'avant.
En marche, des fuites importantes autour d'un piston ou sous un tiroir produisent un sifflement facile à remarquer. Si c'est un piston qui n'est pas étanche, le bruit accompagne l'admission de vapeur sur ce piston : il est facile de déterminer quel est le piston avarié, puisqu'au début de l'admission la manivelle correspondante est à un de ses points morts. Un tiroir rompu peut donner une fuite continue par l'échappement : l'observation des coups d'échappement, qui restent nets pour le côté non avarié et qui se produisent un peu avant que la manivelle correspondante n'arrive à ses points morts, permet de déterminer quel est le côté défectueux ; on tâchera de paralyser ce côté, en y supprimant l'arrivée de vapeur, si la fuite est tellement abondante qu'elle empêche de maintenir la pression dans la chaudière.
Un tiroir, monté contre une table verticale ou sous une table inclinée, reste quelquefois soulevé, surtout lorsqu'il est aminci par l'usure. Si la pression de la vapeur n'arrive pas à l'appliquer contre la table, la fuite de vapeur est d'ordinaire trop importante pour que la marche de la machine soit possible : il faut ou interrompre, si on le peut, l'arrivée de vapeur dans la boîte du tiroir soulevé, ou le remettre en place en démontant le plateau.
Si la tige d'un tiroir, à l'intérieur de la boîte, ou si l'attache du tiroir à sa tige vient à se rompre, le tiroir est chassé vers l'avant et reste immobile : la lumière d'arrière du cylindre est toujours ouverte ; la distribution de vapeur ne se fait plus ; la vapeur presse constamment la face arrière du piston, le poussant pendant une course et résistant pendant le retour : il n'y a plus qu'un seul cylindre moteur. On peut à la rigueur continuer la marche ; il vaut mieux, si on le peut aisément, interrompre l'arrivée de vapeur dans la boîte du tiroir immobile.
Outre les arrêts prolongés, qui se renouvellent à peu près régulièrement au bout de quelques jours, et qui servent aux lavages des chaudières et aux menues réparations, les locomotives stationnent souvent dans les dépôts pendant des périodes de plusieurs heures, soit pour donner au personnel un repos nécessaire, si la machine est confiée à une seule équipe, soit par suite des horaires des trains. Pendant ces stationnements, les machines sont nettoyées, les grilles décrassées, les tubes ramonés. Faut-il en pareil cas laisser le feu allumé et couvert, ou bien le jeter pour le rallumer avant le départ? La première méthode augmente parfois un peu la dépense du combustible, mais elle conserve mieux les chaudières, qui craignent les refroidissements et les coups d'air ; par les froids, elle préserve les machines de la gelée, si elles sont mal abritées. Bien entendu, la durée du stationnement guidera pour le choix de l'une ou de l'autre méthode ; mais quand on peut hésiter, il faut prendre la première et laisser la machine allumée.
Le décrassage des grilles, la vidange et le nettoyage des cendriers et des boîtes à fumée, sont des opérations qui donnent beaucoup de poussière et qui salissent les machines : aussi faut-il les faire dès l'arrivée au dépôt, avant tout autre nettoyage, et, autant que possible, dans une place éloignée des locomotives propres ; les détritus abondants que donnent ces opérations forment des accumulations peu agréables, et le chargement, dans les wagons qui les enlèvent, est encore une cause de poussière.
Mais quand on fait circuler une locomotive sous pression après en avoir jeté le feu, l'échappement appelle de grandes quantités d'air froid à travers le foyer et les tubes ; on atténue cet inconvénient en fermant les portes du cendrier et du foyer.
La suie qui tapisse la surface intérieure des tubes gêne la transmission de la chaleur : l'eau de la chaudière en reçoit une moindre quantité et les gaz sortent plus chauds par la cheminée. Aussi est-il important que les tubes soient ramonés fréquemment : on se sert d'un écouvillon simple, formé d'un bout de corde molle passé dans une fente ménagée à l'extrémité d'une tringle flexible. Certains tubes, dans les rangées inférieures, sont complètement bouchés par des dépôts adhérents de coke ; il faut les déboucher avec une tarière.
On ramone bien et vite les tubes au moyen d'un jet de vapeur, envoyé par une lance, qu'un tuyau flexible raccorde à une prise disposée sur la chaudière ; l'opération demande alors moitié moins de temps et de peine. Il faut que les tuyaux flexibles soient toujours en très bon état, car celui qui les manœuvre risque d'être brûlé par la vapeur s'ils crèvent. On ne saurait guère ramoner autrement les tubes à ailettes.
Le nettoyage extérieur des locomotives est une opération des plus importantes, qui doit être faite avec soin et régularité. Si le nettoyage n'est jamais négligé, si les machines sont toujours très proprement tenues, le travail des nettoyeurs n'est pas trop long et produit un excellent effet. Mais si on ne s'occupe de nettoyer une machine que le jour où son état de malpropreté a soulevé des plaintes trop vives, on aura beau y mettre tous les manœuvres d'un dépôt, on n'obtiendra qu'un médiocre résultat.
Une irréprochable propreté est le plus beau luxe d'un service de machines, si l'on peut appeler luxe une opération si utile pour le bon entretien et la surveillance efficace des appareils. Cette propreté minutieuse, que rien ne ternit jamais, qu'on voit sur le matériel de certains chemins de fer, entraîne bien quelques dépenses supplémentaires, mais pas autant qu'on le pourrait croire : car il est en somme facile de maintenir en parfait état les pièces qu'on ne laisse jamais s'encrasser ou se ternir ; puis le nettoyage amène une certaine économie sur les dépenses d'entretien courant et de réparation, et diminue le nombre des avaries, aucune pièce ne pouvant se déplacer ou se desserrer sans qu'on le remarque aussitôt.
Rien ne flatte plus l'amateur de machines, et le personnel qui la conduit, qu'une locomotive aux peintures parfaitement nettes, aux cuivres et aux aciers reluisants, sans une trace de poussière ou une tache d'huile.
Comme économie indirecte, le nettoyage diminue la dépense d'huile, souvent fort exagérée. L'huile qui forme avec la poussière des couches pâteuses sur le corps des bielles et les rayons des roues n'aide en rien à réduire le frottement des articulations : on peut même craindre, au contraire, que cette pâte n'ait une action absorbante et ne soutire, comme le ferait du papier buvard, l'huile qui devrait rester entre les parties frottantes.
Quant à l'huile qui tombe à terre, elle peut aussi être nuisible, si elle recouvre le rail, où elle fait patiner la machine. On voit des boîtes si abondamment arrosées d'huile, qu'il en coule sur les rayons des roues et jusque sur les bandages. Des machines propres conduisent à l'emploi de bonnes burettes, à débit modéré, maniées d'une main légère.
On nettoie séparément les diverses parties des locomotives : les enveloppes de chaudière, la tôlerie (abris, couvre-roues, panneaux de tender), le bâti et les roues, le mécanisme et la cuivrerie. Sauf les mécanismes et les cuivres, la plupart de ces pièces sont peintes, parfois avec grand soin, les peintures étant bien poncées et vernies. Certaines pièces de mécanisme sont quelquefois peintes également, par exemple les corps de bielles, surtout quand ils restent bruts de forge.
On s'est souvent servi, pour envelopper les chaudières, de feuilles de laiton polies, et non peintes. L'usage en est moins fréquent aujourd'hui. Lorsqu'on ne veut pas de peinture, on emploie parfois les tôles de fer bruni dites tôles russes ; ces enveloppes résistent bien à la chaleur, l'aspect en est des plus agréables et plaît par son élégante simplicité ; néanmoins l'entretien paraît plus onéreux que pour les tôles peintes.
On entretient très bien les tôles peintes et vernies, en les enduisant d'une mince couche de suif, quand elles sont bien propres ; la poussière et la suie que peut cracher la cheminée s'arrêtent sur le suif, et s'enlèvent facilement au nettoyage, sans altérer le vernis. Cet usage du suif est fréquent en Angleterre.
En nettoyant les machines, il ne faut pas oublier que la soude et le savon dissolvent le vernis.
Quand une machine rentre au dépôt, le nettoyage doit commencer de préférence par le mécanisme, qui se rouille vite s'il reste mouillé ; puis on passe aux enveloppes de la chaudière pendant qu'elle est encore chaude, et enfin on termine par les roues et le bâti.
La cuivrerie, en grande partie concentrée dans l'intérieur de l'abri, est généralement entretenue par le chauffeur de la locomotive.
Il ne faut pas laisser les dépôts s'accumuler dans les chaudières : elles doivent être lavées après un certain parcours, qui peut varier selon la nature des eaux d'alimentation. Sur le réseau de Lyon, la règle est de ne pas laisser se déposer plus de 25 kg de matières solides dans une chaudière sans la mettre en lavage. Le poids de ce dépôt s'obtient en multipliant le nombre de kilogrammes d'eau consommée par le poids du résidu solide que laisse un kilogramme. Un tableau donne les résidus du kilogramme pour les diverses eaux qui servent à l'alimentation des chaudières ; quant au poids total de l'eau évaporée, on ne le mesure pas directement, mais on l'estime d'après la consommation de combustible, un kilogramme de houille vaporisant un peu plus de 7 kg d'eau. On trouve ainsi qu'une locomotive, brûlant en moyenne 10 kg par kilomètre et alimentée avec des eaux qui laissent 0,1 g par litre, ne doit pas parcourir plus de 3 500 km entre deux lavages : pendant ce parcours elle aura brûlé 35 000 kg, et vaporisé 250 000 kg d'eau, laissant un dépôt de 25 kg. Si le résidu est de 0,25 g par kilogramme d'eau, ce parcours se réduit à 1 400 km ; si la consommation était en outre de 14 kg de houille par kilomètre, le parcours ne devrait pas dépasser 1 000 km.
Pour laver une chaudière, on ouvre les différents orifices ménagés à cet effet, et on dirige dans l'intérieur un jet d'eau aussi puissant que possible : on aide l'action de l'eau en raclant avec des tringles les surfaces entartrées qu'on peut atteindre.
La difficulté des lavages ne consiste pas dans l'opération elle-même, qui ne demande que du soin pour être bien exécutée ; mais elle exige un temps considérable, si on veut ménager les chaudières. Tout refroidissement rapide, soit par l’air traversant le foyer, soit par un jet d'eau froide, est à redouter pour les chaudières et détermine des fuites.
Pour ne pas fatiguer une chaudière, il faut donc la laisser refroidir lentement et complètement avant le lavage, ce qui exige un long arrêt de la locomotive.
On peut sans inconvénient réduire le stationnement exigé par un lavage, à condition de le faire avec de l'eau tiède : on n'aura plus besoin d'attendre le refroidissement complet pour commencer le travail. La chaudière étant ensuite remplie avec de l'eau tiède, la mise en pression est également abrégée. L'eau tiède est lancée par un éjecteur, qui reçoit d'une part l'eau froide, et, d'autre part, la vapeur d'une autre chaudière.
Quelquefois on ouvre le robinet de vidange des chaudières pendant qu'elles sont encore chaudes, afin d'entraîner les dépôts bourbeux ; mais il faut prendre garde de trop abaisser le niveau de l'eau par cette vidange à chaud, parce que le ciel de foyer pourrait s'échauffer notablement (surtout dans les machines munies d'une voûte en briques, qui conserve longtemps la chaleur) : il en résulterait une altération du métal et aussi un durcissement des dépôts qui le recouvrent.
Pour remplir la chaudière à froid, à l'aide d'un tuyau flexible raccordé au robinet de vidange, on laisse échapper l'air qu'elle contient en ouvrant le régulateur et les purgeurs : il ne faut jamais oublier de refermer le régulateur dès que la chaudière est remplie. Quand la boîte à feu porte des bouchons de lavage à sa partie supérieure, il suffit d'en laisser un démonté pendant le remplissage.
Après le lavage de la chaudière, on doit bien essuyer et nettoyer le mécanisme, le bâti et les roues. Les boues entraînées par l'eau, en pénétrant dans les articulations du mécanisme, risquent de les faire chauffer : c'est pourquoi il convient de disposer les machines à mouvement intérieur, lorsqu'on en lave les chaudières, avec les deux coudes de l'essieu dirigés vers le haut et inclinés à 45°.
Plusieurs parties des locomotives doivent former des assemblages étanches, de manière à ne pas laisser fuir l'eau ou la vapeur, malgré la forte pression. Les conditions de l'assemblage diffèrent beaucoup pour les pièces qui ne doivent jamais être séparées et pour celles qu'il est nécessaire de démonter dans l'entretien et la réparation courante.
Les tôles de chaudières, réunies par des rivets, sont un exemple de la première catégorie d'assemblages ; lorsque les rivures viennent à fuir, le matage aveugle les fuites. L'opération du matage, mal faite, détériore les tôles. Si une fuite se produit entre deux tôles, il faut les faire coller l'une contre l'autre sur la plus grande surface possible : c'est ce qu'on obtient en frappant le chanfrein de la tôle avec un matoir à extrémité arrondie. Au contraire, en frappant avec un matoir aigu dans l'angle même des tôles, on peut aveugler momentanément la fuite, mais on tend à écarter les deux tôles, et on creuse dans la tôle inférieure un sillon, qui est une amorce de rupture. Il en est de même dans le matage autour des têtes de rivets.
Pour certains joints qui ne se démontent pas, on emploie le mastic de fonte, composé de tournure de fonte ou de limaille de fer (96 g), de soufre (2,5 g), et de sel ammoniac (1,3 g), bien mélangés et imbibés d'eau. Ce mastic est tassé dans des ramures ménagées entre les pièces à réunir : il devient très dur au bout de quelques heures.
Entre les pièces qui se démontent fréquemment, plusieurs procédés donnent des assemblages étanches.
Lorsque deux surfaces métalliques sont exactement dressées, il suffit de les serrer ensemble pour qu'elles arrêtent toute fuite. Ce contact parfait exige d'ordinaire le rodage des deux surfaces l'une contre l'autre. La fermeture hermétique des soupapes de sûreté appuyant sur leur siège en est un exemple. L'assemblage conique des tuyaux avec écrou raccord en est un autre.
Des pièces telles que les plateaux de cylindres sont exécutées par certains constructeurs avec une précision presque aussi grande : toutefois on interpose généralement, entre les surfaces de contact, une mince couche d'huile de lin avec un peu de céruse.
Malheureusement, la construction des locomotives n'est pas toujours aussi soignée ; en outre, les démontages fréquents déforment et altèrent les surfaces en contact ; il faut alors interposer une matière plastique qui bouche les vides qu'elles laissent. Tout en se moulant bien entre deux pièces, cette matière plastique ne doit pas s'écouler sous le serrage des boulons et sous la pression de la vapeur ; il convient qu'elle ne forme pas une couche trop épaisse ; pour la plupart des joints sur la locomotive, elle doit supporter sans altération la température de la vapeur (180 à 200°). Enfin le joint doit pouvoir se défaire sans trop d'effort.
L'une des matières qu'on a le plus employée est le mastic de minium, formé d'huile de lin, de céruse et de minium. Le minium est un oxyde de plomb, c'est-à-dire une combinaison chimique de plomb et d'oxygène ; la céruse est aussi un oxyde de plomb, renfermant en outre de l'acide carbonique. Ce mastic s'écoulerait facilement ; on y incorpore une petite quantité d'étoupe de chanvre hachée ; souvent on le maintient en place en enroulant une ficelle en spirale sur la face de joint au milieu du minium. Un kilogramme de mastic renfermera, par exemple, 300 g de céruse, 650 g de minium et 50 g d'huile de lin (le poids de l'étoupe est insignifiant ; il est inférieur à 1 g). Le mastic se conserve dans l'eau.
L'exécution d'un joint au minium demande un peu de temps et d'adresse ; il convient en outre de le laisser sécher pendant quelques heures avant de remettre la chaudière en pression.
Le carton d'amiante est très commode pour les joints. L'amiante est une substance minérale qui se trouve naturellement en fibres soyeuses incombustibles. On forme, avec ce minéral, une pâte, dont on fait des feuilles d'un véritable carton épais de 1 à 2 mm. Les feuilles les plus épaisses servent pour assembler des surfaces bossuées : le carton mince est préférable lorsque les brides sont en bon état.
On découpe dans le carton, à l'aide d'emporte-pièces ou de compas à lame tranchante, des rondelles de la forme des brides à assembler. Si la rondelle a toute la largeur de ces brides, on y perce les trous des boulons d'assemblage ; mais une couronne plus étroite, venant toucher le corps des boulons, suffit pour assurer le joint, et c'est cette forme qu'on emploie sur les brides de grande dimension, afin de ne pas dépenser trop de carton. Le joint peut être exécuté à l'aide de plusieurs bandes séparées, qu'on assemble à mi-épaisseur sur leurs extrémités : tel est le cas des joints rectangulaires pour plateaux de tiroir. On peut même cintrer une bande rectiligne, en la trempant dans l'eau, de manière à faire un joint circulaire, comme celui d'un fond de cylindre.
Dans tous les cas, le carton doit être mouillé au moment de l'emploi ; afin de ne pas le déchirer quand on défera le joint, on enduit une de ses faces (ou bien l'une des brides) d'une couche d'huile de lin mélangée de plombagine, qui empêche le carton d'adhérer au métal.
Les joints qui ne sont pas soumis à la chaleur peuvent être assurés par une rondelle de cuir ou de caoutchouc. Le caoutchouc résiste même à la température de la vapeur, mais il renferme souvent du soufre, qui risque d'altérer la fonte.
Un métal un peu mou, comme le cuivre, écrasé entre les deux brides, peut assurer le joint : il convient que le cuivre forme un cadre continu, à section circulaire ou mieux anguleuse, cadre qu'on loge dans une rainure, que porte une des faces à réunir. Si la construction est soignée, on obtient ainsi de bons joints d'un aspect réellement mécanique. Il existe encore d'autres formes de ces joints au cuivre.
Les joints des autoclaves sur les chaudières sont assurés au moyen d'un anneau en métal blanc, dont la section est un cercle de 5 ou 7 mm de diamètre. Le métal est à peu près le même que celui des garnitures Duterne, avec un peu moins d'antimoine : il est assez mou pour que les anneaux épousent exactement la forme du bossage de l'autoclave. Ces pièces de joints, fort commodes, peuvent servir plusieurs fois : on les rebute quand elles sont par trop aplaties.
Un joint mal fait peut coûter cher, en empêchant une locomotive de prendre son service : qu'après un lavage, un autoclave du bas de la chaudière vienne à perdre lors de la mise en pression, il faut jeter le feu, vider la chaudière, refaire le joint, remplir de nouveau la chaudière et rallumer le feu ; les heures s'écoulent pendant tout ce travail et la machine doit être remplacée par une autre. Il en est de même lorsqu'un bouchon fileté a été maladroitement remis en place, avec filets mal engagés. Ces bouchons doivent être graissés avant le montage ; on ne doit pas trop les serrer en les vissant.
Les matières qui assurent un joint peuvent adhérer aux surfaces métalliques et rendre le démontage difficile. Certains plateaux de cylindres portent des vis dites casse-joint, qui s'appuient contre la bride non percée en ce point, et qu'il suffît de tourner pour soulever le plateau. À défaut de ces vis, on se sert d'un burin introduit entre les brides, mais on risque alors d'en détériorer les surfaces.
Le paragraphe 111 indique la manière de faire les calculs utiles pour bien régler une machine sur la bascule : la répartition qu'on doit chercher à réaliser est indiquée, pour chaque type de machine, sur les tableaux du matériel. Les boîtes des machines qui viennent d'être réparées ont parfois quelque raideur dans les glissières, ce qui empêche la suspension de jouer librement et vicie le résultat des pesées : il ne faut pas s'en tenir au premier réglage, mais on doit remettre la machine sur la bascule, lorsqu'elle a fait quelques voyages, et rectifier la répartition s'il y a lieu.
Il ne suffit pas que la charge soit bien répartie entre les essieux, il faut encore que la machine soit placée de niveau et à hauteur convenable : en serrant ou en desserrant également tous les écrous des tiges de suspension, on allonge ou on raccourcit d'une même longueur toutes ces tiges et on abaisse ou on relève la machine sans modifier la répartition. Si l'on n'avait pas à prévoir l'usure, la meilleure position serait atteinte quand l'axe des cylindres rencontre l'axe de l'essieu moteur, la locomotive étant placée sur une voie de niveau ; mais, par suite de l'usure des coussinets et des fusées de l'essieu, la machine s'abaisse un peu sur les boîtes, et l'axe des cylindres descend en dessous de celui de l'essieu : il vaut donc mieux, lors du réglage primitif, placer l'axe de l'essieu à quelques millimètres au-dessous des axes des cylindres. Ce travail est facilité si on a la précaution de marquer, sur la face extérieure du longeron, auprès de la boîte motrice, la trace du plan qui contient les axes des cylindres.
Si la machine est bien établie et en bon état, il doit rester alors, au-dessus des boîtes jusqu'au longeron, et au-dessous, jusqu'à l'entretoise des plaques de garde, assez d'espace pour permettre les plus grandes oscillations des ressorts, soit 35 à 40 mm de chaque côté. Si on ne peut placer convenablement l'essieu par rapport à l'axe des cylindres sans trop diminuer l'espace libre au-dessus ou au-dessous de la boîte, on aura soin toutefois de ne pas réduire cet espace à moins de 15 ou 20 mm.
Les balanciers, quand ils sont en nombre suffisant, assurent une répartition invariable des poids sur chaque boîte, pourvu qu'ils soient bien libres déjouer. Le réglage ne peut modifier cette répartition : il consiste à placer la machine à hauteur convenable et toutes les pièces de la suspension dans leur position normale. Les balanciers longitudinaux n'assurent la répartition invariable que lorsque les deux boîtes de chaque essieu sont également chargées.
Avant d'allumer le feu dans une locomotive, il est essentiel de s'assurer que la chaudière est convenablement remplie : la présence de l'eau dans le tube en verre n'est pas une garantie suffisante. Sans cette précaution, le foyer et la tubulure peuvent être détériorés.
L'allumage se fait de diverses manières : souvent on se sert d'un ou deux fagots, qui enflamment une couche de briquettes ou de houille en gros morceaux ; on garnit ensuite le feu avec le combustible couramment employé, qu'on charge progressivement. Dès que la pression s'élève un peu, le souffleur active beaucoup la combustion. Quelquefois on emploie à cet effet la vapeur prise à une machine déjà en pression, en raccordant un tuyau mobile sur le souffleur.
Les approvisionnements de fagots dans les dépôts sont encombrants ; ils sont exposés à l'incendie, et se détériorent assez facilement. C'est pourquoi on préfère quelquefois, pour les allumages, des matières moins volumineuses, dites allume-feux ; ce sont des composés résineux très inflammables et brûlant longtemps.
Enfin quelques pelletées de combustible bien allumé prises à une locomotive permettent d'en allumer une autre.
La durée de la mise en pression varie de trois à cinq heures, à moins qu'on ne la pousse très activement.
Les bandages s'usent de deux manières : la surface de roulement se creuse et le boudin s'amincit. Cette usure du boudin est rapide pour les roues extrêmes des locomotives circulant sur les lignes sinueuses. Lorsque le bandage est trop creusé ou le boudin trop mince, on procède au levage de la machine pour en retirer les trains de roues. Dans les dépôts qui disposent d'un tour à roues, les bandages peuvent être immédiatement rafraîchis. L'expédition dans des ateliers éloignés, pour ce travail, ou pour le remplacement des bandages, entraîne des délais plus longs ; alors on substitue souvent une garniture de roues à une autre : mais l'ajustage des coussinets et des colliers d'excentriques sur les nouvelles roues exige un travail supplémentaire, les diamètres des fusées et des manivelles pouvant différer sur les nouvelles et sur les anciennes roues.
On profite du levage pour rattraper le jeu des coussinets, pour les réguler ou les remplacer s'ils sont trop usés ; on visite et on répare les tiroirs, les tables des lumières, les segments de piston.
Les œils qui reçoivent les axes d'articulation des mécanismes de distribution s'agrandissent par l'usure ; quand les pièces sont assez épaisses, on peut alors les aléser et y emmancher à force une bague d'acier. Il est même préférable de placer ces bagues en construisant la machine ; la réparation est alors beaucoup plus simple, puisqu'il suffit de retirer la bague usée et d'en mettre une autre.
La réparation des coulisses a été indiquée au paragraphe 86.
Ces travaux, faits avec soin dans les dépôts à chaque levage, maintiennent constamment en bon état les locomotives, qui peuvent rester en service pendant bien des années sans être envoyées dans les grands ateliers, où elles ne rentreront guère que pour des réparations importantes de chaudières.
Les chaudières de locomotives exigent des réparations assez fréquentes. Dans les dépôts, on doit souvent mandriner des tubes, poser des viroles, remplacer des tubes. L'extraction de plusieurs tubes est parfois nécessaire pour la visite et la réparation de certaines parties de la chaudière.
Les foyers s'usent de diverses manières. Une corrosion extérieure amincit progressivement les tôles au contact du combustible. L'excès de température des tôles, dû à la présence d'incrustations sur leur face interne, cause des capitonnages entre les entretoises. Enfin des cassures se produisent dans les angles, aux trous d'entretoises, autour de la porte, et surtout entre les trous de la plaque tubulaire. Des pièces peuvent être posées aux parties criquées et des cornières en cuivre dans les angles fendus. Si on peut remplacer la partie avariée par une pièce, la réparation est, meilleure que si on recouvre seulement cette partie. Pour ces réparations, on emploie de préférence des rivets, en fer ou en cuivre, sinon des goujons en cuivre rivés sur la paroi en contact avec la flamme, ou des vis.

Fig. 320. - Réparation des cassures des plaques tabulaires.
Les cassures entre les trous de la plaque tubulaire peuvent être réparées par des pièces en forme de 8, épaisses de 6 à 8 mm et fixées par deux goujons de 6 mm environ (fig. 320). La pose de 6 à 8 pièces de ce genre, en deux ou trois zones différentes de la plaque, paraît admissible.
Les dépôts doivent remplacer sans retard les entretoises rompues.
Les tôles des chaudières sont exposées à des corrosions intérieures parfois assez rapides. C'est ainsi que la partie inférieure des viroles du corps cylindrique se pique et se ronge (fig. 321). Les piqûres sont isolées, ou bien se réunissent et forment de larges surfaces, où l'épaisseur de la tôle diminue de plus en plus. Ces altérations se produisent aussi à la partie supérieure des viroles, vers la surface de l'eau.
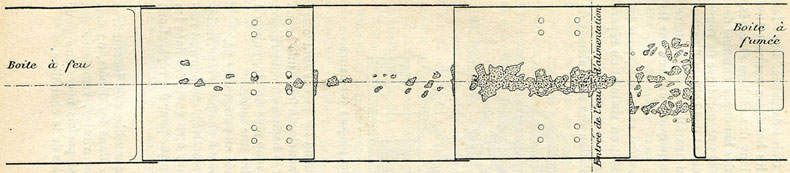
Fig. 321. - Corrosions intérieures à la partie inférieure d’une chaudière de locomotive ; vue en plan.
Des sillons se forment dans les emboutis des tôles, sur les parties en contact avec l'eau, et finiraient par couper complètement le métal. Cette altération est très fréquente sur les plaques tubulaires de boîte à fumée (fig. 322). On prolonge la durée d'une plaque ainsi rongée en posant, dans l'angle extérieur, une pièce en forme de cornière. L'altération se produit également autour d'une tôle plane non emboutie, rivée sur une cornière.
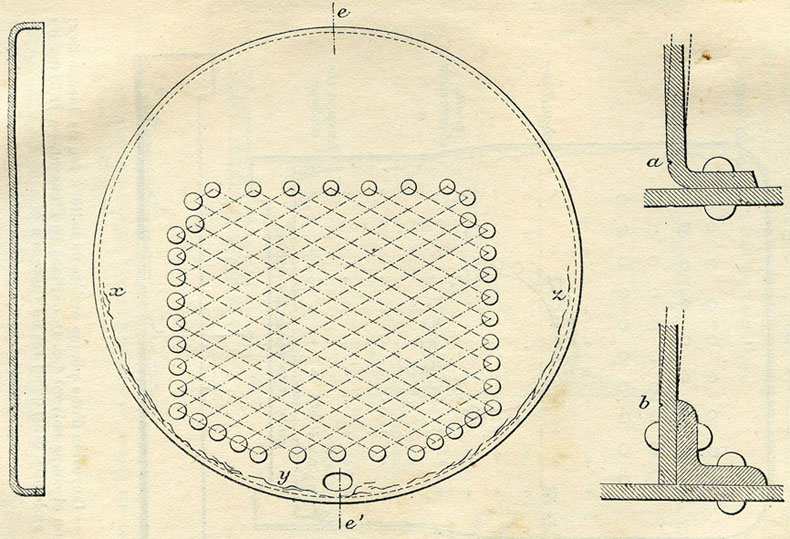
Fig. 322. - Corrosion d’une plaque tubulaire de boite à fumée de locomotive. Le bord embouti de la plaque, en contact avec l’eau, se ronge en a suivant la demi-conférence inférieure xz. Les plaques fixées par une cornière se rongent en b.
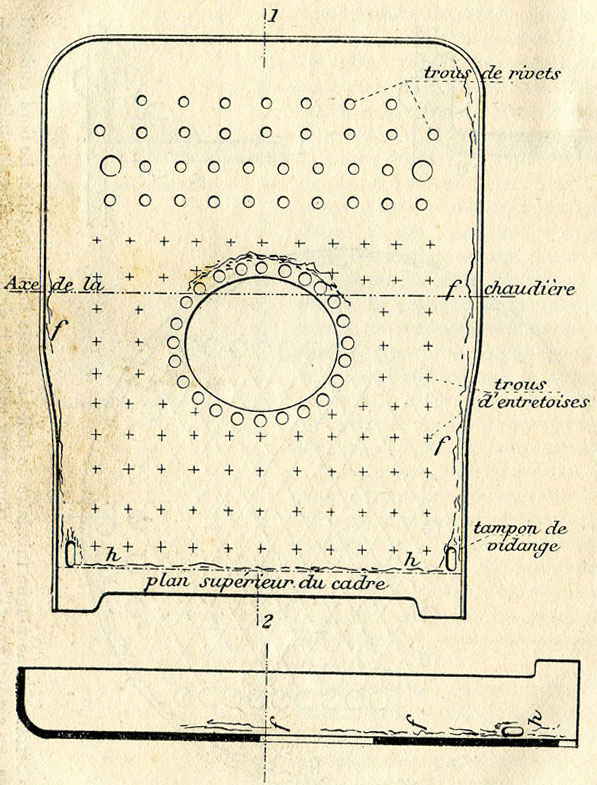
Fig. 323. - Corrosion d'une plaque arrière de boîte à feu de locomotive ; élévation et coupe suivant 1-2. Des sillons se creusent, en ff, dans les angles emboutis, ainsi qu'au ras du cadre, en h.
Ces sillons se creusent de même dans l'embouti concave des plaques avant et arrière de boîte à feu (fig. 323 et 324), ou entre les trous de la première rangée verticale d'entretoises ; ils sont là plus dangereux que sur la plaque tubulaire de boîte à fumée, mieux maintenue par le bord rivé vers l'extérieur. Les sillons se produisent aussi le long des cadres, au bas du foyer et autour de la porte.
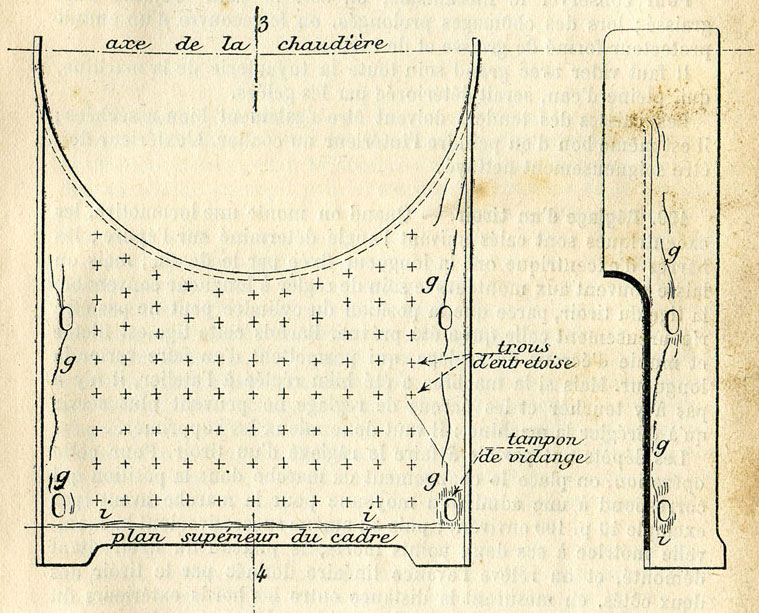
Fig. 324. - Corrosion d'une plaque avant de boite à feu de locomotive ; élévation et coupe suivant 3-4 ; sillons dans les angles emboutis en g, et au ras du cadre, en i.
Ces altérations des tôles finissent par être trop graves pour que la réparation dans les dépôts soit possible.
Lorsqu'une locomotive demeure longtemps en chômage, elle est exposée aux atteintes de la rouille, qui altère le mécanisme et ronge les tôles à l'intérieur. S'il reste un peu d'eau dans la chaudière, la corrosion des tôles peut devenir profonde en peu de temps. Les piqûres à la partie inférieure des grandes viroles des corps cylindriques sont dues souvent à l'action de l'air et de l'eau pendant les chômages.
Pour éviter l'altération des tôles, il convient ou de tenir la chaudière remplie d'eau, ou de la vider avec soin, puis de la bien sécher. Parfois les chaudières en chômage sont remplies d'eau de chaux, qui ne corrode pas le fer ; toutefois elles sont vidées quand le froid peut faire craindre que cette eau ne gèle : car la formation de la glace est accompagnée d'un gonflement notable, capable de briser les récipients les plus solides.
Quand les locomotives en chômage sont vides, après la vidange et à la suite d'un lavage destiné à enlever tout le tartre, il est bon de sécher les chaudières au moyen d'un petit feu allumé au milieu de la grille, sans qu'il touche les parois : les plateaux du dôme et des autres ouvertures de la chaudière doivent être démontés. On referme ces ouvertures quand la chaudière est sèche. On peut même introduire dans la chaudière un petit réchaud allumé, pour absorber l'oxygène de l'air.
Pour conserver le mécanisme, on doit le tenir toujours bien graissé ; lors des chômages prolongés, on le recouvre d'un enduit protecteur formé de graisse et de céruse.
Il faut vider avec grand soin toute la tuyauterie de la machine, qui, pleine d'eau, serait détériorée par les gelées.
Les caisses des tenders doivent être également bien asséchées ; il est même bon d'en peindre l'intérieur au coaltar. L'extérieur doit être soigneusement nettoyé.
Quand on monte une locomotive, les excentriques sont calés suivant l'angle déterminé sur l'épure ; les barres d'excentrique ont la longueur fixée par le dessin ; mais on laisse souvent aux monteurs le soin de régler à longueur convenable la tige du tiroir, parce que la position du cylindre peut ne pas être rigoureusement celle qui a été prévue. Parfois cette tige est filetée et munie d'écrous de réglage, qui permettent d'en faire varier la longueur. Mais si la machine a été bien réglée à l'atelier, il n'y a pas à y toucher et les écrous de réglage ne peuvent plus servir qu'à dérégler la machine : il vaut donc mieux les supprimer.
Les dépôts ont parfois à faire le réglage d'un tiroir. Pour cette opération, on place le changement de marche dans la position qui correspond à une admission moyenne pour la marche avant (par exemple 40 p. 100 environ) ; puis on amène successivement la manivelle motrice à ses deux points morts, le plateau du tiroir étant démonté, et on relève l'avance linéaire donnée par le tiroir des deux côtés, en mesurant la distance entre les bords extérieurs du tiroir et de la lumière. Si la tige est trop longue, on trouve une grande avance linéaire du côté de la manivelle et, de l'autre côté, une petite avance, ou même on ne trouve aucune avance : la vapeur entrerait trop tôt d'un côté du cylindre, et pas assez tôt de l'autre. Si la tige est trop courte, les avances sont encore inégales, mais en sens inverse. Il convient que ces avances linéaires soient égales entre elles ou ne diffèrent pas trop : aussi le plus simple est-il de régler la distribution avec avances linéaires égales, en modifiant convenablement la longueur de la tige.
Le réglage se fait à froid : or, la chaleur allonge ou dilate les métaux. La tige du tiroir s'allonge donc un peu quand la machine fonctionne. Mais, dans la locomotive, ces tiges sont assez courtes pour que cet effet soit négligeable.
La longueur des chemins de fer qui sillonnent le globe terrestre dépasse 700 000 km. Sur ces chemins de fer circulent environ 140 000 locomotives, dont le nombre s'accroît tous les jours. Le prodigieux travail accompli pour construire les chemins de fer et leur matériel, sans parler de celui qu'ont exigé les autres modes de transport, a été presque entièrement dépensé depuis cinquante ou soixante ans. On a peine à comprendre comment, en une aussi courte période, on a pu accomplir une œuvre si considérable, comment tant d'hommes ont pu être détournés de leurs occupations antérieures, d'abord pour construire, ensuite pour exploiter les voies de communication. C'est que la production de chacune des choses utiles ou agréables est beaucoup plus facile dans certaines régions que dans d'autres : chaque région a intérêt à développer les branches d'agriculture et d'industrie où elle excelle ; mais alors il faut qu'elle puisse se procurer, par l'échange, tous les produits qu'elle n'obtient pas directement ; c'est ce qui donne tant d'importance aux voies de communication et rend si féconde l'industrie des transports, qui peut sembler, à première vue, ne rien produire.
Si simple et si grand que soit le rôle des voies de communication, on paraît aujourd'hui l'oublier souvent : on ose se plaindre qu'elles abaissent trop le prix de certaines marchandises, et même des objets de première nécessité, et ces plaintes trouvent un écho dans la masse de la nation, qui ne songe pas qu'elle est toujours victime des restrictions apportées au commerce.
Les chemins de fer ont fait disparaître, au moins dans certaines contrées, les disettes causées par les mauvaises récoltes. L'insuffisance de la production agricole d'une région est encore et sera toujours un grand mal pour ses habitants, privés du juste produit de leur travail ; mais avant que les transports fussent faciles, ce mal était épouvantable ; ce n'était plus une question de prospérité ou de pauvreté, d'abondance ou de privations ; c'était une question de vie ou de mort pour une partie des habitants, qui se trouvaient comme dans une île isolée et déserte, avec des vivres en quantité insuffisante, sans moyens matériels de s'en procurer d'autres. Sans remonter très haut dans l'histoire, pendant l'année 1811, le pain s'est vendu, en France, 70 centimes le demi-kilogramme !
Avant que les chemins de fer n'eussent rendu les transports faciles, le blé manquait souvent dans une province alors qu'il était surabondant dans une autre, C'est ainsi qu'en 1801 le blé coûtait 11 francs l'hectolitre dans la Marne et 46 francs dans les Alpes-Maritimes ; en 1817, 36 francs dans les Côtes-du-Nord et 81 francs dans le Haut-Rhin.
Grâce à la facilité des transports, les désastreuses famines sont devenues plus rares, sans disparaître encore partout. Récemment elles ont exercé leurs ravages dans l'Inde et même dans la colonie la plus proche de la France, en Algérie. L'œuvre bienfaisante des chemins de fer n'est pas terminée : dans bien des régions encore, ils ont à développer l'agriculture, les industries variées, qui améliorent la situation des habitants, leur créent des ressources et développent chez eux le sentiment de la prévoyance et le goût de l'épargne.
Les chemins de fer et les autres modes de transport ne suffisent pas d'ailleurs pour assurer l'abondance et la prospérité d'un pays ; ce sont des outils indispensables, mais dont il faut savoir se servir : ils ne font pas le commerce, mais ils permettent aux commerçants de transporter facilement dans les régions où ils font défaut les produits surabondants en d'autres ; ces échanges, ainsi que la dissémination des produits de l'industrie, sont dus aux efforts de ces intermédiaires, qu'on dépeint souvent comme des parasites, et sans lesquels les grands moyens de production et de transport ne serviraient à rien. Trop souvent de mauvaises lois entravent ou paralysent l'action des chemins de fer : c'est ainsi que des droits de douane excessifs empêchent ou restreignent les échanges.
Pour le transport des personnes, les chemins de fer ont accompli une révolution encore plus étonnante que pour le transport des choses. Avant les chemins de fer, les voyages étaient difficiles et longs ; ils exigeaient presque toujours des dépenses importantes. Aujourd'hui des millions de voyageurs profitent chaque année des nouvelles voies de communication, soit dans le voisinage des villes, soit dans l'intérieur de chaque contrée, soit pour passer d'une contrée dans une autre. Certains voyages ont pour objet le commerce et l'industrie ; les chemins de fer transportent des ouvriers aux points où ils sont demandés pour des travaux temporaires ; les négociants se mettent en relations faciles avec les producteurs et avec les acheteurs. Le chemin de fer permet au travailleur des villes de trouver aux environs une demeure plus vaste, plus saine et moins chère, remédiant ainsi aux inconvénients des vastes agglomérations humaines.
La facilité des déplacements permet aux membres séparés d'une même famille de se revoir de temps en temps ; enfin bien des voyages ont pour objet l'instruction, le repos, la distraction.
Malheureusement, les hommes ne profitent pas tous, comme ils le pourraient, comme ils le devraient, des facilités que leur offrent les voyages pour s'élargir l'esprit, pour s'instruire davantage : trop souvent, les voyages n'ont qu'un but futile et ne sont d'aucune utilité. Et cependant on a le droit d'être plus sévère qu'autrefois pour les erreurs et les fautes des hommes, qui devraient profiter des leçons de la science et de l'expérience des temps passés, et qui ont à leur disposition mille ressources autrefois inconnues.
Pour l'œuvre immense des transports, comme pour la plupart des grandes entreprises humaines, le concours de nombreux travailleurs est nécessaire, et le rôle de chacun est essentiel. En chargeant son foyer, en conduisant sa locomotive, le chauffeur et le mécanicien se sentiront fiers de coopérer à l'œuvre matérielle la plus importante des temps modernes. Si parfois leur travail est pénible, s'ils jugent leur sort rigoureux, qu'ils se comparent aux travailleurs des siècles passés : aujourd'hui ils sont réellement libres ; il ne leur est pas défendu d'améliorer leur situation, de pousser leurs enfants vers une place plus enviée dans la vie, enviée souvent à tort, il est vrai.
Le travailleur ne doit jamais oublier aujourd'hui qu'il est un homme libre et un citoyen, car cette condition relevée lui impose des devoirs impérieux. Si les idées de justice ont fait quelques progrès dans le monde, elles sont loin d'être partout maîtresses souveraines, et leurs ennemis sont nombreux : on les mine par des raisonnements spécieux et même on ne craint pas de les attaquer de front. Parmi les injustices, dont le souvenir est le moins populaire, sont les privilèges donnés à quelques classes de la société ; et cependant ne voit-on pas tous les jours réclamer de nouveaux privilèges pour de nouvelles catégories de citoyens.
Ces remarques ne sont pas aussi étrangères au sujet traité dans ce livre qu'elles le peuvent paraître au premier abord : les mécaniciens et les chauffeurs des locomotives ne sont pas des mécanismes auxiliaires, chargés de mettre en marche les appareils de fer et d'acier ; ils ne sont pas comme les servo-moteurs qu'on voit sur les grandes machines pour en manœuvrer les lourds organes. Jamais ils ne doivent se considérer comme tels ; ils n'ont pas accompli toute leur tâche, quand ils ont rempli avec soin et habileté les devoirs de leur profession : il leur en reste d'autres, qui ne peuvent faire tort aux premiers, ce sont ceux du citoyen ; devoirs difficiles, car pour les distinguer clairement, au milieu de tant d'erreurs si largement répandues, il faut du bon sens et de la réflexion, et, pour les pratiquer, une ferme volonté est nécessaire.
En s'adressant à des hommes habitués au travail, imbus du sentiment du devoir, on ne doit perdre aucune occasion d'appeler leur attention sur ce grave sujet ; tout s'enchaîne dans la vie humaine, et plus on applique son intelligence à comprendre les choses de son métier, plus elle devient apte à pénétrer aussi les questions d'intérêt général.
Accessoires des chaudières, 75
Accouplement, 109, 147
Achard, frein électrique, 334
Acide carbonique, 16
Acier, 19
Acier rainé pour ressorts, 223
Action motrice de la vapeur, 118
Action rapide (frein à), 329
Adams, soupape de sûreté, 72
Adams, tiroir, 186
Adhérence, 108, 112, 299
Admission anticipée, 153
Admission de la vapeur, 153
Agrafes des chaudières, 67
Aiguille d'injecteur, 84
Air, composition, 16
Alcool, 342
Alimentation des chaudières, 79
Alimentation, tuyauterie, 81
Allan (coulisse), 179, 257
Allocations de combustible, 344
Allumage, 366
Amiante, carton, 364
Angle d'avance de l'excentrique, 162
Angles, 22
Anthracite, 98
Antitartrique, liquide, 93
Appareil avertisseur, 333
Appareil respiratoire, 353
Appréciation des types, 252
Arbre de relevage, 166, 172
Argon, 16
Arrêté ministériel du 3 mai 1892, xiv
Arrêts, durée, 347, 331
Art du mécanicien, 340
Articulation de deux groupes d'essieux, 251
Atlantic (type), 266
Attache du foyer sous les tubes, 36
Attelage derrière les tenders, 310
Attelage des tenders aux locomotives, 306
Attelages, cotes normales, 312
Autoclaves, 364
Auto-indicateur, 118, 158
Automaticité des freins, 319
Avance angulaire, 162
Avance linéaire du tiroir, 153, 158
Avance, variations, 169
Avances linéaires invariables, 178
Avantages des compound, 203
Avaries de la chaudière, 354
Avaries des roues, de la suspension, 334
Avaries du mécanisme, 355
Azote, 16
Bagues de bielles, 147
Bagues de garnitures, 134
Bagues de piston, 126
Balances (soupapes de sûreté), 71
Balancier de renvoi, 177
Balanciers des ressorts, , 228
Baldwin, à Philadelphie, 3
Bandages, 232
Barreaux de grille, 40
Barre de traction continue, 312
Barres d'attelage, 307
Barres d'excentrique, 138
Barres ouvertes, fermées, 169
Belleville (ressort), 231, 312
Belpaire, foyer, 66
Belpaire ressorts, 225
Bielles d'accouplement, 147
Bielles de suspension, 166, 179
Bielles motrices, 141
Blenkinsop, 108
Bogies, 3, 4, 243
Bois (combustible), 97
Boîte à feu, 63
Boite à fumée, 53, 65
Boîtes à trois coussinets, 241
Boites des essieux, 236
Boites, jeu transversal, 242
Boites, poussée contre les glissières, 120
Boites radiales, 251
Bonnefond, distribution, 183, 264
Borries (von), démarrage des compound, 209
Bouchons de lavage, 75
Bouchons fusibles, 78
Bouilleur Tenbrinck, 45
Boulon d'essieu coudé, 235
Bourdon (graisseur), 132
Bourdon (manomètre), 70
Bouton de manivelle, 141
Brai, 100
Bras de levier, 71, 229
Brides des ressorts, 223
Brins des courroies, 120
Briques à couteau, 44
Briquettes, 100
Bronze, 20
Brooks, locomotive, 289
Brunel (voie large), 298
Buddicom, locomotives, 3, 254
Cadre de foyer, 34
Cadre de porte, 31, 39
Calage des essieux, 232
Calage des roues par les freins, 317
Calage des soupapes, 73
Calories, 17
Canal (tiroir à), 184
Capitonnage des foyers, 368
Capuchon de cheminée, 58
Carbonate de chaux, 91
Carbone, 16
Carbures d'hydrogène, 16, 105
Carré d'un nombre, 22
Cassures des plaques tabulaires, 367
Cémentation, 19
Cendres, 16, 100
Cendrier, 42
Centre de gravité, 21
Cercle, 22
Céruse, 363
Chaînes de sûreté, 310
Chaleur nécessaire pour la vaporisation de l'eau, 17
Chambre ou cheminée d'injecteur, 83
Chanfrein des tôles, 363
Changement de marche, 165, 172, 206 .
Changement de marche à vapeur, 176
Chape de bielle, 144
Chapelle de refoulement, 81
Chapiteau de cheminée, 57
Chapsal, frein électro-pneumatique , 334
Charges des trains, 114
Chasse-bestiaux, 242
Chasse-pierres, 240
Châssis, 221
Chaudière, dispositions essentielles, 31
Chauffages, 353
Chauffe (surface de), 50
Cheminée, 57
Cheval-vapeur, 10
Cheville ouvrière des bogies, 243
Chevilles d'attelage, 307
Chômage des locomotives, 371
Chronotachymètre, 27
Ciel du foyer, 35
Circulation des hommes sur les voies, 319
Circulation en courbe, 242
Clapet de démarrage Est, 211
Clavette des roues, 232
Cloche des locomotives américaines, 75
Coke, 100
Collier d'excentrique, 158
Colonnette de prise de vapeur, 81
Colza, 150
Combustibles, 97
Combustibles liquides, 106
Combustibles , quantité d'eau vaporisée, 17
Combustion, 16, 102
Commande du tiroir, 138
Commerce, 374
Compensateur Adams, 186
Compound (locomotives), 5, 206
Compound (machines), 200
Compresseurs d'air, 320
Compression de la vapeur, 153
Conclusion de l'ouvrage, 373
Condensation dans les cylindres, 201
Condensation de la vapeur d'échappement, 313, 292
Conduite des locomotives, 340
Conduite du feu, 103, 347
Confection des joints, 362
Conicité des bandages, 233
Consolin (graisseur), 131
Contre-coussinets, 236
Contre-manivelle, 144, 180
Contrepoids de l'arbre de relevage, 175
Contrepoids des roues, 214
Contrepoids de vapeur, 176
Contre-tige de piston, 119
Contre-vapeur, 335
Corliss (machines), 184, 202
Corps cylindrique, 65
Corrosions des chaudières, .97, 368
Cotes normales des attelages, 312
Coulisse d'Allan, 179
Coulisse de Gooch, 178
Coulisse de Stephenson, 3, 166
Coulisseau, 171
Courbes, 242
Courroies de transmission, 120
Coussinets des boites, 236
Couvre-joints, 65
Crampton, locomotive, 3, 253
Crampton, régulateur, 116
Crampton, tuyau de prise de vapeur, 69
Crémaillère (locomotives à), 298
Crinoline, 74
Crosse ou tête de piston, 138
Cuivre, 20
Cylindres, 122
Cylindres à frein, 324
Cylindres des compound, 201
Cylindres, espaces libres, 150
Cylindres, lumières, 151
Davies et Metcalfe, injecteur à vapeur d'échappement, 91
Décomposition de forces, 218
Découvert intérieur du tiroir, 152
Décrassage des grilles, 359
Déflecteur, 44
Degrés, 22
Démarrage des locomotives compound, 205
Démarrages, 346
Dépôts dans les chaudières, 91, 361
Déraillement, 354
Désincrustants, 93
Détente de la vapeur, 118, 153
Diagramme de vaporisation, 51
Diagrammes de la contre-vapeur, 336
Diagrammes d'indicateurs, 156, 192
Diamant, 16
Diamètre au roulement des bandages, 234
Diamètre du cercle, 22
Dilatation des chaudières, 65
Disettes, 373
Disque (soupape à), 72
Dissolutions dans l'eau, 92
Distribution de la vapeur, par coulisse de Stephenson, 166
Distribution de la vapeur, phases, 153
Distributions à obturateurs multiples, 183
Distribution sans excentriques, 183
Divergent des injecteurs, 83
Divisions tabulaires, 49
Dôme, 67
Double effet (machine à), 155
Double traction, 352
Double valve d'arrêt, 332
Dudgeon, 47
Durant et Lencauchez, distribution, 183
Duterne (garniture), 135
Dynamomètre, 9
Eau entraînée par la vapeur, 19
Eaux (nature des), 91
Ecartement des bandages, 234
Echappement, 58
Echappement annulaire, 60
Echappement anticipé, 153
Echappement (distribution), 133
Economie dans l'exploitation des chemins de fer, 101
Economies de matières, 343
Ecrous à chapeau, 65
Ecrous de réglage des tiroirs, 372
Ecrous des ressorts, 223
Effort de traction, calcul, 112
Ejecteur de sablière Gresham, 112
Ejecteur pour aspirer l'air, 334
Ejecteur pour condensation, 314
Ejecteur pour lavages, 362
Electro-pneumatique (frein), 334
Engerth (locomotive), 3, 277
Entraînements d'eau, 19
Entrainements de combustible, 104
Entretien (prime d'), 344
Entretoisement direct du ciel de foyer, 39
Entretoises des coulisses, 169
Entretoises des foyers, 34
Entretoises des glissières, 237
Entretoises des longerons, 221
Enveloppes des chaudières, 74
Enveloppes isolantes des cylindres, 125
Epinglette de graisseur, 149
Epreuves des chaudières, 94
Epuration des eaux, 94
Equilibre des pièces à mouvement alternatif, 218
Equilibre des pièces tournantes, 215
Equilibre des tiroirs, 186
Equipes banales, 342
Espaces libres des cylindres, 150
Espaces libres des cylindres (machines compound), 203
Essieux, droits et coudés, 235
Etat du feu au départ, 346
Excentrique, collier, barre, 158
Excentrique fictif, 167
Explosions des chaudières, 95
Fagots, 366
Fairlie, locomotives articulées, 251
Fécule de pommes de terre, 93
Fer, 19
Fermes des ciels de foyer, 35
Fives-Lille, compresseur, 322
Flaman, chaudière, 261
Flasques de coulisse, 171
Flèche de fabrication des ressorts, 224
Flexibilité des ressorts, 224
Fonte, 19
Force de traction de la locomotive, 9
Forces, définition, 8
Foyer, 34
Fraisil déboîte à fumée, 104
Frein Westinghouse, double traction, 353
Freins à main, 317
Frein à levier, 317
Frein à vapeur, 318, 285
Frein à vide, 334
Freins continus, 319
Freins des clavettes de bielle, 144
Freins électriques, 334
Freins électro-pneumatiques, 334
Freins Westinghouse, 320
Freins Westinghouse à action rapide, 329
Freins Westinghouse à double conduite, 332
Frettes des coudes d'essieux, 235
Friedmann, injecteurs, 87, 89
Frottement, 108
Frottement des fusées, 11
Frottement des tiroirs, 185
Fusée (la), locomotive 2
Fusées des essieux, 236
Gabarit de chargement 23
Gailleterie, 99
Galop, 220
Garnitures de tige, 133
Gaz d'éclairage, 16
Généralités, 1
Giffard, injecteur 84
Gironde (la), locomotive, 2
Glissières des boîtes, 237
Glissières de tête de piston, 138, 220
Gœlsdorf, démarrage des compound, 210
Gooch (coulisse), 178
Gothard, locomotive, 282, 303
Goudrons, 107
Graissage des boites, 239
Graissage des boudins des roues d'avant, 12
Graissage des mécanismes, 149
Graissage des tiroirs et pistons, 130
Greenwich, méridien, 29
Gresham, sablière, 111
Grille, 40
Grille à flammèches, 54
Grosse houille, 99
Guide carré des tiges de tiroirs, 171
Guinotte, modèle de tiroir, 156
Hausshaelter, indicateur de vitesse, 28
Henry, frein continu, 332
Heures, 28
Holden, pétrole, 107
Houilles, maigres, demi-grasses, grasses, sèches à longue flamme, 98
Huiles, 150
Hydrogène, 16
Hydrotimétrie, 92
Inclinaison de la tige du tiroir, 177
Inclinaison des cylindres, 220
Indicateur et diagrammes, 156
Indicateurs de vitesse, 27
Indicateur du niveau de l'eau, 76
Injecteur à pétrole, 107
Injecteurs, 82
Injecteurs à vapeur d'échappement, 91
Injecteurs, avaries, 354
Injecteurs Friedmann, 87, 89
Injecteurs Giffard, 84
Injecteurs Sellers, 85
Injecteurs Turck, 85
Injection de vapeur et d'eau, 338
Inscription dans les courbes, 248
Inspection de la machine, 345
Introduction, xiii
Jette-feu, 41
Jeu des bogies, 243
Jeu transversal des essieux, 242
Joints, 362
Joues des boîtes, 237
Joy, distribution, 183
Kilogramme, définition, 7
Kilogrammètre, définition, 10
Kilowatt, définition, 10
Kubler (garniture), 135
Lacet, 218
Laiton 20
Laiton, enveloppes, 361
Laminage de la vapeur, 116, 155
Largeurs diverses de voies, 298
Lavage de la houille, 99
Lavage des chaudières, 361
Lavage des rails, 112
Lavezzari, injecteur, 87
Le Chatelier, contre-vapeur, 339
Lencauchez et Durant, distribution, 183
Lethuillier et Pinel, soupape, 73
Levier de changement de marche, 172
Levier de manœuvre du régulateur, 117
Levier de soupape, 71
Liaison de la chaudière au châssis, 65
Lignites, 98
Limite inférieure du niveau de l'eau, 79
Lindner, démarrage des compound, 209
Locomotives à crémaillère, 298
Locomotives à deux essieux couplés, 255
Locomotives à essieux indépendants, 253
Locomotives à plus de trois essieux couplés, 277
Locomotives à tender moteur, 281
Locomotives à trois essieux couplés, 271
Locomotives articulées, 294
Locomotives compound, 204, 216, 266
Locomotives compound P.-L.-M., 269, 273, 286
Locomotives de gare, 283
Locomotives pour voie étroite, 296
Locomotives tenders, 283
Longerons, 221
Longueur des arrêts, 351
Louchet, 97
Lumières, 151
Mâchefers, 100
Machine pneumatique, 13
Machines à vapeur compound ,200
Maîtresse feuille des ressorts, 223
Mallet, locomotive compound, 5, 204, 294
Mallet, locomotives articulées, 251
Mallet, tiroir de démarrage, 207
Mammouth, locomotive, 3
Manivelle, 119
Manivelle de frein, 317
Manœuvre du régulateur et du changement de marche, 189
Manomètre, 69
Marche à régulateur fermé, 198
Marche arrière 165
Marche au point mort de la distribution, 189
Marche de la machine, 347
Martin (indicateur), 157
Masse, 7, 214
Mastic de fonte, 363
Mastic de minium, 363
Matage, 363
Matières solides en dissolution dans l'eau, 92
Matriçage des roues, 232
Mécanisme, 108
Mèches de graissage, 239
Mélanges de combustibles, 101
Mentonnet des bandages, 233
Menue houille, 99
Méridiens, 29
Métaux blancs, 20
Métaux employés 19
Meyer (graisseur), 131
Minium, 363
Minutes d'angle, 22
Mise en marche, 196
Modérabilité des freins, 319
Mollerup (graisseur), 133
Monthermé (accident), 341
Moscou-Brest (chemin de fer), 59
Moyens d'arrêt, 317
Nettoyage, 339
Nettoyage des tubes, 359
Nord (injecteur), 89
Notes historiques, 1
Numéro d'injecteur, 84
Observation des signaux, 330
Obturateurs de distribution, 183
Olivier, tube de niveau, 76
Ordonnée moyenne de diagramme, 158
Origine de la puissance des locomotives, 1
Oxyde de carbone, 16, 105
Oxygène, 16
Pare-ringard, 40
Passe-partout (gabarit), 23
Patinage, 109
Pattes d'araignée des coussinets , 239
Perpendiculaires, 22
Perturbations dues à l'inclinaison des cylindres, etc, 220
Perturbations horizontales , verticales 220
Pesanteur, 8
Pesées des locomotives, 226
Petit cheval pour comprimer l'air, 321
Pétrole, 16, 106
Phases de la distribution, 153
Pied-de-biche, 166
Pinel (Lethuillier et) soupape, 73
Piston plongeur, 81
Pistons, 126
Planet, locomotive, 2
Planimètre, 158
Plans inclinés, 243, 277
Plaques tabulaires, 31
Plateaux pour regards, 76
Poids adhérent, 109
Point mort du changement de marche, 189
Points morts de la manivelle, 119
Pompes alimentaires, 81
Ponctualité des trains, 349
Ponts à pivot, 22
Porte-à-faux des foyers, 259
Porte de foyer, 39
Porte de boîte à fumée, 53
Porte de cendrier, 43
Porte-sabots, 317
Portée de calage, 232
Position des tiroirs, 126
Pouget, indicateur de vitesse, 27
Poutrelles des ciels de foyer, 35
Pouvoir calorifique, 17
Pression atmosphérique, 13
Pression de la vapeur, absolue, effective, 15
Pression des liquides, 13
Pression et température de la vapeur, 13
Pression sur les glissières, 120, 220, 339
Primes du personnel, 343
Prise de vapeur, 115
Prise de vapeur de l'injecteur, 81
Prise d'eau sans arrêt, 314
Profils des bandages, 233
Prométhée, 1
Propreté des machines, 360
Puissance, définition, 10
Purgeurs, 357
Quais hauts, 23
Quantité d'eau vaporisée, 18
Quantités de chaleur, 18
Quebracho (bois de), 94
Raccords d'accouplement, 323
Ramonage des tubes, 359
Rampes fictives, 115
Rampes, vitesse, 348
Ramsbottom, prise d'eau sans arrêt, 314
Raymond et Henrard, boîtes, 239
Rayon du cercle, 22
Réchauffage de l'eau du tender, 313
Recouvrement (rivure à), 65
Recouvrements du tiroir, 151
Rectification des coulisses, 171
Recul, 218
Regards de lavage, 75
Réglage des bielles, 147
Réglage des sabots de freins, 319
Réglage d'un tiroir, 372
Réglage sur la bascule, 365
Régularité de la marche, 344, 348
Régulateur de machines fixes, 115, 214
Régulateur des locomotives, 115
Remplissage des chaudières, 362
Renfort en queue, 353
Réparation des chaudières, 367
Réparation des roues et des mécanismes, 366
Répartition du poids suspendu des locomotives, 220
Réservoir des compound, 200, 204
Réservoir des freins Westinghouse, 320, 345
Résidus par litre d'eau, 92
Résistance des trains : résistance au roulement ; frottement des fusées ; résistance de l'air ; effet des rampes et des pentes ; des courbes ; résistance due à l'augmentation de vitesse, 10
Ressort de dynamomètre, 9
Ressorts à boudin, 225
Ressort à pincette, 225
Ressort de suspension, 223
Ressort en volute, 225
Ressorts transversaux, , 231
Rétribution du personnel, 343
Richardson, tiroir, 187
Rivures, 65
Robinet à décharge égalisatrice, 332
Robinet de vidange, 75
Robinet d'isolement des compound, 210
Robinet réchauffeur, 313
Robinets d'épreuve des pompes, 82
Robinets de jauge, 78
Robinets de manœuvre des freins, 328
Robinets de purge des indicateurs de niveau, 70
Rodage des surfaces en contact, 363
Rogers, locomotives, 262, 279
Rondelles Belleville, 231, 312
Rotules de tender, 310
Roues et bandages, 232
Roy, attelage des tenders, 310
Sable, 109
Sablières, 109, 345
Sabots de freins, 317
Sabots, réglage, 319
Saint-Gothard, locomotive, 303
Salaires, 344
Secondes d'angle, 22
Segments de piston, 126
Séguin, 1, 31
Sellers, injecteur, 85
Sel marin, 93
Semmering, 3
Serrage de l'échappement, 60
Serrage des bandages, 232
Serve, tubes à ailettes, 50
Serveau, tube de niveau, 78
Service à une ou à plusieurs équipes, 342
Service dans les dépôts, 359
Servo-moteur, 176
Sifflet, 75, 349
Sifflet avertisseur, 333
Signaux, 350
Simple effet (machine à), 155
Sobriété, 341
Société alsacienne (locomotives compound), 5, 272
Sociétés de tempérance, 342
Sommet d'un angle, 22
Sommiers de grilles, 40
Sommiers des voûtes en briques, 45
Souffleur, 61
Soulerin, freins continus, 334
Soupape à double siège, 116
Soupape de prise d'eau de tender, 310
Soupape de rentrée d'air, 200
Soupape de retenue, 81
Soupapes des pompes, 82
Soupapes de sûreté, 70
Stationnements, 352, 359
Statistique des chemins de fer, 5
Statistique des compound, 214
Statistique des locomotives, 6
Stephenson, anecdote, 242
Stephenson, coulisse, 166
Stephenson, échappement, 2
Stone, alliage pour entretoises, 35
Stroudley, indicateur de vitesse, 27
Suif, 354, 361
Sulfate de chaux, 91
Surchauffeurs, 15
Surfaces de chauffe, 50
Suspension, 222
Système métrique, abréviations, 7
Table des lumières, 151
Table méthodique des matières, vii
Tableau des dimensions de compound, 216
Talon des bandages, 232
Tamponnement des tubes, 354
Tampons de choc, 312
Tampons graisseurs, 239
Tandem (cylindres en), 212
Tare d'un ressort, 9, 157
Télescopiques (chaudières), 34
Télescopompe (graisseur), 134
Température de la vapeur, 15
Temps perdu au démarrage, 346
Tenbrinck, bouilleur, 45
Tender moteur, 281
Tenders, 306
Tendeur d'attelage, ,312
Tendeur rigide d'attelage, 307
Tête ou crosse de piston, 138
Têtes de bielle, 141
Tiges de piston, 129
Tiges de suspension, 223
Timbre des chaudières, 94
Tirants de foyers, 39
Tiroir, 151
Tiroir à canal, 184
Tiroir, commande par un excentrique, 158
Tiroir de triple valve, 327
Tiroir, frottement, 185
Tiroir, recouvrement extérieur, intérieur, 151
Tiroir, réglage, 372
Tiroirs cylindriques, 188, 323
Tiroirs équilibrés, 186
Titre hydrotimétrique, 92
Tôles russes, 361
Tourbe, 97
Tout-venant, 99
Traction continue, 312
Trains articulés d'un essieu, 248
Transmission du mouvement du piston, 119
Traverses des locomotives, 221
Travail à la tâche, à la journée, 345
Travail consommé pour l'accélération, 13
Travail, définition, 10
Trémie de vidange, 57
Trempe, 19
Trick, tiroir à canal, 185
Triple valve, 325
Triple valve à action rapide, 331
Trop-plein d'injecteur, 83
Trous de graissage, 150
Tube de niveau en verre, 76
Tubes à ailettes, 50
Tubes à fumée, 47
Tubes, nettoyage, 359
Turck, injecteur, 85
Tuyau de prise de vapeur Crampton, 69
Tuyauterie d'alimentation, 81
Tuyère d'échappement, 58
Tuyère d'injecteur, 82
Types divers de locomotives, 252
Uetliberg, forte rampe, 298
Usure des bandages, 234
Valve d'interception des compound, 208
Valves d'échappement, 59
Vapeur, action motrice, 118
Vapeur, composition chimique, 17
Vapeur, laminage, 116, 155
Vapeur, quantité de chaleur nécessaire pour chauffer l'eau et pour la vaporiser, 18
Vapeur saturée sèche, 16
Variation des avances linéaires, 169
Vauclain (locomotives), 212, 276, 283
Vérification des tiroirs et pistons 357
Verticale, 23
Victorieuse (la), locomotive, 3
Vidange des chaudières, 362
Viroles des chaudières, 65
Viroles des tubes, 48
Vis casse-joint, 365
Vis de changement démarche, 172
Vis support de sommier de voûte, 45
Visière de cheminée, 57
Vitesse angulaire, 214
Vitesses, commerciale, moyenne de marche, effective, 24
Vitesse sur rampes et pentes, 348
Voie étroite, 296
Voie large, 298
Voies supplémentaires, 26
Von Borries, démarrage des compound, 209
Voûtes en briques des foyers, 43
Wagon dynamomètre, 9
Walckenaer, tube de niveau, 77
Walschaerts, distribution, 180, 274, 284
Webb, locomotive compound, 5, 204
Webb, soupapes, 71
Wenger, accouplement, 324
Wenger, frein continu, 334
Westinghouse, frein continu, 320
Woolf (système). 204, 212
Wootten, foyer, 256
Worsdell, démarrage des compound, 209
Worsdell, essieux coudés, 235
Le Ministre des travaux publics,
Vu la loi du 15 juillet 1845 sur la police des chemins de fer ;
Vu les articles 18, 1er alinéa, et 74 de l'ordonnance royale du 15 novembre 1840, portant règlement d'administration publique sur la police, la sûreté et l'exploitation des chemins de fer ;
Vu le décret du 9 mars 1889 ;
Vu l'avis de la section de contrôle du comité de l'exploitation technique des chemins de fer, en date du 12 avril 1802 ;
Sur le rapport du directeur des chemins de fer,
Arrête :
ARTICLE PREMIER. - A partir du 1er juin 1892, quiconque demandera un emploi de chauffeur, assistant un mécanicien conducteur de train sur un chemin de fer ouvert à l'exploitation, ne pourra être admis au concours que s'il satisfait aux conditions suivantes :
Être Français ou naturalisé Français ;
Avoir fait constater par un médecin, agréé par l'administration du chemin de fer, qu'il présente toutes les conditions physiques nécessaires, notamment qu'il distingue les signaux par l'ouïe et par la vue et qu'il perçoit nettement les couleurs ;
Avoir subi d'une manière satisfaisante un examen technique et des essais pratiques.
ART. 2. - Le programme minimum de l'examen technique comprend :
Des notions élémentaires sur le règlement des signaux, sur les principaux organes de la machine et du tender, et notamment sur les appareils de sûreté.
Le programme minimum des essais pratiques comprend :
L'arrêt de la machine, la manœuvre des freins et l'alimentation.
ART. 3. - A partir du 1er juin 1892, quiconque demandera un emploi de mécanicien conducteur de train sur un chemin de fer ouvert à l'exploitation ne pourra être admis au concours que s'il satisfait aux conditions suivantes :
Être Français ou naturalisé Français ;
Avoir subi un examen médical semblable à celui que définit le paragraphe A de l'article 1er du présent arrêté ;
Avoir fait un service d'une durée minimum de six mois comme chauffeur assistant un mécanicien conducteur de train, sauf exceptions justifiées par des circonstances spéciales et avec autorisation de l'administration ;
Avoir subi d'une manière satisfaisante un examen technique et des essais pratiques.
ART. 4. - Le programme minimum de l'examen technique comprend :
Le règlement des signaux, le règlement des mécaniciens, le règlement sur la circulation des trains, ainsi que les instructions et ordres de service qui s'y rapportent ou en tiennent lieu ;
Le montage et le démontage des principales pièces de la machine et du tender, le fonctionnement de tous les organes, la connaissance des organes et de la manœuvre des divers freins en usage sur le réseau de la compagnie à laquelle appartient l'agent, les avaries de route et le moyen d'y remédier.
Le programme minimum des essais pratiques comprend la conduite de Plusieurs trains.
ART. 5. - Le jury d'examen est nommé par l'administration du chemin de fer.
Avant toute autorisation.de faire le service de mécanicien conducteur de train ou de chauffeur assistant un mécanicien conducteur de train, une copie certifiée conforme du procès-verbal de l'examen technique et
des essais pratiques est envoyée à l'ingénieur en chef du contrôle de l’exploitation technique, qui s'assurera que l'examen répond bien aux conditions prescrites par le présent arrêté.
² En 1897, ces nombres sont devenus respectivement 9 997, 465, 481 et 571, soit au total 11 514 ; pour l'Algérie 305.
| PRESSION EFFECTIVE en kg par cm'. | NOMBRE DE CALORIES | ||
| Pour chauffer l'eau. | Pour la vaporiser. | Total. | |
| 6 | 151 | 490 | 641 |
| 8 | 162 | 483 | 645 |
| 12 | 178 | 471 | 649 |
| 14 | 185 | 466 | 651 |
| 15 | 188 | 464 | 652 |
Si la température initiale de l'eau est inférieure ou supérieure à 15°, il suffit d'ajouter ou de retrancher un nombre de calories égal à l'écart en degrés.
| le 11 février 1809 | midi 14 min. 27 sec ; |
| le 15 avril | midi 0 min. 4 sec ; |
| le 1er novembre | 11 h. 43.min. 40 sec. |
| Milan | Départ | 13 h 30 |
| Lodi | 14 5 | |
| Plaisance | 14 58 | |
| Parme | 16 14 | |
| Modène | 17 23 | |
| Bologne | 19 5 | |
| Rimini | 21 21 | |
| Ancône | 23 25 | |
| Castellammare | 2 33 | |
| Foggia | 6 5 | |
| Barletta | 7 24 | |
| Brindisi | 11 10 | |
| Gallipoli | Arrivée | 14 30 |